

Solución de problemas de sobremoldeo es un tema central que no se puede evitar en el campo de la fabricación de precisión.
Por ejemplo, después del sobremoldeo, las placas de circuitos que valen miles de dólares pueden tener problemas con la desalineación de sus cables dorados y daños al componente que estaba incrustado.
Mientras tanto, los artículos impermeables no quedarán sellados adecuadamente en las pruebas IPX7. Estos problemas están socavando persistentemente los beneficios de la producción.
Este artículo tiene como objetivo analizar el razonamiento principal de los problemas de sobremoldeo y utilizar métodos y datos prácticos para ofrecer a las organizaciones una solución integral que va desde el diseño hasta el proceso . De esta manera, se pueden lograr cambios cualitativos en el rendimiento así como en la confiabilidad en la producción de sobremoldeado.
Tabla de respuestas principales
| Secciones del artículo | Contenido principal | Puntos Técnicos |
| Defectos comunes | Causas fundamentales y contramedidas para fallas de adherencia, rebabas y daños en las incrustaciones. | Compatibilidad de materiales, ventilación de moldes, estructura de soporte total para incrustaciones. |
| Claves de diseño | El diseño de enclavamiento mecánico y la optimización de la relación de espesor de pared determinan el éxito del moldeado. | Estructura entrelazada, relación de espesor de pared <2:1, radio de esquina de 0, 5 mm para evitar esquinas afiladas. |
| Protección de componentes electrónicos | Moldeo por inyección a baja presión, análisis de flujo de moldes, estrategia de protección del alambre de oro. | Baja presión (1, 5-40 bar), temperatura de fusión que alcanza PCB <135. |
| Control de procesos | Sellado impermeable, gestión del estrés, optimización de parámetros DOE. | Sellado IP67/IP68, tasa de contracción de poliamida 1, 5%-2,0%, verificación del experimento ortogonal DOE. |
Conclusiones clave
- El diseño primero: la razón del 80% de los defectos de sobremoldeo es la fase de diseño, no el proceso de fabricación.
- Protección de la sensibilidad térmica: el moldeo por inyección a baja presión puede ofrecer una presión de <40 bar para proteger componentes electrónicos de precisión , de modo que el rendimiento se puede incrementar en más del 30%.
- Basado en datos: ejecutar un DOE para encontrar los mejores parámetros de proceso puede reducir el desperdicio de moldes de prueba en un 30 % o incluso más.
- Combinación de materiales: la unión química y el entrelazado mecánico son las dos garantías que garantizan la confiabilidad de la unión por sobremoldeo.
¿Por qué confiar en esta guía? Método compartido de solución de problemas de sobremoldeo de precisión JS
La profesionalidad en la resolución de problemas de sobremoldeo es el factor clave para determinar la eficiencia de la producción.
JS Precision, con 15 años de experiencia práctica y una clientela de alto nivel que incluye industrias globales de automóviles, medicina y electrónica de consumo, resolvió con éxito más de 2000 proyectos complejos de sobremoldeo y desarrolló un sistema de solución estandarizado para problemas importantes como fallas de adhesión, daños a componentes electrónicos y sellado deficiente.
Nuestra empresa posee un laboratorio de análisis de flujo de moldes y puede llevar a cabo una simulación de flujo de moldes de dimensiones completas utilizando Moldex-3D y SOLIDWORKS Plastics. También contamos con tecnologías centrales como la optimización de procesos DOE y el moldeo por inyección a baja presión y baja temperatura.
Junto con un equipo de ingeniería profesional y equipos de producción de precisión, somos capaces de brindar a los clientes soporte personalizado para todo el proceso, desde la optimización del diseño y la depuración del proceso hasta la producción en masa, garantizando así una calidad estable del producto y eficiencia de producción.
Tomemos el caso de una empresa de electrónica automotriz: el rendimiento de sobremoldeo de sus PCB fue solo del 65% debido a la desalineación del alambre de oro y fallas en el sello y, por lo tanto, las pérdidas mensuales por chatarra fueron de más de $180,000. El rendimiento aumentó al 97,5% y las pérdidas mensuales de chatarra disminuyeron en 171.000 dólares después de sólo 10 días de optimización del proceso de JS Precision.
JS Precision sigue estrictamente los estándares de retardo de llama UL 94 y compatibilidad de materiales para sobremoldear la combinación de materiales. Además, la empresa cumple con los requisitos de biocompatibilidad de ISO 10993-1 , asegurando así que la combinación de sustrato y materiales de sobremolde esté al nivel de los más altos estándares de la industria.
Hasta ahora, JS Precision ha maximizado el rendimiento promedio del sobremoldeado de PCB de electrónica automotriz hasta más del 98% y se logró un cumplimiento de sellado IP68 del 100% para el sobremoldeado de dispositivos médicos, lo que ha ayudado a los clientes a ahorrar más de un millón de dólares estadounidenses en costos de desechos anualmente.
Para las empresas que enfrentan desafíos de sobremolde, nuestro equipo de ingeniería ofrece consultas técnicas gratuitas sobre solución de problemas de sobremolde, brindando un análisis preciso de la causa raíz y soluciones preliminares para los defectos de su producto, lo que le permite encontrar rápidamente el punto de avance.
¿Cuáles son los desafíos de solución de problemas de sobremoldeo más comunes que enfrenta?
La mayoría de las fallas de sobremoldeo están relacionadas con fallas del adhesivo, destellos/disparos cortos y daños incrustados (que en conjunto representan más del 70%). Resolver estos problemas puede aumentar el rendimiento de la producción en más del 60%. A continuación se enumeran puntos detallados sobre cómo abordar estos problemas.
Fallo del adhesivo:
Las principales razones del fallo del adhesivo incluyen la incompatibilidad del material, la contaminación del sustrato y la temperatura incorrecta . El uso de combinaciones compatibles como TPE y PP, la limpieza del sustrato y el ajuste de la temperatura de moldeo de acuerdo con las características del material (por ejemplo, la temperatura del sustrato de sobremoldeo LSR a 250-400 F) son pasos esenciales para evitar fallas del adhesivo.
Flash y inyección corta:
Para eliminar la rebaba, es posible que sea necesario aumentar la fuerza de sujeción entre un 15 y un 20 %. Por otro lado, la inyección corta se puede solucionar aumentando la presión de inyección entre un 10 y un 15 % y ventilando adecuadamente. Para abordar ambos problemas, la ruta del flujo de fusión se puede ajustar mediante el análisis del flujo del molde.
Daño de la incrustación:
Es el resultado de una falta de soporte, una colocación incorrecta de la puerta o una presión demasiado alta. Por lo tanto, para hacer esto, creará una estructura de soporte completo con diseño, optimizará la ubicación de la puerta y el software realizará la predicción de la fuerza del flujo del molde.
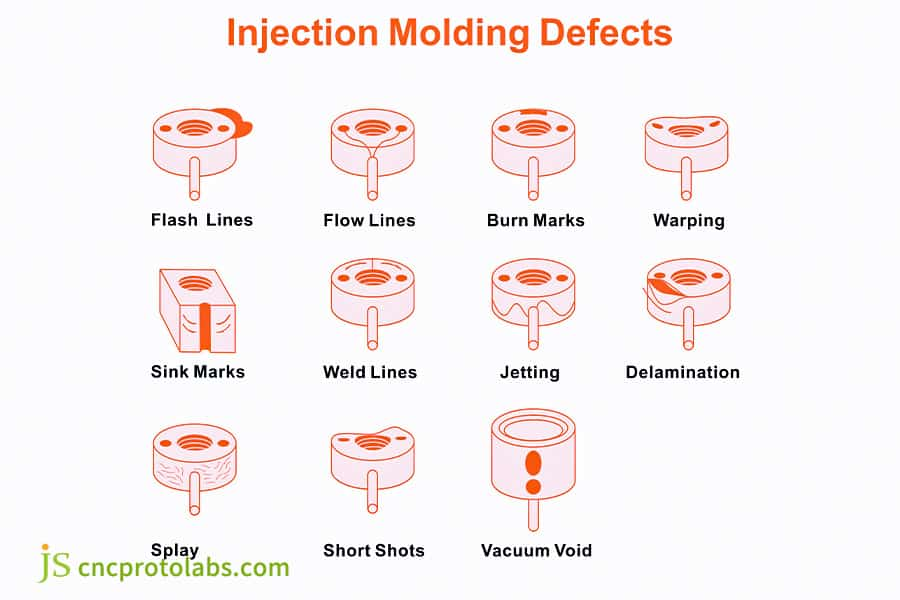
Figura 1: Un cuadro que enumera e ilustra doce defectos comunes del moldeo por inyección, como líneas de rebaba, líneas de flujo y marcas de hundimiento, útil para solucionar problemas de sobremoldeo.
¿Por qué el diseño de sobremoldeo determina el 80% del éxito del moldeado?
Diseño de sobremoldeo es el factor principal que conduce al éxito del moldeado en un factor del 80%. Esto se debe a que la selección del material y la geometría del producto pueden detener el 90% de los problemas de adhesión, deformación y sellado desde su origen. Un mal diseño hace que todos los cambios en el proceso sean inútiles.
Enclavamiento mecánico versus enlace químico:
Para garantizar la confiabilidad de la adhesión para el sobremoldeo, el proceso debe combinar unión química y entrelazado mecánico.
La unión química es un factor de compatibilidad del material, mientras que el entrelazado mecánico es posible mediante el uso de sustrato a través de orificios y ranuras y, al mismo tiempo, evitando cambios abruptos en las zonas de transición del material.
Relación entre el espesor de la pared y la distancia del flujo
El espesor de la capa de revestimiento blando debe ser de 1,6 mm o más. La relación entre la trayectoria del flujo y el espesor de la pared debe controlarse muy bien. Para formas estructurales complicadas, se puede aplicar un tipo de puerta doble para ayudar a fortalecer la uniformidad del llenado y evitar situaciones de enfriamiento demasiado rápido o llenado insuficiente.
Diseño de bordes y esquinas afiladas
Las esquinas afiladas son la principal causa de concentración de tensiones y grietas. Por lo tanto, todas las esquinas afiladas deben tener un radio de al menos 0,5 mm, según las Normas ASTM D638 . La tensión se distribuye mediante transiciones redondeadas y se ha diseñado una estructura de tope duro para evitar que se produzca el rizado de la capa de revestimiento.
Tabla de compatibilidad de materiales comunes de sobremoldeo
| Materia prima | Material de revestimiento recomendado | Método de unión | Campos aplicables | Temperatura de moldeo (°C) | Contracción (%) |
| PÁGINAS | TPE/TPV | Unión química + enclavamiento mecánico | Piezas automotrices, mangos de herramientas | 180-200 | 1,5-2,0 |
| ABS | TPC/TPU | Enlace químico | Electrónica de Consumo, Dispositivos Médicos | 190-210 | 1.6-2.1 |
| PC+ABS | TPU/TPE | Enlace químico | Electrónica automotriz, instrumentos de precisión | 200-220 | 1,5-1,9 |
| PA6-GF | TPE/TPU | Enclavamiento principalmente mecánico | Herramientas industriales, piezas estructurales automotrices | 200-220 | 1.8-2.2 |
| Metal | TPU/PVC | Enclavamiento mecánico | Conectores, accesorios de hardware | 180-200 | 1.4-1.8 |
| tarjeta de circuito impreso | Adhesivo termofusible de poliamida | Vinculación Física + Sellado | Componentes Electrónicos, Sensores | 180-210 | 1,5-2,0 |

Figura 2: Varios gabinetes electrónicos en diferentes etapas de ensamblaje, que muestran agarres y carcasas sobremoldeados con interfaces de ajuste a presión y refuerzos estructurales.
¿Cómo proteger los componentes sensibles durante el sobremoldeo de placas de circuito?
La principal solución para proteger los elementos delicados en los PCB sobremoldeados es el uso de moldeo por inyección a baja presión (1,5-40 bar).
En dicha técnica, no se encuentran los problemas de desviación de la guía de alambre y rotura de la junta de soldadura, que resultan de la alta presión y alta temperatura del moldeo por inyección tradicional.
Daño térmico y daño por presión
Tanto la temperatura como la presión deben estar muy bien reguladas. Cuando entre en contacto con la PCB, la temperatura de fusión debe reducirse a menos de 135 °C.
La presión de moldeo por inyección de baja presión es mucho menor en comparación con la presión aplicada durante el proceso de moldeo por inyección convencional. Para proteger y sellar simultáneamente se utiliza adhesivo termofusible de poliamida de baja temperatura.
Desviación de la guía de alambre y rotura de la junta de soldadura
El principal culpable es la fuerza de corte del fundido. Cambiar la ubicación de la compuerta mediante un análisis de flujo del molde y luego aplicar pegamento en las guías de cables y las uniones soldadas para formar una capa delgada de aislamiento que resista el impacto son los mejores pasos a seguir.
Fiabilidad del aislamiento eléctrico
Por lo tanto, el material de cobertura debe ser adecuado para proporcionar aislamiento e impermeabilización a largo plazo . El adhesivo termofusible de poliamida exhibe excelentes características de aislamiento. Se debe probar su estabilidad después del moldeo, por ejemplo, mediante métodos como la resistencia al calor húmedo y la resistencia a la niebla salina.

Figura 3: Una comparación que muestra una placa de circuito impreso (PCB) desnuda y la misma placa completamente encapsulada en una carcasa de polímero negro mediante sobremoldeado a baja presión.
¿Por qué el sobremoldeado electrónico es la prueba definitiva del control de procesos?
Electrónica sobremoldeada Es un proceso muy delicado que requiere un estricto cumplimiento de los niveles de temperatura, presión y estrés, ya que las piezas electrónicas son muy sensibles a estos factores.
Es vital combinar controles de temperatura y presión, medidas de alivio de tensión y pruebas a gran escala en cada paso de la línea de producción para lograr impermeabilización, sellado y durabilidad a largo plazo .
Los desafíos de la impermeabilización y el sellado
Alcanzar los niveles de impermeabilidad IP67/IP68 pasa fundamentalmente por la eliminación de microhuecos en la interfaz. Por lo tanto, se debe garantizar una unión química estable del material.
Además, las características como las nervaduras de sellado y las barreras de flujo deben estar bien diseñadas y se debe realizar la detección de fugas mediante una prueba de burbuja de vacío al 100 % después del moldeo.
Manejo del estrés de materiales incompatibles
Es muy probable que se creen tensiones internas debido a diferencias en los coeficientes de expansión térmica de los materiales heterogéneos.
Elegir materiales de poliamida que tengan índices de contracción muy estables (1,5%-2,0%) es importante para evitar la formación de capas de revestimiento desiguales. Además, se deben seleccionar pares de materiales con coeficientes de expansión térmica comparables.
Incorporación de Pruebas Funcionales
Las pruebas funcionales deben ser parte de un proceso de circuito cerrado que incluya 100% de rendimiento eléctrico y pruebas de aislamiento de alto voltaje . Debe combinarse con una inspección óptica automatizada que ayude a reconocer problemas de rendimiento eléctrico y defectos de apariencia.
JS Precision proporciona soluciones de proceso personalizadas para sobremoldeado de productos electrónicos, ofreciendo cálculos de costos de producción gratuitos para hacer que el sobremoldeado electrónico de precisión sea más eficiente.
¿Cómo aborda el sobremoldeado a baja temperatura los problemas asociados con los sustratos sensibles al calor?
El sobremoldeo a baja temperatura, al utilizar temperaturas bajas de 180-220 y presiones bajas de 1, 5-40 bar, no alcanza los límites de tolerancia de los sustratos sensibles al calor, por lo que es una solución al problema del daño a los sustratos sensibles al calor y también mejora el rendimiento en más del 95%.
Protección de sustratos y componentes sensibles al calor
La baja temperatura y la baja presión son ventajas fundamentales, significativamente diferentes de parámetros tradicionales de moldeo por inyección , como se detalla a continuación.
| Tipo de proceso | Presión de inyección (bar) | Temperatura de fusión (°C) | Temperatura del molde (°C) | Tiempo de espera (s) | Tiempo de enfriamiento (s) | Escenarios aplicables |
| Sobremoldeado tradicional de plástico duro | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | Sobremoldeo de piezas de plástico en general |
| Sobremoldeado a baja presión y baja temperatura | 1,5-40 | 180-220 | 30-50 | 5-10 | 10-20 | Componentes termosensibles, sobremoldeo de PCB |
| Sobremoldeado LSR | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | Dispositivos Médicos, Sellos |
| Sobremoldeo de película decorativa | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | Piezas de apariencia, Electrónica de consumo |
Estrategia de selección de materiales
El componente principal es un adhesivo termofusible de poliamida que se adhiere fuertemente a una amplia gama de sustratos, no contiene disolventes, puede reciclarse y supone un buen equilibrio entre protección y coste.
Ahorro de energía y rentabilidad
En comparación con el moldeo por inyección convencional, el consumo de energía se reduce en más del 30%. moldes de aluminio económicos Se puede emplear, la velocidad de fabricación aumenta más de 10 veces y el beneficio del costo total es considerable.
Comuníquese con JS Precision para obtener parámetros técnicos y pautas de selección de materiales para sobremoldeo a baja temperatura y personalizar soluciones de moldeo para sus productos sensibles al calor.
¿Cómo prevenir defectos en el sobremoldeo de inserciones de película decoradas?
El objetivo principal cuando se intenta evitar el sobremoldeo de inserciones de película decoradas es controlar el radio de relieve del molde. Cuando esto se hace junto con una colocación precisa de la película y un control de temperatura/presión, es posible aumentar los niveles de producción a más del 90% y eliminar problemas como el desprendimiento de la tinta y las arrugas de la película.
Descamación de la tinta y arrugas de la película
Las principales razones de estos problemas son una curvatura incorrecta y una temperatura demasiado alta. Es muy importante mantener la relación entre el radio de curvatura y el diámetro del molde en el rango de 1,5:1 a 10:1, utilizar pasadores de localización y adsorción al vacío para fijar la película y minimizar la temperatura y la presión para que la tinta no se degrade.
Posicionamiento desalineado y punzonado
La precisión del posicionamiento debe controlarse dentro de 0,05 mm. La adopción de la tecnología de punzonado en molde es necesaria para que el punzonado y el recubrimiento se puedan realizar simultáneamente en un solo paso, lo que prácticamente elimina errores debidos a operaciones secundarias.
Mantener la transparencia óptica
El uso de materiales con alta transmitancia de luz, el ajuste de los parámetros del proceso de inyección para no causar marcas de flujo, así como la implementación de un recubrimiento duro sobre la superficie de la película contribuyen a hacer que el producto sea más resistente a los rayones y con una apariencia estable.
Envíe sus requisitos funcionales y de apariencia y JS Precision le proporcionará una solución de moldeo integral para sobremoldeado de inserciones de película decoradas para obtener cotizaciones precisas.
¿Cuál es la forma más económica de implementar la solución de problemas de sobremoldeo?
El método más económico para implementar la solución de problemas de sobremoldeo es confiar en técnicas "basadas en datos". La integración de la optimización del proceso de diseño de experimentos (DOE) con la microreparación del molde puede reducir el costo del moldeo de prueba en más de un 30 %, evitando así ajustes ciegos innecesarios de la máquina.
Ajustes basados en datos desde el moldeo de prueba hasta la producción en masa
DOE constituye la base de la optimización de procesos. Mediante la realización de experimentos ortogonales, se determinan las condiciones ideales, se mide el efecto de las variables y se estandarizan las tarjetas de parámetros para garantizar una producción en masa estable.
Microrreparación de moldes versus ajustes importantes en el proceso
Primero se realizan los ajustes de los parámetros anormales del proceso, seguidos de la microreparación de los defectos de diseño del molde. Esto se hace basándose en el concepto de "lo fácil primero, lo difícil después". Darle a los cambios de máquina un lugar de honor conduce a una reducción de los costes generales.
Caso de éxito de JS Precision: el rendimiento del moldeado de encapsulación de PCB electrónicos para automóviles aumentó al 98%
Desafío del cliente
Un proveedor automotriz global de nivel 1 tuvo serios problemas con la desalineación del cable de oro y el desplazamiento del inserto durante el sobremoldeo de PCB para módulos de control de cerraduras de puertas de automóviles. El rendimiento de la producción inicial fue solo del 57 %, lo que resultó en pérdidas mensuales de más de $45 000 debido a los materiales desechados.
Al mismo tiempo, el nivel de cumplimiento del sellado IP67 del producto estaba por debajo del 80% , un claro incumplimiento de los requisitos de entrega del OEM.
Soluciones de precisión JS
El equipo técnico de JS Precision inició la resolución del problema del cliente mediante una solución completa de problemas de sobremolde. Se les ocurrieron soluciones en cuatro áreas:
1. Optimización del diseño:
Rediseñamos completamente la estructura de soporte del componente incrustado, integrando puntos de entrelazado mecánico en el sustrato no solo para mejorar su resistencia al impacto sino también para evitar que el componente incrustado se mueva en primer lugar.
2. Innovación de procesos:
Implementamos sobremoldeado a baja temperatura tecnología, centrándose en controlar estrictamente la presión de inyección a 35 bar y al mismo tiempo ajustar la temperatura del molde para que la masa fundida llegue a la PCB a solo 128 ° C. De esta manera, los hilos de oro y las uniones de soldadura permanecen intactos y protegidos.
3. Verificación del flujo del molde:
A través del análisis Moldex-3D del frente de flujo de fusión, pudimos identificar la posición óptima de la compuerta que permite que la fusión fluya alrededor del área sensible del alambre de oro, evitando así el impacto de la fuerza de corte.
4. Optimización de parámetros DOE:
Realizamos 16 experimentos ortogonales con el objetivo de encontrar la mejor curva de presión de mantenimiento y tiempo de enfriamiento . Esto llevó a la resolución de problemas como sellado deficiente del producto y abolladuras en la superficie.
Resultados cuantitativos
✅ Mejor rendimiento: el rendimiento del sobremoldeado para PCB de módulos de control de cerraduras de puertas de automóviles aumentó del 57 % al 98,3 %, lo que redujo la tasa de defectos en más del 70 %.
✅ Tiempo de ciclo más corto: El tiempo del ciclo de producción se redujo en un 22 %, de 45 segundos/pieza a 35 segundos/pieza, aumentando así la eficiencia de producción.
✅ Ahorro de costos: Los costos anuales de chatarra se redujeron en $380 000 mientras tanto, la reducción en el desperdicio de material de moldeo de prueba se valoró en más de $50 000.
✅ Fiabilidad mejorada: Los productos soportaron 1000 horas de pruebas de ciclos de temperatura (-40~125), lo que confirma el 100% de cumplimiento del sellado IP67.
Este proyecto no solo permitió que el cliente pudiera producir en masa módulos electrónicos automotrices de manera estable y confiable, sino que también mostró la fortaleza técnica del cliente de JS Precision en el placas de circuito sobremoldeado campo.
¿Quiere lograr avances similares en rendimiento y costos en su producción de sobremoldeado? Póngase en contacto con el equipo de ingeniería de JS Precision ahora para obtener comunicación técnica personalizada y soluciones personalizadas.
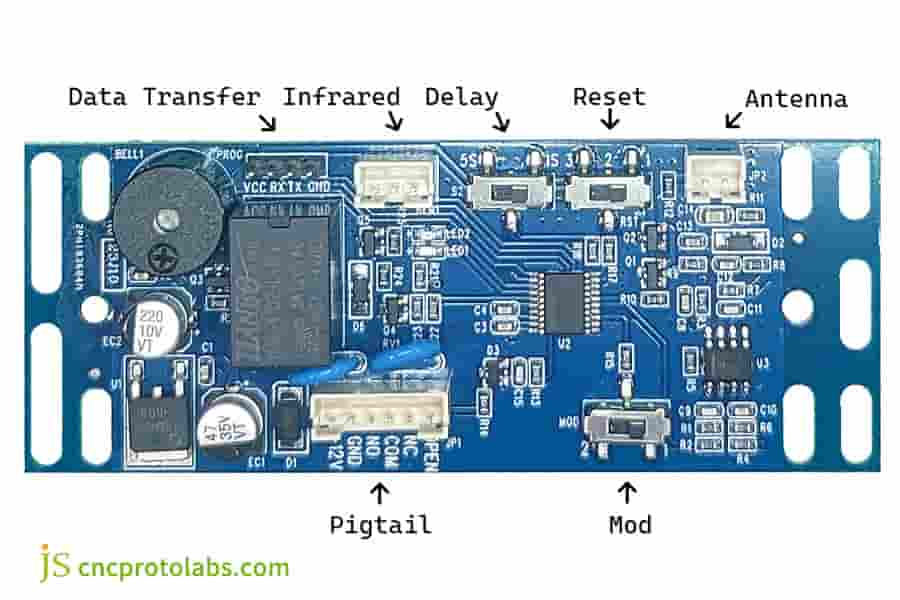
Figura 4: Diseño detallado de una placa de circuito impreso (PCB) azul con componentes etiquetados para funciones como transferencia de datos y antena, diseñada para encapsulación sobremoldeada.
Preguntas frecuentes
P1: ¿Qué hacer si la adhesión del sobremolde es débil?
En primer lugar, verifique la compatibilidad entre el sustrato y el material de recubrimiento, reemplace la combinación compatible, limpie la superficie del sustrato para eliminar contaminantes y aumente la temperatura del molde para asegurar la formación de enlaces químicos.
P2: ¿Cómo evitar daños a los componentes durante el recubrimiento de PCB?
Decídase primero por el moldeo por inyección a baja presión (presión < 40 bar) y utilice materiales de poliamida de baja temperatura (temperatura de fusión 180-220ºC) porque las altas temperaturas y presiones pueden causar daños a componentes de alta precisión.
P3: ¿Cómo solucionar tiros cortos (relleno insuficiente)?
Puede aumentar la velocidad de la presión de inyección, así como las temperaturas de fusión y del molde para mejorar la fluidez. Además, optimizar el sistema de ventilación del molde para permitir que el aire escape de la cavidad del molde ayudará a eliminar un llenado insuficiente.
P4: ¿Puede el sobremoldeado alcanzar una clasificación de impermeabilidad IP68?
La forma de hacer que un producto sea resistente al agua IP68 es utilizar esa combinación de sustrato y material de revestimiento, que se unen químicamente entre sí y tienen una muy buena estabilidad. Luego, la estructura debe sellarse herméticamente. Finalmente, la presencia de fugas después del moldeo se probará mediante el método de burbuja de vacío.
P5: ¿Cuál es el espesor mínimo de la capa de recubrimiento?
En cuanto a las superposiciones blandas, su objetivo debe ser un grosor de al menos 1,6 mm . Las capas delgadas se enfrían muy rápido; sin embargo, no se unirán bien al sustrato y podrían agrietarse o quedarse sin material.
P6: ¿Cómo evitar que las inserciones se muevan durante la superposición?
Simplemente proporcione una estructura de molde robusta para soportar completamente los insertos, coloque la compuerta de manera que la resina fundida no golpee directamente los insertos y considere el análisis del flujo del molde para ayudarlo a comprender y prevenir el desplazamiento.
P7: ¿Qué es mejor, las molduras superpuestas o las macetas?
El moldeado superpuesto es ideal para producción en masa , es muy eficiente, capaz de crear estructuras complejas y también de aliviar el estrés. El encapsulado, por otro lado, sella bien y es bueno para lotes pequeños, aguas profundas y situaciones de alta presión.
P8: ¿Cuál es la tasa de contracción del moldeo por inyección a baja presión?
El moldeo por inyección a baja presión a menudo implica el uso de adhesivo termofusible de poliamida. Después de 24 horas de moldeo, la tasa de contracción es de aproximadamente 1,5% -2,0%, la contracción es estable y, por lo tanto, la precisión dimensional del producto está bien controlada.
Resumen
La resolución de problemas de sobremolde no es simplemente un ajuste de proceso único; de hecho, es un proyecto de ingeniería sistemático que cubre el diseño de sobremolde, la selección de materiales, el control de procesos y las pruebas funcionales.
¿Por qué elegir JS Precisión?
🏭 Más de 15 años de experiencia en sobremoldeo, atendiendo a clientes globales de automoción, medicina y electrónica de consumo.
🔬 Poseer laboratorio de análisis de flujo de moldes + capacidades de optimización de procesos DOE .
🌱 Emplear tecnologías de fabricación ecológicas, como el moldeo por inyección a baja temperatura y materiales de origen biológico.
📞 Respuesta de ingeniería las 24 horas , evaluación DFM gratuita.
Tome medidas ahora: envíenos sus dibujos para recibir un informe de análisis de viabilidad de sobremoldeo gratuito. Permítanos ayudarle a convertir el rendimiento de "dificultad" a "excelente".
[ Haga clic aquí para contactar a los expertos técnicos de JS Precision ] o llame al +86 189 2585 8912

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

