Проектирование литьевых форм для сложных подрезов: индивидуальные инженерные решения
Написал
JS Точность
Опубликовано
Jul 11 2026
Инструменты для литья под давлением
Следуйте за нами
Сложная конструкция пресс-формы с подрезом по-прежнему остается самой сложной областью в разработке пресс-форм для литья под давлением. Фактически, каждая подрезка увеличивает стоимость пресс-формы на 15–40 % и продлевает время выполнения заказа на 2–4 недели. Напротив, наиболее серьезные проблемы, обнаруженные во время проверок DFM, связаны с неудачей вмешательства CAD на ранней стадии.
В этом руководстве, созданном JS Precision, собран реальный опыт реализации проектов в автомобильной, медицинской и промышленной областях, а также представлен полный инженерный путь от классификации подрезов до выбора решения и проверки DFM. Чтобы вы могли использовать инструменты инженерного принятия решений, связанные с вашими инвестициями, вы можете продолжить чтение здесь.
Краткий обзор основных параметров конструкции пресс-форм со сложной подрезкой
<голова>
<тр>
Оценочный параметр
Ключевые данные и выводы
<тело>
<тр>
Снижение затрат
Одиночный подрез увеличивает стоимость пресс-формы на 2000–15 000 долларов США, увеличение на 15–40 %
<тр>
Классификация по глубине
Уровень 1 (отношение глубины к диаметру <0,25): простое боковое натяжение.
Уровень 2 (0,25–0,5): подъемник или складной сердечник.
Уровень 3 (>0,5): отвинчивание или многоступенчатый выброс.
<тр>
Ограничение бокового скольжения
Эффективно для внешних подрезов глубиной менее 6 мм, кроме этого можно использовать подъемник или складной стержень.
<тр>
Складной основной лимит
Выполняет внутренние подрезы глубиной до 20 мм, подходит для недоступной внутренней геометрии.
<тр>
Стоимость устранения
Механизм откручивания резьбы стоит 2000–5000 долларов
Основные выводы
<ул>
Вы можете снизить затраты на пресс-формы на 30–50 %, если быстро обнаружите и наилучшим образом воспользуетесь конструкцией деталей с поднутрениями на этапе проекта DFM.
Глубина бокового слайдера не должна превышать 6 мм, а глубина разрушения сердцевины – не превышать 20 мм. Если эти значения превышены, необходимо специальное решение.
Чтобы избежать поломок пробной формы, вызванных недостаточным ходом, ход ползуна следует определять по уравнению Travel=D1,5+3 мм.
Материалы, которые дают меньшую усадку, лучше всего подходят для сглаживания деталей (например, POM PBT). Если материал сильно сжимается, необходимо увеличить углы уклона, а также пересчитать силы спуска.
Почему стоит доверять сервису JS Precision по разработке инструментов для литьевых форм при проектировании механизма выпуска с подрезом?
Обладая более чем 15-летним практическим опытом работы с литьевым формованием для автомобильной и медицинской отраслей, наша команда считает, что настоящая комплексная служба оснастки для литьевых форм, способная решить проблему сложной конструкции формы с подрезами, должна обладать тремя возможностями: точная категоризация подрезов, расчет хода механизма на основе объема и раннее участие DFM.
Изучая данные нескольких месяцев испытаний производственного процесса, мы обнаружили, что более 60 % неудачных испытаний пресс-форм с подрезом происходят из-за неточного расчета хода или неправильного выбора механизма. Это была основная проблема, с которой команда столкнулась в реальном рабочем времени.
<блок-цитата>
ISO 20457:2018, Изделия из пластмассы, Допуски и приемка деталей, отлитых под давлением, четко указано, что допуски на линейные размеры прецизионных деталей, отлитых под давлением, должны быть точно согласованы с пределами размерного диапазона, а посадка по линии разъема с натягом должна быть включена в параметры приемки.
Чтобы соответствовать этому, мы установили соотношение глубины к диаметру в соответствии со стандартом сортировки, а также Формулу расчета перемещения = D × 1,5 + 3 мм для каждого проекта формы с подрезом.
В одном проекте корпуса автомобильного датчика, основанном на предыдущем испытании пресс-формы, заказчик потерпел неудачу из-за отсутствия хода бокового ползуна (всего 5 мм, тогда как фактическое требование составляло 9,75 мм), потеря 18 000 долларов США и 6-недельный срок выполнения заказа. В ходе проверки DFM мы изменили конструкцию пресс-формы, увеличив ход бокового ползуна до 10 мм и превратив внутреннюю подрезку в складной сердечник с 6 лепестками. Испытание прошло успешно с первого раза, а процент брака снизился с 8,5 % до 0,3 %.
Хотите оценить риски, связанные с конструкцией формы с подрезом? Свяжитесь с нашим инженером, чтобы получить контрольный список для самостоятельного проектирования пресс-формы с подрезами, включающий расчеты хода, выбор механизма и подбор материалов.
Что такое сложная конструкция пресс-формы с подрезом и почему она определяет успех пресс-формы?
Сложная конструкция пресс-формы с подрезом представляет собой сложную задачу в области литья под давлением, где определенные особенности предотвращают прямое удаление продукта через направление открытия формы. Обычно такими элементами являются боковые отверстия, защелки резьбы, внутренние канавки и заусеницы. Их наличие напрямую влияет на возможность выталкивания изделия из формы без повреждений.
Подрез означает механическое вмешательство
<ол>
Основной факт: Подрез – это не визуальный недостаток, а механический. Обычно двухплитная форма открывается путем разделения двух половин, и выталкивающие штифты выталкивают деталь из стержня. Тем не менее, если есть какие-либо выступы, углубления или отверстия, перпендикулярные направлению открытия, эти элементы действуют как замки, предотвращая отделение детали от стали формы.
Результат силы выталкивания: Если вы попытаетесь силой вытолкнуть деталь при наличии подреза, деталь будет повреждена, форма сломается или и то, и другое.
Боковые направляющие: подходят для внешних подрезов, максимальная эффективная глубина 6 мм.
Угловые выталкиватели: работают для внутренних подрезов, угол наклона 5–15°.
Складные сердечники: работает при глубине внутренней подрезки до ≤20 мм, сегментное освобождение от усадки.
Механизмы удаления резьбы: Работает для резьбовых функций, цена 2000–5000.
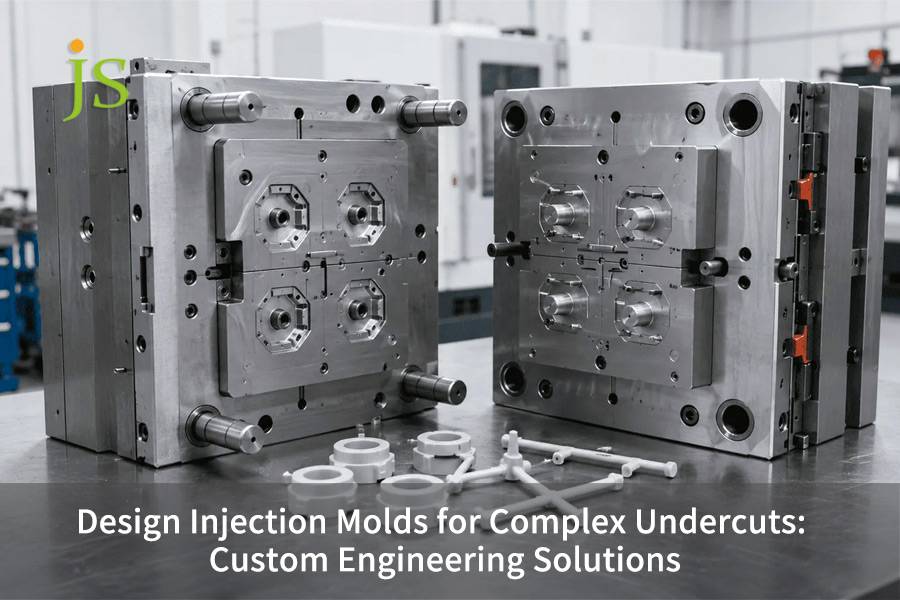
Рис. 1. Открытая литьевая форма со сложными направляющими бокового действия и прецизионными компонентами.
Как слайды с боковым действием решают проблемы с выбросом внешних подрезов?
Боковые направляющие — наиболее часто используемый метод устранения внешних подрезов в формах. Скользящий компонент, закрепленный на боковой стороне формы, выдвигается горизонтально под прямым углом к направлению открытия формы, у края отверстия формы, удаляя форму подреза. Это хороший способ обработки внешних подрезов глубиной 6 мм.
Принцип работы слайда с боковым действием
<ул>
Фаза закрытия: Во время закрытия формы ползун направляется в полость формы с помощью наклонного направляющего штифта, создавая подрез.
Этап открытия формы. Как только литье под давлением завершено и деталь достаточно остыла, форма начинает открываться. Наклонный направляющий штифт заставляет ползунок перемещаться назад по горизонтали вдоль канавки, поэтому подрез открывается до того, как выталкивающий штифт выталкивает деталь.
Расчет хода: Для каждого 1 мм глубины подреза с каждой стороны ползунка будет запас безопасности 3 мм. Для расчета общего количества хода хода используется формула: Ход = D×1,5 + 3 мм.
Три основных соображения по дизайну:
<ул>
Требования к пространству: Подрезы должны располагаться на внешней стороне компонента, оставляя достаточно места для полного втягивания ползунка. Прежде всего, при рассмотрении вариантов литья под давлением необходимо определить внешнее пространство вокруг формы.
Проектирование угла уклона: спроектируйте углы уклона на всех внутренних поверхностях детали в направлении движения ползунка, чтобы обеспечить плавный втягивание ползунка без повреждения детали. При разработке инструментов для литья под давлением боковых ползунков пресс-форм для сложных деталей приходится выбирать между углом наклона и согласованием хода.
Влияние на стоимость: каждая дополнительная функция бокового слайдера добавляет 15–20 % к стоимости пресс-формы. По сути, боковые направляющие, которые являются предпочтительным вариантом для внешних подрезов, требуют точного расчета хода; любая достаточно точная оценка приведет к неудаче при пробном формовании.
Загрузите таблицу параметров конструкции боковых направляющих, которая включает в себя шаблон расчета обводки и рекомендуемые значения угла уклона, которые помогут вам быстро проверить свою конструкцию.
Рис. 2. Компоненты пресс-формы из нержавеющей стали с цилиндрическими полостями и прецизионными стержнями.
В чем основная разница между наклонными подъемниками и направляющими с боковым действием?
Что отличает угловые подъемники от боковых направляющих, так это направление их движения. Когда форма открывается и выталкивающая пластина выдвигается, угловые подъемники не только поднимаются и опускаются, но и наклоняются, поэтому подрез можно освободить изнутри наружу. Вот почему угловые подъемники используются для внутренних подрезов (например: внутренние защелки стен, внутренние выступы), а боковые направляющие используются для внешних подрезов.
Эксплуатация и недостатки угловых подъемников
<ол>
Механизм движения: Угловые подъемники закреплены на выталкивающей пластине. Когда форма открывается и выталкивающая пластина толкается вперед для выталкивания детали, угловой подъемник вместе с выталкивающей пластиной перемещается и скользит внутрь или наружу вдоль наклонной направляющей канавки, тем самым освобождая внутреннюю подрезку при демонтаже.
Основные преимущества: Это не требует какого-либо дополнительного гидравлического или пневматического привода, освобождение подреза осуществляется просто за счет механического открытия формы.
Технологические недостатки: Обычно угол наклона составляет от 5° до 15°. Если его увеличить, это вызовет резкое увеличение трения при скольжении и быстрый износ деталей. Таким образом, сложные решения по оснастке пресс-форм должны разрабатываться в рамках этого диапазона.
Сравнительная таблица направляющих бокового действия и наклонного подъемника
<голова>
Параметр сравнения
Слайд с дополнительным действием
Угловой подъемник
<тело>
Подходящая должность
Внешние подрезы
Внутренние подрезы
Направление движения
Горизонтально, перпендикулярно отверстию формы
Комбинированное вертикальное и угловое движение
Метод привода
Угловой штифт/гидравлический цилиндр
Механическое движение выталкивающей пластины
Ограничение глубины
≤6 мм
≤6 мм (кроме этого используется складной сердечник)
Ограничение угла
Угол штифта 10–25°
Угол подъема 5–15°
Влияние на стоимость
+15–20 % за слайд
+10–15 % за каждого спортсмена
Обслуживание оснастки для пресс-форм DFM требует обеспечения угла уклона не менее 5° при выборе, в противном случае это может привести к царапинам, заклиниванию и преждевременному износу механизма пресс-формы.
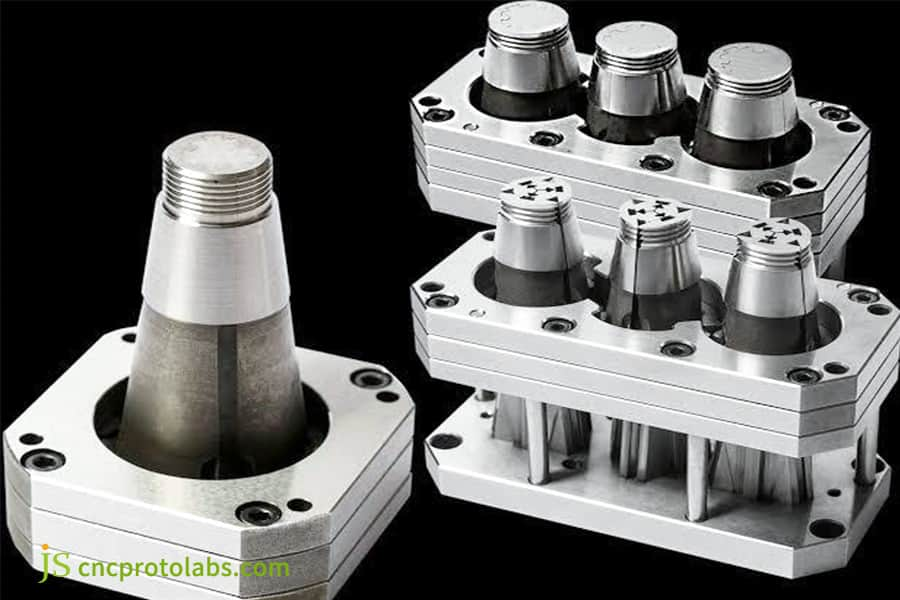
Как складные сердечники справляются с внутренними подрезами глубиной более 6 мм?
Складные сердечники, которые радиально сжимаются внутрь при выталкивании, освобождают внутренние подрезы и справляются с подрезами глубиной до 20 мм. Когда боковой доступ невозможен и глубина подреза превышает 6 мм, обычно лучшим решением являются разборные стержни.
Складной основной принцип работы
<ул>
Этап формования:
Складной сердечник состоит из лепестков сердечника с подвижными сегментами, которые установлены вокруг центральной конической оправки. В процессе литья под давлением при поддержке оправки лепестки вместе образуют полную цилиндрическую или неправильную форму сердечника и формируют внутренние элементы подрезов.
<ул>
Стадия выброса:
Сначала центральную оправку тянут в противоположную сторону. Когда лепестки сжимаются внутрь под действием пружины или механизма. Внешний диаметр уменьшенного в радиальном направлении стержня меньше внутреннего диаметра подреза, т.е. деталь можно снять плавно.
<ул>
Основные технические параметры:
Обычное количество сегментов — 4–12. Если лепестков больше, усадка будет выше, но и структура будет сложнее. Сложная конструкция формы с подрезом должна обеспечивать баланс между этими факторами.
Аспекты конструкции складного ядра:
<ул>
Штрих усадки: он должен быть больше глубины подреза.
Применимый диаметр: Обычно складные сердечники подходят для трубопроводной арматуры диаметром менее 90 мм, для труб большего диаметра потребуется специальная конструкция.
Выбор материала. Следует использовать материалы с низкой усадкой, такие как ПОМ и ПБТ, чтобы размеры не менялись. Оптимизация конструкции литьевой формы в решениях со складными стержнями должна учитывать количество створок относительно степени усадки.
Затраты на техническое обслуживание: Затраты на техническое обслуживание складных сердечников обычно на 30–50 % выше, чем затрат на сердечники с боковым скольжением, из-за необходимости регулярной замены створок или повторной шлифовки поверхностей.
Подводя итог, можно сказать, что складные ядра — единственное жизнеспособное решение, если кто-то хочет работать с глубокими внутренними вырезами, но за это приходится платить больше инвестиций в обслуживание.
Рис. 3. Металлические складные сердечники для формования с внутренней подрезкой.
Каковы принципы проектирования и стоимость отвинчивания форм?
Откручивание форм преобразует движение термопластавтомата при открытии формы в точное вращательное движение стержня, тем самым обеспечивая автоматическое удаление нити. Обычная стоимость механизма для отвинчивания резьбы составляет от 2000 до 5000 долларов, что на самом деле является самым высоким из четырех вариантов, но в то же время самым надежным по качеству резьбы.
Принцип работы пресс-формы
<ол>
Метод передачи. Обычно используемые методы передачи включают механизмы с зубчатой рейкой, гидравлические двигатели и сервоприводы. Требования к точности резьбы определяют метод передачи данных для проектирования индивидуальных литьевых форм.
Время действия:Стержень начинает вращаться (обычно на 720° для полного расцепления резьбы), в то время как сердечник постепенно втягивается назад, чтобы уменьшить износ между металлами.
Приложения с несколькими полостями: с помощью форм с несколькими полостями можно реализовать идею использования отвинчивания полостей 1-96, но механизм, который необходимо построить, становится все сложнее и сложнее с каждой новой функцией темы.
Три основные проблемы дизайна
<ол>
Точный расчет системы передачи: Число оборотов должно точно соответствовать количеству зубьев резьбы.
Очень тщательный контроль времени движения: Действия вращения и втягивания должны быть идеально синхронизированы.
Выбор материалов: Шестерни и рейки должны быть очень прочными и устойчивыми к износу.
Для наружной резьбы на небольших деталях, которые неглубоки, иногда в сложных решениях для изготовления пресс-форм можно использовать метод принудительного освобождения вручную, тем самым избавляясь от необходимости в специальном механизме отвинчивания.
Как выбрать правильный механизм выброса на основе соотношения глубины подрезки к диаметру?
По мнению разработчиков литьевых форм, подрезы можно разделить на три уровня в зависимости от соотношения глубины и диаметра элемента. Уровень 1 (<0,25) относится к использованию простых направляющих с боковой тягой или наклонных направляющих. Для уровня 2 (0,25-0,5) потребуются угловые выбрасыватели или складные ядра. Для уровня 3 (>0,5) потребуется механизм завинчивания или отвинчивания или многоступенчатая система выброса.
Стандарт трехуровневой классификации поднутрений
<блок-цитата>
ISO 294-3:2020 требует: Условия процесса в области линии соединения и расстояние от литника до линии соединения должны быть контролируемыми параметрами подготовки образцов, в противном случае данные по прочности на разрыв не смогут быть сопоставлены.
Чтобы соответствовать этому стандарту, мы сначала используем расчет соотношения глубины к диаметру, чтобы принять решение о выборе для каждого проекта подрезки, забывая об опыте как о первом шаге.
<тело>
Уровень
Соотношение глубины и диаметра
Рекомендуемый механизм
Влияние на стоимость
Уровень 1
<0.25
Простой боковой упор, угловой штифт
+10%-15%
Уровень 2
0,25-0,5
Подъёмник, складной сердечник
+15%-25%
Уровень 3
>0.5
Отвинчивание, многоступенчатый выброс
+25%-40%
Метод пяти шагов для принятия решения о выборе
<ол>
Найдите место подреза: снаружи или внутри? Самый первый шаг в предложении решений для литья под давлением – это знать местоположение.
Измерение глубины и диаметра. Точные измерения размеров подрезов.
Определите соотношение глубины и диаметра. Примените формулу Соотношение=Глубина/Диаметр, чтобы определить уровень в виде трехуровневой классификации.
Определите тип механизма. В зависимости от уровня выберите предварительно одобренный механизм.
Оцените эффект затрат: Дополнительные затраты на две простые подрезки составляют примерно 50 % от стоимости одной подрезки, более двух подрезов увеличивают стоимость формы на 100–200 %.
Не знаете, к какому уровню относится подрез? Загрузите таблицу решений по классификации и выбору подрезов, введите глубину и диаметр, и она автоматически будет соответствовать рекомендуемым механизмам.
Как выбор материала влияет на конструкцию выброса подрезов?
Скорость усадки материала в основном определяет фактический зазор между деталью и сердечником при выемке из формы с подрезом, влияя на силу выемки из формы и косвенно выбирая механизм выемки. Для создания подрезов рекомендуется использовать материал с низкой усадкой, например ПОМ (коэффициент усадки 1,5–2,5%) и ПБТ (1,5–2,5%).
Влияние скорости усадки на силу извлечения из формы
<ул>
Различия в степени усадки: Максимальная разница в степени усадки между разными смолами составляет 5 раз, например. для малоусадочного ПОМ (1,5%-2,5%) против высокоусадочного ПП (1,5%-3,0%), ПА (0,5%-2,5%). Служба оснастки для литья под давлением должна изменять свои конструктивные параметры в зависимости от степени усадки.
Усилие зажима: чем выше степень усадки, тем больше усилие зажима детали на сердечнике после охлаждения, тем выше сопротивление извлечению из формы.
Общие показатели усадки инженерных пластиков и рекомендации по углу уклона
<голова>
Материал
Степень усадки
Рекомендуемый угол уклона (внешний)
Рекомендуемый угол уклона (внутренний/подрез)
<тело>
ПОМ
1,5%–2,5%
1°-2°
2°-3°
ПБТ
1,5%–2,5%
1°-2°
2°-3°
PA66
0,5%–2,5%
1°–3°
3°–5°
ПП
1,5%–3,0%
2°-3°
3°–5°
PA66-GF30
0,2–0,7 % (анизотропно)
2°–4°
4°–6°
Услуги по проектированию индивидуальных литьевых форм имеют дело со значительной анизотропией скорости усадки материалов, наполненных стекловолокном, поэтому с такими факторами следует обращаться очень осторожно. Особую осторожность следует проявлять в отношении влияния ориентации волокон на усилие выемки из формы, если используется выемка из формы с подрезом.
Рис. 4. Различные пластиковые и металлические компоненты, включая трубы и шестерни.
Как JS Precision устраняет риски подрезов посредством анализа DFM перед изготовлением пресс-формы?
служба оснастки для пресс-форм DFM компании JS Precision выявляет и устраняет риски подрезов перед изготовлением формы с помощью четырехэтапной процедуры проверки подрезов. Проблему более 60 % недоработок в обзорах DFM можно было бы предотвратить, если бы в проектирование САПР вмешались на ранней стадии.
Четырехэтапная процедура проверки DFM
<ул>
Определение линии разъема и направления выброса: В 3D-модели CAD необходимо точно определить расположение линии разъема и направление выброса детали. Это следует использовать в качестве ориентира при определении всех потенциальных сокращений.
Проверка угла уклона: минимальный угол уклона 2° для наружных стен и минимальный угол уклона 3° для внутренних стен и элементов с подрезами. Для текстурированных поверхностей добавьте угол наклона 1–2° на каждые 0,025 мм глубины текстуры.
Просмотр областей подреза по одной поверхности за раз: Каждая поверхность подреза, определенная программным обеспечением DFM, заставляет инженеров думать о трех возможностях: можно ли устранить подрез, увеличив угол уклона? Можно ли его убрать, изменив линию разъема? Действительно ли наличие этой функции необходимо?
Выбор механизма для оставшихся подрезов: Если подрез можно удалить первыми тремя способами, описанными выше, тщательно спланируйте тип и количество механизмов и включите эти механизмы в оценку стоимости пресс-формы. Если это невозможно, продолжайте делать другие подрезы.
Значение DFM в цифрах
Уменьшение возможности доработки после изготовления формы, значительное снижение риска, оптимизация конструкции литьевой формы возможна за счет моделирования наполнения Moldflow, что приводит к снижению риска на 60+ процентов. Вмешательство DFM на ранней стадии проектирования позволяет избежать затрат на пресс-формы от 30% до 50%.
Как компания JS Precision решила сложную проблему с подрезкой пресс-формы для корпуса автомобильного датчика?
Трудности клиентов
Ранее клиент заказал у другой компании по литью под давлением изготовление этого продукта, но первоначальное пробное формование оказалось неудачным. Из-за отсутствия достаточного хода внешних ползунков деталь застряла в форме и ее невозможно было извлечь. После принудительного выброса у детали порвалась боковина. Помимо потери 18 000 долларов США на пресс-форме, клиент также лишился шестинедельного срока выполнения заказа, прежде чем обратиться в JS Precision с обновленными 3D-чертежами.
Прецизионное решение JS
<ул>
Оценка DFM
Были обнаружены два основных недостатка: глубина подреза внешнего бокового отверстия составляла 4,5 мм, тогда как ход салазок оригинальной формы составлял всего 5 мм. Согласно уравнению Travel = D×1,5 + 3 мм, необходимый ход составляет 9:75 мм, отношение глубины подреза к диаметру внутренней канавки составляет 0:42 (уровень 2), и в исходной конструкции ошибочно использовался наклонный выталкиватель, а не складной сердечник.
<ул>
Изменение дизайна
Ход внешнего суппорта с 5 мм был изменен до 10 мм (также был добавлен запас прочности 0,25 мм). В соответствии с этим длина канавки направляющей была увеличена. Вместо внутреннего наклонного выталкивателя был выбран складной стержень с 6 лепестками, позволяющий центральной оправке перемещаться на 12 мм, а подрезанной части диаметром 8 мм без проблем отрываться.
<ул>
Проверка Moldflow
Оказалось, что степень усадки материала PA66-GF30 в области подреза составляет 0,5% - 0,7%, что означает, что расчетное значение хода усадки сердечника разрушения имеет достаточный запас.
<ул>
Сталь и термообработка
Слайдер и створки сердечников разборных сердечников изготовлены из инструментальной стали H13 и закалены до твердости 48–50 HRC, срок службы формы составляет не менее 500 000 циклов.
<ул>
Пробное формование и оптимизация
Первая пробная формовка прошла вполне удовлетворительно, за исключением небольшой задержки в обратном движении складных створок створок. Эта проблема была полностью устранена, когда пружинный возврат створок был изменен с одной пружины на две параллельные пружины.
Уроки, извлеченные из неудач:
<ул>
Расчет хода ползуна должен быть основан именно на формуле: D x1,5 + 3 мм, любые догадки приведут к неудаче пробного формования.
Оценка подреза должна основываться не на догадках (лет человека), а на математическом расчете соотношения глубины и диаметра.
Направление стекловолокон в PA66-GF30 оказывает большое влияние на износ складных сердечников. После 500 циклов пробного формования на поверхности сегментов клапана были обнаружены очень незначительные следы износа. Поверхность сегмента клапана была покрыта DLC (алмазоподобным углеродом), и это решило проблему.
Окончательный результат
Общая стоимость пресс-формы составила $42000 (включая два подрезных механизма). Время, необходимое для доставки формы, составило 8 недель. Пробное формование было проведено правильно с первой попытки, и до сих пор форма безотказно работала на заводе клиента более 300 000 циклов, тем самым сократив процент брака с 8,5 % от исходного решения до всего лишь 0,3 %.
Ключом к успешному внедрению сложных решений в области оснастки для пресс-форм является не столько чудотворное решение проблем, сколько создание повторяемых инженерных решений.
Ваш проект пресс-формы с подрезом также может иметь аналогичные возможности для оптимизации. Загрузите свои 3D-чертежи (STEP/IGS) и получите бесплатный отчет об оценке DFM в течение 48 часов, включая выявление подреза, оценку стоимости и рекомендации по механизму.
Почему стоит выбрать JS Precision в качестве партнера по разработке сложных форм с подрезами?
Выбрав JS Precision, вы получите команду инженеров, которые являются мастерами литья под давлением. Мы не используем наш опыт, чтобы строить догадки. Здесь важна техническая основа дизайна подрезов. Посредством анализа DFM, моделирования Moldflow, а также точных инженерных расчетов мы предоставляем проверенные и сложные решения по проектированию пресс-форм с подрезами.
Основные компетенции
<ул>
Инженерные возможности:
Наша команда применяет трехуровневую систему классификации соотношения глубины и диаметра для управления процессом выбора компонентов. Расчет хода ползуна = D×1,5 + 3 мм. Моделирование усадки Moldflow используется для того, чтобы убедиться, что усадка находится в пределах подреза. Термическая обработка инструментальной стали контролируется с точностью до 1 HRC.
<ул>
Процесс обслуживания:
Мы предоставляем бесплатные аналитические отчеты DFM, детализированные и прозрачные цены на механизм снижения стоимости. А наши инженеры-клиенты полностью интегрированы с нашими инженерами-проектировщиками пресс-форм.
<ул>
Гарантия качества:
Перед отправкой выполняется более 500 пробных проверочных испытаний формованных изделий, и мы сопровождаем их полным отчетом о пробных формованных изделиях и видеороликом. Также гарантирован срок службы нашей пресс-формы не менее 500 000–1 000 000 циклов.
Часто задаваемые вопросы
Вопрос 1: Когда можно полностью избежать подрезов без специальных механизмов?
Смещая линию разъема, можно высвободить подрезы из формы как естественные разъемные поверхности без необходимости использования дополнительных устройств для извлечения из формы. В некоторых случаях нефункциональных элементов подрезания удаление посредством прямого проектирования также является эффективным методом оптимизации , который мы рекомендуем в нашем обзоре DFM как одно из недорогих приоритетных изменений, которые необходимо выполнить.
Вопрос 2. Являются ли боковые направляющие и наклонные подъемники взаимозаменяемыми функциями в пресс-форме?
Комбинация боковых направляющих и наклонных подъемников в форме вполне возможна. После открытия и втягивания формы боковые направляющие освобождают внешние подрезы. При этом расположенные под углом подъемники освобождают внутренние подрезы на этапе выталкивания. Мы дважды проверим последовательность их действий при моделировании движения, чтобы исключить любую возможность взаимодействия механизмов.
В3: Действительно ли подрезы глубиной более 6 мм невозможны с помощью бокового скольжения?
Обычно не учитывать боковые направляющие при проектировании выточок глубиной более 6 мм. Принудительное закрытие может деформировать расположенные под углом направляющие штифты и создать сопротивление извлечению из формы. Даже если можно использовать более крупные компоненты, которые увеличивают стоимость и частоту отказов, это все равно лучшая альтернатива использованию слайдов с боковым действием для таких функций. Более надежным и безопасным является совместное использование складных стержней и угловых подъемников.
Вопрос 4: С точки зрения затрат на техническое обслуживание, насколько увеличение складного сердечника превышает боковые салазки?
Затраты на обслуживание складного сердечника примерно на 30–50 % выше по сравнению с направляющими с боковым движением. Сложные многолепестковые прецизионные детали очень чувствительны к механическим нагрузкам, и их характеристики быстро ухудшаются, что приводит к необходимости частого ремонта, замены деталей и, конечно же, шлифовки. Более длительного срока службы мы добиваемся за счет использования высококачественной стали и правильной термической обработки.
Вопрос 5: Каковы ограничения конструкции пресс-форм с подрезом, вызванные материалами со стеклонаполнителем (например, PA66 – GF30)?
Известно, что материалы, наполненные стекловолокном, приводят к очень разной усадке в направлениях потока и поперечного потока. Эта анизотропия приводит к возникновению больших отклонений напряжений в областях подрезов после извлечения из формы. Мы используем анализ ориентации и распределения стекловолокон с помощью моделирования Moldflow, чтобы точно оптимизировать структуру формы, параметры подрезки и распалубки, в частности, зоны подрезки.
Вопрос 6: Каково конкретное содержание и объем услуги JS Precision по изготовлению пресс-форм DFM?
Объем и содержание нашей услуги по оснащению пресс-форм DFM включает планировку линий разъема, анализ стандартного угла уклона, проверку уровня подрезов, оценку стоимости механической части пресс-формы и проверку моделирования течения пресс-формы. Мы устраняем ошибки проектирования, выявляем проблемы с дизайном и составляем профессионально написанный отчет для наших клиентов в удивительно короткие сроки, всего за 3-5 дней с момента получения работы.
Вопрос 7: В каких отраслях компания JS Precision успешно реализовала сложные проекты по формованию с подрезкой?
У нас есть большой опыт работы в автомобильной промышленности, медицинском промышленном оборудовании и бытовой электронике, мы завершили сотни сложных проектов пресс-форм с подрезкой, соблюдая все стандартизированные процедуры от этапа проектирования DFM до этапа моделирования и пробного массового производства, поэтому мы всегда гарантируем высочайший уровень качества и стабильности пресс-форм на протяжении всей линии.
Вопрос 8: Как я могу получить расценки на инструменты для формования с подрезом от JS Precision?
Получите точную цену, отправив нам 3D-модели в форматах STEP и IGS, а также 2D-технические чертежи, содержащие информацию о материалах и годовой потребности. Мы отправим вам подробный отчет DFM, в котором перечислены затраты на механизм снижения цен и указаны полностью открытые цены без каких-либо скрытых комиссий в течение 5 рабочих дней.
Сводка
Основным фактором при принятии решений о конструкции сложной формы с подрезами являются технические данные, а не опыт или интуиция. Боковые ползунки рекомендуются для наружных подрезов до 6 мм, а разборные стержни для внутренних до 20 мм. Стоимость механизма освобождения резьбы составляет от 2000 до 5000, а раннее вмешательство с помощью DFM может сэкономить до 30–50 % затрат на пресс-форму. Стандарты соотношения глубины и диаметра, формула расчета хода ползуна (перемещение = D×1,5 + 3 мм), а также сила извлечения из формы, вызванная усадкой материала, в совокупности создают систему принятия решений, основанную на цифрах и фактах, для принятия решения о том, какая форма с подрезкой вам нужна.
Загрузите сведения о своей детали в JS Precision, и вы получите бесплатный анализ DFM. JS Precision определяет, количественно оценивает и предлагает решения для каждой функции подрезов перед изготовлением формы. Ваш следующий сложный проект формы с подрезами гарантированно будет успешным уже на этапе черчения.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Precision Services не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запрос официального предложения по запчастям. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирайте JS Precision, чтобы получить непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос предложения, посетите наш веб-сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.