

Устранение неполадок при формовании является основной проблемой, которую невозможно избежать в области точного производства.
Например, после заливки печатных плат стоимостью в тысячи долларов могут возникнуть проблемы из-за смещения золотых проводов и повреждения встроенного компонента.
Между тем, водонепроницаемые предметы не будут должным образом герметизированы в тестах IPX7. Эти проблемы упорно съедают прибыль производства.
Целью данной статьи является анализ основных причин проблем с формованием и использование практических методов и данных, чтобы предложить организациям комплексное решение, начиная от проектирования и заканчивая технологическим решением . Таким образом, могут быть достигнуты качественные изменения выхода продукции, а также надежности производства формования.
Основная таблица ответов
| Разделы статей | Основной контент | Технические моменты |
| Распространенные дефекты | Основные причины и меры противодействия нарушению адгезии, облою и повреждению вкладки. | Совместимость материалов, вентиляция пресс-формы, полная опорная конструкция для вкладок. |
| Ключи дизайна | Конструкция механической блокировки и оптимизация соотношения толщины стенок определяют успех формования. | Конструкция с блокировкой, соотношение толщины стенок < 2:1, угловой радиус 0,5 мм, чтобы избежать острых углов. |
| Защита электронных компонентов | Литье под низким давлением, анализ текучести пресс-формы, стратегия защиты золотой проволоки. | Низкое давление (1,5–40 бар), температура плавления печатной платы < 135. |
| Управление процессом | Водонепроницаемая герметизация, управление стрессом, оптимизация параметров Министерства энергетики. | Герметизация IP67/IP68, степень усадки полиамида 1,5–2,0%, ортогональная экспериментальная проверка Министерства энергетики. |
Ключевые выводы
- Прежде всего, проектирование: причиной 80% дефектов формования является этап проектирования, а не производственный процесс.
- Защита от термической чувствительности: литье под низким давлением может обеспечить давление <40 бар для защиты. прецизионные электронные компоненты , так что урожайность можно увеличить более чем на 30%.
- Управление данными: использование DOE для поиска оптимальных параметров процесса может сократить количество отходов пресс-форм на 30% или даже больше.
- Соответствие материалов: химическое соединение и механическое соединение являются двумя гарантиями надежности формовочного соединения.
Почему стоит доверять этому руководству? Обмен методами устранения неполадок JS Precision Overmolding
Профессионализм устранения неполадок в формовании является ключевым фактором, определяющим эффективность производства.
Компания JS Precision, имеющая 15-летний практический опыт и высококлассную клиентуру, включая мировую автомобильную, медицинскую и бытовую электронику, успешно решила более 2000 сложных проектов по формованию и разработала стандартизированную систему решения таких серьезных проблем, как нарушение адгезии, повреждение электронных компонентов и плохая герметизация.
Наша компания владеет лабораторией анализа текучести пресс-форм и может выполнять полноразмерное моделирование текучести пресс-форм с использованием Moldex-3D и SOLIDWORKS Plastics. У нас также есть основные технологии, такие как оптимизация процессов Министерства энергетики и литье под низким давлением и низкой температурой.
В сочетании с профессиональной командой инженеров и высокоточным производственным оборудованием мы способны предоставить клиентам индивидуальную поддержку на протяжении всего процесса, начиная с оптимизации конструкции и отладки процесса, до массового производства, тем самым гарантируя стабильное качество продукции и эффективность производства.
Возьмем, к примеру, компанию по производству автомобильной электроники: выход ее печатных плат при формовании составил всего 65% из-за перекоса золотой проволоки и нарушения герметичности, и поэтому ежемесячные потери лома составляли более 180 000 долларов. Выход продукции увеличился до 97,5%, а ежемесячные потери лома сократились на 171 000 долларов США всего за 10 дней оптимизации процесса JS Precision.
JS Precision строго следует стандартам огнестойкости UL 94 и совместимости материалов при подборе материалов для формования. Кроме того, компания выполняет требования биосовместимости ИСО 10993-1 , что обеспечивает сочетание материалов подложки и формования на уровне самых высоких отраслевых стандартов.
На данный момент компания JS Precision максимизировала средний выход печатных плат автомобильной электроники до более чем 98 %, а также было достигнуто 100 % соответствие герметичности IP68 при заливке медицинских устройств, что помогло клиентам ежегодно экономить более миллиона долларов США на затратах на металлолом.
Для компаний, сталкивающихся с проблемами при формовании, наша команда инженеров предлагает бесплатные технические консультации по устранению неполадок при формовании, обеспечивая точный анализ первопричин и предварительные решения дефектов вашей продукции, что позволяет вам быстро найти точку прорыва.
С какими наиболее распространенными проблемами при устранении неполадок при формовании вы сталкиваетесь?
Большинство неудач при формовании связано с дефектами клея, засветами/недостатками и заглубленными повреждениями (которые в совокупности составляют более 70%). Решение этих вопросов может увеличить выход продукции более чем на 60%. Подробные способы решения этих проблем перечислены ниже.
Нарушение адгезии:
Основными причинами отказа клея являются несовместимость материалов, загрязнение подложки и неправильная температура . Использование совместимых комбинаций, таких как ТПЭ и ПП, очистка подложки и установка температуры формования в соответствии с характеристиками материала (например, температура подложки для формования LSR составляет 250–400°F) являются важными шагами для предотвращения разрушения клея.
Вспышка и короткая инъекция:
Чтобы устранить заусенец, возможно, потребуется увеличить силу зажима на 15–20%. С другой стороны, проблему короткого впрыска можно решить, повысив давление впрыска на 10-15% и выпустив соответствующий воздух. Для решения обеих проблем можно точно настроить путь течения расплава с помощью анализа течения пресс-формы.
Повреждения инкрустации:
Это результат отсутствия поддержки, неправильного расположения ворот или слишком высокого давления. Таким образом, для этого вы создадите полностью поддерживающую конструкцию с дизайном, оптимизация расположения литников, прогнозирование силы течения формы будет выполнено с помощью программного обеспечения.
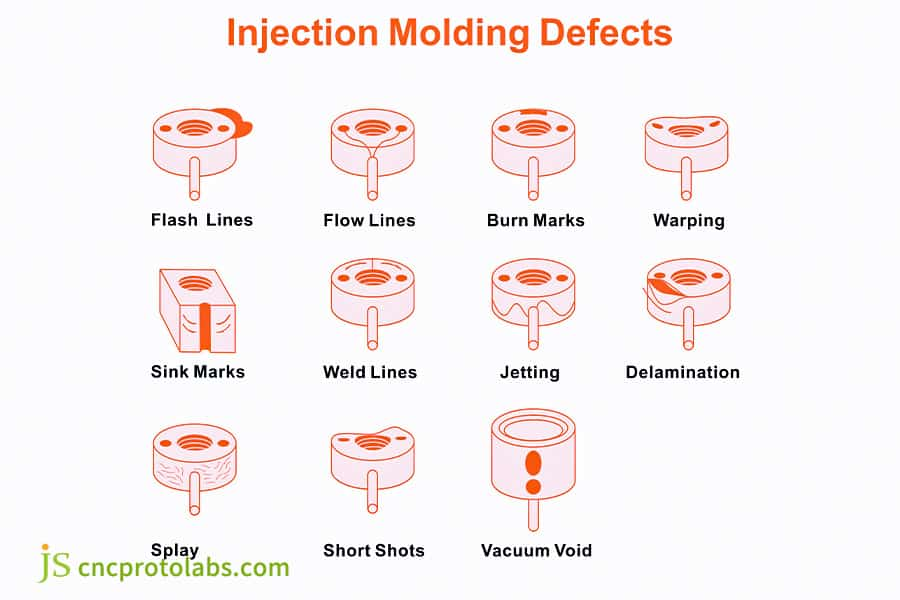
Рисунок 1. Диаграмма, на которой перечислены и показаны двенадцать распространенных дефектов литья под давлением, таких как линии заусенцев, линии потока и впадины, полезные для устранения проблем, связанных с переформованием.
Почему дизайн формования определяет 80% успеха формования?
Формование конструкции является основным фактором, приводящим к успеху формования на 80%. Это связано с тем, что выбор материала и геометрия продукта могут предотвратить 90% проблем с адгезией, деформацией и уплотнением в самом начале. Плохой дизайн делает все изменения в процессе бесполезными.
Механическое соединение и химическое соединение:
Чтобы обеспечить надежность сцепления при формовании, процесс должен сочетать химическое соединение и механическое соединение.
Химическое соединение является фактором совместимости материалов, тогда как механическое соединение возможно за счет использования в подложке сквозных отверстий и канавок и в то же время исключения резких изменений в зонах перехода материалов.
Отношение толщины стенки к расстоянию потока
Толщина слоя мягкого покрытия должна составлять 1,6 мм или более. Соотношение пути потока к толщине стенки должно очень хорошо контролироваться. Для сложных структурных форм можно использовать тип двойного затвора, чтобы повысить однородность наполнения и предотвратить ситуации слишком быстрого охлаждения или недостаточного наполнения.
Край и острый угол
Острые углы являются основной причиной концентрации напряжений и появления трещин. Поэтому все острые углы должны иметь радиус не менее 0,5 мм, согласно Стандарты ASTM D638 . Напряжение распределяется посредством закругленных переходов, а жесткая стопорная конструкция предотвращает скручивание слоя покрытия.
Таблица совместимости общих материалов для формования
| Базовый материал | Рекомендуемый материал покрытия | Метод склеивания | Применимые поля | Температура формования (°C) | Усадка (%) |
| ПП | ТПЭ/ТПВ | Химическое соединение + механическая блокировка | Автомобильные детали, Ручки для инструментов | 180-200 | 1,5-2,0 |
| АБС | ТПК/ТПУ | Химическое соединение | Бытовая электроника, Медицинское оборудование | 190-210 | 1,6-2,1 |
| ПК+АБС | ТПУ/ТПЭ | Химическое соединение | Автомобильная электроника, прецизионные инструменты | 200-220 | 1,5-1,9 |
| ПА6-ГФ | ТПЭ/ТПУ | Преимущественно механическая блокировка | Промышленные инструменты, автомобильные конструктивные детали | 200-220 | 1,8-2,2 |
| Металл | ТПУ/ПВХ | Механическая блокировка | Разъемы, Аппаратные аксессуары | 180-200 | 1,4-1,8 |
| печатная плата | Полиамидный клей-расплав | Физическое соединение + герметизация | Электронные компоненты, Датчики | 180-210 | 1,5-2,0 |

Рис. 2. Различные электронные корпуса на разных стадиях сборки: литые ручки и корпуса с защелкивающимися интерфейсами и усилением конструкции.
Как защитить чувствительные компоненты во время заливки печатных плат?
Основным целевым решением для защиты хрупких элементов на печатных платах является использование литья под низким давлением (1,5–40 бар).
При таком методе не возникают проблемы отклонения направляющей проволоки и поломки паяного соединения, возникающие в результате высокого давления и высокой температуры традиционного литья под давлением.
Термическое повреждение и повреждение под давлением
И температура, и давление должны быть очень хорошо отрегулированы. При контакте с печатной платой температура расплава должна быть снижена до менее 135°C.
Давление низкого давления при литьевом формовании намного меньше по сравнению с давлением, прикладываемым во время обычного процесса литья под давлением. Для одновременной защиты и герметизации используется низкотемпературный полиамидный термоплавкий клей.
Отклонение направляющей провода и поломка паяного соединения
Главным виновником является сила сдвига расплава. Лучше всего изменить расположение затвора с помощью анализа текучести пресс-формы, а затем нанести клей на направляющие провода и паяные соединения, чтобы сформировать тонкий слой изоляции, который будет противостоять ударам.
Надежность электроизоляции
Поэтому покрывающий материал должен быть пригоден для обеспечения долгосрочной изоляции и гидроизоляции . Полиамидный клей-расплав обладает отличными изоляционными характеристиками. После формования его необходимо проверить на стабильность, например, такими методами, как устойчивость к влажному жару и устойчивость к солевому туману.

Рисунок 3: Сравнение пустой печатной платы (PCB) и той же платы, полностью инкапсулированной в черный полимерный корпус посредством формования под низким давлением.
Почему формование электроники является лучшим испытанием для управления технологическим процессом?
Формование электроники Это очень деликатный процесс, требующий строгого соблюдения температуры, давления и уровня напряжения, поскольку электронные детали очень чувствительны к этим факторам.
Крайне важно сочетать контроль температуры и давления, меры по снятию напряжений и полномасштабные испытания на каждом этапе производственной линии для достижения водонепроницаемости, герметизации и долговечности в долгосрочной перспективе .
Проблемы гидроизоляции и герметизации
Достижение уровня водонепроницаемости IP67/IP68 в основном предполагает устранение микрозазоров в интерфейсе. Поэтому необходимо обеспечить стабильное химическое соединение материала.
Кроме того, должны быть хорошо спроектированы такие функции, как уплотнительные ребра и барьеры потока, а также необходимо обеспечить обнаружение утечек посредством 100% вакуумного пузырькового испытания после формования.
Управление стрессом несовместимых материалов
Внутреннее напряжение, скорее всего, будет создано из-за различий в коэффициентах теплового расширения гетерогенных материалов.
Выбор полиамидных материалов с очень стабильной степенью усадки (1,5–2,0%) важен во избежание образования неравномерных слоев покрытия. Кроме того, следует выбирать пары материалов с сопоставимыми коэффициентами теплового расширения.
Включение функционального тестирования
Функциональное тестирование должно быть частью процесса замкнутого цикла, который включает в себя 100% проверку электрических характеристик и испытание изоляции высокого напряжения . Его следует сочетать с автоматизированным оптическим контролем, который помогает выявить проблемы с электрическими характеристиками, а также дефекты внешнего вида.
JS Precision предоставляет индивидуальные технологические решения для наплавки электроники, предлагая бесплатные расчеты производственных затрат, чтобы сделать прецизионную наплавку электроники более эффективной.
Как низкотемпературное формование решает проблемы, связанные с термочувствительными подложками?
Низкотемпературное формование с использованием низких температур 180–220°С и низкого давления 1,5–40 бар не выходит за пределы допуска для термочувствительных подложек, поэтому является решением проблемы повреждения термочувствительных подложек, а также повышает выход продукции более чем на 95%.
Защита термочувствительных подложек и компонентов
Низкая температура и низкое давление являются основными преимуществами, значительно отличающимися от традиционные параметры литья под давлением , как подробно описано ниже.
| Тип процесса | Давление впрыска (бар) | Температура плавления (°C) | Температура формы (°C) | Время выдержки (с) | Время охлаждения (с) | Применимые сценарии |
| Традиционное формование из твердого пластика | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | Обычное формование пластиковых деталей |
| Формование при низком давлении и низкой температуре | 1,5-40 | 180-220 | 30-50 | 5-10 | 10-20 | Термочувствительные компоненты, формование печатных плат |
| ЛСР Формование | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | Медицинское оборудование, Уплотнения |
| Декоративная пленка | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | Внешний вид Детали, Бытовая электроника |
Стратегия выбора материала
Основным компонентом является полиамидный клей-расплав, который прочно склеивается с широким спектром оснований, не содержит растворителей, может быть переработан и является хорошим компромиссом между защитой и стоимостью.
Энергосбережение и экономическая эффективность
По сравнению с традиционным литьем под давлением потребление энергии сокращается более чем на 30%. недорогие алюминиевые формы могут быть использованы, скорость производства увеличивается более чем в 10 раз, а общая экономическая выгода значительна.
Свяжитесь с JS Precision, чтобы получить технические параметры и рекомендации по выбору материалов для низкотемпературного формования, а также адаптировать решения по формованию для ваших термочувствительных продуктов.
Как предотвратить дефекты при формовании вставок из декорированной пленки?
При попытке предотвратить переформование вставок из декорированной пленки основное внимание уделяется контролю радиуса рельефа формы. Если это сделать вместе с точным размещением пленки и контролем температуры/давления, можно повысить уровень производительности до более чем 90% и устранить такие проблемы, как отслаивание чернил и сморщивание пленки.
Отслаивание чернил и сморщивание пленки
Основными причинами этих проблем являются неправильная кривизна и слишком высокая температура. Очень важно поддерживать соотношение радиуса кривизны формы к диаметру в диапазоне от 1,5:1 до 10:1, использовать фиксирующие штифты, а также вакуумную адсорбцию для фиксации пленки и минимизировать температуру и давление, чтобы краска не разлагалась.
Несовпадение позиционирования и перфорация
Точность позиционирования должна контролироваться в пределах 0,05 мм. Внедрение технологии штамповки в форме необходимо для того, чтобы штамповку и нанесение покрытия можно было выполнять одновременно за один этап, что практически исключает ошибки, связанные с второстепенными операциями.
Поддержание оптической прозрачности
Использование материалов с высоким светопропусканием, регулировка параметров процесса впрыска таким образом, чтобы не образовывались следы текучести, а также нанесение твердого покрытия на поверхность пленки – все это способствует повышению устойчивости продукта к царапинам и стабильному внешнему виду.
Отправьте свои требования к внешнему виду и функциональности, и JS Precision предоставит вам универсальное решение для формования. наплавка декоративных пленочных вставок для получения точных котировок.
Каков наиболее экономичный способ устранения неполадок при формовании?
Самый экономичный метод устранения неполадок при формовании — использовать методы, основанные на данных. Интеграция оптимизации процесса планирования экспериментов (DOE) с микроремонтом пресс-формы может снизить стоимость пробного формования более чем на 30%, тем самым избегая ненужных настроек машины вслепую.
Корректировка на основе данных: от пробного формования до массового производства
DOE формирует основу оптимизации процессов. Путем проведения ортогональных экспериментов определяются идеальные условия, измеряется влияние переменных и стандартизируются карты параметров, чтобы гарантировать стабильное массовое производство.
Микроремонт пресс-формы и серьезные корректировки процесса
Сначала выполняется корректировка аномальных параметров процесса, а затем микроремонт дефектов конструкции пресс-формы. Это делается на основе концепции «сначала легко, потом сложно». Отведение почетного места изменениям машины приводит к снижению общих затрат.
Пример успеха JS Precision: производительность формования инкапсуляционной печатной платы для некоторых автомобильных электронных плат увеличена до 98 %
Задача клиента
У мирового поставщика автомобилей первого уровня возникли серьезные проблемы, связанные с несоосностью золотой проволоки и смещением вставок во время формования печатных плат для модулей управления автомобильными дверными замками. Первоначальный выход продукции составил всего 57%, что привело к ежемесячным убыткам в размере более 45 000 долларов США из-за бракованных материалов.
В то же время уровень герметичности продукта IP67 был ниже 80% , что является явным несоответствием требованиям поставки OEM.
Прецизионные решения JS
Техническая команда JS Precision начала решение проблем клиента с полного устранения неполадок в формовании. Они предложили решения в четырех областях:
1. Оптимизация дизайна:
Мы полностью перепроектировали опорную структуру встроенного компонента, интегрировав точки механической блокировки в подложку, чтобы не только повысить ее ударную вязкость, но и в первую очередь предотвратить перемещение встроенного компонента .
2. Инновации в процессах:
Мы реализовали низкотемпературное формование Технология, в которой особое внимание уделяется строгому контролю давления впрыска на уровне 35 бар и одновременному регулированию температуры формы так, чтобы расплав достигал печатной платы всего при 128°С. Таким образом, золотые провода и паяные соединения остаются неповрежденными и защищенными.
3. Проверка текучести пресс-формы:
Благодаря анализу фронта течения расплава с помощью Moldex-3D мы смогли определить оптимальное положение литника, позволяющее расплаву обтекать чувствительную зону золотой проволоки, избегая, таким образом, воздействия поперечной силы.
4. Оптимизация параметров Министерства энергетики:
Мы провели 16 ортогональных экспериментов с целью найти оптимальную кривую давления выдержки и время охлаждения . Это привело к решению таких проблем, как плохая герметизация продукта и вмятины на поверхности.
Количественные результаты
✅ Повышенная производительность: процент вторичного формования печатных плат модуля управления автомобильными дверными замками увеличился с 57% до 98,3%, что снизило уровень брака более чем на 70%.
✅ Сокращение времени цикла: время производственного цикла сократилось на 22%, с 45 секунд на штуку до 35 секунд на штуку, что повысило эффективность производства.
✅ Экономия средств: ежегодные затраты на металлолом были сокращены на 380 000 долларов США, в то время как сокращение отходов материала для пробного формования оценивается более чем в 50 000 долларов США.
✅ Повышенная надежность: продукты выдержали 1000 часов испытаний на циклическое изменение температуры (-40~125), подтвердив 100% соответствие герметичности IP67.
Этот проект не только позволил заказчику обеспечить стабильное и надежное массовое производство автомобильных электронных модулей, но и продемонстрировал техническую мощь заказчика JS Precision в формование печатных плат поле.
Хотите добиться аналогичного прорыва в производительности и затратах в своем производстве формования? Свяжитесь с командой инженеров JS Precision прямо сейчас для индивидуального технического общения и индивидуальных решений.
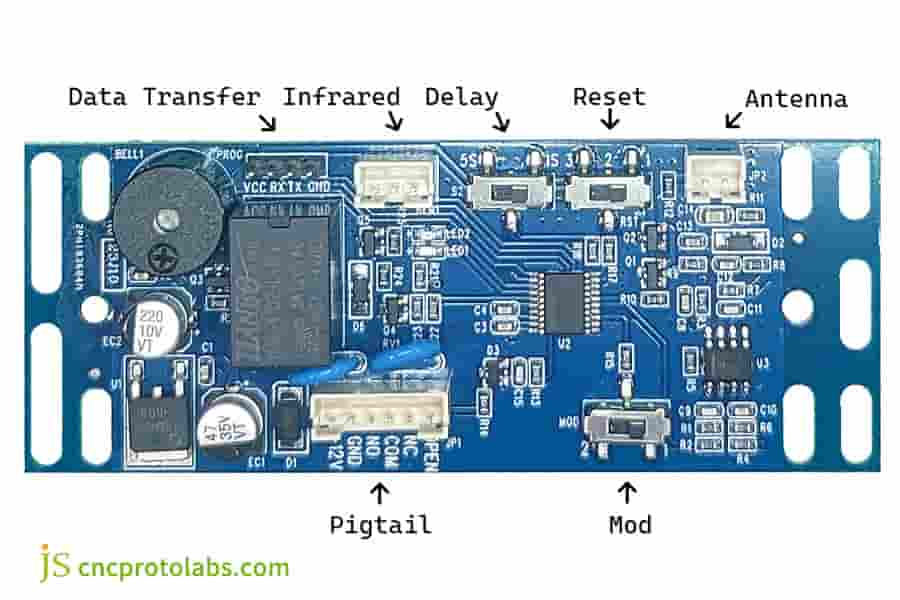
Рис. 4. Подробная компоновка синей печатной платы (PCB) с компонентами, обозначенными для таких функций, как передача данных и антенна, предназначенная для герметизации методом заливки.
Часто задаваемые вопросы
В1: Что делать, если адгезия формования слабая?
Во-первых, проверьте совместимость подложки и материала покрытия, замените совместимую комбинацию, очистите поверхность подложки от загрязнений и увеличьте температуру формы, чтобы обеспечить образование химических связей.
В2: Как предотвратить повреждение компонентов во время нанесения покрытия на печатную плату?
Сначала выберите литье под низким давлением (давление < 40 бар) и используйте низкотемпературные полиамидные материалы (температура плавления 180–220°С), поскольку высокие температура и давление могут привести к повреждению высокоточных компонентов.
Q3: Как решить проблему с короткими кадрами (недостаточное заполнение)?
Вы можете увеличить скорость впрыска, а также температуру плавления и формы для улучшения текучести. Кроме того, оптимизация системы вентиляции формы для обеспечения выхода воздуха из полости формы поможет устранить недостаточное заполнение.
Вопрос 4: Может ли формование достичь водонепроницаемости IP68?
Чтобы сделать продукт водонепроницаемым со степенью защиты IP68, необходимо использовать такое сочетание подложки и материала покрытия, которые химически связываются друг с другом и обладают очень хорошей стабильностью. Затем конструкцию следует герметично загерметизировать. Наконец, наличие каких-либо утечек после формования будет проверено вакуумно-пузырьковым методом.
В5: Какова минимальная толщина слоя покрытия?
Что касается мягких накладок, вашей целью должна быть толщина не менее 1,6 мм . Тонкие слои остывают очень быстро, однако они плохо сцепляются с подложкой и могут треснуть или потерять материал.
Вопрос 6: Как предотвратить смещение вставок во время наложения?
Просто обеспечьте прочную конструкцию формы, которая будет полностью поддерживать вставки, разместите заслонку так, чтобы расплавленная смола не попадала непосредственно на вставки, и рассмотрите анализ текучести формы, который поможет вам понять и предотвратить смещение.
В7: Что лучше: накладное формование или заливка?
Накладное молдинг отлично подходит для массовое производство , он очень эффективен, способен создавать сложные конструкции, а также снимать стресс. С другой стороны, заливка хорошо герметизирует и подходит для небольших партий, глубокой воды и высокого давления.
В8: Какова степень усадки при литье под низким давлением?
Литье под низким давлением часто предполагает использование полиамидного термоплавкого клея. После 24 часов формования степень усадки составляет около 1,5–2,0%, усадка стабильна, и, таким образом, точность размеров продукта хорошо контролируется.
Краткое содержание
Устранение неполадок в формовании — это не просто корректировка одного процесса, это систематический инженерный проект, охватывающий проектирование формования, выбор материала, контроль процесса и функциональные испытания.
Почему стоит выбрать JS Precision?
🏭 Более 15 лет опыта в области формования, обслуживания клиентов из автомобильной, медицинской и бытовой электроники по всему миру.
🔬 Обладать лабораторией анализа текучести пресс-формы + возможностями оптимизации процессов Министерства энергетики .
🌱 Используйте экологически чистые технологии производства, такие как низкотемпературное литье под давлением и материалы на биологической основе.
📞 Круглосуточный инженерный ответ , бесплатная оценка DFM.
Примите меры прямо сейчас: отправьте нам свои чертежи, чтобы получить бесплатный отчет о технико-экономическом обосновании формования. Позвольте нам помочь вам превратить урожайность из «плохой» в «отличную».
[ Нажмите здесь, чтобы связаться с техническими экспертами JS Precision ] или позвоните +86 189 2585 8912

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

