

Solução de problemas de sobremoldagem é uma questão central que não pode ser evitada no campo da fabricação de precisão.
Por exemplo, após a sobremoldagem, placas de circuito no valor de milhares de dólares podem ter problemas com o desalinhamento dos seus fios de ouro e danos ao componente que foi incorporado.
Enquanto isso, os itens à prova d’água não serão devidamente selados nos testes IPX7. Estas questões estão persistentemente a corroer os lucros da produção.
Este artigo tem como objetivo analisar o raciocínio principal das questões de sobremoldagem e usar métodos e dados práticos para oferecer às organizações uma solução abrangente, desde o projeto até o processo . Assim, podem ser alcançadas mudanças qualitativas no rendimento, bem como na confiabilidade na produção de sobremoldagem.
Tabela de respostas principais
| Seções de artigos | Conteúdo principal | Pontos Técnicos |
| Defeitos Comuns | Causas raízes e contramedidas para falha de adesão, flash e danos ao inlay. | Compatibilidade de materiais, ventilação de molde, estrutura de suporte total para incrustações. |
| Chaves de design | O projeto de intertravamento mecânico e a otimização da proporção de espessura da parede determinam o sucesso da moldagem. | Estrutura de bloqueio, relação de espessura de parede <2:1, raio de canto 0,5 mm para evitar cantos afiados. |
| Proteção de Componentes Eletrônicos | Moldagem por injeção de baixa pressão, análise de fluxo de molde, estratégia de proteção de fio de ouro. | Baixa pressão (1. 5-40 bar), temperatura de fusão atingindo PCB <135. |
| Controle de Processo | Vedação à prova d'água, gerenciamento de tensão, otimização de parâmetros DOE. | Vedação IP67/IP68, taxa de encolhimento de poliamida 1. 5%-2,0%, verificação experimental ortogonal DOE. |
Principais conclusões
- Projete primeiro: a razão para 80% dos defeitos de sobremoldagem é a fase de projeto, não o processo de fabricação.
- Proteção contra sensibilidade térmica: A moldagem por injeção de baixa pressão pode oferecer uma pressão de <40 bar para proteger componentes eletrônicos de precisão , para que o rendimento possa ser aumentado em mais de 30%.
- Orientado por dados: Executar uma DOE para encontrar os melhores parâmetros do processo pode reduzir o desperdício de moldes de teste em 30% ou até mais.
- Combinação de materiais: A ligação química e o intertravamento mecânico são as duas garantias que garantem a confiabilidade da colagem por sobremoldagem.
Por que confiar neste guia? Compartilhamento de método de solução de problemas de sobremoldagem de precisão JS
O profissionalismo na solução de problemas de sobremoldagem é o fator chave na determinação da eficiência da produção.
A JS Precision, com 15 anos de experiência prática e clientela de ponta, incluindo indústrias globais automobilísticas, médicas e de eletrônicos de consumo, resolveu com sucesso mais de 2.000 projetos complexos de sobremoldagem e desenvolveu um sistema de solução padronizado para problemas importantes, como falha de adesão, danos a componentes eletrônicos e má vedação.
Nossa empresa possui um laboratório de análise de fluxo de molde e pode realizar simulação de fluxo de molde em dimensão total usando Moldex-3D e SOLIDWORKS Plastics. Também temos tecnologias essenciais, como otimização de processos DOE e moldagem por injeção de baixa pressão e baixa temperatura.
Juntamente com uma equipe profissional de engenharia e equipamentos de produção de precisão, somos capazes de fornecer aos clientes suporte individual para todo o processo, começando com a otimização do projeto e depuração do processo, até a produção em massa, garantindo assim a qualidade estável do produto e a eficiência da produção.
Vejamos o caso de uma empresa de eletrônicos automotivos - o rendimento de sobremoldagem de seus PCBs foi de apenas 65% devido ao desalinhamento do fio de ouro e falha na vedação e, portanto, as perdas mensais de sucata foram superiores a US$ 180.000. O rendimento aumentou para 97,5% e as perdas mensais com sucata caíram em US$ 171.000 após apenas 10 dias de otimização de processos da JS Precision.
A JS Precision segue rigorosamente os padrões de retardamento de chama UL 94 e compatibilidade de materiais para correspondência de materiais de sobremoldagem. Além disso, a empresa atende aos requisitos de biocompatibilidade de ISO 10993-1 , garantindo assim que a combinação de substrato e materiais de sobremoldagem esteja no nível dos mais altos padrões da indústria.
Até agora, a JS Precision maximizou o rendimento médio da sobremoldagem de PCBs de eletrônicos automotivos em mais de 98%, e foi alcançada 100% de conformidade de vedação IP68 para sobremoldagem de dispositivos médicos, o que ajudou os clientes a economizar mais de um milhão de dólares americanos em custos de sucata anualmente.
Para empresas que enfrentam desafios de sobremoldagem, nossa equipe de engenharia oferece consultoria técnica gratuita para solução de problemas de sobremoldagem, fornecendo análise precisa da causa raiz e soluções preliminares para os defeitos do produto, permitindo que você encontre rapidamente o ponto de ruptura.
Quais são os desafios mais comuns de solução de problemas de sobremoldagem que você enfrenta?
A maioria das falhas de sobremoldagem está relacionada a falhas adesivas, flashes/disparos curtos e danos incorporados (que juntos representam mais de 70%). A resolução desses problemas pode aumentar o rendimento da produção em mais de 60%. Pontos detalhados sobre como resolver esses problemas estão listados abaixo.
Falha adesiva:
As principais razões para a falha do adesivo incluem incompatibilidade de material, contaminação do substrato e temperatura errada . Usar combinações compatíveis como TPE e PP, limpar o substrato e definir a temperatura de moldagem de acordo com as características do material (por exemplo, temperatura do substrato de sobremoldagem LSR entre 250-400F) são etapas essenciais para evitar falhas adesivas.
Flash e injeção curta:
Para eliminar o flash, a força de fixação pode precisar ser aumentada em 15-20%. Por outro lado, a injeção curta pode ser resolvida aumentando a pressão de injeção em 10-15% e ventilando adequadamente. Para resolver ambos os problemas, o caminho do fluxo de fusão pode ser ajustado usando a análise do fluxo do molde.
Danos embutidos:
É o resultado de falta de suporte, posicionamento incorreto da comporta ou pressão muito alta. Assim, para isso você criará uma estrutura totalmente de suporte com design, virá a otimização da localização da porta, a previsão da força de fluxo do molde será feita pelo software.
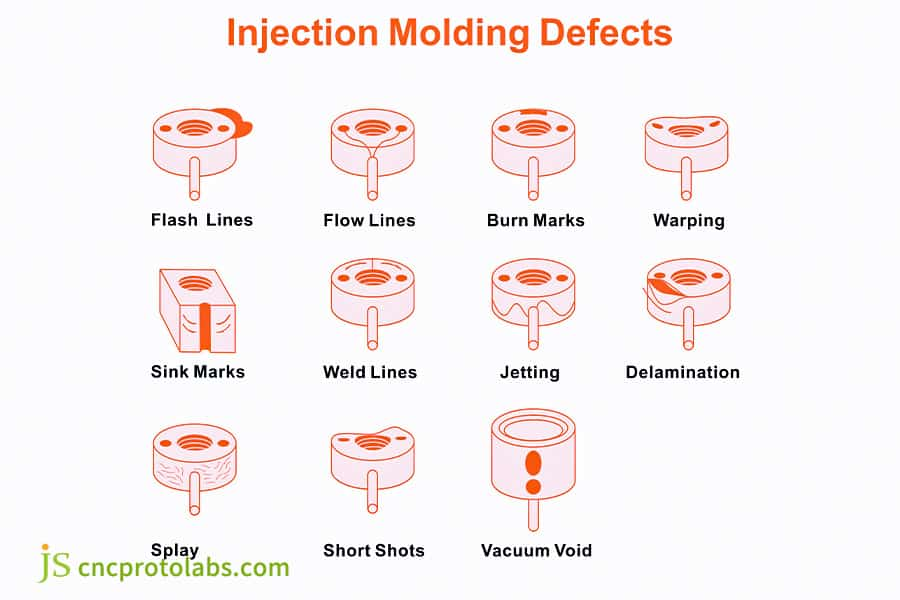
Figura 1: Um gráfico listando e ilustrando doze defeitos comuns de moldagem por injeção, como linhas de flash, linhas de fluxo e marcas de afundamento, úteis para solucionar problemas de sobremoldagem.
Por que o projeto de sobremoldagem determina 80% do sucesso da moldagem?
Projeto de sobremoldagem é o principal fator que leva ao sucesso da moldagem por um fator de 80%. Isso ocorre porque a seleção do material e a geometria do produto podem impedir 90% dos problemas de adesão, deformação e vedação na origem. Um design deficiente torna todas as alterações no processo inúteis.
Intertravamento Mecânico vs. Ligação Química:
Para garantir a confiabilidade da adesão na sobremoldagem, o processo deve combinar ligação química e intertravamento mecânico.
A ligação química é um fator de compatibilidade do material, enquanto o intertravamento mecânico é possível através da utilização de substrato através de furos e ranhuras e, ao mesmo tempo, evitando mudanças abruptas nas zonas de transição do material.
Relação entre espessura da parede e distância do fluxo
A espessura da camada de revestimento macio deve ser de 1,6 mm ou mais. A relação entre o caminho do fluxo e a espessura da parede deve ser muito bem controlada. Para formas estruturais complicadas, um tipo de porta dupla pode ser aplicado para ajudar a fortalecer a uniformidade do enchimento e evitar situações de resfriamento muito rápido ou enchimento insuficiente.
Design de bordas e cantos afiados
Cantos agudos são a principal causa de concentração de tensões e rachaduras. Portanto, todos os cantos vivos devem ter um raio de pelo menos 0,5mm, de acordo com a Padrões ASTM D638 . A tensão é distribuída por meio de transições arredondadas e uma estrutura de parada rígida foi projetada para evitar que ocorra o enrolamento da camada de revestimento.
Tabela de compatibilidade de materiais comuns de sobremoldagem
| Material Básico | Material de revestimento recomendado | Método de colagem | Campos Aplicáveis | Temperatura de moldagem (°C) | Encolhimento (%) |
| PP | TPE/TPV | Ligação Química + Intertravamento Mecânico | Peças automotivas, cabos de ferramentas | 180-200 | 1,5-2,0 |
| ABS | TPC/TPU | Ligação Química | Eletrônicos de Consumo, Dispositivos Médicos | 190-210 | 1.6-2.1 |
| PC+ABS | TPU/TPE | Ligação Química | Eletrônica automotiva, instrumentos de precisão | 200-220 | 1,5-1,9 |
| PA6-GF | TPE/TPU | Principalmente intertravamento mecânico | Ferramentas Industriais, Peças Estruturais Automotivas | 200-220 | 1,8-2,2 |
| Metal | TPU/PVC | Intertravamento Mecânico | Conectores, acessórios de hardware | 180-200 | 1,4-1,8 |
| PCB | Adesivo Hot Melt de Poliamida | Colagem Física + Selagem | Componentes Eletrônicos, Sensores | 180-210 | 1,5-2,0 |

Figura 2: Diversos invólucros eletrônicos em diferentes estágios de montagem, apresentando alças e invólucros sobremoldados com interfaces de encaixe e reforços estruturais.
Como proteger componentes sensíveis durante a sobremoldagem de placas de circuito?
A principal solução de direcionamento para proteger elementos delicados na sobremoldagem de PCBs é o uso de moldagem por injeção de baixa pressão (1,5-40 bar).
Em tal técnica, não são encontrados problemas de desvio da guia do fio e quebra da junta de solda, que resultam da alta pressão e alta temperatura da moldagem por injeção tradicional.
Danos térmicos e danos por pressão
Tanto a temperatura quanto a pressão devem ser muito bem reguladas. Quando em contato com o PCB, a temperatura de fusão deve ser reduzida para menos de 135°C.
A pressão de moldagem por injeção de baixa pressão é muito menor em comparação com a pressão aplicada durante o processo convencional de moldagem por injeção. Para proteger e selar simultaneamente, é utilizado adesivo hot melt de poliamida de baixa temperatura.
Desvio da guia de fio e quebra da junta de solda
O principal culpado é a força de cisalhamento do fundido. Alterar a localização da porta usando a análise do fluxo do molde e, em seguida, colocar cola nas guias de fio e nas juntas de solda para formar uma fina camada de isolamento que resistirá ao impacto são as melhores medidas a serem tomadas.
Confiabilidade do isolamento elétrico
O material de cobertura deve, portanto, ser adequado para proporcionar isolamento e impermeabilização a longo prazo . O adesivo hot melt de poliamida apresenta excelentes características de isolamento. Sua estabilidade deve ser testada após a moldagem, por exemplo, por métodos como resistência ao calor úmido e resistência à névoa salina.

Figura 3: Uma comparação mostrando uma placa de circuito impresso (PCB) nua e a mesma placa totalmente encapsulada em um invólucro de polímero preto por meio de sobremoldagem de baixa pressão.
Por que a sobremoldagem eletrônica é o teste definitivo de controle de processo?
Sobremoldagem eletrônica é um processo altamente delicado que requer adesão estrita aos níveis de temperatura, pressão e estresse, uma vez que as peças eletrônicas são muito sensíveis a esses fatores.
É vital combinar controles de temperatura e pressão, medidas de alívio de tensão e testes em escala real em cada etapa da linha de produção para obter impermeabilização, vedação e durabilidade no longo prazo .
Os desafios da impermeabilização e vedação
Alcançar níveis de impermeabilização IP67/IP68 envolve fundamentalmente a eliminação de micro lacunas na interface. Portanto, a ligação química estável do material deve ser garantida.
Além disso, recursos como nervuras de vedação e barreiras de fluxo devem ser bem projetados , e a detecção de vazamentos por meio de teste de bolha de vácuo 100% pós-moldagem deve ser realizada.
Gerenciamento de estresse de materiais incompatíveis
É muito provável que a tensão interna seja criada devido a diferenças nos coeficientes de expansão térmica dos materiais heterogêneos.
A escolha de materiais de poliamida que tenham taxas de encolhimento muito estáveis (1,5%-2,0%) é importante para evitar a formação de camadas de revestimento irregulares. Além disso, devem ser selecionados pares de materiais com coeficientes de expansão térmica comparáveis.
Incorporação de testes funcionais
Os testes funcionais devem fazer parte de um processo de circuito fechado que inclui 100% de desempenho elétrico e testes de isolamento de alta tensão . Deve ser combinado com inspeção óptica automatizada que ajuda a reconhecer problemas de desempenho elétrico, bem como defeitos de aparência.
A JS Precision fornece soluções de processo personalizadas para sobremoldagem de eletrônicos, oferecendo cálculos gratuitos de custos de produção para tornar a sobremoldagem eletrônica de precisão mais eficiente.
Como a sobremoldagem em baixa temperatura resolve problemas associados a substratos sensíveis ao calor?
A sobremoldagem a baixa temperatura, utilizando baixas temperaturas de 180-220 e baixas pressões de 1,5-40 bar, não atinge os limites de tolerância dos substratos sensíveis ao calor, por isso é uma solução para o problema de danos aos substratos sensíveis ao calor e também melhora o rendimento para mais de 95%.
Proteção de substratos e componentes sensíveis ao calor
Baixa temperatura e baixa pressão são vantagens essenciais, significativamente diferentes de parâmetros tradicionais de moldagem por injeção , conforme detalhado abaixo.
| Tipo de processo | Pressão de injeção (bar) | Temperatura de fusão (°C) | Temperatura do Molde (°C) | Tempo(s) de espera | Tempo(s) de resfriamento | Cenários Aplicáveis |
| Sobremoldagem Tradicional de Plástico Duro | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | Sobremoldagem geral de peças plásticas |
| Sobremoldagem de baixa pressão e baixa temperatura | 1,5-40 | 180-220 | 30-50 | 5-10 | 10-20 | Componentes termossensíveis, sobremoldagem de PCB |
| Sobremoldagem LSR | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | Dispositivos Médicos, Selos |
| Sobremoldagem de Filme Decorativo | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | Peças de aparência, eletrônicos de consumo |
Estratégia de seleção de materiais
O componente principal é um adesivo hot melt de poliamida que adere fortemente a uma ampla gama de substratos, é livre de solvente, pode ser reciclado e é um bom compromisso entre proteção e custo.
Economia de energia e economia
Em comparação com a moldagem por injeção convencional, o consumo de energia é reduzido em mais de 30%, moldes de alumínio baratos pode ser empregado, a velocidade de fabricação é aumentada em mais de 10 vezes e o custo-benefício total é considerável.
Entre em contato com a JS Precision para obter parâmetros técnicos e diretrizes de seleção de materiais para sobremoldagem em baixa temperatura e personalizar soluções de moldagem para seus produtos sensíveis ao calor.
Como prevenir defeitos na sobremoldagem de inserções de filmes decorados?
O foco principal ao tentar evitar a sobremoldagem de inserções de filme decoradas é controlar o raio de relevo do molde. Quando isso é feito junto com o posicionamento preciso do filme e o controle de temperatura/pressão, é possível aumentar os níveis de produção para mais de 90% e eliminar problemas como descascamento de tinta e enrugamento do filme.
Descascamento de tinta e enrugamento do filme
As principais razões para esses problemas são a curvatura errada e a temperatura muito alta. É muito importante manter a relação raio de curvatura do molde em relação ao diâmetro na faixa de 1,5:1 a 10:1, usar pinos de localização, bem como adsorção a vácuo para fixar o filme e minimizar a temperatura e a pressão para que a tinta não se degrade.
Desalinhamento de posicionamento e perfuração
A precisão do posicionamento precisa ser controlada dentro de 0,05 mm. A adoção da tecnologia de puncionamento in mold é necessária para que o puncionamento e o revestimento possam ser feitos simultaneamente em uma única etapa, o que praticamente elimina erros decorrentes de operações secundárias.
Mantendo a transparência óptica
A utilização de materiais com alta transmitância luminosa, o ajuste dos parâmetros do processo de injeção para não causar marcas de fluxo, bem como a aplicação de um revestimento duro na superfície do filme contribuem para tornar o produto mais resistente a riscos e com aparência estável.
Envie sua aparência e requisitos funcionais, e a JS Precision fornecerá uma solução completa de moldagem para sobremoldagem de inserções de filmes decorados para obter cotações precisas.
Qual é a maneira mais econômica de implementar a solução de problemas de sobremoldagem?
O método mais econômico para implementar a solução de problemas de sobremoldagem é confiar em técnicas “orientadas por dados”. A integração da otimização do processo de projeto de experimentos (DOE) com o microrreparo do molde pode reduzir o custo da moldagem experimental em mais de 30%, evitando assim ajustes desnecessários da máquina cega.
Ajustes baseados em dados, desde a moldagem experimental até a produção em massa
DOE constitui a base da otimização de processos. Através da realização de experimentos ortogonais, as condições ideais são determinadas, o efeito das variáveis é medido e os cartões de parâmetros são padronizados para garantir uma produção em massa estável.
Micro reparo de molde vs. grandes ajustes de processo
Os ajustes dos parâmetros anormais do processo são realizados primeiro, seguidos pelo micro reparo dos defeitos do projeto do molde. Isso é feito com base no conceito de “fácil primeiro, difícil depois”. Dar às mudanças de máquina o lugar de honra leva à redução dos custos globais.
Caso de sucesso de precisão da JS: O rendimento de moldagem por encapsulamento de PCB eletrônico automotivo aumentou para 98%
Desafio do cliente
Um fornecedor automotivo global de nível 1 teve sérios problemas com desalinhamento de fios de ouro e deslocamento de insertos durante a sobremoldagem de PCBs para módulos de controle de fechaduras de portas automotivas. O rendimento inicial da produção foi de apenas 57%, resultando em perdas mensais de mais de US$ 45.000 devido a materiais descartados.
Ao mesmo tempo, o nível de conformidade de vedação IP67 do produto estava abaixo de 80% , uma clara falha no cumprimento dos requisitos de entrega do OEM.
Soluções de precisão JS
A equipe técnica da JS Precision iniciou a solução do problema do cliente com uma solução completa de sobremoldagem. Eles encontraram soluções em quatro áreas:
1. Otimização de Projeto:
Redesenhamos totalmente a estrutura de suporte do componente incorporado, integrando pontos de intertravamento mecânico no substrato para não apenas aumentar sua resistência ao impacto, mas também para evitar que o componente incorporado se mova .
2. Inovação de Processos:
Nós implementamos sobremoldagem em baixa temperatura tecnologia, com foco em controlar rigorosamente a pressão de injeção a 35 bar e, ao mesmo tempo, ajustar a temperatura do molde para que o fundido chegue ao PCB a apenas 128°C. Desta forma, os fios de ouro e as juntas de solda permanecem intactos e protegidos.
3. Verificação do fluxo do molde:
Através da análise Moldex-3D da frente do fluxo de fusão, conseguimos identificar a posição ideal da comporta, permitindo que o fundido flua ao redor da área sensível do fio de ouro, evitando assim o impacto da força de cisalhamento.
4. Otimização de parâmetros DOE:
Realizamos 16 experimentos ortogonais visando encontrar a melhor curva de pressão de retenção e tempo de resfriamento . Isso levou à resolução de problemas como má vedação do produto e amassados na superfície.
Resultados Quantitativos
✅ Melhor rendimento: O rendimento de sobremoldagem para PCBs de módulos de controle de fechadura de portas automotivas aumentou de 57% para 98,3%, reduzindo a taxa de defeitos em mais de 70%.
✅ Tempo de ciclo mais curto: O tempo do ciclo de produção foi reduzido em 22%, de 45 segundos/peça para 35 segundos/peça, aumentando assim a eficiência da produção.
✅ Economia de custos: Os custos anuais de sucata foram reduzidos em US$ 380.000, enquanto a redução no desperdício de material de moldagem experimental foi avaliada em mais de US$ 50.000.
✅ Confiabilidade aprimorada: os produtos passaram por 1.000 horas de testes de ciclos de temperatura (-40~125), confirmando 100% de conformidade com a vedação IP67.
Este projeto não só permitiu que o cliente fosse capaz de produzir em massa módulos eletrônicos automotivos de maneira estável e confiável, mas também demonstrou a força técnica do cliente da JS Precision no setor sobremoldagem de placas de circuito campo.
Quer obter avanços semelhantes em rendimento e custo em sua produção de sobremoldagem? Contate a equipe de engenharia da JS Precision agora para comunicação técnica individual e soluções personalizadas.
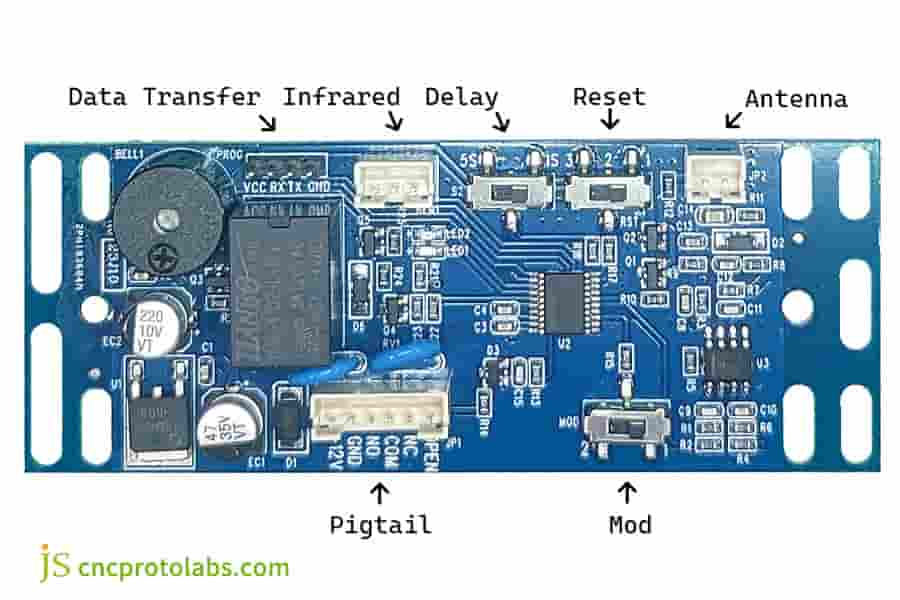
Figura 4: Um layout detalhado de uma placa de circuito impresso (PCB) azul com componentes rotulados para funções como transferência de dados e antena, projetada para encapsulamento de sobremoldagem.
Perguntas frequentes
Q1: O que fazer se a adesão da sobremoldagem for fraca?
Primeiramente, verifique a compatibilidade entre o substrato e o material de revestimento, substitua a combinação compatível, limpe a superfície do substrato para remover contaminantes e aumente a temperatura do molde para garantir a formação de ligações químicas.
Q2: Como evitar danos aos componentes durante o revestimento do PCB?
Decida primeiro pela moldagem por injeção de baixa pressão (pressão <40 bar) e use materiais de poliamida de baixa temperatura (temperatura de fusão 180-220) porque alta temperatura e pressão podem causar danos a componentes altamente precisos.
Q3: Como resolver tiros curtos (enchimento insuficiente)?
Você pode aumentar a velocidade da pressão de injeção, bem como as temperaturas do fundido e do molde para melhorar a fluidez. Além disso, otimizar o sistema de ventilação do molde para permitir que o ar escape da cavidade do molde ajudará a eliminar o enchimento insuficiente.
Q4: A sobremoldagem pode atingir uma classificação à prova d'água IP68?
A forma de tornar um produto à prova d’água IP68 é utilizar aquelas combinações de substrato e material de revestimento, que se unem quimicamente e possuem uma estabilidade muito boa. Então, a estrutura deve ser hermeticamente fechada. Finalmente, a presença de qualquer vazamento após a moldagem será testada pelo método de bolha a vácuo.
Q5: Qual é a espessura mínima da camada de revestimento?
Quanto às sobreposições suaves, uma espessura de pelo menos 1,6 mm deve ser o seu objetivo. Camadas finas esfriam muito rápido, no entanto, não aderem bem ao substrato e podem rachar ou perder material.
Q6: Como evitar que as inserções se desloquem durante a sobreposição?
Basta fornecer uma estrutura de molde robusta para suportar totalmente as pastilhas, posicionar a porta de forma que a resina derretida não atinja diretamente as pastilhas e considerar a análise do fluxo do molde para ajudá-lo a entender e evitar o deslocamento.
Q7: O que é melhor, moldagem por sobreposição ou envasamento?
A moldagem por sobreposição é ótima para produção em massa , é muito eficiente, capaz de estruturas complexas e também de alívio de tensões. O envasamento, por outro lado, veda bem e é bom para pequenos lotes, águas profundas e situações de alta pressão.
Q8: Qual é a taxa de encolhimento da moldagem por injeção de baixa pressão?
A moldagem por injeção de baixa pressão geralmente envolve o uso de adesivo hot melt de poliamida. Após 24 horas de moldagem, a taxa de encolhimento é de cerca de 1,5% -2,0%, o encolhimento é estável e, portanto, a precisão dimensional do produto é bem controlada.
Resumo
A solução de problemas de sobremoldagem não é apenas um único ajuste de processo; na verdade, é um projeto de engenharia sistemático que abrange projeto de sobremoldagem, seleção de materiais, controle de processo e testes funcionais.
Por que escolher JS Precision?
🏭 Mais de 15 anos de experiência em sobremoldagem, atendendo clientes globais do setor automotivo, médico e de eletrônicos de consumo.
🔬 Possui laboratório de análise de fluxo de molde + recursos de otimização de processo DOE .
🌱 Empregue tecnologias de fabricação verdes, como moldagem por injeção em baixa temperatura e materiais de base biológica.
📞 Resposta de engenharia 24 horas por dia , avaliação DFM gratuita.
Aja agora: Envie-nos seus desenhos para receber um relatório gratuito de análise de viabilidade de sobremoldagem. Deixe-nos ajudá-lo a transformar o rendimento de "com dificuldade" em "excelente".
[ Clique aqui para entrar em contato com os especialistas técnicos da JS Precision ] ou ligue para +86 189 2585 8912

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

