

Dépannage du surmoulage est un problème central qui ne peut être évité dans le domaine de la fabrication de précision.
Par exemple, après le surmoulage, des circuits imprimés d'une valeur de plusieurs milliers de dollars peuvent rencontrer des problèmes de désalignement de leurs fils d'or et des dommages au composant intégré.
Pendant ce temps, les éléments étanches ne seront pas correctement scellés lors des tests IPX7. Ces problèmes rongent constamment les bénéfices de la production.
Cet article vise à analyser les principales raisons des problèmes de surmoulage et à utiliser des méthodes et des données pratiques pour offrir aux organisations une solution complète, de la conception au processus . Ainsi, des changements qualitatifs en termes de rendement ainsi qu'une fiabilité dans la production de surmoulage peuvent être obtenus.
Tableau de réponses de base
| Sections d'articles | Contenu de base | Points techniques |
| Défauts courants | Causes profondes et contre-mesures en cas de défaillance d'adhérence, de flash et de dommages aux incrustations. | Compatibilité des matériaux, ventilation du moule, structure de support complète pour les incrustations. |
| Clés de conception | La conception de verrouillage mécanique et l'optimisation du rapport d'épaisseur de paroi déterminent le succès du moulage. | Structure de verrouillage, rapport d'épaisseur de paroi <2:1, rayon de coin 0. 5mm pour éviter les coins pointus. |
| Protection des composants électroniques | Moulage par injection basse pression, analyse du flux de moule, stratégie de protection du fil d'or. | Basse pression (1. 5-40 bar), température de fusion atteignant PCB < 135. |
| Contrôle des processus | Étanchéité, gestion du stress, optimisation des paramètres DOE. | Étanchéité IP67/IP68, taux de retrait du polyamide 1, 5 % à 2,0 %, vérification par expérience orthogonale du DOE. |
Principales conclusions
- La conception avant tout : la cause de 80 % des défauts de surmoulage est la phase de conception et non le processus de fabrication.
- Protection contre la sensibilité thermique : le moulage par injection basse pression peut offrir une pression <40 bar pour protéger composants électroniques de précision , de sorte que le rendement puisse être augmenté de plus de 30 %.
- Axé sur les données : l'exécution d'un DOE pour trouver les meilleurs paramètres de processus peut réduire les déchets de moules d'essai de 30 %, voire plus.
- Assortiment des matériaux : Le collage chimique et l'emboîtement mécanique sont les deux garanties assurant la fiabilité du collage surmoulage.
Pourquoi faire confiance à ce guide ? Partage de méthodes de dépannage de surmoulage de précision JS
Le professionnalisme du dépannage du surmoulage est le facteur clé pour déterminer l’efficacité de la production.
JS Precision, avec 15 ans d'expérience pratique et une clientèle haut de gamme comprenant les industries mondiales de l'automobile, du médical et de l'électronique grand public, a résolu avec succès plus de 2000 projets de surmoulage complexes et développé un système de solution standardisé pour des problèmes majeurs tels que la défaillance d'adhérence, les dommages aux composants électroniques et une mauvaise étanchéité.
Notre entreprise possède un laboratoire d'analyse des flux de moules et peut réaliser une simulation de flux de moules en pleine dimension à l'aide de Moldex-3D et SOLIDWORKS Plastics. Nous disposons également de technologies de base telles que l’optimisation des processus DOE et le moulage par injection basse pression et basse température.
Associés à une équipe d'ingénieurs professionnels et à des équipements de production de précision, nous sommes capables de fournir aux clients une assistance individuelle pour l'ensemble du processus, depuis l'optimisation de la conception et le débogage des processus jusqu'à la production de masse, garantissant ainsi une qualité de produit stable et l'efficacité de la production.
Prenons le cas d'une entreprise d'électronique automobile : le rendement de surmoulage de ses PCB n'était que de 65 % en raison d'un mauvais alignement des fils d'or et d'une défaillance des joints, et les pertes mensuelles de ferraille s'élevaient donc à plus de 180 000 $. Le rendement a été porté à 97,5 % et les pertes mensuelles de ferraille ont diminué de 171 000 $ après seulement 10 jours d'optimisation des processus par JS Precision.
JS Precision suit strictement les normes d'ignifugation UL 94 et de compatibilité des matériaux pour la correspondance des matériaux de surmoulage. En outre, l'entreprise répond aux exigences de biocompatibilité de OIN 10993-1 , garantissant ainsi que la combinaison des matériaux de substrat et de surmoulage est au niveau des normes les plus élevées de l'industrie.
Jusqu'à présent, JS Precision a maximisé le rendement moyen du surmoulage de circuits imprimés électroniques automobiles jusqu'à plus de 98 %, et une conformité d'étanchéité IP68 à 100 % pour le surmoulage de dispositifs médicaux a été atteinte, ce qui a permis aux clients d'économiser plus d'un million de dollars américains en coûts de rebut par an.
Pour les entreprises confrontées à des défis de surmoulage, notre équipe d'ingénierie propose des consultations techniques gratuites de dépannage en matière de surmoulage, fournissant une analyse précise des causes profondes et des solutions préliminaires aux défauts de votre produit, vous permettant ainsi de trouver rapidement le point de rupture.
Quels sont les défis de dépannage de surmoulage les plus courants auxquels vous êtes confronté ?
La majorité des échecs de surmoulage sont liés à des défauts d'adhésif, à des flashs/images courtes et à des dommages intégrés (qui représentent ensemble plus de 70 %). La résolution de ces problèmes peut augmenter le rendement de production de plus de 60 %. Des points détaillés sur la manière de résoudre ces problèmes sont répertoriés ci-dessous.
Défaillance de l'adhésif :
Les principales raisons de défaillance de l'adhésif comprennent l'incompatibilité des matériaux, la contamination du substrat et une température incorrecte . L'utilisation de combinaisons compatibles telles que le TPE et le PP, le nettoyage du substrat et le réglage de la température de moulage en fonction des caractéristiques du matériau (par exemple, température du substrat de surmoulage LSR entre 250 et 400 F) sont des étapes essentielles pour éviter la défaillance de l'adhésif.
Flash et injection courte :
Pour éliminer les bavures, il faudra peut-être augmenter la force de serrage de 15 à 20 %. D'un autre côté, une injection courte peut être résolue en augmentant la pression d'injection de 10 à 15 % et en purgeant de manière appropriée. Pour résoudre ces deux problèmes, le chemin d'écoulement de la matière fondue peut être ajusté avec précision à l'aide de l'analyse de l'écoulement du moule.
Dommages aux incrustations :
C'est le résultat d' un manque de soutien, d'un mauvais placement de la porte ou d'une pression trop élevée. Ainsi, pour ce faire, vous créerez une structure entièrement supportée avec conception, l'optimisation de l'emplacement des portes viendra et la prédiction de la force d'écoulement du moule sera effectuée par le logiciel.
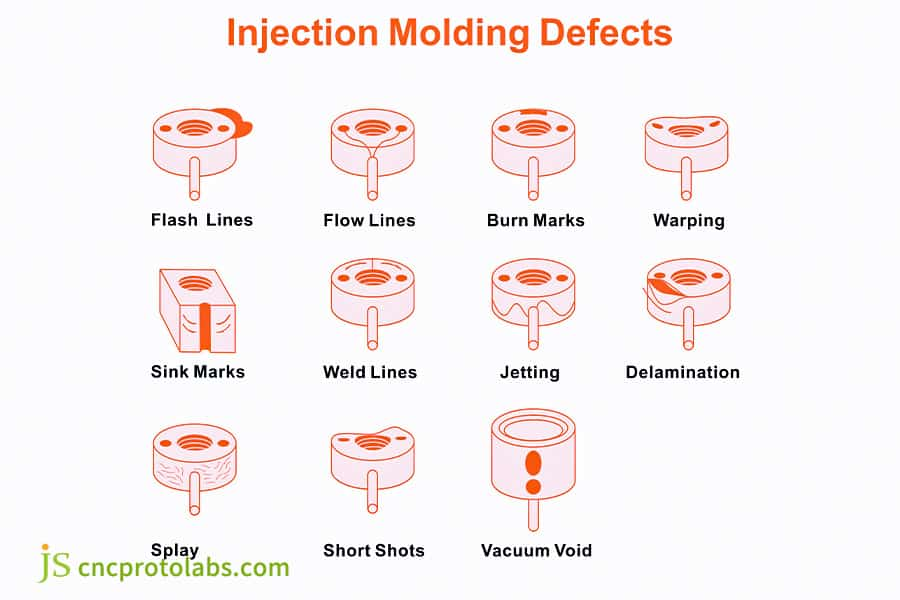
Figure 1 : Un tableau répertoriant et illustrant douze défauts courants de moulage par injection, tels que les lignes d'éclair, les lignes d'écoulement et les marques d'évier, utiles pour résoudre les problèmes de surmoulage.
Pourquoi la conception du surmoulage détermine-t-elle 80 % du succès du moulage ?
Conception surmoulée est le principal facteur conduisant au succès du moulage d'un facteur de 80 %. En effet, la sélection des matériaux et la géométrie du produit peuvent stopper 90 % des problèmes d’adhérence, de déformation et d’étanchéité à la source. Une mauvaise conception rend inutiles tous les changements apportés au processus.
Verrouillage mécanique ou liaison chimique :
Afin de garantir la fiabilité de l’adhésion lors du surmoulage, le procédé doit combiner collage chimique et emboîtement mécanique.
La liaison chimique est un facteur de compatibilité des matériaux, tandis que l'emboîtement mécanique est possible grâce à l'utilisation du substrat à travers des trous et des rainures, et en même temps, en évitant les changements brusques dans les zones de transition des matériaux.
Rapport épaisseur de paroi/distance d'écoulement
L'épaisseur de la couche de revêtement souple doit être de 1,6 mm ou plus. Le rapport trajet d’écoulement/épaisseur de paroi doit être très bien contrôlé. Pour les formes structurelles complexes, un type à double porte peut être appliqué pour aider à renforcer l’uniformité du remplissage et éviter les situations de refroidissement trop rapide ou de remplissage insuffisant.
Conception de bords et de coins pointus
Les angles vifs sont la principale cause de concentration de contraintes et de fissures. Par conséquent, tous les angles vifs doivent avoir un rayon d'au moins 0,5 mm, selon le Normes ASTM D638 . La contrainte est répartie au moyen de transitions arrondies et une structure d'arrêt dure a été conçue pour empêcher le gondolage de la couche de revêtement de se produire.
Tableau de compatibilité des matériaux communs pour le surmoulage
| Matériau de base | Matériau de revêtement recommandé | Méthode de liaison | Champs applicables | Température de moulage (°C) | Retrait (%) |
| PP | TPE/TPV | Liaison chimique + verrouillage mécanique | Pièces automobiles, poignées d'outils | 180-200 | 1,5-2,0 |
| ABS | TPC/TPU | Liaison chimique | Electronique grand public, dispositifs médicaux | 190-210 | 1.6-2.1 |
| PC+ABS | TPU/TPE | Liaison chimique | Electronique automobile, instruments de précision | 200-220 | 1,5-1,9 |
| PA6-GF | TPE/TPU | Verrouillage principalement mécanique | Outils industriels, pièces de structure automobile | 200-220 | 1.8-2.2 |
| Métal | TPU/PVC | Verrouillage mécanique | Connecteurs, accessoires matériels | 180-200 | 1,4-1,8 |
| PCB | Adhésif thermofusible polyamide | Liaison physique + étanchéité | Composants électroniques, capteurs | 180-210 | 1,5-2,0 |

Figure 2 : Divers boîtiers électroniques à différentes étapes d'assemblage, présentant des poignées et des boîtiers surmoulés avec des interfaces à encliquetage et des renforts structurels.
Comment protéger les composants sensibles lors du surmoulage de circuits imprimés ?
La principale solution de ciblage pour protéger les éléments délicats du surmoulage des PCB est l'utilisation du moulage par injection basse pression (1,5-40 bar).
Dans une telle technique, les problèmes de déviation du guide-fil et de rupture des joints de soudure, qui résultent de la pression et de la température élevées du moulage par injection traditionnel, ne sont pas rencontrés.
Dommages thermiques et dommages de pression
La température et la pression doivent être très bien régulées. En contact avec le PCB, la température de fusion doit être abaissée à moins de 135 °C.
La pression de moulage par injection à basse pression est bien inférieure à la pression appliquée lors du processus de moulage par injection conventionnel. Pour protéger et sceller simultanément, un adhésif thermofusible polyamide basse température est utilisé.
Déviation du guide-fil et rupture du joint de soudure
Le principal responsable est la force de cisaillement de la fusion. Changer l'emplacement de la porte à l'aide d'une analyse de flux de moule, puis appliquer de la colle sur les guides-fils et les joints de soudure pour former une fine couche d'isolation qui résistera à l'impact sont les meilleures mesures à prendre.
Fiabilité de l'isolation électrique
Le matériau de revêtement doit donc être adapté pour assurer une isolation et une imperméabilisation à long terme . L'adhésif thermofusible polyamide présente d'excellentes caractéristiques d'isolation. Sa stabilité doit être testée après moulage, par exemple par des méthodes telles que la résistance à la chaleur humide et la résistance au brouillard salin.

Figure 3 : Comparaison montrant une carte de circuit imprimé (PCB) nue et la même carte entièrement encapsulée dans un boîtier en polymère noir via un surmoulage à basse pression.
Pourquoi le surmoulage électronique est-il le test ultime du contrôle des processus ?
Surmoulage électronique est un processus très délicat qui nécessite le strict respect des niveaux de température, de pression et de contrainte, car les composants électroniques sont très sensibles à ces facteurs.
Il est essentiel de combiner des contrôles de température et de pression, des mesures de réduction des contraintes et des tests à grande échelle à chaque étape de la chaîne de production pour obtenir l'étanchéité, l'étanchéité et la durabilité à long terme .
Les défis de l’imperméabilisation et de l’étanchéité
Atteindre les niveaux d’étanchéité IP67/IP68 implique fondamentalement l’élimination des micro-interstices dans l’interface. Par conséquent, une liaison chimique stable du matériau doit être assurée.
De plus, les caractéristiques telles que les nervures d'étanchéité et les barrières d'écoulement doivent être bien conçues , et la détection des fuites via un test de bulles sous vide à 100 % après le moulage doit être effectuée.
Gestion du stress des matériaux incompatibles
Des contraintes internes sont très susceptibles d'être créées en raison des différences dans les coefficients de dilatation thermique des matériaux hétérogènes.
Il est important de choisir des matériaux polyamide ayant des taux de retrait très stables (1,5 % à 2,0 %) pour éviter la formation de couches de revêtement inégales. De plus, des paires de matériaux présentant des coefficients de dilatation thermique comparables doivent être sélectionnées.
Incorporation des tests fonctionnels
Les tests fonctionnels doivent faire partie d'un processus en boucle fermée qui comprend des tests de performances électriques à 100 % et d'isolation haute tension . Elle doit être combinée à une inspection optique automatisée qui permet de reconnaître les problèmes de performances électriques ainsi que les défauts d’apparence.
JS Precision propose des solutions de processus personnalisées pour le surmoulage électronique, offrant des calculs gratuits des coûts de production pour rendre le surmoulage électronique de précision plus efficace.
Comment le surmoulage à basse température résout-il les problèmes associés aux substrats sensibles à la chaleur ?
Le surmoulage à basse température, en utilisant des températures basses de 180 à 220 et des pressions basses de 1, 5 à 40 bars, n'atteint pas les limites de tolérance des substrats sensibles à la chaleur, c'est donc une solution au problème des dommages aux substrats sensibles à la chaleur et il améliore également le rendement à plus de 95 %.
Protection des substrats et composants sensibles à la chaleur
La basse température et la basse pression sont des avantages essentiels, très différents de paramètres de moulage par injection traditionnels , comme détaillé ci-dessous.
| Type de processus | Pression d'injection (bar) | Température de fusion (°C) | Température du moule (°C) | Temps de maintien (s) | Temps de refroidissement (s) | Scénarios applicables |
| Surmoulage traditionnel en plastique dur | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | Surmoulage général de pièces en plastique |
| Surmoulage basse pression et basse température | 1,5-40 | 180-220 | 30-50 | 5-10 | 10-20 | Composants thermosensibles, surmoulage de PCB |
| Surmoulage LSR | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | Dispositifs médicaux, scellés |
| Surmoulage de films décoratifs | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | Pièces d'apparence, électronique grand public |
Stratégie de sélection des matériaux
Le composant principal est un adhésif thermofusible polyamide qui adhère fortement à une large gamme de substrats, est exempt de solvant, peut être recyclé et constitue un bon compromis entre protection et coût.
Économie d'énergie et rentabilité
Par rapport au moulage par injection conventionnel, la consommation d'énergie est réduite de plus de 30 %, moules en aluminium bon marché peuvent être utilisés, la vitesse de fabrication est multipliée par plus de 10 et le bénéfice total en termes de coût est considérable.
Contactez JS Precision pour obtenir les paramètres techniques et les directives de sélection des matériaux pour le surmoulage à basse température, et personnaliser les solutions de moulage pour vos produits sensibles à la chaleur.
Comment prévenir les défauts de surmoulage des inserts de film décorés ?
L’objectif principal lorsque l’on tente d’empêcher le surmoulage d’inserts de film décorés est de contrôler le rayon de relief du moule. Lorsque cela est effectué conjointement avec un placement précis du film et un contrôle de la température/pression, il est possible d' augmenter les niveaux de sortie à plus de 90 % et d'éliminer les problèmes tels que le décollement de l'encre et le froissement du film.
Pelage de l'encre et froissement du film
Les principales raisons de ces problèmes sont une mauvaise courbure et une température trop élevée. Il est très important de maintenir le rapport rayon de courbure du moule /diamètre dans la plage de 1,5:1 à 10:1, d'utiliser des broches de positionnement ainsi que l'adsorption sous vide pour fixer le film et de minimiser la température et la pression afin que l'encre ne se dégrade pas.
Désalignement de positionnement et poinçonnage
La précision du positionnement doit être contrôlée à moins de 0,05 mm. L'adoption de la technologie de poinçonnage dans le moule est nécessaire pour que le poinçonnage et le revêtement puissent être effectués simultanément en une seule étape, ce qui élimine pratiquement les erreurs dues aux opérations secondaires.
Maintenir la transparence optique
L'utilisation de matériaux à haute transmission lumineuse, l'ajustement des paramètres du processus d'injection afin de ne pas provoquer de traces d'écoulement, ainsi que la mise en œuvre d'un revêtement dur sur la surface du film contribuent tous à rendre le produit plus résistant aux rayures et d'apparence stable.
Soumettez votre apparence et vos exigences fonctionnelles, et JS Precision vous fournira une solution de moulage unique pour surmoulage d'inserts de films décorés pour obtenir des devis précis.
Quelle est la manière la plus économique de mettre en œuvre le dépannage du surmoulage ?
La méthode la plus économique pour mettre en œuvre le dépannage du surmoulage consiste à s'appuyer sur des techniques « basées sur les données ». L'intégration de l'optimisation des processus de conception d'expériences (DOE) avec la micro-réparation des moules peut réduire le coût du moulage d'essai de plus de 30 %, évitant ainsi des ajustements aveugles inutiles de la machine.
Ajustements basés sur les données, du moulage d'essai à la production de masse
Le DOE constitue la base de l’optimisation des processus. Grâce à la réalisation d'expériences orthogonales, les conditions idéales sont déterminées, l'effet des variables est mesuré et les cartes de paramètres sont standardisées pour garantir une production de masse stable.
Micro-réparation de moules et ajustements majeurs du processus
Les ajustements des paramètres anormaux du processus sont effectués en premier, suivis de la micro-réparation des défauts de conception du moule. Cela se fait sur la base du concept « facile d’abord, difficile ensuite ». Donner la place d’honneur à la machine entraîne une baisse des coûts globaux.
Cas de réussite de JS Precision : un certain rendement de moulage par encapsulation de PCB électroniques automobiles a augmenté à 98 %
Défi client
Un équipementier automobile mondial de premier rang a rencontré de sérieux problèmes liés au désalignement des fils d'or et au déplacement des inserts lors du surmoulage de circuits imprimés pour les modules de commande de serrure de porte automobile. Le rendement de production initial n'était que de 57 %, ce qui a entraîné des pertes mensuelles de plus de 45 000 $ dues aux matériaux mis au rebut.
Dans le même temps, le niveau de conformité d'étanchéité IP67 du produit était inférieur à 80 % , ce qui constitue un échec évident par rapport aux exigences de livraison OEM.
Solutions de précision JS
L'équipe technique de JS Precision a commencé la résolution du problème du client par un dépannage complet du surmoulage. Ils ont trouvé des solutions dans quatre domaines :
1. Optimisation de la conception :
Nous avons entièrement repensé la structure de support du composant intégré, en intégrant des points de verrouillage mécaniques dans le substrat pour non seulement améliorer sa résistance aux chocs, mais également pour empêcher le composant intégré de bouger en premier lieu.
2. Innovation de processus :
Nous avons mis en œuvre surmoulage à basse température technologie, en mettant l'accent sur un contrôle strict de la pression d'injection à 35 bars tout en ajustant simultanément la température du moule afin que la matière fondue atteigne le PCB à seulement 128 °C. De cette façon, les fils d’or et les joints de soudure restent intacts et protégés.
3. Vérification du flux du moule :
Grâce à l'analyse Moldex-3D du front d'écoulement de la matière fondue, nous avons pu identifier la position optimale de la porte permettant à la matière fondue de s'écouler autour de la zone sensible du fil d'or, évitant ainsi l'impact de la force de cisaillement.
4. Optimisation des paramètres DOE :
Nous avons mené 16 expériences orthogonales visant à trouver la meilleure courbe de pression de maintien et le meilleur temps de refroidissement . Cela a permis de résoudre des problèmes tels qu'une mauvaise étanchéité du produit et des bosses de surface.
Résultats quantitatifs
✅ Meilleur rendement : le rendement du surmoulage des circuits imprimés des modules de commande de serrure de porte automobile est passé de 57 % à 98,3 %, réduisant ainsi le taux de défauts de plus de 70 %.
✅ Temps de cycle plus court : le temps de cycle de production a été réduit de 22 %, passant de 45 secondes/pièce à 35 secondes/pièce, augmentant ainsi l'efficacité de la production.
✅ Économies de coûts : les coûts annuels de rebut ont été réduits de 380 000 $, tandis que la réduction des déchets de matériaux de moulage d'essai a été évaluée à plus de 50 000 $.
✅ Fiabilité améliorée : les produits ont subi 1 000 heures de tests de cycles de température (-40 ~ 125), confirmant la conformité à 100 % de l'étanchéité IP67.
Ce projet a non seulement permis au client de produire en série des modules électroniques automobiles de manière stable et fiable, mais a également mis en valeur la force technique du client de JS Precision dans le domaine surmoulage de circuits imprimés champ.
Vous souhaitez obtenir des avancées similaires en termes de rendement et de coûts dans votre production de surmoulage ? Contactez dès maintenant l’équipe d’ingénierie de JS Precision pour une communication technique individuelle et des solutions personnalisées.
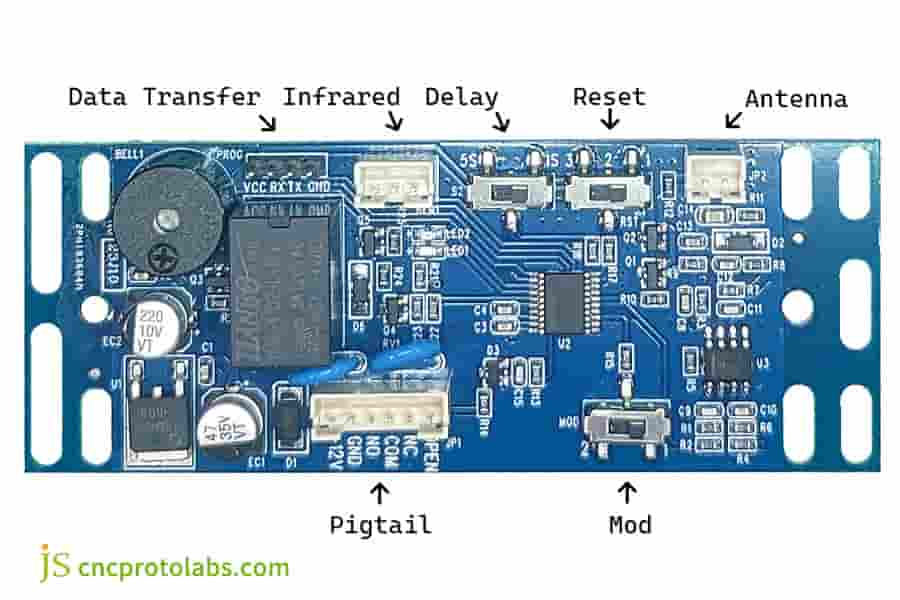
Figure 4 : Présentation détaillée d'une carte de circuit imprimé (PCB) bleue avec des composants étiquetés pour des fonctions telles que le transfert de données et l'antenne, conçue pour l'encapsulation surmoulée.
FAQ
Q1 : Que faire si l’adhérence du surmoulage est faible ?
Tout d'abord, vérifiez la compatibilité entre le substrat et le matériau de revêtement, remplacez la combinaison compatible, nettoyez la surface du substrat pour éliminer les contaminants et augmentez la température du moule pour assurer la formation de liaisons chimiques.
Q2 : Comment éviter d'endommager les composants lors du revêtement du PCB ?
Optez d'abord pour le moulage par injection à basse pression (pression < 40 bar) et utilisez des matériaux polyamide à basse température (température de fusion 180-220), car une température et une pression élevées peuvent endommager des composants très précis.
Q3 : Comment résoudre les tirs courts (remplissage insuffisant) ?
Vous pouvez augmenter la vitesse de pression d'injection ainsi que les températures de fusion et de moulage pour améliorer la fluidité. En outre, l’optimisation du système de ventilation du moule pour permettre à l’air de s’échapper de la cavité du moule aidera à éliminer un remplissage insuffisant.
Q4 : Le surmoulage peut-il atteindre un indice d'étanchéité IP68 ?
La façon de rendre un produit étanche IP68 est d'utiliser cette combinaison de substrat et de matériau de revêtement, qui se lient chimiquement et ont une très bonne stabilité. Ensuite, la structure doit être hermétiquement fermée. Enfin, la présence d'éventuelles fuites après moulage sera testée par la méthode des bulles sous vide.
Q5 : Quelle est l’épaisseur minimale de la couche de revêtement ?
Quant aux superpositions souples, une épaisseur d’au moins 1,6 mm devrait être votre objectif. Les couches minces refroidissent très rapidement, mais elles n'adhèrent pas bien au substrat et peuvent alors se fissurer ou manquer de matière.
Q6 : Comment empêcher les inserts de se déplacer pendant la superposition ?
Fournissez simplement une structure de moule robuste pour supporter entièrement les inserts, placez la porte de manière à ce que la résine fondue ne touche pas directement les inserts et envisagez une analyse du flux de moule pour vous aider à comprendre et à empêcher le déplacement.
Q7 : Quel est le meilleur, le moulage par superposition ou l’empotage ?
Le moulage par superposition est idéal pour production de masse , il est très efficace, capable de réaliser des structures complexes et également de soulager le stress. L’empotage, en revanche, scelle bien et convient aux petits lots, aux eaux profondes et aux situations de haute pression.
Q8 : Quel est le taux de retrait du moulage par injection basse pression ?
Le moulage par injection basse pression implique souvent l’utilisation d’un adhésif thermofusible polyamide. Après 24 heures de moulage, le taux de retrait est d' environ 1,5 % à 2,0 %, le retrait est stable et la précision dimensionnelle du produit est donc bien contrôlée.
Résumé
Le dépannage du surmoulage n'est pas simplement un ajustement de processus unique, il s'agit en fait d'un projet d'ingénierie systématique couvrant la conception du surmoulage, la sélection des matériaux, le contrôle du processus et les tests fonctionnels.
Pourquoi choisir JS Précision ?
🏭 Plus de 15 ans d'expérience dans le surmoulage, au service de clients mondiaux de l'automobile, du médical et de l'électronique grand public.
🔬 Posséder un laboratoire d'analyse des flux de moules + des capacités d'optimisation des processus DOE .
🌱 Utiliser des technologies de fabrication vertes comme le moulage par injection à basse température et les matériaux d'origine biologique.
📞 Réponse technique 24 heures sur 24 , évaluation DFM gratuite.
Passez à l’action maintenant : envoyez-nous vos dessins pour recevoir un rapport d’analyse de faisabilité de surmoulage gratuit. Laissez-nous vous aider à faire passer le rendement de « en difficulté » à « excellent ».
[ Cliquez ici pour contacter les experts techniques de JS Precision ] ou appelez le +86 189 2585 8912

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

