

オーバーモールディングのトラブルシューティング精密製造の現場では避けては通れない中核課題です。
たとえば、オーバーモールド後、数千ドル相当の回路基板では、金線の位置がずれたり、埋め込まれたコンポーネントが損傷したりする問題が発生する可能性があります。
一方、防水アイテムは IPX7 テストでは適切に密閉されません。これらの問題は、生産の利益を継続的に侵食しています。
この文書は、オーバーモールディングの問題の主な原因を分析し、実践的な方法とデータの両方を使用して、設計からプロセス ソリューションに至るまでの包括的な組織を提供することを目的としています。したがって、オーバーモールディング生産における歩留まりおよび信頼性の質的な変化を達成することができます。
コア解答表
| 記事セクション | コアコンテンツ | 技術的なポイント |
| よくある欠陥 | 接着不良、バリ、インレー損傷の根本原因と対策。 | 材料の互換性、金型の通気性、インレイの完全なサポート構造。 |
| デザインキー | 機械的インターロック設計、肉厚比の最適化が成形の成功を左右します。 | インターロック構造、肉厚比 < 2:1、角半径 0.5 mm で鋭い角を避けます。 |
| 電子部品の保護 | 低圧射出成形、モールドフロー解析、金線保護戦略。 | 低圧 (1.5 ~ 40 bar)、PCB に達する溶融温度 < 135。 |
| プロセス制御 | 防水シーリング、応力管理、DOE パラメータの最適化。 | IP67/IP68 シーリング、ポリアミド収縮率 1.5% ~ 2.0%、DOE 直交実験検証。 |
主な結論
- 設計第一:オーバーモールディングの欠陥の 80% の原因は、製造プロセスではなく設計段階にあります。
- 熱過敏保護:低圧射出成形では、40 bar 未満の圧力で熱を保護できます。精密電子部品、その結果、収量は30%以上増加する可能性があります。
- データ駆動: DOE を実行して最適なプロセス パラメーターを見つけると、試作金型の無駄を 30% 以上削減できます。
- 材料のマッチング:化学結合と機械的インターロッキングの 2 つが、オーバーモールディング結合の信頼性を保証します。
このガイドが信頼できる理由JS 精密オーバーモールディングのトラブルシューティング方法の共有
オーバーモールディングのトラブルシューティングにおける専門性は、生産効率を決定する重要な要素です。
JS Precision は、 15 年の実務経験と世界の自動車、医療、家庭用電化製品業界を含むハイエンド顧客を擁し、2,000 件を超える複雑なオーバーモールディング プロジェクトの解決に成功し、接着不良、電子部品の損傷、シール不良などの重大な問題に対する標準化されたソリューション システムを開発しました。
当社は金型流動解析ラボを所有しており、 Moldex-3D と SOLIDWORKS Plastics を使用してフル次元の金型流動シミュレーションを実行できます。また、DOEプロセスの最適化や低圧・低温射出成形などのコア技術も保有しています。
専門のエンジニアリングチームと精密な生産設備を組み合わせ、設計の最適化やプロセスのデバッグから量産までの全プロセスをマンツーマンでサポートし、製品の安定した品質と生産効率を保証します。
自動車エレクトロニクス会社の場合を考えてみましょう。金ワイヤの位置ずれとシールの不良により、PCB のオーバーモールド歩留まりはわずか 65% にとどまり、そのため月々のスクラップ損失は 180,000 ドルを超えていました。 JS Precision のプロセス最適化のわずか 10 日後には、歩留まりが 97.5% に向上し、毎月のスクラップ損失が 171,000 ドル減少しました。
JS Precision は、オーバーモールド材料の適合性について、UL 94 難燃性および材料適合性の基準に厳密に従っています。さらに、同社は生体適合性要件を満たしています。 ISO10993-1したがって、基板とオーバーモールディング材料の組み合わせが最高の業界標準レベルにあることが保証されます。
これまでに、JS Precision は、自動車エレクトロニクス PCB オーバーモールディングの平均歩留まりを最大 98% 以上まで最大化し、医療機器オーバーモールディングのIP68 シーリング準拠を 100%達成しました。これにより、顧客は年間 100 万米ドル以上のスクラップコストを節約することができました。
オーバーモールディングの課題に直面している企業に対して、当社のエンジニアリング チームは無料のオーバーモールディングのトラブルシューティング技術コンサルティングを提供し、正確な根本原因分析と製品欠陥の予備的な解決策を提供して、ブレークスルー ポイントを迅速に見つけることができます。
オーバーモールディングで直面する最も一般的なトラブルシューティングの課題は何ですか?
オーバーモールディングの失敗の大部分は、接着剤の破損、フラッシュ/ショート ショット、埋め込み損傷(これらを合わせると 70% 以上を占めます) に関連しています。これらの問題を解決すると、生産歩留まりが 60% 以上向上します。これらの問題に対処するための詳細なポイントは次のとおりです。
接着不良:
接着剤の不具合の主な原因には、材料の不適合性、基材の汚染、不適切な温度などがあります。 TPE や PP などの互換性のある組み合わせの使用、基板の洗浄、材料特性に合わせた成形温度の設定 (例: LSR オーバーモールディング基板温度 250 ~ 400°F) は、接着剤の破損を回避するための重要な手順です。
フラッシュとショートインジェクション:
バリを除去するには、クランプ力を15 ~ 20% 増やす必要がある場合があります。一方、噴射が短い場合は、噴射圧力を 10 ~ 15% 上げ、適切にベントすることで対応できます。両方の問題に対処するには、モールド フロー解析を使用してメルト フロー パスを微調整できます。
インレーの損傷:
これは、サポートの不足、間違ったゲートの配置、または高すぎる圧力の結果です。したがって、これを行うには、設計を使用して完全なサポート構造を作成し、ゲート位置の最適化が行われ、金型の流れの力の予測がソフトウェアによって行われます。
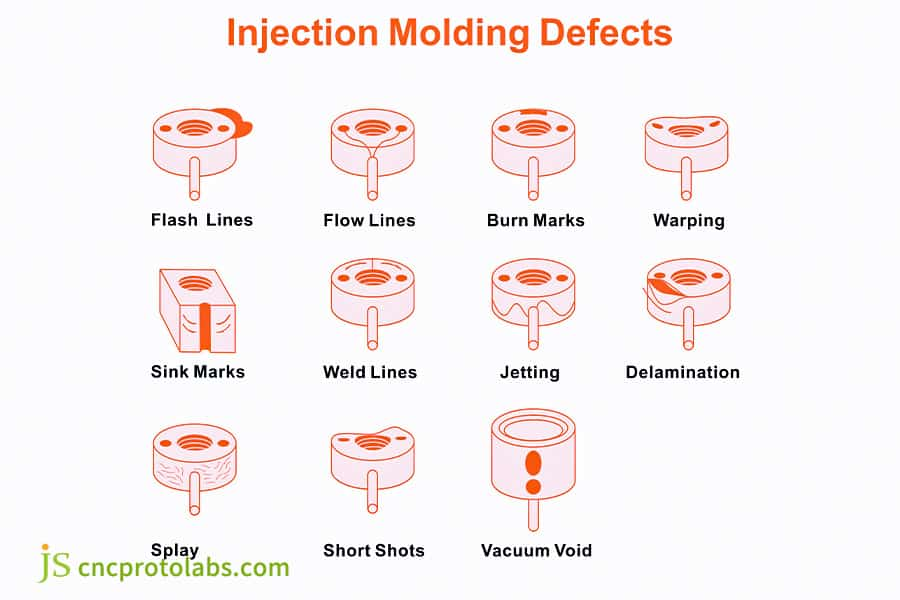
図 1: オーバーモールディングの問題のトラブルシューティングに役立つ、フラッシュ ライン、フロー ライン、ヒケなどの 12 個の一般的な射出成形の欠陥をリストおよび図解したグラフ。
オーバーモールディング設計が成形の成功の 80% を決めるのはなぜですか?
オーバーモールディング設計成形の成功につながる主な要因は 80% です。これは、材料の選択と製品の形状によって、接着、変形、シールの問題の 90% を根本から防ぐことができるためです。設計が不十分だと、プロセス内のすべての変更が無駄になってしまいます。
機械的結合と化学的結合:
オーバーモールドの接着信頼性を確保するには、プロセスで化学結合と機械的連動を組み合わせる必要があります。
化学結合は材料の適合性の要因ですが、機械的連結は基板の貫通孔と溝を使用することで可能となり、同時に材料の遷移領域での急激な変化を回避できます。
壁の厚さと流れの距離の比
ソフトコート層の厚みは1.6mm以上必要です。流路と壁の厚さの比率は十分に制御する必要があります。複雑な構造形状の場合は、デュアル ゲート タイプを適用して充填の均一性を強化し、急冷や充填不足の状況を回避できます。
エッジとシャープコーナーのデザイン
鋭角な角は応力集中やクラックの主な原因となります。したがって、すべての鋭い角は少なくとも 0.5 mm の半径を持つ必要があります。 ASTM D638規格。丸みを帯びた移行部によって応力が分散され、コーティング層のカールが起こらないようにハードストップ構造が設計されています。
オーバーモールディング共通材料互換性表
| 基材 | 推奨コーティング材 | 接着方法 | 適用分野 | 成形温度(℃) | 収縮率(%) |
| PP | TPE/TPV | 化学結合 + 機械的インターロック | 自動車部品、工具ハンドル | 180-200 | 1.5~2.0 |
| ABS | TPC/TPU | 化学結合 | 家庭用電化製品、医療機器 | 190-210 | 1.6-2.1 |
| PC+ABS | TPU/TPE | 化学結合 | カーエレクトロニクス、精密機器 | 200-220 | 1.5~1.9 |
| PA6-GF | TPE/TPU | 主に機械的インターロック | 産業用工具、自動車構造部品 | 200-220 | 1.8-2.2 |
| 金属 | TPU/PVC | 機械的連動 | コネクタ、ハードウェアアクセサリ | 180-200 | 1.4~1.8 |
| プリント基板 | ポリアミドホットメルト接着剤 | 物理的接着 + 封止 | 電子部品、センサー | 180-210 | 1.5~2.0 |

図 2: さまざまな組み立て段階でのさまざまな電子エンクロージャ。スナップフィット インターフェイスと構造補強を備えたオーバーモールド グリップとケーシングを示しています。
回路基板のオーバーモールディング中に敏感なコンポーネントを保護するにはどうすればよいですか?
オーバーモールディング PCB 上の繊細な要素を保護するための主なターゲット ソリューションは、低圧射出成形 (1.5 ~ 40 bar) の使用です。
このような技術では、従来の射出成形の高圧および高温によって生じるワイヤガイドのずれやはんだ接合部の破損の問題は発生しません。
熱損傷と圧力損傷
温度と圧力は両方とも十分に制御する必要があります。 PCB と接触する場合は、溶融温度を135℃ 未満に下げる必要があります。
低圧の射出成形圧力は、従来の射出成形プロセス中に適用される圧力と比較してはるかに低くなります。保護とシールを同時に行うために、低温ポリアミドホットメルト接着剤が使用されます。
ワイヤガイドのずれとはんだ接合部の破損
主な原因は溶融せん断力です。モールド フロー解析を使用してゲートの位置を変更し、ワイヤ ガイドとはんだ接合部に接着剤を塗布して、衝撃に耐える薄い絶縁層を形成することが最善の手順です。
電気絶縁の信頼性
したがって、被覆材は長期にわたる断熱と防水を提供するのに適している必要があります。ポリアミド系ホットメルト接着剤は優れた絶縁特性を示します。成形後の安定性について、耐湿熱性や耐塩水噴霧性などの方法でテストする必要があります。

図 3: 裸のプリント基板 (PCB) と、低圧オーバーモールドによって黒色ポリマー ハウジングに完全に封入された同じ基板を示す比較。
エレクトロニクスのオーバーモールディングがプロセス制御の究極のテストであるのはなぜですか?
オーバーモールディング電子機器電子部品は温度、圧力、応力レベルの影響を非常に受けやすいため、非常にデリケートなプロセスです。
長期的に防水、密閉、耐久性を実現するには、温度と圧力の制御、応力緩和対策、生産ラインの各段階での本格的なテストを組み合わせることが重要です。
防水とシーリングの課題
IP67/IP68 レベルの防水性を達成するには、基本的に界面の微小な隙間を排除する必要があります。したがって、安定した材料の化学結合を確保する必要があります。
さらに、シールリブやフローバリアなどの機能を適切に設計し、成形後の 100% 真空気泡テストによる漏れ検出を実行する必要があります。
不適合材料の応力管理
異種材料の熱膨張係数の違いにより、内部応力が発生する可能性が非常に高くなります。
不均一なコーティング層の形成を避けるためには、非常に安定した収縮率 (1.5% ~ 2.0%)を持つポリアミド材料を選択することが重要です。さらに、同等の熱膨張係数を持つ材料のペアを選択する必要があります。
機能テストの組み込み
機能テストは、100% の電気的性能と高電圧絶縁テストを含む閉ループ プロセスの一部である必要があります。電気的性能の問題や外観の欠陥を認識するのに役立つ自動光学検査と組み合わせる必要があります。
JS Precision は、エレクトロニクスのオーバーモールディング用にカスタマイズされたプロセス ソリューションを提供し、精密な電子オーバーモールディングをより効率的に行うための無料の生産コスト計算を提供します。
低温オーバーモールディングは熱に弱い基板に関連する問題にどのように対処しますか?
180 ~ 220 ℃の低温と 1.5 ~ 40 bar の低圧を使用する低温オーバーモールディングは、熱に弱い基材の許容限界に達しないため、熱に弱い基材への損傷の問題の解決策となり、歩留まりも95% 以上に向上します。
熱に弱い基板とコンポーネントの保護
低温と低圧は主要な利点であり、他の利点とは大きく異なります。 従来の射出成形パラメータ、以下で詳しく説明します。
| プロセスの種類 | 射出圧力 (bar) | 溶融温度 (°C) | 金型温度 (°C) | 保持時間 (秒) | 冷却時間(秒) | 該当するシナリオ |
| 従来の硬質プラスチックのオーバーモールディング | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | 一般プラスチック部品のオーバーモールド |
| 低圧低温オーバーモールド | 1.5-40 | 180-220 | 30-50 | 5-10 | 10-20 | 感熱部品、PCB オーバーモールディング |
| LSR オーバーモールディング | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | 医療機器、シール |
| 加飾フィルムのオーバーモールド | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | 外観部品、家電製品 |
材料選択戦略
主成分はポリアミド ホットメルト接着剤で、幅広い基材に強力に接着し、溶剤を含まず、リサイクル可能で、保護とコストのバランスが取れています。
省エネと費用対効果
従来の射出成形と比較してエネルギー使用量を30%以上削減し、 安価なアルミ金型を採用することで製造速度が10倍以上向上し、トータルコストメリットが大きくなります。
低温オーバーモールディングの技術パラメータと材料選択ガイドラインを入手し、熱に弱い製品に合わせて成形ソリューションをカスタマイズするには、JS Precision にお問い合わせください。
装飾フィルムインサートのオーバーモールディングにおける欠陥を防ぐにはどうすればよいですか?
加飾フィルムインサートのオーバーモールドを防止する際の主な焦点は、金型の逃げ半径を制御することです。正確なフィルム配置と温度・圧力制御を組み合わせることで、出力レベルを90%以上まで高めることができ、インク剥がれやフィルムのシワなどの問題を解消します。
インク剥がれとフィルムのシワ
これらの問題の主な原因は、間違った曲率と高すぎる温度です。金型の曲率半径と直径の比を 1.5:1 ~ 10:1 の範囲に保ち、位置決めピンと真空吸着を使用してフィルムを固定し、インクが劣化しないように温度と圧力を最小限に抑えることが非常に重要です。
位置ずれとパンチング
位置決め精度は0.05mm以内に管理する必要があります。インモールドパンチング技術の採用により、パンチングとコーティングを一工程で同時に行うことができ、二次加工による誤差がほとんどなくなります。
光学的透明性の維持
光透過率の高い材料の使用、フローマークが生じにくい射出成形条件の調整、フィルム表面へのハードコート処理などにより、傷つきにくく安定した外観を実現しています。
外観と機能の要件を提出していただくと、JS Precision がワンストップの成形ソリューションを提供します。加飾フィルムインサートのオーバーモールド正確な見積もりを取得するため。
オーバーモールディングのトラブルシューティングを実行する最も経済的な方法は何ですか?
オーバーモールディングのトラブルシューティングを実装するための最も経済的な方法は、 「データ駆動型」技術に依存することです。実験計画法 (DOE) プロセスの最適化と金型のマイクロリペアを統合することで、試作成形のコストを 30% 以上削減でき、不必要なブラインド機械調整を回避できます。
試作から量産までデータに基づいた調整
DOE はプロセス最適化の基礎を形成します。直交的な実験を行うことにより、理想的な条件を決定し、変数の影響を測定し、パラメータカードを標準化して安定した量産を保証します。
金型の微細修復と主要なプロセス調整
異常なプロセスパラメータの調整が最初に実行され、続いて金型設計の欠陥の微細修復が実行されます。これは「最初は簡単、後は難しい」というコンセプトに基づいて行われます。機械に優先順位を与えることで、全体的なコストの削減につながります。
JS 精密の成功事例: ある自動車用電子 PCB 封止成形の歩留まりが 98% に向上
顧客の課題
世界的な Tier 1 自動車サプライヤーは、自動車ドア ロック コントロール モジュール用の PCB のオーバーモールディング中に、金線の位置ずれとインサートのずれという深刻な問題を抱えていました。初期の生産歩留まりはわずか 57% であり、廃棄された材料により毎月 45,000 ドルを超える損失が発生しました。
同時に、この製品の IP67 シーリング準拠レベルは 80% 未満であり、OEM 納入要件を満たしていないことは明らかです。
JS プレシジョン ソリューションズ
JS Precision 技術チームは、完全なオーバーモールディングのトラブルシューティングによってクライアントの問題解決を開始しました。彼らは次の 4 つの分野で解決策を考え出しました。
1. 設計の最適化:
私たちは、埋め込みコンポーネントの支持構造を完全に再設計し、機械的連結点を基板に統合して、衝撃強度を強化するだけでなく、そもそも埋め込みコンポーネントが動かないようにしました。
2. プロセスの革新:
実装しました低温オーバーモールドこの技術は、射出圧力を 35 bar で厳密に制御しながら、同時に溶融物がわずか 128℃ で PCB に到達するように金型温度を調整することに重点を置いています。このようにして、金線とはんだ接合部は無傷のまま保護されます。
3. モールドフローの検証:
メルト フロー フロントの Moldex-3D 解析を通じて、メルトが金線の影響を受けやすい領域の周りを流れるようにして、せん断力の影響を回避できる最適なゲート位置を特定することができました。
4. DOE パラメータの最適化:
私たちは、最適な保持圧力曲線と冷却時間を見つけることを目的として、16 の直交実験を実施しました。これにより、製品のシール不良や表面のへこみなどの問題が解決されました。
定量的な結果
✅ 歩留まりの向上:自動車ドアロック制御モジュール PCB のオーバーモールド歩留まりが 57% から 98.3% に向上し、不良率が 70% 以上低下しました。
✅サイクルタイムの短縮:生産サイクルタイムが 45 秒/個から 35 秒/個へと 22% 短縮され、生産効率が向上しました。
✅コスト削減:年間スクラップコストが 380,000 ドル削減され、試作成形材料の廃棄物の削減は 50,000 ドル以上に相当します。
✅ 信頼性の向上:製品は 1000 時間の温度サイクル テスト (-40 ~ 125) に耐え、 IP67 シールに 100% 準拠していることを確認しました。
このプロジェクトにより、顧客は車載電子モジュールを安定かつ信頼性の高い方法で量産できるようになっただけでなく、JS Precision の顧客の技術力が実証されました。オーバーモールド回路基板分野。
オーバーモールディング生産でも同様の歩留まりとコストの画期的な進歩を達成したいと考えていますか? 1 対 1 の技術コミュニケーションとカスタマイズされたソリューションについては、今すぐ JS Precision のエンジニアリング チームにお問い合わせください。
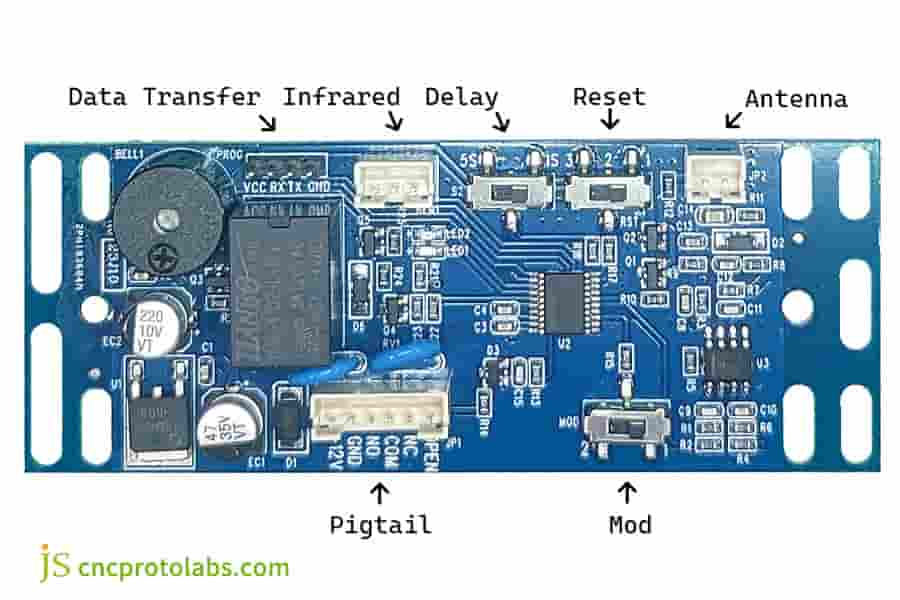
図 4: オーバーモールド封止用に設計された、データ転送やアンテナなどの機能がラベル付けされたコンポーネントを備えた青色のプリント基板 (PCB) の詳細なレイアウト。
よくある質問
Q1: オーバーモールドの接着力が弱い場合はどうすればよいですか?
まず、基材とコーティング材料の適合性を確認し、適合する組み合わせを交換し、基材の表面を洗浄して汚染物質を除去し、金型温度を上げて化学結合を確実に形成します。
Q2: PCB コーティング中の部品の損傷を防ぐにはどうすればよいですか?
高温と圧力は高精度のコンポーネントに損傷を与える可能性があるため、最初に低圧射出成形 (圧力 < 40 bar) を決定し、低温ポリアミド材料 (溶融温度 180 ~ 220) を使用します。
Q3:ショートショット(充填不足)を解決するにはどうすればよいですか?
流動性を高めるために、射出圧力速度を上げたり、樹脂温度や金型温度を上げたりすることができます。さらに、金型の通気システムを最適化して金型キャビティから空気を逃がすことは、充填不足の解消に役立ちます。
Q4: オーバーモールドは IP68 の防水定格を達成できますか?
製品をIP68防水にする方法は、相互に化学的に結合し、非常に優れた安定性を有する基材とコーティング材料の組み合わせを使用することです。次に、構造を気密封止する必要があります。最後に、成形後の漏れの有無を真空気泡法により検査します。
Q5: コーティング層の最小厚さはどれくらいですか?
ソフトオーバーレイの場合、厚さは少なくとも 1.6 mm が目安です。薄い層は非常に早く冷えますが、基材とうまく接着せず、亀裂が入ったり、材料が欠けたりする可能性があります。
Q6: オーバーレイ時のインサートのズレを防ぐにはどうすればよいですか?
インサートを完全にサポートする堅牢な金型構造を提供し、溶融樹脂がインサートに直接当たらないようにゲートを配置し、位置ずれを理解して防止するために金型流動解析を考慮するだけです。
Q7: オーバーレイモールドとポッティングではどちらが良いのですか?
オーバーレイ成形は次のような用途に最適です量産、非常に効率的で、複雑な構造が可能で、ストレスを軽減することもできます。一方、ポッティングは密閉性が高く、少量のバッチ、深海、高圧の状況に適しています。
Q8: 低圧射出成形の収縮率はどのくらいですか?
低圧射出成形では、多くの場合、ポリアミド ホットメルト接着剤が使用されます。 24時間成形後の収縮率は約1.5%~2.0%であり、収縮率も安定しており、製品の寸法精度も良好に管理されています。
まとめ
オーバーモールディングのトラブルシューティングは、単なる単一のプロセス調整ではなく、オーバーモールディングの設計、材料の選択、プロセス制御、機能テストをカバーする体系的なエンジニアリング プロジェクトです。
JS Precision を選ぶ理由
🏭 15 年を超えるオーバーモールディングの経験があり、世界中の自動車、医療、家庭用電化製品の顧客に対応しています。
🔬 モールドフロー解析ラボ + DOE プロセス最適化機能を備えています。
🌱 低温射出成形やバイオベースの材料などのグリーン製造技術を採用します。
📞 24 時間のエンジニアリング対応、無料の DFM 評価。
今すぐ行動を起こしてください。図面をお送りいただくと、無料のオーバーモールディング実現可能性分析レポートが届きます。収益を「厳しい」状態から「優れた」状態に変えるお手伝いをいたします。
[ JS Precision の技術専門家に連絡するにはここをクリックしてください] または +86 189 2585 8912 までお電話ください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

