

استكشاف أخطاء الإفراط في صب الأخطاء وإصلاحها هي قضية أساسية لا يمكن تجنبها في مجال التصنيع الدقيق.
على سبيل المثال، بعد الإفراط في القولبة، يمكن أن تواجه لوحات الدوائر التي تبلغ قيمتها آلاف الدولارات مشاكل تتعلق باختلال أسلاكها الذهبية وتلف المكون الذي تم تضمينه.
وفي الوقت نفسه، لن يتم إغلاق العناصر المقاومة للماء بشكل صحيح في اختبارات IPX7. وهذه القضايا تعمل باستمرار على تآكل أرباح الإنتاج.
تهدف هذه الورقة إلى تحليل الأسباب الرئيسية لقضايا الإفراط في استخدام الأساليب والبيانات لتزويد المؤسسات ببداية شاملة من التصميم إلى حل العملية . وبالتالي، يمكن تحقيق تغييرات نوعية في الإنتاج بالإضافة إلى الموثوقية في إنتاج القوالب الزائدة.
جدول الإجابة الأساسية
| أقسام المقالة | المحتوى الأساسي | النقاط الفنية |
| العيوب الشائعة | الأسباب الجذرية والتدابير المضادة لفشل الالتصاق والفلاش وتلف البطانة. | توافق المواد، وتهوية القالب، وهيكل الدعم الكامل للتطعيمات. |
| مفاتيح التصميم | تصميم التعشيق الميكانيكي، وتحسين نسبة سمك الجدار، يحدد نجاح القالب. | هيكل متشابك، نسبة سمك الجدار <2:1، نصف قطر الزاوية 0.5 مم لتجنب الزوايا الحادة. |
| حماية المكونات الإلكترونية | قولبة الحقن بالضغط المنخفض، تحليل تدفق القالب، استراتيجية حماية الأسلاك الذهبية. | ضغط منخفض (1.5-40 بار)، تصل درجة حرارة ذوبان ثنائي الفينيل متعدد الكلور إلى أقل من 135. |
| التحكم في العمليات | الختم المقاوم للماء، وإدارة الإجهاد، وتحسين معلمات DOE. | ختم IP67/IP68، معدل انكماش مادة البولي أميد 1. 5%-2.0%، التحقق من التجربة المتعامدة DOE. |
الاستنتاجات الرئيسية
- التصميم أولاً: السبب في 80% من عيوب التشكيل الزائد هو مرحلة التصميم وليس عملية التصنيع.
- الحماية من الحساسية الحرارية: يمكن لقولبة الحقن ذات الضغط المنخفض أن توفر ضغطًا أقل من 40 بارًا للحماية مكونات إلكترونية دقيقة بحيث يمكن زيادة العائد بأكثر من 30%.
- تعتمد على البيانات: يمكن أن يؤدي تشغيل DOE للعثور على أفضل معلمات العملية إلى تقليل هدر قوالب التجارب بنسبة 30% أو أكثر.
- مطابقة المواد: الترابط الكيميائي والتشابك الميكانيكي هما الضمانان اللذان يضمنان موثوقية الترابط الزائد.
لماذا تثق بهذا الدليل؟ JS Precision Overmolding استكشاف الأخطاء وإصلاحها طريقة المشاركة
تعد الاحترافية في استكشاف أخطاء القوالب الزائدة وإصلاحها العامل الرئيسي في تحديد كفاءة الإنتاج.
JS Precision، مع 15 عامًا من الخبرة العملية والعملاء المتميزين بما في ذلك صناعات السيارات العالمية والصناعات الطبية والإلكترونيات الاستهلاكية، نجحت في حل أكثر من 2000 مشروع معقد للقولبة الزائدة وطورت نظام حلول موحدًا للمشكلات الرئيسية مثل فشل الالتصاق وتلف المكونات الإلكترونية وضعف الختم.
تمتلك الشركة معملًا لتحليل تدفق القالب ويمكنها تنفيذ محاكاة تدفق القالب ذات الأبعاد الكاملة باستخدام بلاستيك مولدكس-3D وSOLIDWORKS. لدينا أيضًا تقنيات أساسية مثل تحسين عملية DOE والضغط المنخفض وقولبة الحقن بدرجة حرارة منخفضة.
إلى جانب فريق الهندسة المحترف ومعدات الإنتاج الدقيقة، نحن قادرون على تقديم دعم فردي للعملاء للعملية بأكملها، بدءًا من تحسين التصميم وتصحيح الأخطاء، وصولاً إلى الإنتاج الضخم، وبالتالي ضمان جودة المنتج المستقرة، وكفاءة الإنتاج.
خذ حالة شركة إلكترونيات السيارات - كان العائد الزائد لمركبات ثنائي الفينيل متعدد الكلور الخاصة بها 65٪ فقط بسبب اختلال محاذاة الأسلاك الذهبية وفشل الختم، وبالتالي بلغت خسائر الخردة الشهرية أكثر من 180 ألف دولار. تم تعزيز العائد إلى 97.5% وانخفضت خسائر الخردة الشهرية بمقدار 171000 دولار بعد 10 أيام فقط من تحسين عملية JS Precision.
تتبع JS Precision بدقة معايير UL 94 لمثبطات اللهب وتوافق المواد لمطابقة المواد الزائدة. علاوة على ذلك، فإن الشركة تستوفي متطلبات التوافق الحيوي الخاصة بـ ايزو 10993-1 ، وبالتالي ضمان أن يكون الجمع بين مواد الركيزة والمواد الزائدة على مستوى أعلى معايير الصناعة.
حتى الآن، نجحت JS Precision في زيادة متوسط إنتاجية الإفراط في تشكيل ثنائي الفينيل متعدد الكلور لإلكترونيات السيارات إلى أكثر من 98%، وتم تحقيق الامتثال بنسبة 100% لختم IP68 للإفراط في تشكيل الأجهزة الطبية، مما ساعد العملاء على توفير أكثر من مليون دولار أمريكي من تكاليف الخردة سنويًا.
بالنسبة للشركات التي تواجه تحديات الإفراط في القوالب، يقدم فريقنا الهندسي استشارة فنية مجانية لاستكشاف أخطاء الإفراط في القوالب وإصلاحها، مما يوفر تحليلًا دقيقًا للسبب الجذري وحلولًا أولية لعيوب منتجك، مما يسمح لك بالعثور بسرعة على نقطة الاختراق.
ما هي أكثر التحديات شيوعًا التي تواجهها في استكشاف الأخطاء وإصلاحها؟
ترتبط غالبية حالات فشل الإفراط في القوالب بفشل المادة اللاصقة، ولقطات الفلاش/القصيرة، والأضرار المدمجة (والتي تشكل معًا أكثر من 70%). يمكن أن يؤدي حل هذه المشكلات إلى زيادة إنتاجية المنتج بأكثر من 60%. النقاط التفصيلية حول كيفية معالجة هذه المشكلات مذكورة أدناه.
فشل لاصق:
تشمل الأسباب الرئيسية لفشل المادة اللاصقة عدم توافق المواد، وتلوث الركيزة، ودرجة الحرارة الخاطئة . يعد استخدام مجموعات متوافقة مثل TPE وPP، وتنظيف الركيزة، وضبط درجة حرارة القالب بما يتماشى مع خصائص المادة (على سبيل المثال درجة حرارة الركيزة الزائدة LSR عند 250-400 فهرنهايت) خطوات أساسية لتجنب فشل المادة اللاصقة.
فلاش وحقن قصير:
للتخلص من الوميض، قد يلزم زيادة قوة التثبيت بنسبة 15-20%. ومن ناحية أخرى يمكن معالجة الحقن القصير عن طريق رفع ضغط الحقن بنسبة 10-15% وتهويته بشكل مناسب. لمعالجة كلتا المشكلتين، يمكن ضبط مسار تدفق الذوبان باستخدام تحليل تدفق القالب.
أضرار البطانة:
إنه نتيجة لنقص الدعم، أو وضع البوابة بشكل خاطئ، أو الضغط المرتفع جدًا. وبالتالي، للقيام بذلك، سوف تقوم بإنشاء هيكل داعم بالكامل مع التصميم، وسيأتي تحسين موقع البوابة، وسيتم التنبؤ بقوة تدفق القالب بواسطة البرنامج.
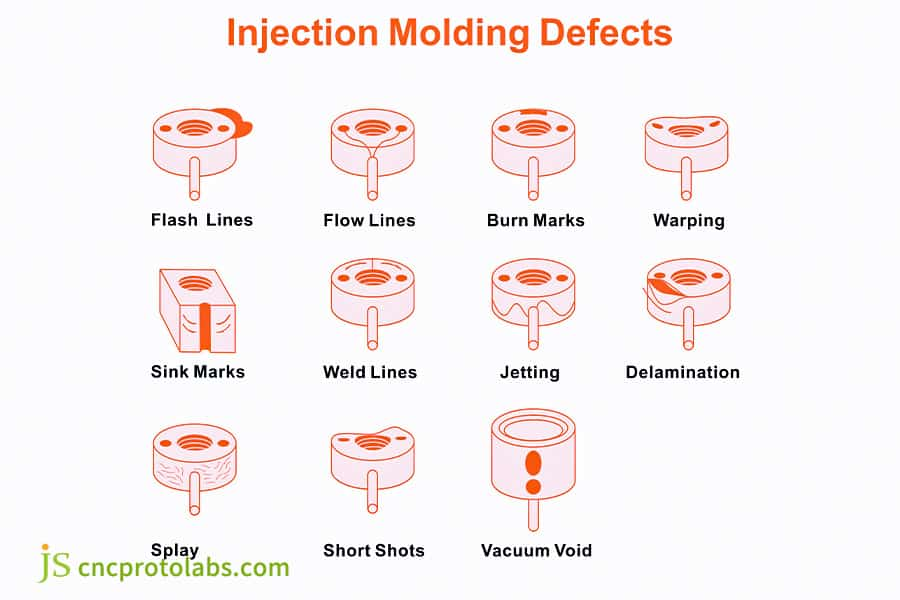
الشكل 1: رسم بياني يسرد ويوضح اثني عشر عيبًا شائعًا في قولبة الحقن مثل خطوط الفلاش وخطوط التدفق وعلامات الحوض، وهو مفيد لاستكشاف مشكلات الإفراط في القولبة وإصلاحها.
لماذا يحدد تصميم Overmolding 80% من نجاح القولبة؟
تصميم overmolding هو العامل الرئيسي الذي يؤدي إلى نجاح القولبة بعامل 80%. وذلك لأن اختيار المواد وهندسة المنتج يمكن أن يوقف 90% من مشاكل الالتصاق والتشوه والختم عند المصدر. التصميم السيئ يجعل جميع التغييرات في العملية عديمة الجدوى.
التشابك الميكانيكي مقابل الروابط الكيميائية:
من أجل ضمان موثوقية الالتصاق للإفراط في القولبة، يجب أن تجمع العملية بين الترابط الكيميائي والتشابك الميكانيكي.
يعد الترابط الكيميائي أحد عوامل توافق المواد، في حين أن التشابك الميكانيكي ممكن من خلال استخدام الركيزة من خلال الثقوب والأخاديد، وفي الوقت نفسه، تجنب التغيرات المفاجئة في مناطق انتقال المواد.
سمك الجدار إلى نسبة مسافة التدفق
يجب أن يكون سمك طبقة الطلاء الناعمة 1.6 مم أو أكثر. يجب التحكم بشكل جيد في مسار التدفق إلى نسبة سمك الجدار. بالنسبة للأشكال الهيكلية المعقدة، يمكن تطبيق نوع البوابة المزدوجة للمساعدة في تعزيز تجانس التعبئة وتجنب حالات التبريد السريع جدًا أو التعبئة غير الكافية.
تصميم الحافة والزاوية الحادة
الزوايا الحادة هي السبب الرئيسي لتركيز الضغط والشقوق. لذلك، يجب أن يكون نصف قطر جميع الزوايا الحادة 0.5 مم على الأقل، وفقًا لما ورد في معايير ASTM D638 . يتم نشر الإجهاد عن طريق التحولات الدائرية وقد تم تصميم هيكل التوقف الصلب لمنع تجعد طبقة الطلاء من الحدوث.
Overmolding جدول توافق المواد المشتركة
| المواد الأساسية | مواد الطلاء الموصى بها | طريقة الترابط | الحقول القابلة للتطبيق | درجة حرارة القولبة (درجة مئوية) | الانكماش (%) |
| ص | TPE/TPV | الروابط الكيميائية + التعشيق الميكانيكي | قطع غيار السيارات، مقابض الأدوات | 180-200 | 1.5-2.0 |
| ABS | تي بي سي/تي بي يو | الرابطة الكيميائية | الالكترونيات الاستهلاكية والأجهزة الطبية | 190-210 | 1.6-2.1 |
| الكمبيوتر + ABS | تي بي يو/تي بي اي | الرابطة الكيميائية | إلكترونيات السيارات، الأدوات الدقيقة | 200-220 | 1.5-1.9 |
| PA6-GF | تب / تي بي يو | المتشابكة الميكانيكية في المقام الأول | الأدوات الصناعية، الأجزاء الهيكلية للسيارات | 200-220 | 1.8-2.2 |
| معدن | تي بي يو/بي في سي | التشابك الميكانيكي | موصلات، ملحقات الأجهزة | 180-200 | 1.4-1.8 |
| ثنائي الفينيل متعدد الكلور | المادة اللاصقة المذوبة بالحرارة من مادة البولي أميد | الترابط الجسدي + الختم | المكونات الإلكترونية وأجهزة الاستشعار | 180-210 | 1.5-2.0 |

الشكل 2: حاويات إلكترونية مختلفة في مراحل تجميع مختلفة، تعرض المقابض والأغلفة المفرطة في القوالب مع واجهات سهلة التركيب وتعزيزات هيكلية.
كيف يمكن حماية المكونات الحساسة أثناء الإفراط في تشكيل لوحات الدوائر؟
إن الحل المستهدف الرئيسي لحماية العناصر الحساسة في مركبات ثنائي الفينيل متعدد الكلور المفرط هو استخدام قولبة الحقن ذات الضغط المنخفض (1.5-40 بار).
في مثل هذه التقنية، لا يتم مواجهة مشكلات انحراف دليل السلك وكسر وصلة اللحام، والتي تنتج عن الضغط العالي ودرجة الحرارة العالية لقالب الحقن التقليدي.
الأضرار الحرارية وأضرار الضغط
ينبغي تنظيم كل من درجة الحرارة والضغط بشكل جيد للغاية. عند ملامسة PCB، يجب خفض درجة حرارة الذوبان إلى أقل من 135 درجة مئوية.
يكون ضغط قولبة الحقن ذو الضغط المنخفض أقل بكثير مقارنة بالضغط المطبق أثناء عملية قولبة الحقن التقليدية. للحماية والختم في وقت واحد، يتم استخدام مادة البولي أميد اللاصقة المذوبة بالحرارة ذات درجة الحرارة المنخفضة.
انحراف دليل الأسلاك وكسر وصلة اللحام
السبب الرئيسي هو قوة القص الذائبة. إن تغيير موقع البوابة باستخدام تحليل تدفق القالب ثم وضع الغراء على موجهات الأسلاك ومفاصل اللحام لتشكيل طبقة رقيقة من العزل من شأنها مقاومة التأثير هي أفضل الخطوات التي يجب اتخاذها.
موثوقية العزل الكهربائي
ولذلك ينبغي أن تكون مادة التغطية مناسبة لتوفير العزل والعزل المائي على المدى الطويل . يتميز اللاصق المذاب بالحرارة من مادة البولي أميد بخصائص عزل ممتازة. ويجب اختبار ثباته بعد القولبة، على سبيل المثال بطرق مثل مقاومة الحرارة الرطبة ومقاومة رذاذ الملح.

الشكل 3: مقارنة تظهر لوحة دوائر مطبوعة عارية (PCB) ونفس اللوحة مغلفة بالكامل في غلاف بوليمر أسود عبر القولبة الزائدة ذات الضغط المنخفض.
لماذا يعتبر الإفراط في تشكيل الإلكترونيات هو الاختبار النهائي للتحكم في العمليات؟
الإفراط في الالكترونيات هي عملية دقيقة للغاية وتتطلب الالتزام الصارم بدرجة الحرارة والضغط ومستويات الإجهاد نظرًا لأن الأجزاء الإلكترونية حساسة جدًا لهذه العوامل.
من الضروري الجمع بين عناصر التحكم في درجة الحرارة والضغط، وتدابير تخفيف الضغط، والاختبار على نطاق واسع في كل خطوة من خط الإنتاج لتحقيق العزل المائي، والختم، والمتانة على المدى الطويل .
تحديات العزل المائي والختم
يتضمن تحقيق مستويات IP67/IP68 للعزل المائي بشكل أساسي إزالة الفجوات الصغيرة في الواجهة. ولذلك يجب ضمان الترابط الكيميائي المادي المستقر.
بالإضافة إلى ذلك، يجب تصميم ميزات مثل أضلاع الغلق وحواجز التدفق بشكل جيد ، ويجب إجراء اكتشاف التسرب من خلال قالب اختبار الفقاعات المفرغة بنسبة 100%.
إدارة الإجهاد للمواد غير المتوافقة
من المحتمل جدًا أن ينشأ الإجهاد الداخلي بسبب الاختلافات في معاملات التمدد الحراري للمواد غير المتجانسة.
من المهم اختيار مواد البولياميد ذات معدلات الانكماش الثابتة جدًا (1.5%-2.0%) لتجنب تكوين طبقات طلاء غير متساوية. وعلاوة على ذلك، ينبغي اختيار أزواج من المواد ذات معاملات التمدد الحراري المماثلة.
دمج الاختبارات الوظيفية
يجب أن يكون الاختبار الوظيفي جزءًا من عملية حلقة مغلقة تشتمل على أداء كهربائي بنسبة 100% واختبار عزل الجهد العالي . وينبغي دمجه مع الفحص البصري الآلي الذي يساعد على التعرف على مشكلات الأداء الكهربائي بالإضافة إلى عيوب المظهر.
توفر شركة JS Precision حلول معالجة مخصصة للإلكترونيات ذات القوالب الزائدة، وتقدم حسابات مجانية لتكلفة الإنتاج لجعل عملية القوالب الإلكترونية الدقيقة أكثر كفاءة.
كيف يعالج الإفراط في درجة الحرارة المنخفضة المشكلات المرتبطة بالركائز الحساسة للحرارة؟
لا تصل عملية القولبة المفرطة في درجات الحرارة المنخفضة، باستخدام درجات حرارة منخفضة تبلغ 180-220 وضغوط منخفضة تبلغ 1.5-40 بار، إلى حدود التحمل للركائز الحساسة للحرارة، لذلك فهي حل لمشكلة تلف الركائز الحساسة للحرارة كما أنها تحسن الإنتاجية إلى أكثر من 95٪.
حماية الركائز والمكونات الحساسة للحرارة
تعد درجة الحرارة المنخفضة والضغط المنخفض من المزايا الأساسية، التي تختلف بشكل كبير عن معلمات صب الحقن التقليدية ، كما هو مفصل أدناه.
| نوع العملية | ضغط الحقن (بار) | درجة حرارة الذوبان (درجة مئوية) | درجة حرارة العفن (درجة مئوية) | عقد الوقت (ق) | وقت التبريد (ق) | السيناريوهات القابلة للتطبيق |
| الإفراط في صب البلاستيك الصلب التقليدي | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | الإفراط في صب الأجزاء البلاستيكية العامة |
| الضغط المنخفض ودرجة الحرارة المنخفضة | 1.5-40 | 180-220 | 30-50 | 5-10 | 10-20 | مكونات حساسة للحرارة، PCB Overmolding |
| الإفراط في صب LSR | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | الأجهزة الطبية، الأختام |
| الإفراط في صب الأفلام الزخرفية | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | أجزاء المظهر، الالكترونيات الاستهلاكية |
استراتيجية اختيار المواد
المكون الرئيسي هو مادة لاصقة تذوب بالحرارة من مادة البولي أميد والتي ترتبط بقوة بمجموعة واسعة من الركائز، وهي خالية من المذيبات، ويمكن إعادة تدويرها، وهي عبارة عن مقايضة جيدة بين الحماية والتكلفة.
توفير الطاقة وفعالية التكلفة
بالمقارنة مع قوالب الحقن التقليدية، يتم تقليل استهلاك الطاقة بنسبة تزيد عن 30%، قوالب الالمنيوم رخيصة الثمن يمكن استخدامها، ويتم رفع سرعة التصنيع بأكثر من 10 مرات، وتكون فائدة التكلفة الإجمالية كبيرة.
اتصل بـ JS Precision للحصول على المعلمات الفنية وإرشادات اختيار المواد للقولبة المفرطة في درجات الحرارة المنخفضة، وتخصيص حلول القولبة لمنتجاتك الحساسة للحرارة.
كيفية منع العيوب في الإفراط في صب إدراجات الفيلم المزخرفة؟
التركيز الرئيسي عند محاولة منع الإفراط في صب إدراجات الأفلام المزخرفة هو التحكم في نصف قطر إغاثة القالب. عندما يتم ذلك مع وضع الفيلم بدقة والتحكم في درجة الحرارة/الضغط، فمن الممكن رفع مستويات الإخراج إلى أكثر من 90% والتخلص من المشكلات مثل تقشير الحبر وتجاعيد الفيلم.
تقشير الحبر وتجاعيد الأفلام
الأسباب الرئيسية لهذه المشاكل هي الانحناء الخاطئ ودرجة الحرارة المرتفعة جدًا. من المهم جدًا الحفاظ على نصف قطر انحناء القالب إلى نسبة القطر في نطاق 1.5:1 إلى 10:1، واستخدام دبابيس تحديد الموقع بالإضافة إلى الامتزاز الفراغي لإصلاح الفيلم، وتقليل درجة الحرارة والضغط بحيث لا يتحلل الحبر.
تحديد المواقع اختلال واللكم
يجب التحكم في دقة تحديد المواقع في حدود 0.05 مم. يعد اعتماد تكنولوجيا التثقيب في القالب ضروريًا بحيث يمكن إجراء التثقيب والطلاء في وقت واحد في خطوة واحدة، مما يزيل عمليًا الأخطاء الناتجة عن العمليات الثانوية.
الحفاظ على الشفافية البصرية
إن استخدام المواد ذات نفاذية الضوء العالية، وتعديل معلمات عملية الحقن بحيث لا تسبب علامات التدفق، بالإضافة إلى تطبيق طلاء صلب على سطح الفيلم، كلها عوامل تساهم في جعل المنتج أكثر مقاومة للخدش مع مظهر مستقر.
أرسل مظهرك ومتطلباتك الوظيفية، وستوفر لك JS Precision حلاً شاملاً للقولبة الإفراط في صب إدراجات الفيلم المزخرفة للحصول على عروض أسعار دقيقة.
ما هي الطريقة الأكثر اقتصادا لتنفيذ استكشاف أخطاء Overmolding وإصلاحها؟
الطريقة الأكثر اقتصادا لتنفيذ استكشاف أخطاء overmolding وإصلاحها هي الاعتماد على التقنيات "المعتمدة على البيانات". يمكن أن يؤدي دمج تحسين عملية تصميم التجارب (DOE) مع الإصلاح الدقيق للقالب إلى خفض تكلفة القولبة التجريبية بأكثر من 30%، وبالتالي تجنب تعديلات الماكينة العمياء غير الضرورية.
التعديلات المستندة إلى البيانات بدءًا من القوالب التجريبية وحتى الإنتاج الضخم
تشكل وزارة الطاقة أساس تحسين العملية. من خلال إجراء تجارب متعامدة، يتم تحديد الظروف المثالية، وقياس تأثير المتغيرات، ويتم توحيد بطاقات المعلمات لضمان الإنتاج الضخم المستقر.
الإصلاح الجزئي للعفن مقابل تعديلات العمليات الرئيسية
يتم إجراء التعديلات على معلمات العملية غير الطبيعية أولاً، يليها الإصلاح الجزئي لعيوب تصميم القالب. ويتم ذلك بناءً على مفهوم "السهل أولاً، الصعب لاحقًا". إن إعطاء الآلة مكانة الشرف يؤدي إلى خفض التكاليف الإجمالية.
حالة نجاح الدقة JS: زيادة إنتاجية صب التغليف الإلكتروني لثنائي الفينيل متعدد الكلور للسيارات إلى 98%
تحدي العملاء
واجه أحد موردي السيارات العالميين من المستوى الأول مشكلات خطيرة تتعلق باختلال محاذاة الأسلاك الذهبية وإزاحة الإدخال أثناء الإفراط في تشكيل مركبات ثنائي الفينيل متعدد الكلور لوحدات التحكم في قفل أبواب السيارات. كان عائد الإنتاج الأولي 57% فقط، مما أدى إلى خسائر شهرية تزيد عن 45000 دولار بسبب المواد المخردة.
وفي الوقت نفسه، كان مستوى الامتثال لختم IP67 للمنتج أقل من 80% ، وهو فشل واضح في تلبية متطلبات تسليم OEM.
جي إس للحلول الدقيقة
بدأ فريق JS Precision الفني في حل مشكلة العميل من خلال استكشاف أخطاء القوالب الزائدة وإصلاحها بشكل كامل. لقد توصلوا إلى الحلول في أربعة مجالات:
1. تحسين التصميم:
لقد قمنا بإعادة تصميم هيكل الدعم للمكون المدمج بالكامل، حيث قمنا بدمج نقاط التشابك الميكانيكية في الركيزة ليس فقط لتعزيز قوة تأثيرها ولكن أيضًا لمنع المكون المدمج من التحرك في المقام الأول.
2. ابتكار العمليات:
لقد نفذنا الإفراط في درجة الحرارة المنخفضة التكنولوجيا، مع التركيز على التحكم بإحكام في ضغط الحقن عند 35 بار مع ضبط درجة حرارة القالب في الوقت نفسه بحيث يصل الذوبان إلى PCB عند 128 درجة مئوية فقط. بهذه الطريقة، تظل الأسلاك الذهبية ومفاصل اللحام سليمة ومحمية.
3. التحقق من تدفق القالب:
من خلال تحليل مولدكس ثلاثي الأبعاد لواجهة تدفق الذوبان، تمكنا من تحديد موضع البوابة الأمثل الذي يسمح بتدفق الذوبان حول المنطقة الحساسة لسلك الذهب وبالتالي تجنب تأثير قوة القص.
4. تحسين معلمة DOE:
قمنا بإجراء 16 تجربة متعامدة بهدف إيجاد أفضل منحنى ضغط الإمساك وزمن التبريد . وقد أدى ذلك إلى حل مشاكل مثل سوء إغلاق المنتج والخدوش السطحية.
النتائج الكمية
✅ إنتاجية أفضل: ارتفع إنتاج القوالب الزائدة لوحدات التحكم في قفل أبواب السيارات PCBs من 57% إلى 98.3%، مما أدى إلى خفض معدل الخلل بأكثر من 70%.
✅ دورة زمنية أقصر: تم تقليل وقت دورة الإنتاج بنسبة 22%، من 45 ثانية/قطعة، إلى 35 ثانية/قطعة، وبالتالي زيادة كفاءة الإنتاج.
✅ توفير التكاليف: تم تخفيض تكاليف الخردة السنوية بمبلغ 380 ألف دولار أمريكي، وفي الوقت نفسه، تم تقدير التخفيض في نفايات مواد القولبة التجريبية بأكثر من 50 ألف دولار أمريكي.
✅ موثوقية محسنة: تحملت المنتجات 1000 ساعة من اختبار دورة درجة الحرارة (-40~125)، مما يؤكد توافق الختم IP67 بنسبة 100%.
لم يؤد هذا المشروع إلى تمكين العميل من إنتاج وحدات إلكترونية للسيارات بكميات كبيرة بطريقة مستقرة وموثوقة فحسب، بل أظهر أيضًا القوة التقنية لعملاء JS Precision في الإفراط في صب لوحات الدوائر مجال.
هل ترغب في تحقيق إنجازات مماثلة في الإنتاجية والتكلفة في إنتاج القوالب الزائدة لديك؟ اتصل الآن بالفريق الهندسي لشركة JS Precision للحصول على اتصالات فنية فردية وحلول مخصصة.
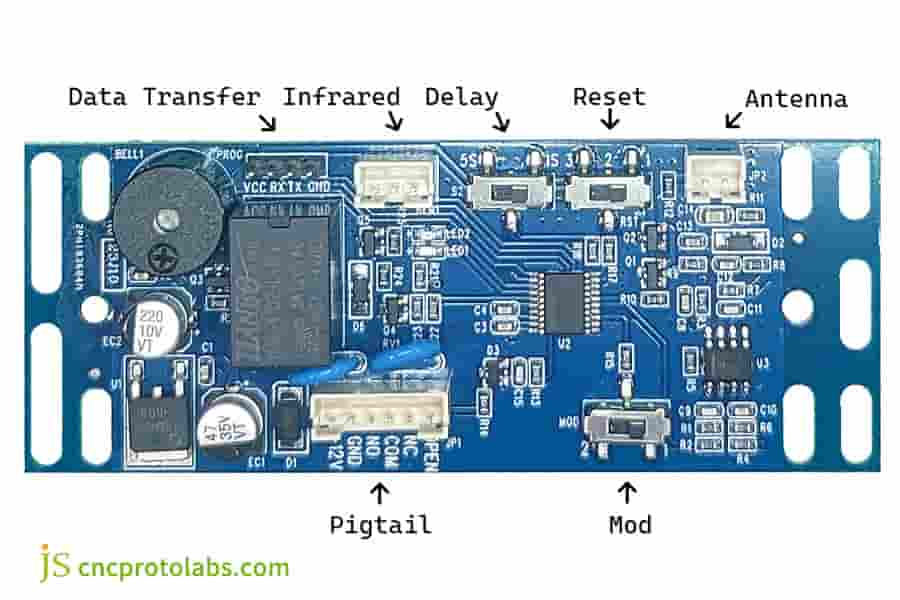
الشكل 4: تخطيط تفصيلي للوحة دوائر مطبوعة زرقاء (PCB) مع مكونات مصنفة لوظائف مثل نقل البيانات والهوائي، مصممة للتغليف الزائد.
الأسئلة الشائعة
س1: ماذا تفعل إذا كان الالتصاق المفرط ضعيفًا؟
أولاً، التحقق من التوافق بين الركيزة ومواد الطلاء، واستبدال المجموعة المتوافقة، وتنظيف سطح الركيزة لإزالة الملوثات، وزيادة درجة حرارة القالب لضمان تكوين الروابط الكيميائية.
Q2: كيفية منع تلف المكونات أثناء طلاء ثنائي الفينيل متعدد الكلور؟
قرر أولاً استخدام قوالب الحقن ذات الضغط المنخفض (الضغط أقل من 40 بار) واستخدم مواد البولي أميد ذات درجة الحرارة المنخفضة (درجة حرارة الذوبان 180-220) لأن ارتفاع درجة الحرارة والضغط يمكن أن يتسبب في تلف المكونات الدقيقة للغاية.
س3: كيفية حل اللقطات القصيرة (الحشوة غير كافية)؟
يمكنك زيادة سرعة ضغط الحقن بالإضافة إلى درجات حرارة الذوبان والعفن لتعزيز قابلية التدفق. علاوة على ذلك، فإن تحسين نظام تنفيس القالب للسماح للهواء بالهروب من تجويف القالب سيساعد على التخلص من الحشو غير الكافي.
س 4: هل يمكن أن يحقق القالب الزائد تصنيف IP68 لمقاومة الماء؟
تتمثل طريقة جعل المنتج مقاومًا للماء بدرجة IP68 في استخدام تلك التركيبة من الركيزة ومواد الطلاء، التي تربط بعضها البعض كيميائيًا وتتمتع بثبات جيد جدًا. ثم يجب أن يكون الهيكل مغلقًا بإحكام. وأخيرا، سيتم اختبار وجود أي تسرب بعد القولبة بطريقة الفقاعة المفرغة.
س5: ما هو الحد الأدنى لسماكة طبقة الطلاء؟
أما بالنسبة للطبقات الناعمة، فيجب أن يكون سمكها 1.6 ملم على الأقل هو هدفك. تبرد الطبقات الرقيقة بسرعة كبيرة، إلا أنها لن تلتصق بشكل جيد بالركيزة وقد تتشقق أو تفتقر إلى المادة.
س 6: كيف يمكن منع الإدخالات من التحول أثناء التراكب؟
ما عليك سوى توفير هيكل قالب قوي لدعم الإدخالات بشكل كامل، ووضع البوابة بحيث لا يصل الراتينج المنصهر مباشرة إلى الإدخالات، والنظر في تحليل تدفق القالب لمساعدتك على فهم الإزاحة ومنعها.
س7: أيهما أفضل الحشو أم الحشو؟
يعتبر صب التراكب أمرًا رائعًا إنتاج متسلسل فهو فعال للغاية وقادر على التعامل مع الهياكل المعقدة وكذلك تخفيف التوتر. من ناحية أخرى، فإن وضع القدر يغلق بشكل جيد وجيد للدفعات الصغيرة، والمياه العميقة، وحالات الضغط العالي.
س 8: ما هو معدل الانكماش لقولبة الحقن ذات الضغط المنخفض؟
غالبًا ما يتضمن القولبة بالحقن منخفض الضغط استخدام المادة اللاصقة المذوبة بالحرارة من مادة البولي أميد. بعد 24 ساعة من القولبة، يكون معدل الانكماش حوالي 1.5%-2.0%، ويكون الانكماش مستقرًا، وبالتالي يتم التحكم بدقة أبعاد المنتج بشكل جيد.
ملخص
لا يعد استكشاف أخطاء القوالب الزائدة وإصلاحها مجرد تعديل عملية واحدة، بل هو في الواقع مشروع هندسي منهجي يغطي تصميم القوالب الزائدة، واختيار المواد، والتحكم في العمليات، والاختبار الوظيفي.
لماذا تختار دقة JS؟
🏭 أكثر من 15 عامًا من الخبرة في تقديم الطعام للعملاء العالميين في مجال السيارات والطب والعملاء الإلكترونيين الاستهلاكيين.
🔬 امتلاك معمل تحليل تدفق القالب + قدرات تحسين عملية DOE .
🌱 استخدم تقنيات التصنيع الخضراء مثل القولبة بالحقن ذات درجة الحرارة المنخفضة والمواد الحيوية.
📞 استجابة هندسية على مدار 24 ساعة ، وتقييم مجاني من سوق دبي المالي.
اتخذ الإجراء الآن: أرسل إلينا رسوماتك لتحصل على تقرير تحليل جدوى overmolding مجانًا. دعنا نساعدك على تحويل العائد من "المكافح" إلى "الممتاز".
[ انقر هنا للاتصال بالخبراء الفنيين في JS Precision ] أو اتصل بالرقم +86 189 2585 8912

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

