

Fehlerbehebung beim Überspritzen ist ein Kernthema, das im Bereich der Präzisionsfertigung nicht umgangen werden kann.
Beispielsweise kann es nach dem Umspritzen bei Leiterplatten im Wert von Tausenden von Dollar zu Problemen mit der Fehlausrichtung ihrer Golddrähte und zu Schäden an der eingebetteten Komponente kommen.
Unterdessen werden wasserdichte Gegenstände bei IPX7-Tests nicht richtig abgedichtet. Diese Probleme schmälern ständig die Gewinne der Produktion.
Ziel dieses Dokuments ist es, die Hauptgründe für Überspritzungsprobleme zu analysieren und sowohl praktische Methoden als auch Daten zu nutzen, um Unternehmen eine umfassende Lösung vom Entwurf bis zur Prozesslösung anzubieten. Dadurch können qualitative Veränderungen der Ausbeute sowie der Zuverlässigkeit bei der Umspritzproduktion erreicht werden.
Kernantworttabelle
| Artikelabschnitte | Kerninhalte | Technische Punkte |
| Häufige Mängel | Ursachen und Gegenmaßnahmen für Adhäsionsfehler, Gratbildung und Inlay-Schäden. | Materialkompatibilität, Formentlüftung, vollständige Stützstruktur für Inlays. |
| Designschlüssel | Das mechanische Verriegelungsdesign und die Optimierung des Wandstärkenverhältnisses entscheiden über den Gusserfolg. | Interlock-Struktur, Wandstärkenverhältnis < 2:1, Eckenradius 0,5 mm, um scharfe Ecken zu vermeiden. |
| Schutz elektronischer Komponenten | Niederdruckspritzguss, Formflussanalyse, Strategie zum Schutz von Golddrähten. | Niedriger Druck (1,5–40 bar), Schmelztemperatur erreicht PCB < 135. |
| Prozesskontrolle | Wasserdichte Abdichtung, Stressmanagement, DOE-Parameteroptimierung. | IP67/IP68-Dichtung, Polyamid-Schrumpfrate 1, 5 %–2,0 %, DOE-Orthogonal-Experiment-Verifizierung. |
Wichtigste Schlussfolgerungen
- Design zuerst: Der Grund für 80 % der Umspritzfehler liegt in der Designphase, nicht im Herstellungsprozess.
- Schutz vor thermischer Empfindlichkeit: Niederdruck-Spritzguss kann einen Druck von <40 bar zum Schutz bieten Präzisionselektronische Komponenten , sodass die Ausbeute um mehr als 30 % gesteigert werden kann.
- Datengesteuert: Durch die Durchführung eines DOE zur Ermittlung der besten Prozessparameter kann der Abfall von Testformen um 30 % oder sogar mehr reduziert werden.
- Materialabstimmung: Chemische Bindung und mechanische Verzahnung sind die beiden Garanten für die Zuverlässigkeit der Umspritzungsbindung.
Warum diesem Leitfaden vertrauen? Teilen von JS Precision Overmolding-Fehlerbehebungsmethoden
Die Professionalität der Fehlerbehebung beim Umspritzen ist der Schlüsselfaktor für die Produktionseffizienz.
JS Precision verfügt über 15 Jahre praktische Erfahrung und verfügt über einen High-End-Kundenkreis, zu dem auch die weltweite Automobil-, Medizin- und Unterhaltungselektronikindustrie gehört, und hat über 2.000 komplexe Umspritzungsprojekte erfolgreich gelöst und ein standardisiertes Lösungssystem für große Probleme wie Haftungsfehler, Schäden an elektronischen Bauteilen und schlechte Abdichtung entwickelt.
Unser Unternehmen verfügt über ein Labor für Formflussanalysen und kann mithilfe von Moldex-3D und SOLIDWORKS Plastics eine volldimensionale Formflusssimulation durchführen. Wir verfügen auch über Kerntechnologien wie DOE-Prozessoptimierung und Niederdruck- und Niedertemperatur-Spritzguss.
In Verbindung mit einem professionellen Engineering-Team und Präzisionsproduktionsgeräten sind wir in der Lage, unseren Kunden individuelle Unterstützung für den gesamten Prozess zu bieten, angefangen bei der Designoptimierung und Prozessfehlerbeseitigung bis hin zur Massenproduktion, und so eine stabile Produktqualität und Produktionseffizienz zu gewährleisten.
Nehmen wir den Fall eines Automobilelektronikunternehmens: Die Umspritzungsausbeute seiner Leiterplatten betrug aufgrund einer Fehlausrichtung des Golddrahts und eines Dichtungsfehlers nur 65 %, sodass die monatlichen Ausschussverluste mehr als 180.000 US-Dollar betrugen. Die Ausbeute wurde auf 97,5 % gesteigert und die monatlichen Ausschussverluste sanken um 171.000 US-Dollar nach nur 10 Tagen der Prozessoptimierung von JS Precision.
JS Precision hält sich strikt an die Standards der UL 94- Flammhemmung und Materialkompatibilität für die Materialanpassung beim Umspritzen. Darüber hinaus erfüllt das Unternehmen die Biokompatibilitätsanforderungen von ISO 10993-1 Dadurch wird sichergestellt, dass die Kombination von Substrat- und Umspritzungsmaterialien den höchsten Industriestandards entspricht.
Bisher hat JS Precision die durchschnittliche Ausbeute beim Umspritzen von Leiterplatten für die Automobilelektronik auf über 98 % maximiert und eine 100 %ige IP68-Dichtungskonformität beim Umspritzen medizinischer Geräte erreicht, was Kunden dabei geholfen hat, jährlich mehr als eine Million US-Dollar an Ausschusskosten einzusparen.
Für Unternehmen, die vor Herausforderungen beim Umspritzen stehen, bietet unser Ingenieurteam kostenlose technische Beratung zur Fehlerbehebung beim Umspritzen an. Dabei werden präzise Ursachenanalysen und vorläufige Lösungen für Ihre Produktfehler bereitgestellt, sodass Sie schnell den entscheidenden Punkt finden können.
Was sind die häufigsten Herausforderungen bei der Fehlerbehebung beim Umspritzen?
Die meisten Fehler beim Umspritzen sind auf Klebefehler, Grate/Kurzschüsse und eingebettete Schäden zurückzuführen (die zusammen über 70 % ausmachen). Durch die Lösung dieser Probleme kann die Produktionsausbeute um mehr als 60 % gesteigert werden. Detaillierte Punkte zur Behebung dieser Probleme sind unten aufgeführt.
Klebefehler:
Zu den Hauptgründen für Klebstoffversagen zählen Materialunverträglichkeit, Substratverunreinigung und falsche Temperatur . Die Verwendung kompatibler Kombinationen wie TPE und PP, die Reinigung des Substrats und die Einstellung der Formtemperatur entsprechend den Materialeigenschaften (z. B. die Temperatur des LSR-Überformungssubstrats bei 250–400 °F) sind wesentliche Schritte zur Vermeidung von Klebefehlern.
Blitz- und Kurzeinspritzung:
Um Grate zu vermeiden, muss die Klemmkraft möglicherweise um 15–20 % erhöht werden. Andererseits kann eine kurze Einspritzung durch eine Erhöhung des Einspritzdrucks um 10–15 % und eine geeignete Entlüftung bewältigt werden. Um beide Probleme zu lösen, kann der Schmelzflusspfad mithilfe der Formflussanalyse fein abgestimmt werden.
Inlay-Schaden:
Dies ist auf mangelnde Unterstützung, falsche Anschnittplatzierung oder zu hohen Druck zurückzuführen. Um dies zu erreichen, erstellen Sie eine vollständig tragende Struktur mit Design, es erfolgt eine Optimierung der Angussposition und die Vorhersage der Formflusskraft erfolgt durch die Software.
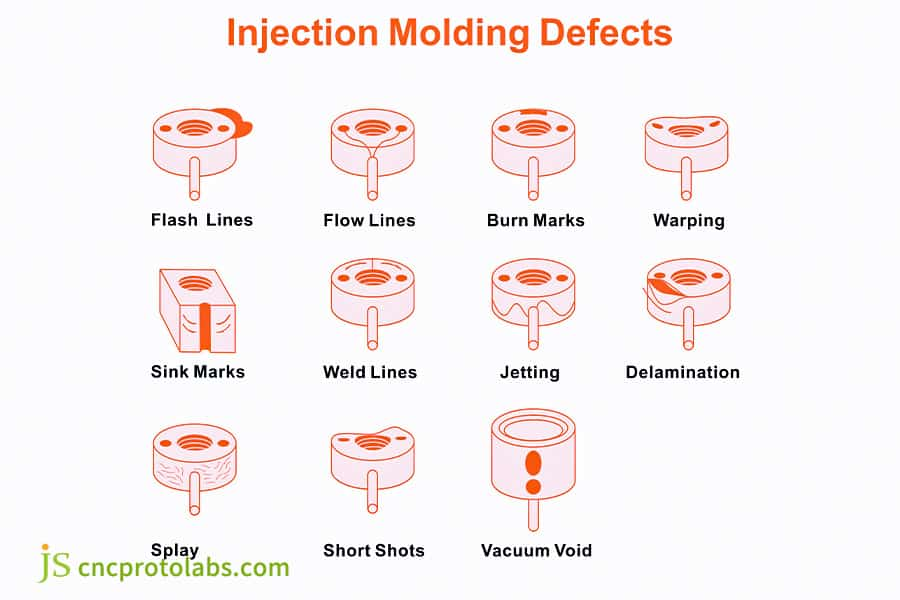
Abbildung 1: Eine Tabelle, die zwölf häufige Spritzgussfehler wie Gratlinien, Fließlinien und Einfallstellen auflistet und veranschaulicht und zur Fehlerbehebung bei Überspritzungsproblemen hilfreich ist.
Warum bestimmt das Umspritzungsdesign 80 % des Formerfolgs?
Überformungsdesign ist mit einem Faktor von 80 % der Hauptfaktor für den Formerfolg. Dies liegt daran, dass durch Materialauswahl und Produktgeometrie 90 % der Adhäsions-, Verformungs- und Dichtungsprobleme an der Quelle verhindert werden können. Schlechtes Design macht alle Änderungen im Prozess sinnlos.
Mechanische Verriegelung vs. chemische Bindung:
Um die Haftungssicherheit beim Umspritzen zu gewährleisten, muss der Prozess chemische Bindung und mechanische Verzahnung kombinieren.
Die chemische Bindung ist ein Faktor der Materialverträglichkeit, während eine mechanische Verzahnung durch die Verwendung von Substratdurchgängen und -nuten und gleichzeitig die Vermeidung abrupter Änderungen in Materialübergangszonen möglich ist .
Verhältnis von Wandstärke zu Fließdistanz
Die Dicke der weichen Beschichtung sollte 1,6 mm oder mehr betragen. Das Verhältnis von Fließweg zu Wandstärke muss sehr gut kontrolliert werden. Bei komplizierten Strukturformen kann ein Dual-Gate-Typ verwendet werden, um die Gleichmäßigkeit der Füllung zu verbessern und Situationen zu vermeiden, in denen eine zu schnelle Abkühlung oder eine unzureichende Füllung auftritt.
Kanten- und scharfes Eckendesign
Scharfe Ecken sind die Hauptursache für Spannungskonzentrationen und Risse. Daher sollten alle scharfen Ecken einen Radius von mindestens 0,5 mm haben ASTM D638-Standards . Die Spannung wird durch abgerundete Übergänge verteilt und eine harte Anschlagstruktur wurde entwickelt, um ein Aufrollen der Beschichtungsschicht zu verhindern.
Tabelle zur Kompatibilität allgemeiner Materialien beim Umspritzen
| Grundmaterial | Empfohlenes Beschichtungsmaterial | Bindungsmethode | Anwendbare Felder | Formtemperatur (°C) | Schrumpfung (%) |
| PP | TPE/TPV | Chemische Bindung + mechanische Verriegelung | Automobilteile, Werkzeuggriffe | 180-200 | 1,5-2,0 |
| ABS | TPC/TPU | Chemische Bindung | Unterhaltungselektronik, medizinische Geräte | 190-210 | 1.6-2.1 |
| PC+ABS | TPU/TPE | Chemische Bindung | Automobilelektronik, Präzisionsinstrumente | 200-220 | 1,5-1,9 |
| PA6-GF | TPE/TPU | Hauptsächlich mechanische Verriegelung | Industriewerkzeuge, Strukturteile für die Automobilindustrie | 200-220 | 1,8-2,2 |
| Metall | TPU/PVC | Mechanische Verriegelung | Steckverbinder, Hardware-Zubehör | 180-200 | 1,4-1,8 |
| Leiterplatte | Polyamid-Schmelzklebstoff | Physikalische Verbindung + Versiegelung | Elektronische Komponenten, Sensoren | 180-210 | 1,5-2,0 |

Abbildung 2: Verschiedene Elektronikgehäuse in unterschiedlichen Montagestadien, mit umspritzten Griffen und Gehäusen mit Schnappverbindungen und strukturellen Verstärkungen.
Wie schützt man empfindliche Komponenten beim Umspritzen von Leiterplatten?
Die wichtigste gezielte Lösung zum Schutz empfindlicher Elemente auf umspritzten Leiterplatten ist der Einsatz von Niederdruck-Spritzguss (1,5–40 bar).
Bei einer solchen Technik treten die Probleme der Drahtführungsabweichung und des Lötstellenbruchs, die durch den hohen Druck und die hohe Temperatur beim herkömmlichen Spritzgießen entstehen, nicht auf.
Wärmeschäden und Druckschäden
Sowohl Temperatur als auch Druck sollten sehr gut reguliert sein. Bei Kontakt mit der Leiterplatte sollte die Schmelztemperatur auf weniger als 135 °C gesenkt werden.
Der Niederdruck-Spritzgussdruck ist viel geringer als der Druck, der beim herkömmlichen Spritzgussverfahren angewendet wird. Zum gleichzeitigen Schutz und zur Abdichtung wird Niedertemperatur-Polyamid-Schmelzklebstoff verwendet.
Abweichung der Drahtführung und Bruch der Lötstelle
Der Hauptverursacher ist die Scherkraft der Schmelze. Am besten ändern Sie die Anschnittposition mithilfe einer Mold-Flow-Analyse und tragen anschließend Klebstoff auf die Drahtführungen und Lötstellen auf, um eine dünne Isolierschicht zu bilden, die den Stößen standhält.
Zuverlässigkeit der elektrischen Isolierung
Das Abdeckmaterial sollte daher geeignet sein, dauerhaft zu isolieren und abzudichten . Polyamid-Schmelzklebstoff weist hervorragende Isoliereigenschaften auf. Nach dem Formen muss die Stabilität geprüft werden, z. B. durch Feuchtehitzebeständigkeit und Salzsprühnebelbeständigkeit.

Abbildung 3: Ein Vergleich, der eine unbestückte Leiterplatte (PCB) und dieselbe Platine zeigt, die durch Niederdruck-Umspritzung vollständig in ein schwarzes Polymergehäuse eingekapselt ist.
Warum ist das Umspritzen von Elektronik der ultimative Test für die Prozesssteuerung?
Umspritzen von Elektronik ist ein äußerst heikler Prozess, der eine strikte Einhaltung von Temperatur, Druck und Belastung erfordert, da elektronische Teile sehr empfindlich auf diese Faktoren reagieren.
Es ist wichtig, Temperatur- und Druckkontrollen, Spannungsabbaumaßnahmen und umfassende Tests in jedem Schritt der Produktionslinie zu kombinieren, um auf lange Sicht Wasserdichtigkeit, Abdichtung und Haltbarkeit zu erreichen .
Die Herausforderungen der Abdichtung und Abdichtung
Um die Schutzart IP67/IP68 zu erreichen, müssen im Wesentlichen Mikrospalte in der Schnittstelle beseitigt werden. Daher muss eine stabile chemische Bindung des Materials gewährleistet sein.
Darüber hinaus müssen Merkmale wie Dichtungsrippen und Flussbarrieren gut konstruiert sein und eine Leckerkennung durch 100-prozentige Vakuumblasenprüfung nach dem Formen durchgeführt werden.
Stressmanagement inkompatibler Materialien
Es ist sehr wahrscheinlich, dass aufgrund der Unterschiede in den Wärmeausdehnungskoeffizienten der heterogenen Materialien innere Spannungen entstehen.
Um die Bildung ungleichmäßiger Beschichtungsschichten zu vermeiden, ist die Auswahl von Polyamidmaterialien mit sehr stabilen Schrumpfraten (1,5 % bis 2,0 %) wichtig. Darüber hinaus sollten Materialpaare mit vergleichbaren Wärmeausdehnungskoeffizienten ausgewählt werden.
Einbindung von Funktionstests
Funktionstests müssen Teil eines geschlossenen Prozesses sein, der 100 % elektrische Leistung und Hochspannungsisolationstests umfasst. Es sollte mit einer automatischen optischen Inspektion kombiniert werden, die dabei hilft, Probleme mit der elektrischen Leistung sowie optische Mängel zu erkennen.
JS Precision bietet maßgeschneiderte Prozesslösungen für das Umspritzen von Elektronik und bietet kostenlose Produktionskostenberechnungen an, um das präzise Umspritzen von Elektronik effizienter zu gestalten.
Wie behebt das Niedertemperatur-Umspritzen Probleme im Zusammenhang mit wärmeempfindlichen Substraten?
Das Umspritzen bei niedriger Temperatur, bei dem niedrige Temperaturen von 180–220 °C und niedrige Drücke von 1,5–40 bar verwendet werden, stößt nicht an die Toleranzgrenzen wärmeempfindlicher Substrate, sodass es eine Lösung für das Problem der Beschädigung wärmeempfindlicher Substrate darstellt und außerdem die Ausbeute um mehr als 95 % verbessert.
Schutz wärmeempfindlicher Substrate und Komponenten
Niedrige Temperatur und niedriger Druck sind wesentliche Vorteile, die sich deutlich von denen unterscheiden traditionelle Spritzgussparameter , wie unten beschrieben.
| Prozesstyp | Einspritzdruck (bar) | Schmelztemperatur (°C) | Formtemperatur (°C) | Haltezeit (s) | Abkühlzeit (s) | Anwendbare Szenarien |
| Traditionelles Umspritzen von Hartplastik | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | Allgemeines Umspritzen von Kunststoffteilen |
| Niederdruck- und Niedertemperatur-Umspritzung | 1,5-40 | 180-220 | 30-50 | 5-10 | 10-20 | Wärmeempfindliche Komponenten, PCB-Umspritzung |
| LSR-Umspritzung | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | Medizinische Geräte, Dichtungen |
| Überspritzen von dekorativen Folien | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | Aussehensteile, Unterhaltungselektronik |
Materialauswahlstrategie
Die Hauptkomponente ist ein Polyamid-Schmelzklebstoff, der eine starke Haftung auf einer Vielzahl von Substraten hat, lösungsmittelfrei ist, recycelt werden kann und ein gutes Verhältnis zwischen Schutz und Kosten bietet.
Energieeinsparung und Kosteneffizienz
Im Vergleich zum herkömmlichen Spritzgießen wird der Energieverbrauch um über 30 % gesenkt. preiswerte Aluminiumformen eingesetzt werden kann, wird die Fertigungsgeschwindigkeit um mehr als das Zehnfache erhöht und der Gesamtkostenvorteil ist beträchtlich.
Wenden Sie sich an JS Precision, um technische Parameter und Richtlinien zur Materialauswahl für das Umspritzen bei niedrigen Temperaturen zu erhalten und um individuelle Formlösungen für Ihre wärmeempfindlichen Produkte zu erhalten.
Wie können Fehler beim Umspritzen dekorierter Folieneinlagen verhindert werden?
Beim Versuch, ein Überspritzen dekorierter Folieneinlagen zu verhindern, liegt das Hauptaugenmerk auf der Kontrolle des Reliefradius der Form. Wenn dies zusammen mit einer genauen Folienplatzierung und Temperatur-/Druckkontrolle geschieht, ist es möglich, die Ausgabeleistung auf über 90 % zu steigern und Probleme wie Abblättern der Tinte und Faltenbildung der Folie zu vermeiden.
Abblättern der Tinte und Faltenbildung im Film
Die Hauptursachen für diese Probleme sind eine falsche Krümmung und eine zu hohe Temperatur. Es ist sehr wichtig, das Verhältnis von Formkrümmungsradius zu Durchmesser im Bereich von 1,5:1 bis 10:1 zu halten , Positionierungsstifte sowie Vakuumadsorption zur Fixierung des Films zu verwenden und Temperatur und Druck zu minimieren, damit sich die Tinte nicht verschlechtert.
Positionierungsfehler und Stanzen
Die Positionierungsgenauigkeit muss innerhalb von 0,05 mm liegen. Der Einsatz der In-Mold-Stanztechnologie ist notwendig, damit das Stanzen und Beschichten gleichzeitig in einem Schritt erfolgen kann, wodurch Fehler durch sekundäre Arbeitsgänge praktisch ausgeschlossen werden.
Aufrechterhaltung der optischen Transparenz
Die Verwendung von Materialien mit hoher Lichtdurchlässigkeit, die Anpassung der Parameter des Einspritzprozesses, um keine Fließspuren zu verursachen, sowie die Implementierung einer Hartbeschichtung auf der Folienoberfläche tragen dazu bei, dass das Produkt kratzfester und stabiler aussieht.
Reichen Sie Ihre optischen und funktionalen Anforderungen ein und JS Precision bietet Ihnen eine Gusslösung aus einer Hand Umspritzen dekorierter Folieneinlagen um genaue Angebote zu erhalten.
Was ist der wirtschaftlichste Weg zur Fehlerbehebung beim Überspritzen?
Die wirtschaftlichste Methode zur Implementierung der Überspritzungs-Fehlerbehebung besteht darin, sich auf „datengesteuerte“ Techniken zu verlassen. Durch die Integration der Design of Experiments (DOE)-Prozessoptimierung mit der Mikroreparatur von Formen können die Kosten für das Probeformen um mehr als 30 % gesenkt werden, wodurch unnötige blinde Maschinenanpassungen vermieden werden.
Datengesteuerte Anpassungen vom Versuchsformen bis zur Massenproduktion
DOE bildet die Grundlage der Prozessoptimierung. Durch die Durchführung orthogonaler Experimente werden ideale Bedingungen ermittelt, die Wirkung der Variablen gemessen und Parameterkarten standardisiert, um eine stabile Massenproduktion zu gewährleisten.
Mikroreparatur von Formen im Vergleich zu größeren Prozessanpassungen
Zuerst werden die Anpassungen abnormaler Prozessparameter durchgeführt, gefolgt von der Mikroreparatur von Formkonstruktionsfehlern. Dies geschieht nach dem Prinzip „erst leicht, später schwer“. Den Maschinenwechsel in den Vordergrund zu stellen, führt zu einer Senkung der Gesamtkosten.
Erfolgsfall von JS Precision: Die Ausbeute bei der Verkapselung von Leiterplatten in der Automobilindustrie wurde auf 98 % erhöht
Kundenherausforderung
Ein globaler Tier-1-Automobilzulieferer hatte ernsthafte Probleme mit der Fehlausrichtung von Golddrähten und der Verschiebung von Einsätzen beim Umspritzen von Leiterplatten für Türschloss-Steuermodule für Kraftfahrzeuge. Die anfängliche Produktionsausbeute betrug nur 57 %, was zu monatlichen Verlusten von über 45.000 US-Dollar aufgrund von Materialverschwendung führte.
Gleichzeitig lag die Konformität des Produkts mit der Schutzart IP67 unter 80 % , was eine klare Nichterfüllung der OEM-Lieferanforderungen darstellt.
JS Precision Solutions
Das technische Team von JS Precision begann mit der Lösung des Kundenproblems durch eine vollständige Fehlerbehebung beim Umspritzen. Sie haben Lösungen in vier Bereichen gefunden:
1. Designoptimierung:
Wir haben die Stützstruktur der eingebetteten Komponente komplett neu gestaltet und mechanische Verriegelungspunkte in das Substrat integriert, um nicht nur die Schlagfestigkeit zu erhöhen, sondern auch zu verhindern, dass sich die eingebettete Komponente überhaupt bewegt .
2. Prozessinnovation:
Wir haben umgesetzt Umspritzen bei niedriger Temperatur Technologie, wobei der Schwerpunkt auf einer strengen Kontrolle des Einspritzdrucks bei 35 bar liegt und gleichzeitig die Formtemperatur so angepasst wird, dass die Schmelze die Leiterplatte mit nur 128 °C erreicht. So bleiben die Golddrähte und Lötstellen intakt und geschützt.
3. Überprüfung des Formflusses:
Durch die Moldex-3D-Analyse der Schmelzflussfront konnten wir die optimale Anschnittposition ermitteln, die es der Schmelze ermöglicht, um den empfindlichen Bereich des Golddrahts zu fließen und so Scherkräfte zu vermeiden.
4. Optimierung der DOE-Parameter:
Wir haben 16 orthogonale Experimente durchgeführt, um die beste Haltedruckkurve und Abkühlzeit zu finden. Dies führte zur Lösung von Problemen wie schlechter Produktversiegelung und Oberflächenbeulen.
Quantitative Ergebnisse
✅ Bessere Ausbeute: Die Umspritzungsausbeute für Leiterplatten von Kfz-Türschloss-Steuermodulen stieg von 57 % auf 98,3 %, wodurch die Fehlerrate um mehr als 70 % gesenkt wurde.
✅ Kürzere Zykluszeit: Die Produktionszykluszeit wurde um 22 % von 45 Sekunden/Stück auf 35 Sekunden/Stück verkürzt , wodurch die Produktionseffizienz gesteigert wurde.
✅ Kosteneinsparungen: Die jährlichen Ausschusskosten wurden um 380.000 US-Dollar gesenkt, während die Reduzierung des Materialabfalls bei Versuchsformen auf mehr als 50.000 US-Dollar geschätzt wurde.
✅ Verbesserte Zuverlässigkeit: Die Produkte überstanden 1000 Stunden Temperaturwechseltests (-40 bis 125) und bestätigten die 100-prozentige Einhaltung der IP67-Dichtung.
Dieses Projekt führte nicht nur dazu, dass der Kunde in der Lage war, elektronische Automobilmodule auf stabile und zuverlässige Massenproduktion herzustellen, sondern demonstrierte auch die technische Stärke des Kunden von JS Precision in der Branche Umspritzen von Leiterplatten Feld.
Möchten Sie bei Ihrer Umspritzproduktion ähnliche Durchbrüche bei Ertrag und Kosten erzielen? Kontaktieren Sie jetzt das Engineering-Team von JS Precision für persönliche technische Kommunikation und maßgeschneiderte Lösungen.
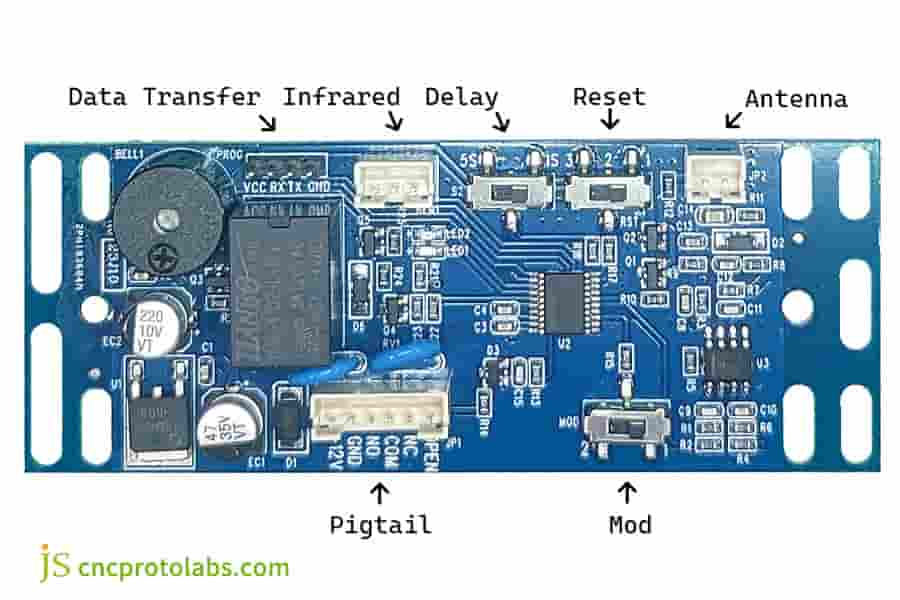
Abbildung 4: Detailliertes Layout einer blauen Leiterplatte (PCB) mit beschrifteten Komponenten für Funktionen wie Datenübertragung und Antenne, die für die Umspritzung ausgelegt ist.
FAQs
F1: Was ist zu tun, wenn die Haftung der Umspritzung schwach ist?
Überprüfen Sie zunächst die Kompatibilität zwischen Substrat und Beschichtungsmaterial, ersetzen Sie die kompatible Kombination, reinigen Sie die Oberfläche des Substrats, um Verunreinigungen zu entfernen, und erhöhen Sie die Formtemperatur, um die Bildung chemischer Bindungen sicherzustellen.
F2: Wie kann eine Bauteilbeschädigung während der PCB-Beschichtung verhindert werden?
Entscheiden Sie sich zunächst für das Niederdruckspritzgießen (Druck < 40 bar) und verwenden Sie Niedertemperatur-Polyamidmaterialien (Schmelzetemperatur 180–220), da hohe Temperaturen und Drücke zu Schäden an hochpräzisen Bauteilen führen können.
F3: Wie löst man kurze Schüsse (unzureichende Füllung)?
Sie können die Einspritzdruckgeschwindigkeit sowie die Schmelze- und Formtemperaturen erhöhen, um die Fließfähigkeit zu verbessern. Darüber hinaus trägt die Optimierung des Entlüftungssystems der Form dazu bei, dass Luft aus dem Formhohlraum entweichen kann, um eine unzureichende Füllung zu verhindern.
F4: Kann durch Umspritzen die Wasserdichtigkeitsklasse IP68 erreicht werden?
Die Möglichkeit, ein Produkt wasserdicht nach IP68 zu machen, besteht darin, eine Kombination aus Substrat und Beschichtungsmaterial zu verwenden, die sich chemisch verbindet und eine sehr gute Stabilität aufweist. Anschließend sollte die Struktur hermetisch verschlossen werden. Abschließend wird das Vorhandensein von Undichtigkeiten nach dem Formen mit der Vakuumblasenmethode geprüft.
F5: Was ist die Mindestdicke der Beschichtungsschicht?
Bei weichen Auflagen sollte eine Dicke von mindestens 1,6 mm angestrebt werden. Dünne Schichten kühlen sehr schnell ab, verbinden sich jedoch nicht gut mit dem Untergrund und können dann reißen oder Materialmangel aufweisen.
F6: Wie kann verhindert werden, dass sich die Einsätze beim Überlagern verschieben?
Stellen Sie einfach eine robuste Formstruktur bereit, um die Einsätze vollständig zu stützen, platzieren Sie den Anschnitt so, dass das geschmolzene Harz nicht direkt auf die Einsätze trifft, und ziehen Sie eine Formflussanalyse in Betracht, um die Verschiebung zu verstehen und zu verhindern.
F7: Was ist besser: Overlay-Formung oder Verguss?
Overlay Moulding eignet sich hervorragend für Massenproduktion Es ist sehr effizient, in der Lage, komplexe Strukturen zu bilden und auch Stress abzubauen. Das Vergießen hingegen dichtet gut ab und eignet sich gut für kleine Mengen, tiefes Wasser und Hochdrucksituationen.
F8: Wie hoch ist die Schrumpfungsrate beim Niederdruckspritzgießen?
Beim Niederdruckspritzgießen wird häufig Polyamid-Schmelzklebstoff verwendet. Nach 24-stündigem Formen beträgt die Schrumpfungsrate etwa 1,5–2,0 %, die Schrumpfung ist stabil und somit ist die Maßhaltigkeit des Produkts gut kontrolliert.
Zusammenfassung
Bei der Fehlerbehebung beim Umspritzen handelt es sich nicht nur um eine einzelne Prozessanpassung, sondern um ein systematisches technisches Projekt, das das Umspritzungsdesign, die Materialauswahl, die Prozesssteuerung und Funktionstests umfasst.
Warum JS Precision wählen?
🏭 Über 15 Jahre Erfahrung im Umspritzen mit Kunden aus den Bereichen Automobil, Medizin und Unterhaltungselektronik weltweit.
🔬 Verfügen über ein Labor für Formflussanalyse und Möglichkeiten zur Prozessoptimierung des DOE .
🌱 Setzen Sie umweltfreundliche Fertigungstechnologien wie Niedertemperatur-Spritzguss und biobasierte Materialien ein.
📞 24-Stunden-Antwort der Techniker , kostenlose DFM-Bewertung.
Werden Sie jetzt aktiv: Senden Sie uns Ihre Zeichnungen, um einen kostenlosen Bericht zur Machbarkeitsanalyse des Umspritzens zu erhalten. Wir helfen Ihnen dabei, den Ertrag von „schwierig“ auf „hervorragend“ zu steigern.
[ Klicken Sie hier, um die technischen Experten von JS Precision zu kontaktieren ] oder rufen Sie +86 189 2585 8912 an

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

