

Risoluzione dei problemi di sovrastampaggio è una questione fondamentale che non può essere evitata nel campo della produzione di precisione.
Ad esempio, dopo il sovrastampaggio, i circuiti stampati del valore di migliaia di dollari possono avere problemi con il disallineamento dei fili d'oro e danni al componente incorporato.
Nel frattempo, gli articoli impermeabili non saranno adeguatamente sigillati nei test IPX7. Questi problemi continuano a erodere i profitti della produzione.
Questo articolo si propone di analizzare le ragioni principali dei problemi del sovrastampaggio e di utilizzare metodi e dati pratici per offrire alle organizzazioni una soluzione completa, a partire dalla progettazione fino alla soluzione del processo . In questo modo è possibile ottenere cambiamenti qualitativi nella resa e nell'affidabilità nella produzione del sovrastampaggio.
Tabella delle risposte principali
| Sezioni di articoli | Contenuto principale | Punti tecnici |
| Difetti comuni | Cause principali e contromisure per mancata adesione, bava e danni all'intarsio. | Compatibilità dei materiali, ventilazione dello stampo, struttura di supporto completo per intarsi. |
| Chiavi di progettazione | La progettazione dell'interblocco meccanico e l'ottimizzazione del rapporto di spessore della parete determinano il successo dello stampaggio. | Struttura ad incastro, rapporto spessore parete < 2:1, raggio angolare 0,5 mm per evitare angoli acuti. |
| Protezione dei componenti elettronici | Stampaggio a iniezione a bassa pressione, analisi del flusso dello stampo, strategia di protezione del filo d'oro. | Bassa pressione (1,5-40 bar), temperatura di fusione che raggiunge il PCB < 135. |
| Controllo del processo | Sigillatura impermeabile, gestione dello stress, ottimizzazione dei parametri DOE. | Sigillatura IP67/IP68, tasso di restringimento della poliammide 1,5%-2,0%, verifica dell'esperimento ortogonale DOE. |
Conclusioni chiave
- La progettazione innanzitutto: la ragione dell'80% dei difetti di sovrastampaggio è la fase di progettazione, non il processo di produzione.
- Protezione dalla sensibilità termica: lo stampaggio a iniezione a bassa pressione può offrire una pressione di protezione <40 bar componenti elettronici di precisione , in modo che la resa possa essere aumentata di oltre il 30%.
- Basato sui dati: l'esecuzione di un DOE per trovare i migliori parametri di processo può ridurre gli sprechi di stampi di prova del 30% o anche più.
- Abbinamento dei materiali: incollaggio chimico e incastro meccanico sono le due garanzie che garantiscono l'affidabilità dell'incollaggio del sovrastampaggio.
Perché fidarsi di questa guida? Condivisione del metodo di risoluzione dei problemi del sovrastampaggio di precisione JS
La professionalità nella risoluzione dei problemi del sovrastampaggio è il fattore chiave nel determinare l'efficienza della produzione.
JS Precision, con 15 anni di esperienza pratica e una clientela di fascia alta, tra cui l'industria automobilistica globale, medica ed elettronica di consumo, ha risolto con successo oltre 2000 progetti complessi di sovrastampaggio e ha sviluppato un sistema di soluzioni standardizzato per problemi importanti come mancata adesione, danni ai componenti elettronici e scarsa tenuta.
La nostra azienda possiede un laboratorio di analisi del flusso dello stampo e può eseguire simulazioni del flusso dello stampo a dimensione intera utilizzando Moldex-3D e SOLIDWORKS Plastics. Disponiamo inoltre di tecnologie chiave come l'ottimizzazione del processo DOE e lo stampaggio a iniezione a bassa pressione e bassa temperatura.
Insieme a un team di ingegneri professionisti e apparecchiature di produzione di precisione, siamo in grado di fornire ai clienti supporto individuale per l'intero processo, a partire dall'ottimizzazione del design e dal debug del processo, fino alla produzione di massa, garantendo così una qualità stabile del prodotto e l'efficienza della produzione.
Prendiamo il caso di un'azienda di elettronica automobilistica: la resa del sovrastampaggio dei suoi PCB era solo del 65% a causa del disallineamento del filo d'oro e del guasto delle guarnizioni, quindi le perdite mensili di scarti superavano i 180.000 dollari. Il rendimento è stato aumentato al 97,5% e le perdite mensili di scarti sono diminuite di 171.000 dollari dopo soli 10 giorni di ottimizzazione del processo di JS Precision.
JS Precision segue rigorosamente gli standard di ritardanza di fiamma UL 94 e compatibilità dei materiali per l'abbinamento dei materiali di sovrastampaggio. Inoltre, l'azienda soddisfa i requisiti di biocompatibilità di ISO 10993-1 , garantendo così che la combinazione di substrato e materiali di sovrastampaggio sia al livello dei più alti standard del settore.
Finora, JS Precision ha massimizzato la resa media del sovrastampaggio di PCB di componenti elettronici automobilistici fino a oltre il 98% ed è stata ottenuta la conformità di tenuta IP68 al 100% per il sovrastampaggio di dispositivi medici, il che ha aiutato i clienti a risparmiare più di un milione di dollari all'anno in costi di scarto.
Per le aziende che affrontano sfide legate al sovrastampaggio, il nostro team di ingegneri offre consulenza tecnica gratuita per la risoluzione dei problemi di sovrastampaggio, fornendo un'analisi precisa delle cause alla radice e soluzioni preliminari per i difetti del prodotto, consentendo di trovare rapidamente il punto di svolta.
Quali sono le sfide più comuni per la risoluzione dei problemi del sovrastampaggio che devi affrontare?
La maggior parte dei guasti del sovrastampaggio sono legati a guasti dell'adesivo, bave/brevi scatti e danni incorporati (che insieme costituiscono oltre il 70%). La risoluzione di questi problemi può aumentare la resa produttiva di oltre il 60%. I punti dettagliati su come affrontare questi problemi sono elencati di seguito.
Rottura dell'adesivo:
Le ragioni principali del fallimento dell'adesivo includono l'incompatibilità del materiale, la contaminazione del substrato e la temperatura errata . L'utilizzo di combinazioni compatibili come TPE e PP, la pulizia del substrato e l'impostazione della temperatura di stampaggio in linea con le caratteristiche del materiale (ad esempio, la temperatura del substrato di sovrastampaggio LSR a 250-400F) sono passaggi essenziali per evitare guasti all'adesivo.
Flash e iniezione breve:
Per eliminare la bava, potrebbe essere necessario aumentare la forza di bloccaggio del 15-20%. D'altro canto, un'iniezione breve può essere gestita aumentando la pressione di iniezione del 10-15% e ventilando adeguatamente. Per affrontare entrambi i problemi, il percorso del flusso di fusione può essere messo a punto utilizzando l'analisi del flusso dello stampo.
Danni all'intarsio:
È il risultato della mancanza di supporto, del posizionamento errato del cancello o di una pressione troppo alta. Pertanto, per fare ciò creerai una struttura di supporto completo con il design, verrà ottimizzata la posizione del cancello, la previsione della forza di flusso dello stampo verrà eseguita dal software.
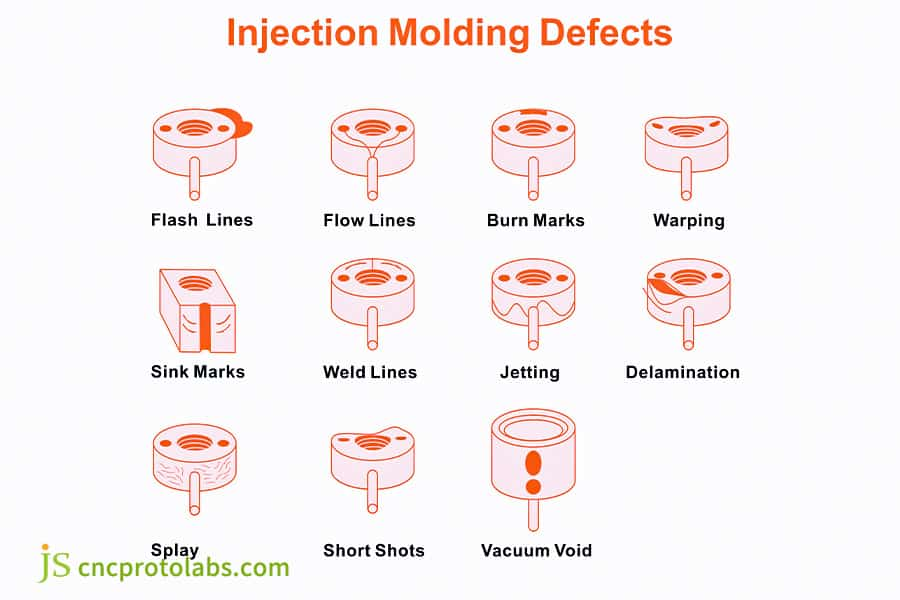
Figura 1: Un grafico che elenca e illustra dodici difetti comuni dello stampaggio a iniezione, come bave, linee di flusso e segni di depressione, utile per la risoluzione dei problemi di sovrastampaggio.
Perché la progettazione del sovrastampaggio determina l'80% del successo dello stampaggio?
Design sovrastampato è il fattore principale che determina per un fattore pari all'80% il successo dello stampaggio. Questo perché la selezione del materiale e la geometria del prodotto possono eliminare il 90% dei problemi di adesione, deformazione e sigillatura alla fonte. Una progettazione scadente rende inutili tutti i cambiamenti nel processo.
Interblocco meccanico e legame chimico:
Per garantire l’affidabilità dell’adesione per il sovrastampaggio, il processo deve combinare legame chimico e incastro meccanico.
Il legame chimico è un fattore di compatibilità del materiale, mentre l'incastro meccanico è possibile attraverso l'uso del substrato attraverso fori e scanalature e, allo stesso tempo, evitando cambiamenti bruschi nelle zone di transizione del materiale.
Rapporto tra spessore della parete e distanza del flusso
Lo spessore dello strato di rivestimento morbido deve essere pari o superiore a 1,6 mm. Il rapporto tra percorso del flusso e spessore della parete deve essere controllato molto bene. Per forme strutturali complicate, è possibile applicare un tipo a doppia porta per contribuire a rafforzare l'uniformità di riempimento ed evitare situazioni di raffreddamento troppo rapido o riempimento insufficiente.
Design con bordi e spigoli vivi
Gli spigoli vivi sono la causa principale della concentrazione delle tensioni e delle crepe. Pertanto, secondo la normativa, tutti gli spigoli vivi dovrebbero avere un raggio di almeno 0,5 mm Norme ASTM D638 . Lo stress viene distribuito mediante transizioni arrotondate ed è stata progettata una struttura di arresto rigido per impedire l'arricciamento dello strato di rivestimento.
Tabella di compatibilità dei materiali comuni per sovrastampaggio
| Materiale di base | Materiale di rivestimento consigliato | Metodo di legame | Campi applicabili | Temperatura di stampaggio (°C) | Restringimento (%) |
| PP | TPE/TPV | Legame chimico + interblocco meccanico | Parti automobilistiche, manici per utensili | 180-200 | 1,5-2,0 |
| ABS | TPC/TPU | Legame chimico | Elettronica di consumo, dispositivi medici | 190-210 | 1.6-2.1 |
| PC+ABS | TPU/TPE | Legame chimico | Elettronica automobilistica, strumenti di precisione | 200-220 | 1.5-1.9 |
| PA6-GF | TPE/TPU | Interblocco principalmente meccanico | Strumenti industriali, parti strutturali automobilistiche | 200-220 | 1.8-2.2 |
| Metallo | TPU/PVC | Interblocco meccanico | Connettori, accessori hardware | 180-200 | 1.4-1.8 |
| PCB | Adesivo hot melt poliammidico | Legame fisico + Sigillatura | Componenti elettronici, sensori | 180-210 | 1,5-2,0 |

Figura 2: Vari involucri elettronici in diverse fasi di assemblaggio, che mostrano impugnature e involucri sovrastampati con interfacce a scatto e rinforzi strutturali.
Come proteggere i componenti sensibili durante il sovrastampaggio dei circuiti stampati?
La principale soluzione mirata per salvaguardare gli elementi delicati sui PCB sovrastampati è l'uso dello stampaggio a iniezione a bassa pressione (1,5-40 bar).
In tale tecnica non si incontrano i problemi di deviazione della guida del filo e di rottura del giunto di saldatura, che derivano dall'alta pressione e dall'alta temperatura del tradizionale stampaggio a iniezione.
Danno termico e danno da pressione
Sia la temperatura che la pressione dovrebbero essere regolate molto bene. A contatto con il PCB, la temperatura di fusione deve essere abbassata a meno di 135°C.
La pressione di stampaggio a iniezione a bassa pressione è molto inferiore rispetto alla pressione applicata durante il processo di stampaggio a iniezione convenzionale. Per proteggere e sigillare contemporaneamente viene utilizzato un adesivo hot melt poliammidico a bassa temperatura.
Deviazione della guida del filo e rottura del giunto di saldatura
Il principale colpevole è la forza di taglio della fusione. Cambiare la posizione del cancello utilizzando l'analisi del flusso dello stampo e quindi applicare la colla sulle guide del filo e sui giunti di saldatura per formare un sottile strato di isolamento che resista all'impatto sono i passi migliori da intraprendere.
Affidabilità dell'isolamento elettrico
Il materiale di copertura deve quindi essere idoneo a fornire isolamento e impermeabilizzazione a lungo termine . L'adesivo hot melt poliammidico presenta eccellenti caratteristiche di isolamento. La stabilità deve essere testata dopo lo stampaggio, ad esempio mediante metodi quali la resistenza al calore umido e la resistenza alla nebbia salina.

Figura 3: Un confronto che mostra una scheda a circuito stampato (PCB) nuda e la stessa scheda completamente incapsulata in un alloggiamento in polimero nero tramite sovrastampaggio a bassa pressione.
Perché l'elettronica per sovrastampaggio è il test definitivo per il controllo del processo?
Elettronica sovrastampata è un processo estremamente delicato che richiede il rigoroso rispetto dei livelli di temperatura, pressione e stress poiché le parti elettroniche sono molto sensibili a questi fattori.
È fondamentale combinare controlli di temperatura e pressione, misure di riduzione dello stress e test su vasta scala in ogni fase della linea di produzione per ottenere impermeabilità, tenuta e durata nel lungo periodo .
Le sfide dell'impermeabilizzazione e della sigillatura
Il raggiungimento dei livelli di impermeabilità IP67/IP68 implica fondamentalmente l'eliminazione dei micro gap nell'interfaccia. Pertanto deve essere garantito un legame chimico stabile tra i materiali.
Inoltre, caratteristiche quali nervature di tenuta e barriere di flusso devono essere ben progettate e deve essere eseguito il rilevamento delle perdite tramite test delle bolle di vuoto al 100% dopo lo stampaggio.
Gestione dello stress da materiali incompatibili
È molto probabile che si creino tensioni interne a causa delle differenze nei coefficienti di dilatazione termica dei materiali eterogenei.
Scegliere materiali in poliammide che abbiano tassi di ritiro molto stabili (1,5%-2,0%) è importante per evitare la formazione di strati di rivestimento irregolari. Inoltre, dovrebbero essere selezionate coppie di materiali con coefficienti di dilatazione termica comparabili.
Incorporazione dei test funzionali
I test funzionali devono essere parte di un processo a circuito chiuso che include il test delle prestazioni elettriche al 100% e dell'isolamento ad alta tensione . Dovrebbe essere combinato con un'ispezione ottica automatizzata che aiuta a riconoscere i problemi di prestazioni elettriche e i difetti estetici.
JS Precision fornisce soluzioni di processo personalizzate per il sovrastampaggio di componenti elettronici, offrendo calcoli gratuiti dei costi di produzione per rendere più efficiente il sovrastampaggio di componenti elettronici di precisione.
In che modo il sovrastampaggio a bassa temperatura risolve i problemi associati ai substrati sensibili al calore?
Il sovrastampaggio a bassa temperatura, utilizzando basse temperature di 180-220 e basse pressioni di 1,5-40 bar, non raggiunge i limiti di tolleranza dei substrati sensibili al calore, quindi è una soluzione al problema dei danni ai substrati sensibili al calore e migliora anche la resa oltre il 95%.
Protezione di substrati e componenti sensibili al calore
La bassa temperatura e la bassa pressione sono vantaggi fondamentali, significativamente diversi da parametri tradizionali dello stampaggio a iniezione , come di seguito dettagliato.
| Tipo di processo | Pressione di iniezione (bar) | Temperatura di fusione (°C) | Temperatura dello stampo (°C) | Tempo di attesa (s) | Tempo di raffreddamento (s) | Scenari applicabili |
| Sovrastampaggio tradizionale di plastica dura | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | Sovrastampaggio di parti in plastica generali |
| Sovrastampaggio a bassa temperatura e bassa pressione | 1,5-40 | 180-220 | 30-50 | 5-10 | 10-20 | Componenti termosensibili, sovrastampaggio PCB |
| Sovrastampaggio LSR | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | Dispositivi Medici, Sigilli |
| Sovrastampaggio di pellicole decorative | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | Parti estetiche, Elettronica di consumo |
Strategia di selezione dei materiali
Il componente principale è un adesivo hot melt poliammidico che aderisce saldamente a un'ampia gamma di substrati, è privo di solventi, può essere riciclato e rappresenta un buon compromesso tra protezione e costi.
Risparmio energetico ed efficienza dei costi
Rispetto allo stampaggio a iniezione convenzionale, il consumo di energia viene ridotto di oltre il 30%, stampi in alluminio economici può essere impiegato, la velocità di produzione aumenta di oltre 10 volte e il vantaggio in termini di costi totali è considerevole.
Contatta JS Precision per ottenere parametri tecnici e linee guida per la selezione dei materiali per il sovrastampaggio a bassa temperatura e personalizzare le soluzioni di stampaggio per i tuoi prodotti sensibili al calore.
Come prevenire difetti nel sovrastampaggio di inserti in film decorati?
L'obiettivo principale quando si cerca di prevenire il sovrastampaggio di inserti in pellicola decorati è controllare il raggio di rilievo dello stampo. Se tutto ciò viene fatto insieme ad un accurato posizionamento della pellicola e al controllo della temperatura/pressione, è possibile aumentare i livelli di output fino a oltre il 90% ed eliminare problemi come il distacco dell'inchiostro e l'increspatura della pellicola.
Distacco dell'inchiostro e stropicciamento della pellicola
Le ragioni principali di questi problemi sono la curvatura errata e la temperatura troppo elevata. È molto importante mantenere il rapporto tra raggio di curvatura dello stampo e diametro compreso tra 1,5:1 e 10:1, utilizzare perni di posizionamento e aspirazione a vuoto per fissare la pellicola e ridurre al minimo la temperatura e la pressione in modo che l'inchiostro non si degradi.
Posizionamento disallineamento e punzonatura
La precisione di posizionamento deve essere controllata entro 0,05 mm. L'adozione della tecnologia di punzonatura in stampo è necessaria affinché la punzonatura e il rivestimento possano essere eseguiti simultaneamente in un unico passaggio, eliminando praticamente gli errori dovuti alle operazioni secondarie.
Mantenere la trasparenza ottica
L'uso di materiali con elevata trasmissione luminosa, la regolazione dei parametri del processo di iniezione in modo da non causare segni di flusso, nonché l'implementazione di un rivestimento duro sulla superficie della pellicola contribuiscono a rendere il prodotto più resistente ai graffi con un aspetto stabile.
Invia i tuoi requisiti estetici e funzionali e JS Precision ti fornirà una soluzione di stampaggio completa per sovrastampaggio di inserti in film decorato per ottenere preventivi precisi.
Qual è il modo più economico per implementare la risoluzione dei problemi del sovrastampaggio?
Il metodo più economico per implementare la risoluzione dei problemi di sovrastampaggio è affidarsi a tecniche "guidate dai dati". L'integrazione dell'ottimizzazione del processo di progettazione degli esperimenti (DOE) con la microriparazione dello stampo può ridurre il costo dello stampaggio di prova di oltre il 30%, evitando così inutili regolazioni cieche della macchina.
Adeguamenti basati sui dati dallo stampaggio di prova alla produzione di massa
Il DOE costituisce la base dell'ottimizzazione dei processi. Attraverso l'esecuzione di esperimenti ortogonali, vengono determinate le condizioni ideali, viene misurato l'effetto delle variabili e le schede dei parametri vengono standardizzate per garantire una produzione di massa stabile.
Microriparazioni dello stampo rispetto a importanti aggiustamenti del processo
Per prima cosa vengono eseguite le regolazioni dei parametri di processo anomali, seguite dalla microriparazione dei difetti di progettazione dello stampo. Ciò avviene in base al concetto “prima facile, poi difficile”. Dare un posto d'onore ai cambi macchina porta ad abbassare i costi complessivi.
Caso di successo di JS Precision: la resa di uno stampaggio di incapsulamento di PCB elettronici per il settore automobilistico è aumentata al 98%
Sfida del cliente
Un fornitore automobilistico globale di livello 1 ha riscontrato seri problemi con il disallineamento del filo d'oro e lo spostamento dell'inserto durante il sovrastampaggio di PCB per i moduli di controllo delle serrature delle portiere automobilistiche. La resa di produzione iniziale era solo del 57%, con conseguenti perdite mensili di oltre 45.000 dollari a causa di materiali di scarto.
Allo stesso tempo, il livello di conformità della tenuta IP67 del prodotto era inferiore all'80% , un chiaro fallimento nel soddisfare i requisiti di consegna OEM.
Soluzioni di precisione JS
Il team tecnico di JS Precision ha avviato la risoluzione dei problemi del cliente mediante una risoluzione completa dei problemi di sovrastampaggio. Hanno trovato soluzioni in quattro aree:
1. Ottimizzazione della progettazione:
Abbiamo completamente riprogettato la struttura di supporto del componente incorporato, integrando punti di interblocco meccanico nel substrato non solo per migliorarne la resistenza agli urti, ma anche per evitare che il componente incorporato si muova .
2. Innovazione dei processi:
Abbiamo implementato sovrastampaggio a bassa temperatura tecnologia, con particolare attenzione al controllo rigoroso della pressione di iniezione a 35 bar e contemporaneamente alla regolazione della temperatura dello stampo in modo che la massa fusa raggiunga il PCB a soli 128°C. In questo modo i fili d'oro e i giunti di saldatura rimangono intatti e protetti.
3. Verifica del flusso nello stampo:
Attraverso l'analisi Moldex-3D del fronte del flusso di fusione, siamo stati in grado di identificare la posizione ottimale del punto di accesso che consente alla fusione di fluire attorno all'area sensibile del filo d'oro, evitando così l'impatto della forza di taglio.
4. Ottimizzazione dei parametri DOE:
Abbiamo condotto 16 esperimenti ortogonali con l'obiettivo di trovare la migliore curva di pressione di mantenimento e tempo di raffreddamento . Ciò ha portato alla risoluzione di problemi quali scarsa tenuta del prodotto e ammaccature superficiali.
Risultati quantitativi
✅ Resa migliore: la resa del sovrastampaggio per i PCB dei moduli di controllo delle serrature delle automobili è aumentata dal 57% al 98,3%, riducendo il tasso di difetti di oltre il 70%.
✅ Tempo di ciclo più breve: il tempo del ciclo di produzione è stato ridotto del 22%, da 45 secondi/pezzo a 35 secondi/pezzo, aumentando così l'efficienza produttiva.
✅ Risparmio sui costi: i costi annuali degli scarti sono stati ridotti di 380.000 dollari, mentre la riduzione degli scarti dei materiali di stampaggio di prova è stata valutata a oltre 50.000 dollari.
✅ Affidabilità migliorata: i prodotti hanno resistito per 1.000 ore a test di cicli di temperatura (-40~125), confermando la conformità della tenuta IP67 al 100%.
Questo progetto non solo ha permesso al cliente di produrre in serie moduli elettronici per autoveicoli in modo stabile e affidabile, ma ha anche messo in mostra la forza tecnica del cliente JS Precision nel settore circuiti stampati per sovrastampaggio campo.
Desideri ottenere risultati simili in termini di rendimento e costi nella tua produzione di sovrastampaggio? Contatta subito il team di ingegneri di JS Precision per comunicazioni tecniche individuali e soluzioni personalizzate.
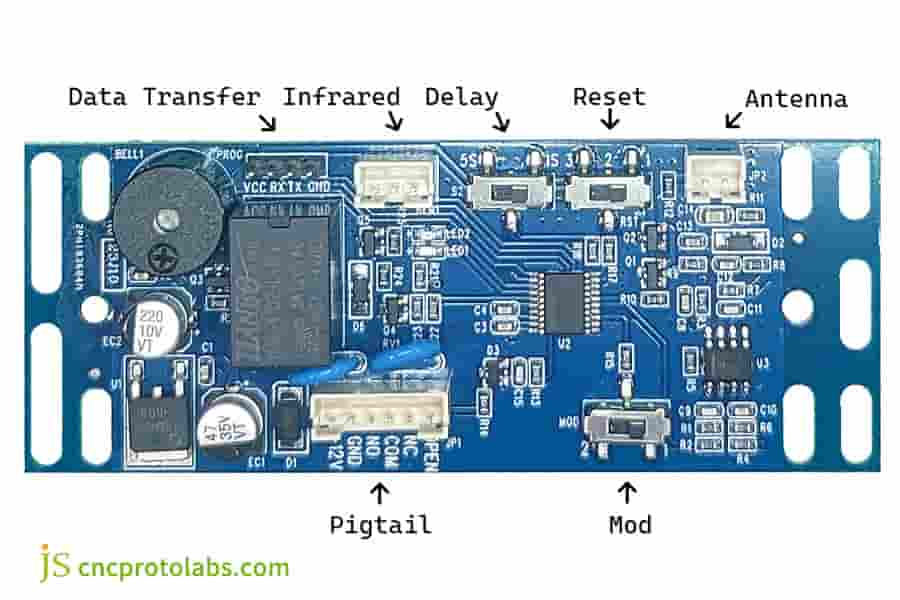
Figura 4: Un layout dettagliato di un circuito stampato blu (PCB) con componenti etichettati per funzioni quali trasferimento dati e antenna, progettati per l'incapsulamento tramite sovrastampaggio.
Domande frequenti
Q1: Cosa fare se l'adesione del sovrastampaggio è debole?
Innanzitutto, verificare la compatibilità tra il substrato e il materiale di rivestimento, sostituire la combinazione compatibile, pulire la superficie del substrato per rimuovere i contaminanti e aumentare la temperatura dello stampo per garantire la formazione di legami chimici.
Q2: Come prevenire danni ai componenti durante il rivestimento del PCB?
Decidere innanzitutto lo stampaggio a iniezione a bassa pressione (pressione < 40 bar) e utilizzare materiali in poliammide a bassa temperatura (temperatura di fusione 180-220) poiché l'alta temperatura e pressione possono causare danni a componenti altamente precisi.
Q3: Come risolvere gli scatti brevi (riempimento insufficiente)?
È possibile aumentare la velocità della pressione di iniezione nonché le temperature di fusione e stampo per migliorare la fluidità. Inoltre, l'ottimizzazione del sistema di ventilazione dello stampo per consentire all'aria di fuoriuscire dalla cavità dello stampo aiuterà a eliminare il riempimento insufficiente.
Q4: Il sovrastampaggio può raggiungere un grado di impermeabilità IP68?
Il modo per rendere un prodotto impermeabile IP68 è utilizzare una combinazione di substrato e materiale di rivestimento che si legano chimicamente tra loro e abbiano un'ottima stabilità. Quindi, la struttura dovrebbe essere sigillata ermeticamente. Infine, la presenza di eventuali perdite dopo lo stampaggio verrà testata mediante il metodo delle bolle di vuoto.
Q5: Qual è lo spessore minimo dello strato di rivestimento?
Per quanto riguarda gli strati morbidi, il tuo obiettivo dovrebbe essere uno spessore di almeno 1,6 mm . Gli strati sottili si raffreddano molto velocemente, tuttavia, non si legheranno bene al substrato e potrebbero rompersi o mancare di materiale.
Q6: Come evitare che gli inserti si spostino durante la sovrapposizione?
Fornisci semplicemente una struttura robusta dello stampo per supportare completamente gli inserti, posiziona il punto di accesso in modo che la resina fusa non colpisca direttamente gli inserti e valuta l'analisi del flusso dello stampo per aiutarti a comprendere e prevenire lo spostamento.
Q7: Cos'è meglio, stampaggio a sovrapposizione o invasatura?
Lo stampaggio a sovrapposizione è ottimo per produzione di massa , è molto efficiente, capace di strutture complesse e anche di distensione. L'invasatura, d'altra parte, sigilla bene ed è adatta per piccoli lotti, acque profonde e situazioni di alta pressione.
Q8: Qual è il tasso di restringimento dello stampaggio a iniezione a bassa pressione?
Lo stampaggio a iniezione a bassa pressione spesso prevede l'utilizzo di adesivi hot melt poliammidici. Dopo 24 ore di stampaggio il tasso di ritiro è di circa 1,5%-2,0%, il ritiro è stabile e quindi la precisione dimensionale del prodotto è ben controllata.
Riepilogo
La risoluzione dei problemi del sovrastampaggio non è semplicemente una regolazione del singolo processo, bensì un progetto ingegneristico sistematico che copre la progettazione del sovrastampaggio, la selezione dei materiali, il controllo del processo e i test funzionali.
Perché scegliere JS Precision?
🏭 Oltre 15 anni di esperienza nel sovrastampaggio, rivolgendosi a clienti globali del settore automobilistico, medico ed elettronico di consumo.
🔬 Possedere un laboratorio di analisi del flusso dello stampo + capacità di ottimizzazione del processo DOE .
🌱 Impiegare tecnologie di produzione ecologiche come lo stampaggio a iniezione a bassa temperatura e materiali di origine biologica.
📞 Risposta tecnica 24 ore su 24 , valutazione DFM gratuita.
Agisci ora: inviaci i tuoi disegni per ricevere un rapporto gratuito sull'analisi di fattibilità del sovrastampaggio. Lascia che ti aiutiamo a trasformare il rendimento da "difficile" a "eccellente".
[ Fare clic qui per contattare gli esperti tecnici di JS Precision ] o chiama il numero +86 189 2585 8912

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

