

射出成形これはプラスチック製造プロセスの基礎であり、試作から量産に至るまでの主な課題です。
プロトタイプから何百万ものユニットが生産されるまでの全過程において、エンジニアは反り、収縮痕、非常に長いリードタイムなどの問題に遭遇することもあります。その秘密は、射出成形のシステム変数を理解することにあります。
この記事では、原理から材料、金型からコストまで、プラスチック射出成形プロセス全体を詳細に説明します。これにより、初期設計中に 10,000 ドルの金型修理を回避できます。
主要な回答の概要
| コア寸法 | 主な答え | あなたにとっての価値 |
| プロセス原理 | プラスチックの顆粒を加熱して流動状態にします。その後、高圧下で金型キャビティに注入され、冷却されて製品の形状が固化します。 | 射出成形プロセスの理解は、材料の選択と設計の正確さに大きく貢献するため、非常に重要です。 |
| 材料の選択 | ABS PP PC ナイロンなどの一般的な熱可塑性プラスチックは合計で、全用途の約 90% をカバーします。 | 過剰なパフォーマンスを避けるために、材料は強度、耐熱性、コストを正確にマッチングさせます。 |
| 金型戦略 |
ソフトモールド(P20 鋼 100,000 サイクル) は少量のバッチに適しています。 硬質金型(H13 鋼、数百万回のサイクル) は大規模生産に最適です。 |
を選択する金型の種類バッチのサイズに応じて、初期投資と長期的なメリットのバランスが取れます。 |
| コスト管理 | 冷却時間はサイクル タイムの 50 ~ 80% にもなる可能性があるため、適切に最適化された設計ではコストを最大 20 ~ 30% 削減することもできます。 | 最高の投資収益率を得るには、主なコスト要因を特定する必要があります。 |
重要なポイント
- 設計が価格を決定します。DFMの迅速な関与により、金型のオーバーホール費用が 30% 以上削減される可能性があります。
- 材料は全体の性能の基礎です。結晶材料と非晶質材料の収縮率が異なると、金型にばらつきが生じる可能性があります。
- 金型は中心資本です。ハード金型には多額の一度限りの投資が必要ですが、その単価はソフト金型に比べて大幅に低くなります。
- 冷却はプロセスのペースを決定します。コンフォーマル冷却はサイクル時間を 32% 短縮し、回収期間はわずか 3 ~ 5 日です。
このガイドが信頼できる理由JS Precision の射出成形体験
射出成形技術を実際に使用することは、理論的な知識をテストするだけでなく、実践的な経験と業界リソースの使用の組み合わせを検証する優れた方法です。これがこのガイドの主要な本質を形成します。
JS Precision は、20 年以上にわたって精密射出成形製造業界の主要企業として活躍してきました。当社は、50T ~ 1300T の型締力を備えた射出成形機の完全なシリーズを 30 台所有しており、非常に小さなハイテク電子部品から非常に大きな構造部品に至るまで、あらゆるタイプの製品を製造することができます。
また、放電加工機(EDM)、精密ワイヤーカット機、5軸CNC機などの各種工具・機械を備えた金型製作工場を完備しており、金型の設計・製作・デバッグを一貫して行うことが可能です。
当社は、自動車医療電子や航空宇宙などのハイエンド産業で 2000 件を超える射出成形プロジェクト、サービス事業を行ってきました。
当社は、反り、ウェルド ライン、収縮マークなどの射出成形に関するさまざまな問題に対処し、クライアントの開発サイクルを平均 3 ~ 4 週間短縮することを支援し、金型修理コストを 25% 削減することも支援します。
当社の技術システムは、 ISO 9001:2015 品質管理規格。医療プロジェクトは ISO 13485 要件にも準拠し、自動車プロジェクトは IATF 16949 仕様にも準拠します。すべてのプロセスパラメータはデジタル制御されており、量産時の一貫性が確保されています。
材料の実装に関しては、一般的な熱可塑性プラスチックの成形を扱える熟練作業者を擁するほか、 PEEK、LCP、PEIなどの特殊エンジニアリングプラスチックの射出成形にも優れており、公差を0.02mmの精度で制御することができます。
かつて、有名な自動車エレクトロニクス会社のコネクタ射出成形プロセスを強化したところ、サイクル タイムが 28%、全体コストが 22% 削減され、金型投資の回収期間はわずか 4.5 か月になりました。このような実践的かつ具体的な例は、当社の技術力を直接反映しています。
射出成形プロジェクトでは、初期段階での専門的な判断が、後の修正よりもはるかに重要です。現在、製品設計または量産準備段階にある場合は、今すぐ JS Precision のエンジニアに無料でプロジェクトの実現可能性分析を依頼してください。これにより、当社の専門チームが量産リスクを事前に軽減するお手伝いをすることができます。
射出成形とは何ですか?またその仕組みは何ですか?
射出成形で優れた性能を発揮するには、まずその中心原理と重要な手順を完全に理解する必要があります。これはすべての設計とプロセス最適化の基礎です。
射出成形のコア定義と動作原理
射出成形は、熱可塑性または熱硬化性材料から非常に多数のプラスチック部品を製造できる大量生産技術です。
基本的に、このプロセスは、プラスチック ペレットを溶かし、高温で粘性のある材料を非常に高い圧力の下で金型キャビティに詰め込み、最後にプラスチックを冷却して固化することで構成されます。
そのため、非常に複雑な形状も一発で加工できるため、単価が非常に安くなります。このため、現在、射出成形がプラスチック部品製造用途の 80% 以上を占めています。
主な段階: 射出、冷却および成形、脱型
理解」射出成形はどのように行われるのか「」では、製品の品質を直接決定するパラメータを使用して、次の 3 つの重要な手順を習得する必要があります。
- 高圧射出段階では、20 ~ 100 MPaの範囲の圧力がかかります。プレッシャーがないと、「ショートショット」が発生する可能性が高くなります。
- 冷却・成形は金型温度20~90℃としてください。温度が均一でないと反りの原因となります。
- さらに、製品に傷や変形が生じないように、取り出し速度と脱型速度を一定にする必要があります。
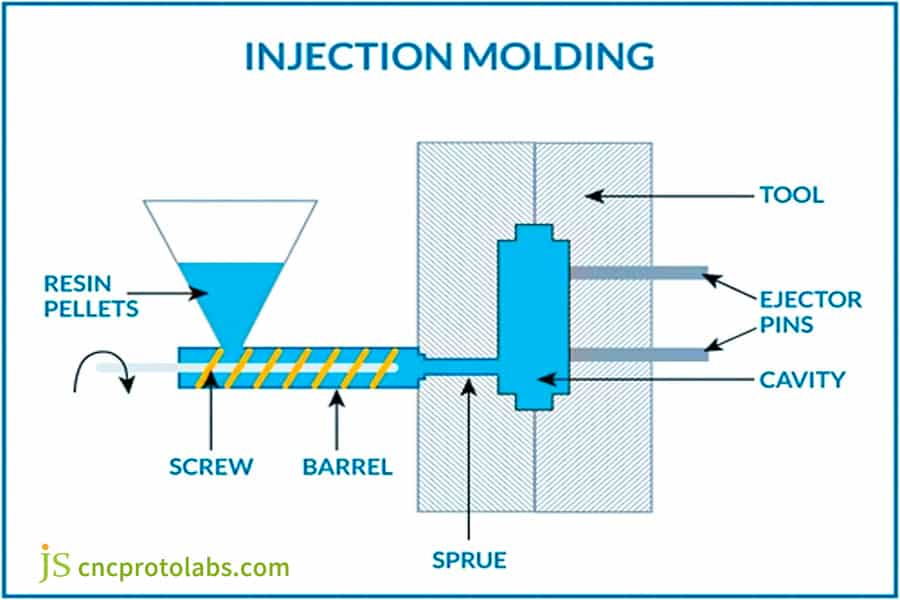
図 1: 射出成形プロセスを示す概略図。スクリュー、バレル、金型キャビティ、エジェクター ピンが示されています。
プラスチック射出成形プロセスは段階的にどのように行われますか?
基本原理を十分に理解したら、次のステップは、各段階の主要なポイントを解明しながら、プラスチック射出成形プロセス全体を理解することです。各段階のパラメータ制御については、ISO 16280 が明確に規定した規格です。
射出成形サイクルの 6 つの中核段階
プラスチック射出成形プロセスには、供給、可塑化と溶融、射出、圧力保持、冷却、脱型という6 つの段階があります。サイクル時間は通常 15 ~ 60 秒で、冷却段階に時間の 50 ~ 80% がかかり、これが生産効率の主な要因となります。
プロセスパラメータが製品の品質を決定する仕組み
主要なプロセスパラメータは、製品の品質に直接影響します。
- 射出圧力は充填の完全性を制御します。圧力が強すぎるとフラッシュが発生する可能性があり、圧力が不十分であるとショートショットが発生する可能性があります。
- 保圧は射出圧力の50~80%で、収縮を補いヒケを防ぐ目的で使用されます。
- 金型温度はプラスチックの種類に応じて変える必要があります。
JS Precision の独占的な「」をダウンロードプラスチック射出成形プロセスパラメータ クイック リファレンス マニュアル」を参照して、製品のプロセス パラメータ範囲をすばやく一致させます。
最も一般的な射出成形材料とその選び方は何ですか?
射出成形材料の選択は製品の性能、コスト、プロセスの難易度に直接影響し、適切な材料を選択することで生産効率を 2 倍に高めることができます。
熱可塑性と熱硬化性: これら 2 種類の材料の違い
射出成形材料は主に 2 つのタイプに分類され、熱可塑性プラスチックが量産に使用される主なタイプであり、用途の 90% 以上をカバーできます。の要件に準拠しています。 ASTM D1238規格:
- 熱可塑性プラスチック: ABS、PP、PC、PA などを含み、繰り返し加熱して液化し、その後冷却して固化させることができる材料です。かなりの加工柔軟性を提供するだけでなく、廃棄物をリサイクルできるため、射出成形プロセスで広く使用されています。
- 熱硬化性プラスチック:フェノール樹脂やエポキシ樹脂などは、一度加熱して硬化すると不可逆的な化学変化を起こすため、再溶解することはできません。これらは高温や化学薬品に対する優れた耐性を備えており、その使用は特定の特殊な産業シナリオにのみ限定されています。
よく使われる6つの材料の性能比較と選択ガイド
| 材質名 | 収縮率(%) | 連続使用温度(℃) | 引張強さ(MPa) | 単価(USD/kg) | コアアプリケーションシナリオ |
| PP(ポリプロピレン) | 1.5-2.5 | 80-100 | 28-35 | 1.2~1.8 | 日用品、自動車内装、包装 |
| ABS | 0.4~0.8 | 70-90 | 40-55 | 2.0~2.5 | 電子機器筐体、玩具、自動車部品 |
| PC(ポリカーボネート) | 0.5~0.7 | 120-130 | 55-70 | 4.5-6.0 | 光学部品、医療機器、自動車用ヘッドライト |
| PA6(ナイロン6) | 1.8~2.5 | 100-120 | 60-80 | 3.0-4.0 | ギア、ベアリング、コネクター |
| PA66+GF30 | 0.3~0.8 | 150-180 | 120-150 | 5.0~6.5 | 自動車構造部品、高強度電子部品 |
| ピーク | 0.2~0.5 | 240-260 | 90-100 | 80-100 | 航空宇宙、ハイエンド医療用インプラント |
機能要件から材質決定までの4段階の材料選定法
正確なマッチング射出成形材料動作温度の決定または決定、輸送要件の定義または指定、環境要因の評価または検討、単位コストの計算または決定、そして最終的にパフォーマンスと量産コストのバランスをとるという 4 段階の方法を使用して実行できます。

図 2: 射出成形用の材料オプションを示す、着色されたプラスチック ペレットとサンプル チップの品揃え。
射出成形設計が製品の成功にとって重要なのはなぜですか?
射出成形設計は、射出成形プロジェクトの成否を決定する鍵となります。優れた設計実績による適切な設計は効率的な製造プロセスを生み出しますが、設計が不十分な場合は金型の修理や廃材が発生し、プロジェクト費用が増加します。
DFM の中核原則: 製造のための設計
DFM (製造のための設計) 原則は、効果的な射出成形設計に必要なフレームワークを確立します。 3 つの黄金律は不可欠です。
- 均一な壁厚:隣接する壁厚の差は 40 ~ 60% を超えてはなりません。不均一な冷却と反りを防ぐために、設計では段階的な厚さの移行を実装する必要があります。
- 抜き勾配:通常の表面には 1 ~ 3° の抜き勾配が必要です。テクスチャーのある表面には、製品の型からの取り出しに役立つ、テクスチャー深さ 0.025mm ごとに 1° の追加の抜き勾配が必要です。
- 鋭い角を避ける:内側の角の半径は壁の厚さの少なくとも 0.25 ~ 0.5 倍に達する必要があります。塑性流動抵抗と応力集中を減らすには、外側コーナーの半径を大きくする必要があります。
補強リブ・BOSSピラーの定量基準
補強リブの最大厚さは公称壁厚の 60% 未満に抑える必要があり、その最大高さは壁厚の3 倍を超えてはなりません。
BOSS ピラーには、ベース半径と合わせて内径の 2 ~ 2.5 倍の外径が必要です。収縮亀裂が懸念される場合には、補強リブが必要になります。
一般的な設計上の欠陥とその結果
不適切な射出成形設計の欠陥により、反りやウェルド ライン、閉じ込められた空気や焼けが発生し、製品の組み立てや強度が損なわれます。設計には、通気チャネルの設置と組み合わせた、的を絞った最適化作業が必要です。
製品図面を送信していただくと、JS Precision が無料で図面を提供します。 射出成形設計設計上の欠陥を積極的に回避するための最適化の提案。

図 3: 射出成形設計に対する材料選択、機械設定、冷却時間、設計の複雑さ、プロセス監視の影響レベルを比較した棒グラフ。
射出成形ツールは生産においてどのような役割を果たしますか?
射出成形ツールは、射出成形生産における主要な設備を代表します。射出成形ツールの選択とその精度のレベルは、製品の品質、生産量、コストを決定するだけでなく、射出成形プロセスへの主な投資も明らかにします。
ソフトモールドとハードモールド: 生産量に基づく金型の選択戦略
射出成形金型はソフト金型とハード金型に分けられ、生産規模に応じて選択する必要があります。 2 つのコアパラメータは次のように比較されます。
| モールドタイプ | 金型鋼 | 耐用年数 | 初期投資 (USD) | 金型あたりの償却コスト (100,000 個) | 適用可能な生産規模 |
| ソフトモールド | P20 プリハードン鋼 | 100,000サイクル未満 | 5,000~15,000 | 0.05~0.15 | 50,000 個未満 |
| ハードモールド | H13焼入れ鋼 | 100万サイクル以上 | 20,000~50,000 | 0.02~0.05 | >500,000 個 |
コールド ランナー システムとホット ランナー システム
コールドランナーシステムは構造が簡単で価格が安いため、主に生産量が少ない場合、廃棄物を5~30%と十分に低く抑えることができます。
それに対して、ホット ランナー システムは、無駄がなくサイクル タイムが速いだけでなく、コストが 30 ~ 50% 高く、非常に正確な温度制御が必要であり、大規模生産に適しています。
金型の精度が製品の一貫性に及ぼす影響
優れた射出成形ツール再現精度0.02mmを維持できるため、安定した量産が可能です。
一方、低品質の金型ではバラツキが0.1mm以上に達し、フィッティングに問題が生じる場合があります。コンフォーマル冷却技術の使用により、冷却期間を 32% 短縮でき、初期投資をわずか 3 ~ 5 日で回収できます。

図 4: キャビティとその表面に見える数字「2366」を備えた精密金属射出成形金型の詳細図。
射出成形のコストと効率を最適化するには?
射出成形は商品を大量に生産するための重要なプロセスであるため、射出成形のコストと運用パフォーマンスを最適化する必要があります。コスト削減と効率向上のプロセスでは、特定の改善が必要な基本要因を特定する必要があります。
3 つの主要なコスト要因
射出成形のコスト構造は、総経費を左右する 3 つの主要なコスト要素を確立する 70-20-10 ルールに従って動作します。
- 金型費:初期投資の70%を占める固定費であり、生産規模が大きくなるにつれて単価は下がります。
- 材料費:ユニットあたりのコストの 20 ~ 40% を占めます。射出成形材料の選択と利用率は、このコストに直接影響します。
- サイクルタイム:機器の使用率を決定します。生産サイクルタイムが 1 秒短縮されると、機械は毎年50,000 ~ 100,000 個の追加ユニットを生産できるようになり、製造コストの削減につながります。
サイクルタイム最適化のためのキーテクノロジー
射出成形サイクル時間の最適化プロセスでは、次の 3 つのテクノロジーを使用する必要があります。
- コンフォーマル冷却システムにより、冷却時間を 20 ~ 35% 短縮します。
- 冷却時間の短縮を実現する減肉方式。
- 各生産サイクルで 3 ~ 5 秒の作業時間を節約する自動化システム。
バッチサイズの経済分析
射出成形プロセスは、次の場合に大きなコスト上の利点を示します。生産規模より大きなボリュームに増加します。バッチサイズが 1000 ユニットから 100000 ユニットに増加すると、単価は60% から 80% 減少します。小規模なバッチの場合はソフト金型を選択し、大規模なバッチの場合はハード金型 + 自動化への投資の方がコスト効率が高くなります。
製品の生産規模を入力していただくと、JS Precision が射出成形の単価を無料で計算し、コスト削減計画を作成します。
あなたのプロジェクトに最適な射出成形パートナーを選択するには?
適切な射出成形パートナーを選択することがプロジェクトの成功につながるため、サプライヤーの評価を行う必要があります。
サプライヤー評価のためのコアテクニカル指標
射出成形パートナーを選択する際は、その機器の能力、金型製造能力、材料の経験、精度保証、品質システムに焦点を当てて、プロジェクトの要件を確実に満たすようにしてください。
コミュニケーションの効率化とプロジェクトのコラボレーション
プロジェクトの進捗は、技術的能力と、情報を共有しながら協力するチームメンバーの能力の両方にかかっています。
高品質のサプライヤーは次の要件を満たす必要があります。
- 応答時間:組織は効果的なコミュニケーションを維持するために、顧客からの問い合わせや技術的な問題に 5 時間以内に回答する必要があります。
- DFM フィードバック:同社は、製品図面を受け取ってから3 ~ 5 日以内に、設計の最適化ポイントを特定する専門的な DFM 分析レポートを提出する必要があります。
- サンプル サポート:お客様のサンプル検証要件を満たすために、T1 サンプルの納品期間は金型開発完了後7 ~ 14 日間である必要があります。
射出成形パートナーとして JS Precision を選ぶ理由
JS Precision は、20 年前の設立以来、精密製造に専念し続けています。この組織は、完全な金型ワークショップと高精度試験センターとともに 30 台の射出成形機を運用しています。
この組織は、DFM 最適化ソリューションを複数のハイエンド セクターに提供し、顧客が初期段階からコスト削減とリード タイムの短縮を実現できるようにします。 DFM の最適化。この組織は、材料の選択から量産納品までのエンドツーエンドのソリューションを提供します。
JS Precision のケーススタディ: ある自動車用電子コネクタはサイクル タイムを 28%、コストを 22% 削減しました。
課題
Tier 1 自動車サプライヤーの ECU コネクタ プロジェクトでは、PA66+GF30 射出成形材料を年間 800,000 個生産する必要があり、このプロジェクトには 2 つの主要な問題があります。
生産プロセスは各サイクルが完了するまでに 42 秒かかり、業界標準の 35 秒を超えており、同社は顧客の需要を満たすのに十分な生産量を生産できません。
このプロセスにより、製品に深刻な反りや変形が生じ、元のサプライヤーにプロセス最適化ソリューションが不足しているため、5.8% のケースで組み立てプロセスが失敗し、顧客は金型投資の回収期間の延長に直面して年間 120,000 ドルのスクラップ費用が発生します。
解決
プロジェクトを引き継いだ後、JS Precision は専門の射出成形技術チームを編成し、金型、設計、プロセスを総合的に最適化しました。
1.金型冷却の再構築:
金型冷却システムはコンフォーマル冷却技術によって完全に再設計され、設計者はチャネルと製品輪郭の間の距離を 4 ~ 5 mm に保つ新しい冷却チャネルを作成できるようになり、その結果、温度制御が改善され、冷却時間が 22 秒から 14 秒に短縮されました。
2.ゲート位置の最適化:
オリジナルの一点サイド ゲートから二点サブマリン ゲートに変更され、プラスチック溶融物の流路が最適化されました。この設計変更により、反りを最小限に抑えながらウェルド ラインの強度が 35% 向上しました。
3. プロセスパラメータ DOE:
研究チームは、16 の直交する実験と材料特性の研究を併用して、最高の製品品質と生産効率を生み出す、金型温度 110℃、保持圧力 80MPa、射出速度 60mm/s などの最適なプロセス パラメーターを決定しました。
結果
一連の最適化対策により、このプロジェクトの射出成形生産は質的な向上を達成しました。
- 1 つの生産サイクルにかかる時間の短縮 42 秒から 30 秒まで、 28% の回転率で、ユニットあたりの年間生産能力が 230,000 個増加し、供給は市場の需要を満たすのに十分です。
- 製品の反り率が 5.8% から 0.9% 未満に低下したため、スクラップの損失が最小限に抑えられ、顧客は年間 100,000 ドル以上を節約できました。
- 単価が22%下がり、当初12ヶ月予定だった金型投資回収期間が4.5ヶ月に短縮され、投資利益率の最大化が可能になりました。
射出成形プロジェクトでも同様のコスト削減と効率の向上をご希望ですか? JSプレシジョンへのお問い合わせ弊社の専門チームがプロジェクトの問題点を分析し、カスタマイズされた最適化計画を作成します。
よくある質問
Q1: 射出成形の基本原理は何ですか?
射出成形は、固体プラスチック粒子を加熱して溶かし、高圧下で金型キャビティに注入し、冷却して固化し、完成品を取り出すプロセスです。射出成形は中核プロセスです。プラスチック部品の量産。
Q2: 適切な射出成形材料を選択するにはどうすればよいですか?
材料を選択するときは、製品の動作温度、機械的要件、環境要因、コストを考慮する必要があります。他の外部要因に問題がない場合、熱可塑性プラスチックが最良の選択です。 JS Precision のエンジニアがいつでも射出成形材料の選択に関するアドバイスを提供いたします。
Q3: 一般的な射出成形サイクル時間はどれくらいですか?
通常、プラスチック射出成形プロセスのサイクルには 15 ~ 60 秒かかり、そのほとんど (50 ~ 80%) が冷却ステップです。製品の壁の厚さに加えて、サイクル タイムに影響を与えるその他の要因には、製品設計、金型設計、加工パラメータの最適化、および使用される冷却システムの種類があります。
Q4: 射出成形品の反りを防ぐにはどうすればよいですか?
適切な射出成形設計、均一な肉厚の維持、金型冷却システムの最適化、適切な保持圧力と金型温度の設定により、反りや変形を効果的に回避できます。
Q5: 射出成形の最低発注数量はいくらですか?
JS Precisionでは試作金型1台まで対応しております。 500 ~ 5000 個の範囲の小ロット生産をお勧めします。膨大なバッチの場合、当社は年間数百万個の部品を処理することができ、射出成形ツールの戦略は量に応じて柔軟に変更できます。
Q6: 図面を提出してからサンプルが届くまでどのくらいかかりますか?
ソフトモールドから T1 サンプルを取得するには 4 ~ 6 週間かかりますが、ハードモールドの場合は 8 ~ 12 週間かかります。処理の高速化により20~30%の時間短縮が可能となり、製品サンプルの検証要件を迅速に満たします。
Q7: 射出成形にはメンテナンスが必要ですか?
射出成形金型は洗浄や防錆などの日常的なメンテナンスが必要です。それとは別に、100,000 ~ 500,000 サイクルごとに、金型の研磨と脆弱な部品の交換によって金型の寿命を最大化できます。
Q8: 輸出梱包に特別な要件はありますか?
電子製品には静電気防止袋を使用し、個別に区画されたパッケージを使用するのが標準です。海上輸送の場合、湿気や損傷を防ぐため、乾燥剤を使用した真空包装が必須です。
まとめ
射出成形は複数の分野を統合するシステムエンジニアリングです。射出成形がどのように機能するかの理解から射出成形ツールの意思決定に至るまで、あらゆる段階が製品の品質とコストに影響します。
JS Precision は 20 年以上にわたって射出成形に深く関与し、エンドツーエンドのソリューションを提供してきました。製品図面をお送りください無料の DFM 分析を受けるには、製品をコンセプトから市場に出すお手伝いをいたします。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

