Projete moldes de injeção para rebaixos complexos: soluções de engenharia personalizadas
Escrito por
Precisão JS
Publicado
Jul 11 2026
Ferramentas de Moldagem por Injeção
Siga-nos
O projeto complexo de moldes rebaixados ainda continua sendo a principal área difícil na engenharia de moldes de injeção. Na verdade, cada recurso de redução aumenta o custo do molde em 15% a 40% e estende o prazo de entrega em 2 a 4 semanas. Pelo contrário, os problemas mais subestimados encontrados durante as revisões do DFM são devidos ao fracasso da intervenção CAD em estágio inicial.
Este guia, da JS Precision, resume a experiência real de projetos nas áreas automotiva, médica e industrial e apresenta um caminho completo de engenharia desde a classificação de cortes até a seleção de soluções e verificação de DFM. Para que você possa usar as ferramentas de decisão de engenharia relacionadas ao seu investimento, continue lendo aqui.
Uma visão geral rápida dos parâmetros principais do projeto complexo de molde com corte inferior
Dimensão de avaliação
Dados principais e conclusão
Redução do impacto nos custos
Redução única acrescenta US$ 2.000 a US$ 15.000 ao custo do molde, aumento de 15% a 40%
Classificação de profundidade
Nível 1 (proporção profundidade-diâmetro <0,25): tração lateral simples.
Nível 2 (0,25-0,5): levantador ou núcleo dobrável.
Nível 3 (>0,5): desaparafusamento ou ejeção em vários estágios.
Limite de deslizamento lateral
Eficaz para rebaixos externos com profundidade ≤6mm, além disso considere o elevador ou núcleo dobrável.
Limite de núcleo recolhível
Lida com cortes internos com profundidade ≤20 mm, adequado para geometrias internas inacessíveis.
Redução de custos
O mecanismo de desenroscamento da rosca custa entre US$ 2.000 e US$ 5.000
Principais conclusões
Você pode reduzir os custos dos moldes em 30% a 50% se descobrir rapidamente e fazer o melhor uso do design das peças rebaixadas durante a fase DFM do projeto.
A profundidade do controle deslizante lateral não deve exceder 6 mm e a profundidade de colapso do núcleo não deve não exceder 20 mm. Se esses valores forem ultrapassados, será necessária uma solução especializada.
Para evitar falhas no molde de teste causadas pela falta de curso, o curso do controle deslizante deve ser determinado com a equação Deslocamento=D1,5+3 mm.
Materiais que encolhem menos são melhores para recursos de subcotação (por exemplo, POM PBT). Se um material encolhe muito, é necessário aumentar os ângulos de inclinação e também recalcular as forças de liberação.
Por que confiar no serviço de ferramentas para moldes de injeção da JS Precision para projetos de mecanismo de liberação inferior?
Com mais de 15 anos de trabalho prático com moldagem por injeção para os setores automotivo e médico, nossa equipe acredita que um verdadeiro serviço completo de ferramentas para moldes de injeção, capaz de enfrentar o desafio do projeto complicado de moldes com corte inferior, deve ter três habilidades: categorização precisa do corte inferior, cálculo do curso do mecanismo com base no volume e participação antecipada no DFM.
Ao pesquisar os dados de vários meses de testes do processo de fabricação, descobrimos que mais de 60% das falhas nos testes de moldes rebaixados resultaram de cálculos de curso inexatos ou escolha errada do mecanismo. Foi o principal problema que a equipe enfrentou durante o tempo real de trabalho.
ISO 20457:2018, Artigos de plástico, Tolerâncias e aceitação de peças moldadas por injeção, afirma claramente que as tolerâncias dimensionais lineares para peças moldadas por injeção de precisão devem ser intimamente correspondidas aos limites de uma faixa dimensional, e o ajuste de interferência da linha de partição deve ser incluído nos parâmetros de aceitação.
Para cumprir isso, impusemos a relação profundidade-diâmetro pelo padrão de classificação, bem como afórmula de cálculo de deslocamento = D×1,5 + 3 mm em cada projeto de molde rebaixado.
Em um projeto de carcaça de sensor automotivo, com base no teste anterior do molde, o cliente falhou devido à falta de curso do controle deslizante lateral (apenas 5 mm, enquanto 9,75 mm era o requisito real), ocorreu uma perda de US$ 18.000 e um prazo de entrega de 6 semanas. Através da revisão do DFM, redesenhamos o molde aumentando o curso para 10 mm e transformando o corte inferior interno em um núcleo dobrável de 6 lóbulos. O teste foi bem-sucedido na primeira tentativa e a taxa de descarte foi reduzida de 8,5% para 0,3%.
Quer avaliar os riscos do seu projeto de molde rebaixado? Entre em contato com nosso engenheiro para obter a lista de autoverificação do projeto de molde de corte inferior, que abrange cálculos de curso, seleção de mecanismo e correspondência de material.
O que é um projeto complexo de molde com corte inferior e por que ele determina o sucesso do molde?
O projeto complexo de molde com recorte inferior é um tipo de desafio na moldagem por injeção, onde certas características impedem a remoção direta do produto através da direção de abertura do molde. Normalmente, esses recursos são encaixes de rosca de orifícios laterais, ranhuras internas e farpas. A presença deles impacta diretamente na possibilidade do molde ejetar o produto sem danos.
Rebaixo significa interferência mecânica
O fato principal: um corte inferior não é uma questão de falha visual, mas sim mecânica. Normalmente, um molde de duas placas abre separando as duas metades e os pinos ejetores empurram a peça para fora do núcleo. Ainda assim, se houver saliências, reentrâncias ou furos perpendiculares à direção de abertura, esses recursos atuam como travas, evitando que a peça se separe do aço do molde.
Resultado da Força de Ejeção: Se você tentar ejetar a peça à força quando houver um corte inferior, a peça será danificada, o molde será quebrado ou ambos.
Explicação técnica: O primeiro passo serviço de ferramentas para moldes de injeção é reconhecer o aspecto mecânico dos rebaixos, eles representam o travamento mecânico entre a peça e o molde.
Visão geral de quatro mecanismos populares de desmoldagem
Slides de ação lateral: funcionam para cortes inferiores externos, profundidade efetiva máxima de 6 mm.
Ejetores angulares: Funcionam para cortes inferiores internos, ângulo de inclinação de 5° a 15°.
Núcleos dobráveis: funciona para profundidade de corte inferior interno de até ≤20 mm, liberação de contração segmentada.
Mecanismos de remoção de threads: Funciona para recursos threaded, o preço é de 2.000 a 5.000.
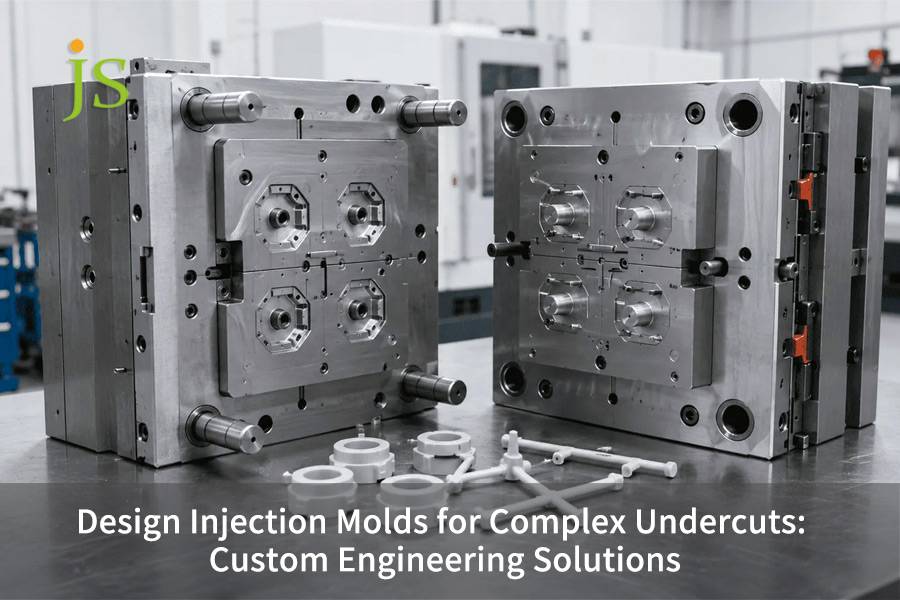
Figura 1: Molde de injeção aberto com corrediças de ação lateral complexas e componentes de precisão.
Como os slides de ação paralela resolvem problemas de ejeção de corte inferior externo?
As lâminas de ação lateral são o método escolhido com mais frequência para lidar com recortes externos em moldes. Um componente deslizante fixado na lateral do molde se retira horizontalmente em ângulo reto com a direção de abertura do molde, na borda de abertura do molde, removendo o formato rebaixado. É uma boa maneira de lidar com cortes inferiores externos com profundidade de 6 mm.
Princípio de funcionamento do slide de ação paralela
Fase de fechamento: Durante o fechamento do molde, a corrediça é direcionada para a posição da cavidade do molde pelo pino-guia angular, criando o recurso de corte inferior.
Estágio de abertura do molde: assim que a moldagem por injeção estiver concluída e a peça estiver suficientemente fria, o molde começa a abrir. O pino guia em ângulo faz com que o controle deslizante se mova para trás horizontalmente ao longo da ranhura, de modo que o corte inferior fique exposto antes que o pino ejetor empurre a peça para fora.
Cálculo do curso: Para cada 1 mm de profundidade de corte em cada lado do controle deslizante, haverá uma margem de segurança de 3 mm. Para calcular a quantidade total de curso do curso, a fórmula é: Curso = D×1,5 + 3 mm.
Três considerações principais de design:
Requisitos de espaço: Os cortes inferiores devem ser posicionados no lado externo do componente, com espaço suficiente para que o controle deslizante se retraia totalmente. Em primeiro lugar, o espaço externo ao redor do molde deve ser identificado ao considerar as opções de moldagem por injeção com recorte inferior.
Projeto do ângulo de inclinação: Projete os ângulos de inclinação em todas as superfícies internas da peça na direção do movimento do controle deslizante para garantir que o controle deslizante possa ser retraído suavemente sem danificar a peça. O projeto de ferramentas de injeção de controle deslizante lateral de moldes de fornecimento para peças complexas passa por uma compensação entre o ângulo de inclinação e a correspondência de curso.
Impacto no custo: cada recurso adicional de controle deslizante lateral adiciona de 15% a 20% ao custo do molde. Basicamente, os deslizamentos laterais, sendo uma opção preferida para rebaixos externos, exigem um cálculo preciso do curso; qualquer estimativa próxima o suficiente resultará em falha na moldagem de teste.
Baixe a tabela de parâmetros de design de slides de ação lateral, que inclui um modelo de cálculo de traçado e valores de ângulo de inclinação recomendados para ajudá-lo a verificar rapidamente seu design.
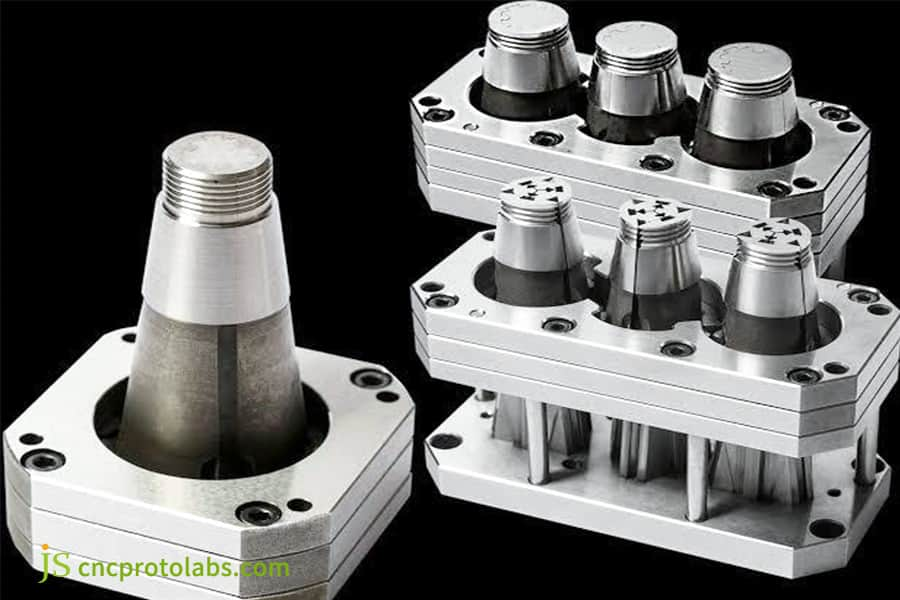
Figura 2: Componentes do molde em aço inoxidável com cavidades cilíndricas e hastes de precisão.
Qual é a principal diferença entre elevadores angulares e slides de ação lateral?
O que diferencia os elevadores angulares e os deslizadores laterais é a direção em que eles se movem. Quando o molde se abre e a placa ejetora avança, os elevadores angulares não apenas sobem e descem, mas também se inclinam, e é por isso que o corte inferior pode ser liberado de dentro para fora. É por isso que os elevadores angulares são usados para rebaixos internos (por exemplo: encaixes de parede internos, saliências internas), enquanto os deslizadores laterais são usados para rebaixos externos.
Operação e desvantagens dos elevadores angulares
Mecanismo de movimento: Os elevadores angulares são fixados na placa ejetora. Quando o molde é aberto e a placa ejetora é empurrada para frente para ejetar a peça, o elevador angular junto com a placa ejetora se move e desliza para dentro ou para fora ao longo da ranhura guia inclinada, liberando assim o corte inferior interno na desmontagem.
Principais benefícios: Isso não requer nenhum acionamento hidráulico ou pneumático extra, a liberação do rebaixo é feita simplesmente pela operação mecânica da abertura do molde.
Desvantagens tecnológicas: Normalmente, o ângulo de inclinação varia entre 5° e 15°. Se for aumentado, causará um aumento acentuado do atrito durante o deslizamento e desgaste rápido dos componentes. Portanto, soluções complexas de ferramentas de molde devem ser projetadas dentro dessa faixa.
Tabela de comparação entre slide de ação lateral e elevador angular
Dimensão de comparação
Slide de ação paralela
Elevador Angular
Posição aplicável
Rebaixamentos externos
Rebaixamentos internos
Direção do movimento
Horizontal, perpendicular à abertura do molde
Movimento combinado vertical + angular
Método Drive
Pino angular/cilindro hidráulico
Movimento mecânico da placa ejetora
Limite de profundidade
≤6mm
≤6mm (além disso, use núcleo dobrável)
Limite de ângulo
Ângulo do pino com ângulo de 10°-25°
Ângulo de elevação de 5° a 15°
Impacto nos custos
+15%-20% por slide
+10%-15% por levantador
O serviço de ferramentas de molde DFM exige garantir que o ângulo de inclinação não seja inferior a 5° durante a seleção, caso contrário, poderá causar arranhões, emperramento e desgaste prematuro do mecanismo do molde.
Como os núcleos dobráveis lidam com cortes inferiores internos com profundidade superior a 6 mm?
Núcleos dobráveis, que se contraem radialmente para dentro durante a ejeção, liberam cortes internos e lidam com cortes inferiores de até 20 mm de profundidade. Quando o acesso lateral não é possível e a profundidade do corte inferior é superior a 6 mm, os núcleos dobráveis são geralmente a solução de escolha.
Princípio de funcionamento central dobrável
Estágio de moldagem:
Um núcleo dobrável é composto por pétalas centrais com segmentos que podem ser movidos e são encaixados em torno de um mandril cônico central. No processo de moldagem por injeção, com o apoio do mandril, as pétalas juntas formam uma forma cilíndrica ou irregular completa do núcleo e moldam os recursos de corte interno.
Estágio de ejeção:
Primeiro, o mandril central é puxado na direção oposta. Quando as pétalas se contraem para dentro pela força de molas ou por máquinas. O diâmetro externo do núcleo que é reduzido radialmente émenor que o diâmetro interno do rebaixo, ou seja, a peça pode ser removida suavemente.
Parâmetros técnicos principais:
O número típico de segmentos é de 4 a 12. Se houver mais pétalas, haverá um encolhimento maior, mas também uma estrutura mais complicada. Um projeto complexo de molde com corte inferior deve encontrar um equilíbrio entre esses fatores.
Considerações sobre o design do núcleo dobrável:
Traço de contração: deve ser maior que a profundidade do corte inferior.
Diâmetro aplicável: normalmente núcleos dobráveis são bons para acessórios de tubos com diâmetros inferiores a 90 mm, diâmetros maiores precisarão de um design especial.
Seleção de materiais: materiais de baixa contração, como POM e PBT, devem ser usados para que as dimensões não mudem. A otimização do projeto do molde de injeção em soluções de núcleo dobrável deve considerar o número de abas em relação à quantidade de contração.
Custo de manutenção: O custo de manutenção para núcleos dobráveis é normalmente 30%-50% maior do que para núcleos deslizantes laterais devido à necessidade regular de substituição de abas ou reafiação de superfícies.
Resumindo, núcleos dobráveis são a única solução viável se alguém quiser trabalhar com reduções internas profundas, mas eles custam mais investimento em manutenção.
Figura 3: Núcleos metálicos dobráveis para aplicações de moldagem interna.
Quais são os princípios de design e os componentes de custo dos moldes de desaparafusamento?
Os moldes de desaparafusamento convertem o movimento da máquina de moldagem por injeção quando o molde é aberto no movimento rotacional exato do núcleo, permitindo assim a remoção automática da rosca. O custo típico de um mecanismo de desparafusamento de rosca é de US$ 2.000 a US$ 5.000, que é na verdade a mais alta das quatro alternativas, mas é ao mesmo tempo a mais confiável em termos de qualidade de rosca.
Princípio de funcionamento do molde de desaparafusamento
Método de transmissão: Os métodos de transmissão normalmente empregados incluem mecanismos de cremalheira, motores hidráulicos e acionamentos de servomotor. Os requisitos de precisão da rosca determinam o método de transmissão para serviços de design de moldes de injeção personalizados.
Tempo de ação: O núcleo começa a girar (geralmente 720° para completar o desengate completo da rosca), enquanto o núcleo retrai gradualmente para trás para reduzir o desgaste entre os metais.
Aplicações multicavidades: usando moldes multicavidades, a ideia de usar desparafusamento de cavidades 1-96 pode ser realizada, mas o mecanismo a ser construído torna-se mais e mais complicado com cada novo recurso do tópico.
Três grandes desafios de design
Cálculo exato do sistema de transmissão: O número de rotações deve corresponder exatamente ao número de dentes da rosca.
Monitoramento muito próximo do tempo de movimento: As ações de rotação e retração devem estar perfeitamente sincronizadas.
Escolha dos materiais: As engrenagens e as cremalheiras devem ser de altíssima resistência e altamente resistentes ao desgaste.
Para roscas externas em peças pequenas que são rasas, às vezes pode ser usado um método de liberação forçada manual em soluções complexas de ferramentas de molde, eliminando assim a necessidade do mecanismo de desparafusamento dedicado.
Como selecionar o mecanismo de ejeção correto com base na relação profundidade/diâmetro do corte inferior?
De acordo com os projetistas de moldes de injeção, os rebaixos podem ser divididos em três níveis com base na relação profundidade/diâmetro do recurso. O nível 1 (<0,25) refere-se ao uso de pinos-guia simples de tração lateral ou em ângulo. O nível 2 (0,25-0,5) precisaria de ejetores angulares ou núcleos dobráveis. O nível 3 (>0,5) precisaria de um mecanismo de aparafusamento ou desaparafusamento ou um sistema de ejeção de vários estágios.
Padrão de classificação de três níveis para cortes inferiores
A
ISO 294-3:2020 exige: As condições do processo da área da linha de junta e a distância da porta até a linha de junta devem ser parâmetros controlados para a preparação da amostra, caso contrário, os dados de resistência à tração não poderão ser comparados.
Para atender a esse padrão, primeiro usamos o cálculo da relação profundidade/diâmetro para decidir sobre a seleção para cada projeto de corte inferior, esquecendo a experiência como primeiro passo.
Meça a profundidade e o diâmetro: faça medições precisas das dimensões do corte inferior.
Determine a relação profundidade-diâmetro: aplique a fórmula Ratio=Profundidade/Diâmetro para descobrir o nível como a classificação de três níveis.
Reconheça o tipo de mecanismo: com base no nível, escolha o mecanismo que é pré-aprovado.
Avalie o efeito de custo: O custo adicional para dois cortes inferiores simples é cerca de 50% maior que o de um único corte inferior, mais de dois cortes inferiores aumentam o custo do molde em 100%-200%.
Não tem certeza de qual nível seu corte inferior pertence? Baixe a tabela de decisão de seleção e classificação de corte inferior, insira a profundidade e o diâmetro e ela corresponderá automaticamente aos mecanismos recomendados.
Como a seleção de materiais afeta o projeto de ejeção de corte inferior?
A taxa de encolhimento do material determina principalmente a lacuna real entre a peça e o núcleo na desmoldagem com corte inferior, afetando a força de desmoldagem e selecionando indiretamente o mecanismo de desmoldagem. O material de baixo encolhimento é a escolha, como POM (taxa de encolhimento de 1,5% a 2,5%), PBT (1,5% a 2,5%) para design de recurso de corte inferior.
A influência da taxa de contração na força de desmoldagem
Diferenças na taxa de contração: A diferença máxima na taxa de contração entre diferentes resinas é de 5 vezes, por exemplo. para POM de baixa retração (1,5%-2,5%) vs. PP de alta retração (1,5%-3,0%), PA (0,5%-2,5%). O serviço de ferramentas para moldes de injeção precisa variar seus parâmetros de projeto de acordo com a taxa de encolhimento.
Força de fixação: quanto maior a taxa de encolhimento, maior será a força de fixação da peça no núcleo após o resfriamento e a resistência à desmoldagem, maior será.
Taxas comuns de contração de plásticos de engenharia e recomendações de ângulo de inclinação
Material
Taxa de redução
Ângulo de inclinação recomendado (externo)
Ângulo de inclinação recomendado (interno/corte inferior)
POM
1,5%-2,5%
1°-2°
2°-3°
PBT
1,5%-2,5%
1°-2°
2°-3°
PA66
0,5%-2,5%
1°-3°
3°-5°
PP
1,5%-3,0%
2°-3°
3°-5°
PA66-GF30
0,2%-0,7% (anisotrópico)
2°-4°
4°-6°
O serviço personalizado de projeto de moldes de injeção lida com anisotropia significativa das taxas de encolhimento em materiais preenchidos com fibra de vidro portanto, tais fatores devem ser tratados com muito cuidado. Deve-se ter cuidado especial com o efeito da orientação das fibras na força de desmoldagem se a desmoldagem por corte inferior for usada.
Figura 4: Diversos componentes de plástico e metal, incluindo tubos e engrenagens.
Como o JS Precision elimina riscos de corte inferior por meio da análise DFM antes da fabricação do molde?
O serviço de ferramentas de molde DFM da JS Precision detecta e remove riscos de corte inferior antes da fabricação do molde com um procedimento de verificação de corte inferior em quatro etapas. O problema de mais de 60% dos problemas de subcotação nas revisões do DFM poderia ter sido evitado se o design do CAD tivesse sido intervencionado desde o início.
Procedimento de verificação em quatro etapas do DFM
Determinação da linha de partição e direção de ejeção: No modelo CAD 3D, a localização da linha de partição e a direção de ejeção da peça devem ser definidas com precisão. Isso deve ser tomado como referência na determinação de todas as possíveis reduções.
Verificação do ângulo de saída: ângulo de saída mínimo de 2° para paredes externas e ângulo de saída mínimo de 3° para paredes internas e recursos com rebaixos. Para as superfícies texturizadas adicione um ângulo de inclinação de 1°-2° por 0,025 mm de profundidade de textura.
Revisão das áreas de corte inferior, uma superfície de cada vez: Cada superfície de corte inferior identificada pelo software DFM leva os engenheiros a pensar em três possibilidades: O corte inferior poderia ser eliminado aumentando o ângulo de saída? Ele pode ser removido alterando a linha de partição? A presença do recurso é realmente necessária?
Seleção de mecanismo para cortes inferiores restantes: Se um corte inferior puder ser excluído pelos três primeiros métodos acima, planeje detalhadamente o tipo e o número do mecanismo e inclua esses mecanismos na estimativa de custo do molde. Se isso não for possível, prossiga com outras reduções.
Valor DFM em números
Diminuindo a possibilidade de retrabalho após a produção do molde, uma diminuição significativa no risco, a otimização do projeto do molde de injeção é possível pela simulação de enchimento do Moldflow, levando a uma redução de risco de mais de 60%. A intervenção DFM numa fase inicial do projeto pode evitar 30% e até 50% dos custos do molde.
Como a JS Precision resolveu um desafio complexo de molde rebaixado para uma caixa de sensor automotivo?
Dificuldades do cliente
Anteriormente, o cliente havia solicitado a fabricação deste produto a uma empresa de moldagem por injeção diferente, mas o teste inicial de moldagem não teve sucesso. A falta de deslocamento suficiente dos controles deslizantes externos fez com que a peça ficasse presa dentro do molde e não pudesse ser ejetada. Após uma ejeção forçada, a parede lateral da peça se rasgou. Além de perder US$ 18.000 no molde, o cliente também perdeu um prazo de entrega de 6 semanas antes de abordar a JS Precision com desenhos 3D atualizados.
Solução de precisão JS
Avaliação DFM
Duas falhas principais foram detectadas: a profundidade do corte inferior do furo lateral externo era de 4,5 mm, enquanto o deslocamento do molde original era de apenas 5 mm. Com base na equação Curso = D×1,5 + 3 mm, o curso necessário é 9:75mm, a relação profundidade-diâmetro do corte inferior da ranhura interna foi de 0:42 (Nível 2) e o projeto original usou erroneamente um ejetor inclinado em vez de um núcleo dobrável.
Alteração de design
O curso externo do slide de 5mm foi modificado para 10mm (uma margem de segurança de 0,25mm também foi adicionada). De acordo com isso, o comprimento da ranhura da guia deslizante foi estendido. Em vez de um ejetor interno inclinado, foi escolhido um núcleo dobrável de 6 lóbulos, permitindo que o mandril central se deslocasse 12MM e a parte rebaixada de 8MM saísse sem problemas.
Validação do Moldflow
Descobriu-se que a taxa de contração do material PA66-GF30 na região rebaixada é de 0,5% - 0,7%, o que significa que o valor do projeto do curso de contração do núcleo de colapso tem margem suficiente.
Steel and Heat Treatment
The Slider and the core flaps of collapsible cores are made of H13 tool steel and quenched into 48 - 50 HRC,the mold life is at least 500,000 cycles.
Trial Molding And Optimization
The first trial molding turned out quite satisfyingly except for a small delay in the return motion of the collapsible core flaps. This issue was altogether eliminated when a spring return of flaps was changed from a single spring to two springs parallel.
Lessons Learned from Failure:
The slider stroke calculation must be based precisely on a formula: D x1.5 + 3 mm, any kind of guesswork will cause trial molding to fail.
Undercut grading shall be based not on a guess (the years of a person) but on a mathematical calculation of depth-to-diameter ratio.
The direction of glass fibers in PA66-GF30 has great influence on the wearing out of the collapsible core flaps. After 500 trial-molding cycles, very slight traces of wearing were found on the surface of valve segments. The surface of the valve segment was coated with DLC (diamond-like carbon) and that solved the problem.
Final Result
The total mold cost amounted to $42000 (including two undercut mechanisms). The time needed to deliver the mold was 8 weeks. The trial molding was done right on the first attempt and so far, the mold has been running trouble-free in the customer's factory for over 300,000 cycles, thereby cutting down the scrap rate from 8.5% of the original solution to only 0.3%.
The key to successfully implementing complex mold tooling solutions is not so much a miracle-like problem solving but setting up repeatable engineering ways.
Your undercut mold project may also have similar room for optimization. Upload your 3D drawings (STEP/IGS) and receive a free DFM assessment report within 48 hours, including undercut identification, cost estimation, and mechanism recommendations.
Why Choose JS Precision as Your Complex Undercut Mold Design Partner?
By picking JS Precision you will get a team of engineers who are the masters of injection mold. We do not use our experience to make guesses, what matters here is the technical background of the undercut design mold. Through DFM analysis, Moldflow simulation as well as precise engineering calculations, we deliver proven and complex undercut mold design solutions.
Core Competencies
Engineering Capabilities:
Our team applies a three-level classification system for depth-to-diameter ratio to guide the component selection process. Slider stroke calculation = D×1.5 + 3 mm. Moldflow shrinkage simulation is employed to ensure shrinkage is within limits of the undercut. Tool steel heat treatment is controlled to 1 HRC precision level.
Service Process:
We deliver free DFM analysis reports, itemized undercut mechanism cost pricing transparently. And our client engineers are fully integrated with our mold design engineers.
Quality Assurance:
500+ trial moldings verification runs are performed before shipment and we accompany these with the complete trial molding report plus release video clip. Also our mold's service life is guaranteed at least 500,000-1,000,000 cycles.
Perguntas frequentes
Q1: When can undercuts be completely avoided without special mechanisms?
By shifting the parting line, undercuts can be released from molds as natural demoldable surfaces without having to add extra demolding devices. In some cases of non-functional undercut features, deletion through direct design is also an effective optimizing method which we recommend in our DFM review as one of the low-cost priority changes to carry out.
Q2: Are side-action slides and angled lifters interchangeable features in a mold?
The combination of side-action slides and angled lifters in a mold is quite possible. After mold opening and retraction, side-action slides release the outside undercuts. Meanwhile, angled lifters free the inside undercuts during the ejection phase. We will double-check their operation sequence in the motion simulation to prevent any possibility of mechanism interference.
Q3: Are undercut features more than 6 mm deep definitely side-action slide infeasible?
It is a common practice not to consider side-action slides when designing undercuts deeper than 6 mm. The forced closing would distort the angled guide pins and create demolding resistance. Even with larger components that can be used and increase cost and failure rates, this is still the best alternative than using side-action slides for such features. More dependable and safe is the use of collapsible cores and angled lifters together.
Q4: Maintenance cost-wise, how much of an increase of the collapsible core is over side-action slide?
The collapsible core maintenance cost is about 30%-50% higher if compared to side-action slides. The complicated multi-lobed precision components are highly sensitive to mechanical stress and their performance degrades rapidly resulting in the need for frequent parts repairs, replacement and, of course, grinding. We achieve longer service life through use of high-quality steel and proper heat treatment.
Q5: What are the undercut mold design restrictions caused by materials with glass-fill (e.g. PA66 - GF30)?
Materials that are glass fiber filled are known to result in very different shrinkages along the flow and cross-flow directions. These anisotropes cause a great stress variance to develop on undercut regions after demolding. We use Moldflow simulation analysis of the orientation and distribution of the glass fibers to precisely optimize the mold structure of the undercut and demolding parameters in particular of the undercut zone.
Q6: What is the content and scope of JS Precision's DFM mold tooling service, precisely?
The scope and content of our DFM mold tooling service involve parting line layout, standard draft angle analysis, undercut level review, cost assessment of the mold's mechanical part, and mold flow simulation verification. We go through design mistakes, find out the design issues, and make a professionally written report for our customers in an amazing time within just 3, 5 days from receiving the job.
Q7: Which industries has JS Precision delivered complicated undercut mold projects to successfully?
We have many experience working in automotive medical industrial equipment and consumer electronics industries, we have finished hundreds of sophisticated undercut mold projects, following all the standardized procedures from the DFM design stage until simulation verification and trial mass production stage so we always guarantee the highest level of mold quality and stability right down the line.
Q8: How can I get a quote on a undercut mold tooling from JS Precision?
Get an exact quote by sending us STEP and IGS format 3D models as well as 2D engineering drawings that contain material and annual demand information. We send a detailed DFM report to you that lists the undercut mechanism costs and gives fully open pricing without any covert fees within 5 business days.
Resumo
A major factor in making decisions about complex undercut mold design is engineering data, not experience or intuition. Side sliders are recommended for external undercuts up to 6 mm, and collapsible cores for internal ones up to 20 mm. The cost of a thread release mechanism is about 2,000 to 5,000, and early intervention through DFM could save up to 30%-50% of mold costs. Ratio grading standards for depth over diameter, slider stroke calculation formula (Travel = D×1.5 + 3 mm), as well as demolding force impacted by material shrinkage altogether build up a decision-making system that is based on figures and facts for deciding which undercut mold you need.
Upload your part details to JS Precision, and you will get a gratis DFM analysis. JS Precision pinpoints, quantifies, and suggests solutions for each undercut feature before mold production, your next complex undercut mold project is guaranteed to succeed right from the drafting phase.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Para JS Precision Services, não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. É responsabilidade do comprador identificar os requisitos técnicos específicos e solicitar uma cotação formal de peças. Entre em contato conosco para obter mais informações.
Equipe de precisão JS
ustom manufacturing solutions. Com mais de 15 anos de experiência atendendo mais de 1.000 clientes, nos especializamos em usinagem CNC de alta precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção e estampagem de metal. Tendo entregue com sucesso mais de 300.000 peças de precisão, mantemos uma taxa de entrega dentro do prazo de 99,2% em todos os projetos personalizados.
Nossas instalações estão equipadas com mais de 100 centros de usinagem de 5 eixos de última geração e possuem certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes B2B em 150 países. Quer você precise de prototipagem de baixo volume ou personalização em grande escala, apoiamos seu projeto com prazos de entrega de até 24 horas. Escolha JS Precision para obter eficiência, qualidade e profissionalismo incomparáveis.
Para saber mais ou enviar sua solicitação de cotação, visite nosso website: www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.