
La conception complexe de moules à contre-dépouille reste toujours l'un des domaines les plus difficiles de l'ingénierie des moules à injection. En fait, chaque caractéristique de contre-dépouille augmente le coût du moule de 15 à 40 % et prolonge le délai de livraison de 2 à 4 semaines. Au contraire, les problèmes les plus sapés découverts lors des examens DFM sont dus à l'échec d'une intervention CAO à un stade précoce.
Ce guide, rédigé par JS Precision, distille une expérience réelle de projet dans les domaines automobile, médical et industriel et présente une approche d'ingénierie complète de la classification des contre-dépouilles à la sélection de solutions et à la vérification DFM. Afin que vous puissiez utiliser les outils de décision d'ingénierie liés à votre investissement, vous pouvez continuer à lire ici.
Un aperçu rapide des paramètres de base de la conception de moules à contre-dépouille complexes
|
Dimension d'évaluation |
Données clés et conclusion |
|---|---|
|
Impact sur les coûts en sous-cotation |
Une seule contre-dépouille ajoute 2 000 à 15 000 $ au coût du moule, soit une augmentation de 15 à 40 % |
|
Classification de profondeur |
Niveau 1 (rapport profondeur-diamètre <0,25) : simple traction latérale. Niveau 2 (0,25-0,5) : élévateur ou noyau pliable. Tier 3 (>0,5) : dévissage ou éjection en plusieurs étapes. |
|
Limite de glissement latéral |
Efficace pour les contre-dépouilles externes de profondeur ≤6 mm, au-delà, envisagez un noyau de levage ou un noyau pliable. |
|
Limite de base pliable |
Gère les contre-dépouilles internes d'une profondeur ≤20 mm, adapté aux géométries internes inaccessibles. |
|
Coût du dévissage |
Le mécanisme de dévissage du fil coûte entre 2 000 $ et 5 000 $ |
Principales conclusions
- Vous pouvez réduire les coûts des moules de 30 à 50 % si vous découvrez rapidement et utilisez au mieux la conception des pièces en contre-dépouilles pendant la phase DFM du projet.
- La profondeur du curseur latéral ne doit pas dépasser 6 mm et la profondeur d'effondrement du noyau ne doit pas pas dépasser 20 mm. Si ces valeurs sont dépassées, une solution spécialisée est nécessaire.
- Pour éviter les échecs du moule d'essai causés par un manque de course, la course du curseur doit être déterminée avec l'équation Déplacement=D1,5+3 mm.
- Les matériaux qui rétrécissent moins sont les plus adaptés aux caractéristiques de contre-dépouille (par exemple, le POM PBT). Si un matériau rétrécit beaucoup, il faut augmenter les angles de dépouille et également recalculer les forces de libération.
Pourquoi faire confiance au service d'outillage de moulage par injection de JS Precision pour la conception de mécanismes de dégagement en contre-dépouille ?
Avec plus de 15 ans d'expérience pratique dans le domaine du moulage par injection pour les secteurs automobile et médical, notre équipe estime qu'un véritable service d'outillage de moulage par injection de bout en bout, capable de relever le défi de la conception complexe de moules à contre-dépouille, devrait avoir trois capacités : catégorisation précise des contre-dépouilles, calcul de la course du mécanisme en fonction du volume et participation précoce au DFM.
En analysant les données de plusieurs mois de tests de processus de fabrication, nous avons découvert que plus de 60 % des échecs des essais de moules en contre-dépouille résultaient d'un calcul de course inexact ou d'un mauvais choix de mécanisme. C'était le principal problème auquel l'équipe était confrontée pendant le temps de travail réel.
ISO 20457:2018, Articles en plastique, Tolérances et acceptation des pièces moulées par injection, indique clairement que les tolérances dimensionnelles linéaires pour les pièces moulées par injection de précision doivent être intimement adaptées aux limites d'une plage dimensionnelle, et que l'ajustement serré de la ligne de joint doit être inclus dans les paramètres d'acceptation.
Pour respecter cela, nous avons imposé le rapport profondeur/diamètre par la norme de granulométrie, ainsi que la Formule de calcul du déplacement = D×1,5 + 3 mm sur chaque projet de moule en contre-dépouille.
Dans un projet de boîtier de capteur automobile, basé sur l'essai de moule, le précédent client avait échoué en raison de l'absence de course du curseur latéral (seulement 5 mm, alors que 9,75 mm était l'exigence réelle), une perte de 18 000 $ et un délai de livraison de 6 semaines. Grâce à l'examen DFM, nous avons repensé le moule en augmentant la course à 10 mm et en transformant la contre-dépouille interne en un noyau pliable à 6 lobes. L'essai a été un succès du premier coup et le taux de rebut a été réduit de 8,5 % à 0,3 %.
Vous souhaitez évaluer les risques liés à la conception de votre moule en contre-dépouille ? Contactez notre ingénieur pour obtenir la liste d'auto-vérification de la conception des moules en contre-dépouille, couvrant les calculs de course, la sélection des mécanismes et la correspondance des matériaux.
Qu'est-ce qu'une conception de moule à contre-dépouille complexe et pourquoi détermine-t-elle le succès du moule ?
La conception complexe de moules en contre-dépouille constitue un type de défi dans le moulage par injection où certaines caractéristiques empêchent le retrait direct du produit dans le sens d'ouverture du moule. En règle générale, ces caractéristiques sont des trous latéraux, des filetages, des rainures internes et des barbes. Leur présence impacte directement la possibilité que le moule éjecte le produit sans dommage.
Une contre-dépouille signifie une interférence mécanique
- Le fait principal : Une contre-dépouille n'est pas une question de défaut visuel mais bien mécanique. Généralement, un moule à deux plaques s'ouvre en séparant les deux moitiés et les broches d'éjection poussent la pièce hors du noyau. Néanmoins, s'il y a des saillies, des évidements ou des trous perpendiculaires à la direction d'ouverture, ces éléments agissent comme des verrous, empêchant la pièce d'être séparée de l'acier du moule.
- Résultat de la force d'éjection : Si vous essayez d'éjecter de force la pièce alors qu'une contre-dépouille est présente, la pièce sera endommagée, le moule sera cassé, ou les deux.
- Explication technique : La première étape du service d'outillage de moulage par injection consiste à reconnaître l'aspect mécanique des contre-dépouilles, elles représentent le verrouillage mécanique entre la pièce et le moule.
Présentation de quatre mécanismes de démoulage populaires
- Coulisses à action latérale : fonctionnent pour les contre-dépouilles externes, profondeur effective maximale de 6 mm.
- Éjecteurs coudés : Fonctionne pour les contre-dépouilles internes, angle d'inclinaison de 5° à 15°.
- Noyaux pliables : fonctionne pour une profondeur de contre-dépouille interne jusqu'à ≤20 mm, libération du retrait segmenté.
- Mécanismes de suppression des fils : Fonctionne pour les fonctionnalités filetées, le prix est de 2 000 à 5 000.

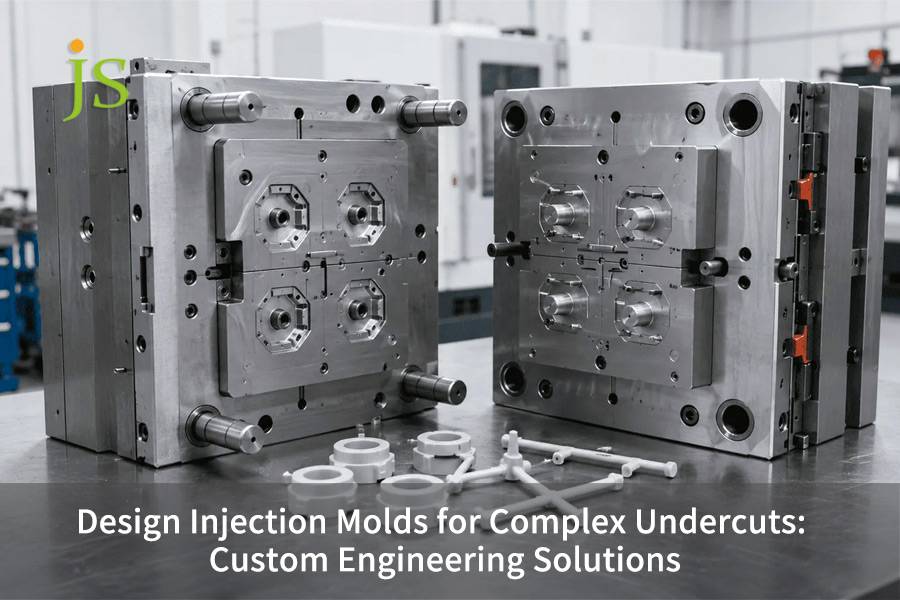
Figure 1 : Moule à injection ouvert avec des coulisses à action latérale complexes et des composants de précision.
Comment les glissières à action latérale résolvent-elles les problèmes d'éjection de contre-dépouille externe ?
Les coulisses à action latérale constituent la méthode la plus fréquemment choisie pour traiter les contre-dépouilles externes dans les moules. Un élément coulissant fixé sur le côté du moule se retire horizontalement perpendiculairement à la direction d'ouverture du moule, au niveau du bord d'ouverture du moule, supprimant la forme en contre-dépouille. C'est un bon moyen de gérer les contre-dépouilles externes d'une profondeur de 6 mm.
Principe de fonctionnement des glissières à action latérale
- Phase de fermeture : Pendant la fermeture du moule, la glissière est dirigée vers la position de la cavité du moule par la goupille de guidage inclinée, créant ainsi la fonction de contre-dépouille.
- Étape d'ouverture du moule : une fois le moulage par injection terminé et la pièce suffisamment refroidie, le moule commence à s'ouvrir. La goupille de guidage inclinée fait reculer le curseur horizontalement le long de la rainure, de sorte que la contre-dépouille soit exposée avant que la goupille d'éjection ne pousse la pièce vers l'extérieur.
- Calcul de la course : Pour chaque 1 mm de profondeur de contre-dépouille de chaque côté du curseur, il y aura une marge de sécurité de 3 mm. Pour calculer la course totale, la formule est la suivante : Course = D×1,5 + 3 mm.
Trois considérations majeures en matière de conception :
- Espace requis : les contre-dépouilles doivent être positionnées sur le côté externe du composant, avec suffisamment d'espace pour que le curseur se rétracte complètement. Avant tout, l'espace externe autour du moule doit être identifié lors de l'examen des options de moulage par injection en contre-dépouille.
- Conception des angles de dépouille : Concevez les angles de dépouille sur toutes les surfaces internes de la pièce dans la direction du mouvement du curseur pour garantir que le curseur peut être rétracté en douceur sans endommager la pièce. La conception des outils d'injection de curseur latéral des moules d'approvisionnement pour les pièces complexes subit un compromis entre l'angle de dépouille et l'adaptation de la course.
- Impact sur les coûts : Chaque fonctionnalité de curseur latéral supplémentaire ajoute 15 à 20 % au coût du moule. Fondamentalement, les glissières latérales, étant une option privilégiée pour les contre-dépouilles externes, exigent un calcul de course précis. Toute estimation suffisamment précise entraînera un échec de moulage d'essai.
Téléchargez le tableau des paramètres de conception des diapositives à action latérale, qui comprend un modèle de calcul de trait et les valeurs d'angle de dépouille recommandées pour vous aider à vérifier rapidement votre conception.

Figure 2 : Composants de moule en acier inoxydable avec cavités cylindriques et tiges de précision.
Quelle est la différence fondamentale entre les élévateurs inclinés et les glissières à action latérale ?
Ce qui distingue les poussoirs inclinés et les coulisses latérales, c'est la direction dans laquelle ils se déplacent. Lorsque le moule s'ouvre et que la plaque d'éjection avance, les poussoirs inclinés non seulement montent et descendent, mais s'inclinent également, c'est pourquoi la contre-dépouille peut être libérée de l'intérieur vers l'extérieur. C'est pourquoi les élévateurs inclinés sont utilisés pour les contre-dépouilles internes (par exemple : boutons-pression muraux internes, saillies internes), tandis que les glissières latérales sont utilisées pour les contre-dépouilles externes.
Fonctionnement et inconvénients des élévateurs coudés
- Mécanisme de mouvement : Les élévateurs inclinés sont fixés sur la plaque d'éjection. Lorsque le moule est ouvert et que la plaque d'éjection est poussée vers l'avant pour éjecter la pièce, le poussoir coudé ainsi que la plaque d'éjection se déplacent et glissent à l'intérieur ou à l'extérieur le long de la rainure de guidage inclinée, libérant ainsi la contre-dépouille interne lors du démontage.
- Principaux avantages : Cela ne nécessite aucun entraînement hydraulique ou pneumatique supplémentaire, le dégagement de la contre-dépouille se fait simplement par l'opération mécanique de l'ouverture du moule.
- Inconvénients technologiques : En général, l'angle d'inclinaison est compris entre 5° et 15°. Si elle est augmentée, cela entraînera une forte augmentation des frottements lors du glissement et une usure rapide des composants. Ainsi, des des solutions d'outillage de moule complexes doivent être conçues dans cette plage.
Tableau comparatif des glissières à action latérale et des élévateurs inclinés
|
Dimension de comparaison |
Diapositive à action latérale |
Lève-personne coudé |
|---|---|---|
|
Poste applicable |
Dépouilles externes |
Dépouilles internes |
|
Direction du mouvement |
Horizontal, perpendiculaire à l'ouverture du moule |
Mouvement combiné vertical et incliné |
|
Méthode Drive |
Goupille d'angle / vérin hydraulique |
Mouvement mécanique de la plaque d'éjection |
|
Limite de profondeur |
≤6 mm |
≤6 mm (au-delà, utilisez un noyau pliable) |
|
Limite d'angle |
Angle de broche d'angle de 10° à 25° |
Angle de levage de 5° à 15° |
|
Impact sur les coûts |
+15 à 20 % par diapositive |
+10 % à 15 % par élévateur |
Le service d'outillage de moule DFM nécessite de s'assurer que l'angle de dépouille n'est pas inférieur à 5 ° lors de la sélection, sinon cela pourrait entraîner des rayures, un coincement et une usure prématurée du mécanisme du moule.
Comment les noyaux pliables gèrent-ils les contre-dépouilles internes de plus de 6 mm ?
Les noyaux pliables, qui se contractent radialement vers l'intérieur lors de l'éjection, libèrent les contre-dépouilles internes et traitent les contre-dépouilles jusqu'à 20 mm de profondeur. Lorsque l'accès latéral n'est pas possible et que la profondeur de la contre-dépouille est supérieure à 6 mm, les noyaux pliables sont généralement la solution de choix.
Principe de fonctionnement du noyau pliable
- Étape de moulage :
Un noyau pliable est composé de pétales de noyau avec des segments pouvant être déplacés et montés autour d'un mandrin conique central. Dans le processus de moulage par injection, avec le support du mandrin, les pétales forment ensemble une forme cylindrique ou irrégulière complète du noyau et moulent les caractéristiques de contre-dépouille internes.
- Étape d'éjection :
Dans un premier temps, le mandrin central est tiré dans la direction opposée. Lorsque les pétales sont contractés vers l’intérieur par la force de ressorts ou par une machine. Le diamètre extérieur du noyau qui est réduit radialement est inférieur au diamètre intérieur de la contre-dépouille, c'est-à-dire que la pièce peut être retirée en douceur.
- Paramètres techniques de base :
Le nombre typique de segments est de 4 à 12. S'il y a plus de pétales, il y aura un retrait plus important, mais aussi une structure plus compliquée. Une conception de moule à contre-dépouille complexe doit trouver un équilibre entre ces facteurs.
Considérations relatives à la conception du noyau pliable :
- Course de retrait : elle doit être supérieure à la profondeur de la contre-dépouille.
- Diamètre applicable : Les noyaux normalement pliables conviennent aux raccords de tuyauterie d'un diamètre inférieur à 90 mm, les diamètres plus grands nécessiteront une conception spéciale.
- Sélection des matériaux : des matériaux à faible retrait tels que le POM et le PBT doivent être utilisés afin que les dimensions ne changent pas. L'optimisation de la conception des moules à injection dans les solutions à noyau pliable doit tenir compte du nombre de rabats par rapport à l'ampleur du retrait.
- Coût de maintenance : Le coût de maintenance des noyaux pliables est généralement de 30 à 50 % plus élevé que celui des noyaux coulissants latéralement en raison du remplacement régulier des lamelles ou du réaffûtage des surfaces.
Pour résumer, les noyaux pliables sont la seule solution viable si l'on souhaite travailler avec de profondes contre-dépouilles internes, mais ils se font au prix d'un investissement de maintenance plus important.
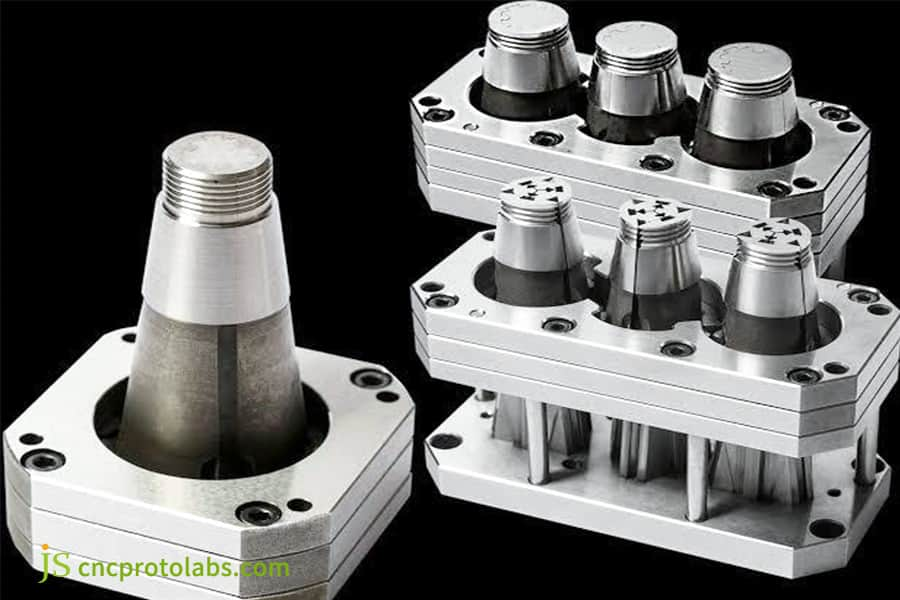
Figure 3 : Noyaux métalliques pliables pour les applications de moulage à contre-dépouille interne.
Quels sont les principes de conception et les éléments de coût des moules de dévissage ?
Les moules de dévissage convertissent le mouvement de la machine de moulage par injection lorsque le moule est ouvert en un mouvement de rotation exact du noyau, permettant ainsi le retrait automatique du filetage. Le coût typique d'un mécanisme de dévissage de filetage est de 2 000 $ à 5 000 $, ce qui est en fait le plus élevé des quatre alternatives, mais c'est en même temps la plus fiable en termes de qualité de filetage.
Principe de fonctionnement du moule de dévissage
- Méthode de transmission : les méthodes de transmission généralement utilisées comprennent les mécanismes à crémaillère, moteurs hydrauliques et servomoteurs. Les exigences de précision du filetage déterminent la méthode de transmission pour le service de conception de moules à injection personnalisés.
- Minutage de l'action : Le noyau commence à tourner (généralement à 720 ° pour terminer le désengagement complet du filetage), tandis que le noyau se rétracte progressivement vers l'arrière pour réduire l'usure entre les métaux.
- Applications multi-cavités : En utilisant les moules multi-cavités, l'idée d'utiliser le dévissage de 1 à 96 cavités peut être réalisée, mais le mécanisme à construire devient de plus en plus compliqué avec chaque nouvelle fonctionnalité de fil de discussion.
Trois défis majeurs en matière de conception
- Calcul exact du système de transmission : Le nombre de rotations doit correspondre exactement au nombre de dents du filetage.
- Surveillance très étroite du timing du mouvement : Les actions de rotation et de rétraction doivent être parfaitement synchronisées.
- Choix des matériaux : Les engrenages et les crémaillères doivent être d'une très haute résistance et très résistants à l'usure.
Pour les filetages externes de petites pièces peu profondes, une méthode de dégagement forcé manuel peut parfois être utilisée dans des solutions d'outillage de moule complexes, éliminant ainsi le besoin d'un mécanisme de dévissage dédié.
Comment sélectionner le bon mécanisme d'éjection en fonction du rapport profondeur/diamètre de la contre-dépouille ?
Selon les concepteurs de moules à injection, les contre-dépouilles peuvent être divisées en trois niveaux en fonction du rapport profondeur/diamètre de l'élément. Le niveau 1 (<0,25) fait référence à l’utilisation de simples broches de guidage à traction latérale ou inclinées. Le niveau 2 (0,25-0,5) nécessiterait des éjecteurs coudés ou des noyaux pliables. Le niveau 3 (>0,5) nécessiterait un mécanisme de vissage ou de dévissage ou un système d'éjection à plusieurs étages.
Norme de classification à trois niveaux pour les contre-dépouilles
ISO 294-3:2020 : les conditions de traitement de la zone de la ligne de joint et la distance entre la porte et la ligne de joint doivent être des paramètres contrôlés pour la préparation des échantillons, sinon les données de résistance à la traction ne peuvent pas être comparées.
Pour répondre à cette norme, nous utilisons d'abord le calcul du rapport profondeur/diamètre pour décider de la sélection pour chaque projet de contre-dépouille, en oubliant l'expérience comme première étape.
| Niveau | Rapport profondeur-diamètre | Mécanisme recommandé | Impact sur les coûts |
| Niveau 1 | <0.25 | Tire latérale simple, goupille d'angle | +10 %-15 % |
| Niveau 2 | 0,25-0,5 | Lève-personne, noyau pliable | +15 %-25 % |
| Niveau 3 | >0,5 | Dévissage, éjection en plusieurs étapes | +25 %-40 % |
Méthode en cinq étapes pour la décision de sélection
- Trouver l'endroit en contre-dépouille : à l'extérieur ou à l'intérieur ? La toute première étape pour proposer des solutions de moulage par injection en contre-dépouille est de connaître l'emplacement.
- Mesurer la profondeur et le diamètre : Prendre des mesures précises des dimensions de la contre-dépouille.
- Déterminez le rapport profondeur-diamètre : Appliquez la formule Ratio=Profondeur/Diamètre pour connaître le niveau selon la classification à trois niveaux.
- Reconnaître le type de mécanisme : En fonction du niveau, choisissez le mécanisme pré-approuvé.
- Évaluez l'effet de coût : Le coût supplémentaire pour deux contre-dépouilles simples est d'environ 50 % de celui d'une seule contre-dépouille, plus de deux contre-dépouilles augmentent le coût du moule de 100 à 200 %.
Les décisions de sélection des outillage de moulage par injection pour pièces complexes doivent toujours être basées sur des données plutôt que sur l'expérience.
Vous ne savez pas à quel niveau appartient votre contre-dépouille ? Téléchargez le tableau de décision de classification et de sélection des contre-dépouilles, entrez la profondeur et le diamètre, et il correspondra automatiquement aux mécanismes recommandés.
Comment la sélection des matériaux affecte-t-elle la conception d'éjection en contre-dépouille ?
Le taux de retrait du matériau détermine principalement l'écart réel entre la pièce et le noyau lors du démoulage en contre-dépouille, affectant la force de démoulage et sélectionnant indirectement le mécanisme de démoulage. Le matériau à faible retrait est le choix, comme le POM (taux de retrait de 1,5 % à 2,5 %), le PBT (1,5 % à 2,5 %) pour la conception de caractéristiques en contre-dépouille.
L'influence du taux de retrait sur la force de démoulage
- Différences de taux de retrait : La différence maximale du taux de retrait entre les différentes résines est de 5 fois, par ex. pour le POM à faible retrait (1,5 % à 2,5 %) par rapport au PP à fort retrait (1,5 % à 3,0 %), le PA (0,5 % à 2,5 %). Le service d'outillage de moulage par injection doit faire varier ses paramètres de conception en fonction d'un taux de retrait.
- Force de serrage : plus le taux de retrait est élevé, plus la force de serrage de la pièce sur le noyau après refroidissement est élevée, plus la résistance au démoulage est élevée.
Taux courants de retrait du plastique technique et recommandations d'angle de dépouille
|
Matériel |
Taux de retrait |
Angle de dépouille recommandé (externe) |
Angle de dépouille recommandé (interne/contre-dépouille) |
|---|---|---|---|
|
POM |
1,5 %-2,5 % |
1°-2° |
2°-3° |
|
PBT |
1,5 %-2,5 % |
1°-2° |
2°-3° |
|
PA66 |
0,5 %-2,5 % |
1°-3° |
3°-5° |
|
PP |
1,5 %-3,0 % |
2°-3° |
3°-5° |
|
PA66-GF30 |
0,2 %-0,7 % (anisotrope) |
2°-4° |
4°-6° |
Service de conception de moules à injection personnalisés traite de l'anisotropie significative des taux de retrait dans les matériaux chargés de fibres de verre ces facteurs doivent donc être traités très soigneusement. Une attention particulière doit être prise quant à l'effet de l'orientation des fibres sur la force de démoulage si un démoulage en contre-dépouille est utilisé.

Figure 4 : Composants en plastique et en métal assortis, y compris les tuyaux et les engrenages.
Comment JS Precision élimine-t-il les risques de sous-dépouille grâce à l'analyse DFM avant la fabrication du moule ?
Le service d'outillage de moules DFM de JS Precision repère et élimine les risques de contre-dépouille avant la fabrication du moule grâce à une procédure de vérification des contre-dépouille en 4 étapes. Le problème de plus de 60 % des problèmes de contre-dépouille dans les examens DFM aurait pu être évité si la conception CAO avait été intervenue dès le début.
Procédure de vérification DFM en quatre étapes
- Détermination de la ligne de joint et de la direction d'éjection : Dans le modèle CAO 3D, l'emplacement de la ligne de joint et la direction d'éjection de la pièce doivent être définis avec précision. Ceci doit être pris comme référence pour déterminer toutes les contre-dépouilles potentielles.
- Vérification de l'angle de dépouille : angle de dépouille minimum de 2° pour les murs extérieurs et angle de dépouille minimum de 3° pour les murs intérieurs et les éléments avec des contre-dépouilles. Pour les surfaces texturées, ajoutez un angle de dépouille de 1° à 2° par tranche de 0,025 mm de profondeur de texture.
- Examen des zones de contre-dépouille, une surface à la fois : Chaque surface de contre-dépouille identifiée par le logiciel DFM amène les ingénieurs à réfléchir à trois possibilités : Pourrait-on supprimer la contre-dépouille en augmentant l'angle de dépouille ? Peut-on l'enlever en changeant le plan de joint ? La présence de la fonctionnalité est-elle vraiment nécessaire ?
- Sélection des mécanismes pour les contre-dépouilles restantes : Si une contre-dépouille peut être supprimée par les trois premières méthodes ci-dessus, planifiez alors le type et le numéro du mécanisme en détail et incluez ces mécanismes dans l'estimation du coût du moule. Si cela n'est pas possible, passez à d'autres contre-dépouilles.
Valeur DFM en chiffres
En réduisant les possibilités de retouche une fois le moule produit, une diminution significative du risque, une optimisation de la conception du moule par injection est possible grâce à la simulation de remplissage Moldflow, entraînant une réduction des risques de plus de 60 %. L'intervention DFM dès le début de la phase de conception peut éviter 30 % et jusqu'à 50 % des coûts de moulage.
Comment JS Precision a-t-il résolu un problème complexe de moulage par contre-dépouille pour un boîtier de capteur automobile ?
Difficultés des clients
Auparavant, le client avait commandé auprès d'une autre société de moulage par injection la fabrication de ce produit, mais l'essai de moulage initial a échoué. Le manque de course suffisante des curseurs extérieurs a fait que la pièce est restée coincée dans le moule et n'a pas pu être éjectée. Après une éjection forcée, le flanc de la pièce s'est déchiré. En plus de perdre 18 000 $ sur le moule, le client a également perdu un délai de livraison de 6 semaines avant de contacter JS Precision avec des dessins 3D mis à jour.
Solution de précision JS
- Évaluation DFM
Deux défauts principaux ont été détectés : la profondeur de contre-dépouille du trou latéral extérieur était de 4,5 mm, tandis que la course du coulisseau du moule d'origine n'était que de 5 mm. Sur la base de l'équation Course = D×1,5 + 3 mm, la course nécessaire est de 9 : 75 mm, le rapport profondeur-diamètre de la rainure interne était de 0 :42 (niveau 2), et la conception originale utilisait à tort un éjecteur incliné plutôt qu'un noyau pliable.
- Modification de la conception
La course extérieure du coulisseau de 5 mm a été modifiée à 10 mm (une marge de sécurité de 0,25 mm a également été ajoutée). Conformément à cela, la longueur de la rainure du guide coulissant a été allongée. Au lieu d'un éjecteur interne incliné, un noyau pliable à 6 lobes a été choisi, permettant au mandrin central de parcourir 12 MM et à la partie en contre-dépouille de 8 MM de se détacher sans problème.
- Validation Moldflow
Il s'est avéré que le taux de retrait du matériau PA66-GF30 dans la région de contre-dépouille est de 0,5 % à 0,7 %, ce qui signifie que la valeur de conception de la course de retrait du noyau d'effondrement a une marge suffisante.
- Steel and Heat Treatment
The Slider and the core flaps of collapsible cores are made of H13 tool steel and quenched into 48 - 50 HRC,the mold life is at least 500,000 cycles.
- Trial Molding And Optimization
The first trial molding turned out quite satisfyingly except for a small delay in the return motion of the collapsible core flaps. This issue was altogether eliminated when a spring return of flaps was changed from a single spring to two springs parallel.
Lessons Learned from Failure:
- The slider stroke calculation must be based precisely on a formula: D x1.5 + 3 mm, any kind of guesswork will cause trial molding to fail.
- Undercut grading shall be based not on a guess (the years of a person) but on a mathematical calculation of depth-to-diameter ratio.
- The direction of glass fibers in PA66-GF30 has great influence on the wearing out of the collapsible core flaps. After 500 trial-molding cycles, very slight traces of wearing were found on the surface of valve segments. The surface of the valve segment was coated with DLC (diamond-like carbon) and that solved the problem.
Final Result
The total mold cost amounted to $42000 (including two undercut mechanisms). The time needed to deliver the mold was 8 weeks. The trial molding was done right on the first attempt and so far, the mold has been running trouble-free in the customer's factory for over 300,000 cycles, thereby cutting down the scrap rate from 8.5% of the original solution to only 0.3%.
The key to successfully implementing complex mold tooling solutions is not so much a miracle-like problem solving but setting up repeatable engineering ways.
Your undercut mold project may also have similar room for optimization. Upload your 3D drawings (STEP/IGS) and receive a free DFM assessment report within 48 hours, including undercut identification, cost estimation, and mechanism recommendations.
Why Choose JS Precision as Your Complex Undercut Mold Design Partner?
By picking JS Precision you will get a team of engineers who are the masters of injection mold. We do not use our experience to make guesses, what matters here is the technical background of the undercut design mold. Through DFM analysis, Moldflow simulation as well as precise engineering calculations, we deliver proven and complex undercut mold design solutions.
Core Competencies
- Engineering Capabilities:
Our team applies a three-level classification system for depth-to-diameter ratio to guide the component selection process. Slider stroke calculation = D×1.5 + 3 mm. Moldflow shrinkage simulation is employed to ensure shrinkage is within limits of the undercut. Tool steel heat treatment is controlled to 1 HRC precision level.
- Service Process:
We deliver free DFM analysis reports, itemized undercut mechanism cost pricing transparently. And our client engineers are fully integrated with our mold design engineers.
- Quality Assurance:
500+ trial moldings verification runs are performed before shipment and we accompany these with the complete trial molding report plus release video clip. Also our mold's service life is guaranteed at least 500,000-1,000,000 cycles.
FAQ
Q1: When can undercuts be completely avoided without special mechanisms?
By shifting the parting line, undercuts can be released from molds as natural demoldable surfaces without having to add extra demolding devices. In some cases of non-functional undercut features, deletion through direct design is also an effective optimizing method which we recommend in our DFM review as one of the low-cost priority changes to carry out.
Q2: Are side-action slides and angled lifters interchangeable features in a mold?
The combination of side-action slides and angled lifters in a mold is quite possible. After mold opening and retraction, side-action slides release the outside undercuts. Meanwhile, angled lifters free the inside undercuts during the ejection phase. We will double-check their operation sequence in the motion simulation to prevent any possibility of mechanism interference.
Q3: Are undercut features more than 6 mm deep definitely side-action slide infeasible?
It is a common practice not to consider side-action slides when designing undercuts deeper than 6 mm. The forced closing would distort the angled guide pins and create demolding resistance. Even with larger components that can be used and increase cost and failure rates, this is still the best alternative than using side-action slides for such features. More dependable and safe is the use of collapsible cores and angled lifters together.
Q4: Maintenance cost-wise, how much of an increase of the collapsible core is over side-action slide?
The collapsible core maintenance cost is about 30%-50% higher if compared to side-action slides. The complicated multi-lobed precision components are highly sensitive to mechanical stress and their performance degrades rapidly resulting in the need for frequent parts repairs, replacement and, of course, grinding. We achieve longer service life through use of high-quality steel and proper heat treatment.
Q5: What are the undercut mold design restrictions caused by materials with glass-fill (e.g. PA66 - GF30)?
Materials that are glass fiber filled are known to result in very different shrinkages along the flow and cross-flow directions. These anisotropes cause a great stress variance to develop on undercut regions after demolding. We use Moldflow simulation analysis of the orientation and distribution of the glass fibers to precisely optimize the mold structure of the undercut and demolding parameters in particular of the undercut zone.
Q6: What is the content and scope of JS Precision's DFM mold tooling service, precisely?
The scope and content of our DFM mold tooling service involve parting line layout, standard draft angle analysis, undercut level review, cost assessment of the mold's mechanical part, and mold flow simulation verification. We go through design mistakes, find out the design issues, and make a professionally written report for our customers in an amazing time within just 3, 5 days from receiving the job.
Q7: Which industries has JS Precision delivered complicated undercut mold projects to successfully?
We have many experience working in automotive medical industrial equipment and consumer electronics industries, we have finished hundreds of sophisticated undercut mold projects, following all the standardized procedures from the DFM design stage until simulation verification and trial mass production stage so we always guarantee the highest level of mold quality and stability right down the line.
Q8: How can I get a quote on a undercut mold tooling from JS Precision?
Get an exact quote by sending us STEP and IGS format 3D models as well as 2D engineering drawings that contain material and annual demand information. We send a detailed DFM report to you that lists the undercut mechanism costs and gives fully open pricing without any covert fees within 5 business days.
Résumé
A major factor in making decisions about complex undercut mold design is engineering data, not experience or intuition. Side sliders are recommended for external undercuts up to 6 mm, and collapsible cores for internal ones up to 20 mm. The cost of a thread release mechanism is about 2,000 to 5,000, and early intervention through DFM could save up to 30%-50% of mold costs. Ratio grading standards for depth over diameter, slider stroke calculation formula (Travel = D×1.5 + 3 mm), as well as demolding force impacted by material shrinkage altogether build up a decision-making system that is based on figures and facts for deciding which undercut mold you need.
Upload your part details to JS Precision, and you will get a gratis DFM analysis. JS Precision pinpoints, quantifies, and suggests solutions for each undercut feature before mold production, your next complex undercut mold project is guaranteed to succeed right from the drafting phase.

Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Pour JS Precision Services, il n'existe aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il est de la responsabilité de l'acheteur d'identifier les exigences techniques spécifiques et de demander un devis formel de pièces. Veuillez nous contacter pour plus d'informations.
Équipe JS Précision
ustom manufacturing solutions. Avec plus de 15 ans d'expérience au service de plus de 1 000 clients, nous nous spécialisons dans la usinage CNC de haute précision, la fabrication de tôlerie, impression 3D, moulage par injection et estampage de métal. Après avoir livré avec succès plus de 300 000 pièces de précision, nous maintenons un taux de livraison à temps de 99,2 % sur tous les projets personnalisés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients B2B dans 150 pays. Que vous ayez besoin d'un prototypage en petit volume ou d'une personnalisation à grande échelle, nous accompagnons votre projet dans des délais aussi courts que 24 heures. Choisissez JS Precision pour une efficacité, une qualité et un professionnalisme inégalés.
Pour en savoir plus ou soumettre votre demande de prix, visitez notre site Web : www.cncprotolabs.com
Ressource

