

Литье под давлением Это основа процесса производства пластмасс и основная задача на пути от прототипа к массовому производству.
На протяжении всего пути от прототипа до миллионов произведенных единиц инженеры могут даже столкнуться с такими проблемами, как коробление, усадка и очень длительные сроки выполнения заказов. Секрет заключается в понимании системных переменных литья под давлением.
В этой статье будет подробно описан весь процесс литья пластмасс под давлением, начиная с принципов и заканчивая материалами, от форм до затрат , чтобы вы могли избежать ремонта формы стоимостью 10 000 долларов при первоначальном проектировании.
Краткий обзор основных ответов
| Основные размеры | Ключевые ответы | Ценность для вас |
| Принцип процесса | Пластиковые гранулы нагреваются и переводятся в жидкое состояние. Затем их впрыскивают под большим давлением в полость формы и охлаждают, чтобы затвердеть форму продукта. | Понимание процесса литья под давлением имеет решающее значение, поскольку оно во многом способствует правильному выбору материала и правильному проектированию. |
| Выбор материала | Все распространенные термопластические пластики, такие как ABS, PP, нейлон и т. д. , в общей сложности охватывают около 90% всех применений. | Чтобы избежать чрезмерной производительности, материалы точно подбираются по прочности, термостойкости и стоимости. |
| Стратегия пресс-формы |
Мягкие формы (сталь Р20, 100 000 циклов) хороши для небольших партий. Твердые формы (сталь H13, миллионы циклов) лучше всего подходят для крупномасштабного производства. |
Выбор тип пресс-формы в зависимости от размера партии, обеспечит вам хороший баланс между первоначальными инвестициями и выгодами в долгосрочной перспективе. |
| Контроль затрат | Поскольку время охлаждения может составлять 50–80 % времени цикла, хорошо оптимизированная конструкция может даже снизить затраты на 20–30 %. | Необходимо определить основные факторы затрат, чтобы получить максимальную отдачу от инвестиций . |
Ключевые выводы
- Дизайн диктует цену: своевременное участие DFM может сократить расходы на капитальный ремонт пресс-формы более чем на 30%.
- Материал является основой всей производительности: различная степень усадки кристаллических и аморфных материалов может привести к изменениям в форме.
- Пресс-форма является основным капиталом: твердые формы требуют значительных единовременных инвестиций, однако их стоимость за единицу значительно меньше, чем у мягких форм.
- Охлаждение задает темп процесса: конформное охлаждение может сократить время цикла на 32%, имея период окупаемости всего 3–5 дней.
Почему стоит доверять этому руководству? Опыт JS Precision в области литья под давлением
Использование технологии литья под давлением на практике — отличный способ не только проверить свои теоретические знания, но и проверить сочетание практического опыта и использования отраслевых ресурсов. Это составляет основную суть данного руководства.
Компания JS Precision уже более 20 лет является ключевым игроком в отрасли прецизионного литья под давлением. Мы владеем 30 полными сериями термопластавтоматов с диапазоном усилий смыкания 50–1300 Т, которые способны производить все виды продукции: от очень маленьких высокотехнологичных электронных компонентов до очень крупных структурных деталей.
Кроме того, у нас есть полностью оборудованный цех по изготовлению пресс-форм с разнообразным набором инструментов и машин, включая электроэрозионные станки (EDM), прецизионные станки для резки проволоки и пятиосные станки с ЧПУ, что позволяет нам осуществлять комплексное проектирование, изготовление и отладку пресс-форм.
Мы реализовали более 2000 проектов литья под давлением, оказывали услуги предприятиям в высокотехнологичных отраслях, таких как автомобильная медицинская электроника и аэрокосмическая промышленность.
Мы решаем различные проблемы литья под давлением, такие как коробление, линии сварки и следы усадки, помогаем клиентам сократить циклы разработки в среднем на 3-4 недели , а также помогаем им снизить затраты на ремонт пресс-форм на 25%.
Наша техническая система соответствует Стандарт управления качеством ISO 9001:2015. . Медицинские проекты также соответствуют требованиям ISO 13485, а автомобильные проекты — спецификациям IATF 16949. Все параметры процесса контролируются цифровым способом, что обеспечивает стабильность массового производства.
Что касается использования материалов, помимо наличия квалифицированных рабочих, которые могут заниматься формованием обычных термопластов, мы также преуспеваем в литье под давлением специальных конструкционных пластмасс, таких как PEEK, LCP и PEI, что позволяет нам контролировать допуск с точностью до 0,02 мм.
Однажды мы усовершенствовали процесс литья разъемов под давлением для известной компании, производящей автомобильную электронику, что привело к сокращению времени цикла на 28 %, общей стоимости на 22 % и срока окупаемости инвестиций в пресс-форму всего за 4,5 месяца. Такие практические и осязаемые примеры напрямую отражают наше техническое мастерство.
Для проектов литьевого формования профессиональное суждение на ранних стадиях гораздо важнее, чем последующие модификации. Если вы в настоящее время находитесь на этапе проектирования продукта или подготовки к массовому производству, свяжитесь с инженерами JS Precision прямо сейчас для бесплатного технико-экономического обоснования проекта, что позволит нашей профессиональной команде заранее помочь вам снизить риски массового производства.
Что такое литье под давлением и как оно работает?
Чтобы преуспеть в литье под давлением, вы должны сначала досконально понять его основные принципы и ключевые этапы. Это основа оптимизации всего проектирования и процессов.
Основное определение и принцип работы литья под давлением
Литье под давлением — это метод массового производства, позволяющий производить очень большое количество пластиковых деталей из термопластичных или термореактивных материалов.
По сути, процесс состоит из плавления пластиковых гранул, упаковки горячего и вязкого материала под очень высоким давлением в полость формы и, наконец, охлаждения и затвердевания пластика.
Благодаря этому очень сложные формы можно изготовить за один раз, а себестоимость единицы продукции будет чрезвычайно низкой. Вот почему литье под давлением в настоящее время составляет более 80% применений в производстве пластиковых деталей.
Основные этапы: литье, охлаждение и формование, распалубка
Понимание» как работает литье под давлением предполагает освоение трех ключевых этапов, параметры которых напрямую определяют качество продукции:
- Стадия нагнетания высокого давления предполагает давление в диапазоне от 20 до 100 МПа . Отсутствие давления, скорее всего, приведет к «коротким ударам» .
- Температура охлаждения и формования формы должна поддерживаться в диапазоне от 20 до 90 ℃ . Неравномерная температура приведет к деформации.
- Кроме того, скорости выталкивания и извлечения из формы должны быть постоянными, чтобы исключить появление царапин и деформаций на изделии.
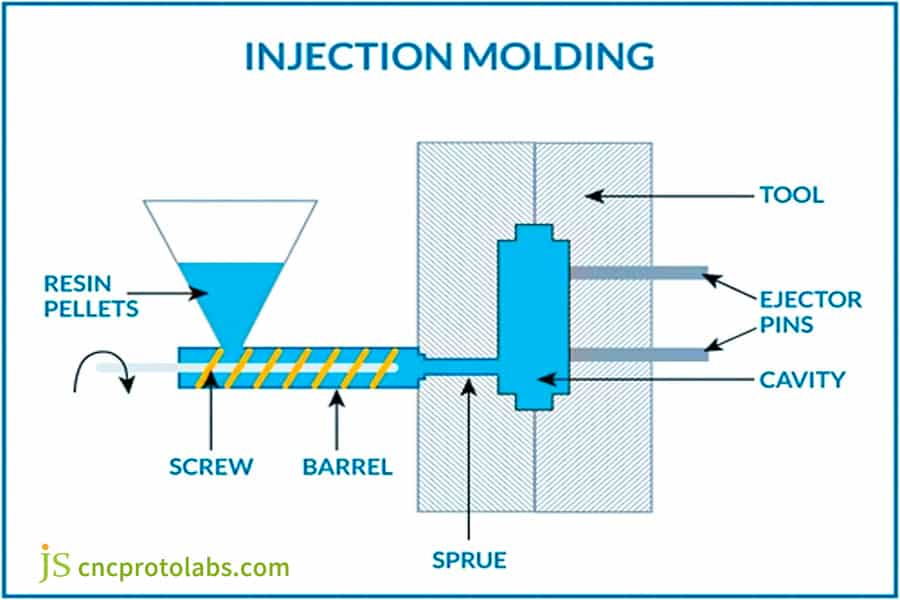
Рисунок 1: Схематическая диаграмма, иллюстрирующая процесс литья под давлением, показывающая шнек, цилиндр, полость формы и выталкивающие штифты.
Как происходит процесс литья пластмасс под давлением шаг за шагом?
После того, как вы хорошо усвоили фундаментальные принципы, следующим шагом будет понимание всего процесса литья пластмасс под давлением, а также разъяснение основных моментов на каждом этапе. Для контроля параметров на каждом этапе стандартом ISO 16280 является четкое разъяснение.
Шесть основных этапов цикла литья под давлением
Процесс литья пластмасс под давлением состоит из шести стадий: подача, пластификация и плавление, впрыск, выдержка под давлением, охлаждение, извлечение из формы . Время цикла обычно составляет 15–60 секунд, при этом этап охлаждения занимает 50–80 % времени и является основным фактором эффективности производства.
Как параметры процесса определяют качество продукции
Основные параметры процесса оказывают непосредственное влияние на качество продукции:
- Давление впрыска контролирует полноту наполнения. Чрезмерное давление может вызвать вспышку, тогда как недостаточное давление может привести к получению коротких кадров.
- Давление выдержки составляет 50-80% от давления впрыска, оно используется для компенсации усадки и предотвращения вмятин .
- Температура формы должна варьироваться в зависимости от типа пластика.
Загрузите эксклюзивную версию JS Precision " Процесс литья пластмасс под давлением Краткое справочное руководство по параметрам», чтобы быстро подобрать диапазон параметров процесса для вашего продукта.
Какие материалы для литья под давлением наиболее распространены и как их выбрать?
Выбор материалов для литья под давлением напрямую влияет на характеристики продукта, стоимость и сложность процесса. Выбор подходящих материалов может привести к удвоению эффективности производства.
Термопласт против термореактивного материала: что отличает эти два типа материалов
В основном материалы для литья под давлением подразделяются на два типа, причем термопласты представляют собой основной тип, который используется для массового производства и может охватывать более 90% применений. Они соответствуют требованиям ГК. Стандарт ASTM D1238 :
- Термопласты: включая АБС, ПП, ПК, ПА и т. д. Это материалы, которые можно многократно нагревать и сжижать , а затем охлаждать и затвердевать. Помимо значительной гибкости обработки, их отходы можно перерабатывать, поэтому они широко применяются в процессе литья под давлением.
- Термореактивные пластмассы: после нагревания и отверждения в них происходят необратимые химические изменения, и поэтому их нельзя переплавлять, например, фенольные смолы и эпоксидные смолы. Они обладают исключительной устойчивостью к высоким температурам и химическим веществам, а их использование ограничено только некоторыми специальными промышленными сценариями .
Руководство по сравнению характеристик и выбору шести часто используемых материалов
| Название материала | Усадка (%) | Температура непрерывного использования (°C) | Предел прочности (МПа) | Цена за единицу (долл. США/кг) | Основные сценарии применения |
| ПП (Полипропилен) | 1,5-2,5 | 80-100 | 28-35 | 1,2-1,8 | Товары повседневного спроса, автомобильные салоны, упаковка |
| АБС | 0,4-0,8 | 70-90 | 40-55 | 2,0-2,5 | Электронные корпуса, игрушки, автомобильные детали |
| ПК (Поликарбонат) | 0,5-0,7 | 120-130 | 55-70 | 4,5-6,0 | Оптические компоненты, медицинское оборудование, автомобильные фары |
| PA6 (Нейлон 6) | 1,8-2,5 | 100-120 | 60-80 | 3,0-4,0 | Шестерни, подшипники, разъемы |
| ПА66+GF30 | 0,3-0,8 | 150-180 | 120-150 | 5,0-6,5 | Детали автомобильной конструкции, высокопрочные электронные компоненты |
| ПЭК | 0,2-0,5 | 240-260 | 90-100 | 80-100 | Аэрокосмическая промышленность, высококачественные медицинские имплантаты |
Четырехэтапный метод выбора материала: от функциональных требований к выбору материала
Точное соответствие материалы для литья под давлением может быть выполнено с использованием четырехэтапного метода: определить или определить рабочую температуру, определить или указать требования к транспортировке, оценить или учесть факторы окружающей среды, рассчитать или определить стоимость единицы продукции и, наконец, сбалансировать производительность с затратами на массовое производство.

Рисунок 2. Ассортимент цветных пластиковых гранул и образцов чипсов, демонстрирующий варианты материалов для литья под давлением.
Почему проектирование литья под давлением имеет решающее значение для успеха продукта?
Проектирование литья под давлением является ключом к определению успеха или неудачи проектов литья под давлением. Правильное проектирование, основанное на превосходных достижениях в области дизайна, обеспечивает эффективные производственные процессы, в то время как плохое проектирование приводит к ремонту пресс-форм и использованию отходов , что увеличивает затраты на проект.
Основные принципы DFM: проектирование для производства
Принципы DFM (Проектирование для производства) создают необходимую основу для эффективного проектирования литья под давлением. Три золотых правила обязательны:
- Равномерная толщина стенок: разница между толщинами соседних стенок не должна превышать 40-60%. В конструкции следует реализовать постепенный переход толщины, чтобы предотвратить неравномерное охлаждение и деформацию.
- Угол уклона: Обычные поверхности требуют угла уклона 1-3°. Текстурированные поверхности требуют дополнительного угла наклона 1° на каждые 0,025 мм глубины текстуры , что помогает при извлечении изделия из формы.
- Избегайте острых углов: радиус внутренних углов должен составлять как минимум 0,25–0,5 толщины стены. Радиус внешнего угла следует увеличить, чтобы уменьшить сопротивление пластическому течению и концентрацию напряжений.
Количественные стандарты для ребер жесткости и стоек BOSS
Максимальная толщина ребер жесткости не должна превышать 60 % номинальной толщины стены, а их максимальная высота не должна превышать трехкратную толщину стены.
Для колонны BOSS требуется внешний диаметр, в 2–2,5 раза превышающий внутренний диаметр в сочетании с радиусом основания. Потребность в усиливающих ребрах возникает, когда возникает проблема растрескивания при усадке.
Распространенные дефекты конструкции и их последствия
Дефекты неправильной конструкции литья под давлением приводят к короблению и линиям сварки, а также к скоплению воздуха и пригоранию, что ухудшает сборку и прочность изделия. Проект требует целенаправленной оптимизации в сочетании с установкой вентиляционных каналов.
Отправьте чертежи вашего продукта, и JS Precision бесплатно предоставит вам дизайн литья под давлением предложения по оптимизации, чтобы заранее избежать дефектов конструкции.

Рисунок 3: Гистограмма, сравнивающая уровни влияния выбора материала, настроек машины, времени охлаждения, сложности конструкции и мониторинга процесса на проектирование литья под давлением.
Какую роль играют инструменты для литья под давлением в производстве?
Инструменты для литья под давлением представляют собой основное оборудование в литьевом производстве. Выбор оснастки для литья под давлением и уровень ее точности не только определяют качество, производительность и стоимость продукта, но и определяют основные инвестиции в процесс литья под давлением.
Мягкая форма против жесткой формы: стратегия выбора формы в зависимости от объема производства
Инструменты для литья под давлением делятся на мягкие и твердые формы, и выбор должен основываться на масштабе производства. Основные параметры этих двух сравниваются следующим образом:
| Тип пресс-формы | Пресс-форма из стали | Срок службы | Первоначальные инвестиции (долл. США) | Амортизированная стоимость пресс-формы (100 000 штук) | Применимый масштаб производства |
| Мягкая форма | P20 Предварительно закаленная сталь | Менее 100 000 циклов | 5 000–15 000 | 0,05-0,15 | <50 000 штук |
| Жесткая форма | H13 Закаленная сталь | Более 1 000 000 циклов | 20 000–50 000 | 0,02-0,05 | >500 000 штук |
Холодные канальные системы и системы с горячими колонками
Благодаря своей простой конструкции и низкой цене, системы с холодными канальными каналами способны производить достаточно мало отходов (5-30%), главным образом , если объем производства невелик .
Напротив, горячеканальные системы не только имеют нулевые потери и сокращают время цикла, но также на 30-50% дороже, требуют очень точного контроля температуры и больше подходят для крупномасштабного производства.
Влияние точности пресс-формы на стабильность продукта
Начальство инструменты для литья под давлением может поддерживать точность повторяемости 0,02 мм, обеспечивая тем самым стабильное массовое производство.
С другой стороны, формы более низкого качества могут иметь отклонения , достигающие 0,1 мм и более , что приводит к проблемам при установке. Благодаря использованию технологии конформного охлаждения период охлаждения может быть сокращен на 32%, а первоначальные инвестиции окупятся всего за 3-5 дней.

Рис. 4. Подробный вид прецизионной металлической формы для литья под давлением с полостями и номером «2366», видимым на ее поверхности.
Как оптимизировать затраты и эффективность литья под давлением?
Стоимость и эксплуатационные характеристики литья под давлением необходимо оптимизировать, поскольку оно является жизненно важным процессом для массового производства товаров. Процесс снижения затрат и повышения эффективности требует выявления фундаментальных факторов, которые должны подвергнуться конкретным улучшениям.
Три основных фактора затрат
Структура затрат на литье под давлением действует в соответствии с правилом 70-20-10, которое устанавливает три основных элемента затрат, которые определяют общие расходы.
- Стоимость пресс-формы: составляет 70% первоначальных инвестиций, это фиксированная стоимость , и стоимость единицы продукции снижается по мере увеличения масштаба производства.
- Стоимость материала: Составляет 20-40% стоимости за единицу. Выбор и коэффициент использования материалов для литья под давлением напрямую влияют на эту стоимость.
- Время цикла: определяет загрузку оборудования. Сокращение времени производственного цикла на одну секунду позволяет машинам производить от 50 000 до 100 000 дополнительных единиц продукции каждый год, что приводит к снижению производственных затрат.
Ключевые технологии для оптимизации времени цикла
В процессе оптимизации времени цикла литья под давлением необходимо использовать три технологии, в том числе:
- Конформная система охлаждения для сокращения времени охлаждения на 20-35%.
- Метод уменьшения толщины стенок для сокращения времени охлаждения.
- Система автоматизации , обеспечивающая экономию рабочего времени на 3-5 секунд для каждого производственного цикла.
Экономический анализ размера партии
Процесс литья под давлением демонстрирует значительные преимущества в стоимости, когда производственные масштабы увеличить объемы до более высоких. Стоимость единицы продукции снижается на 60-80% , когда размер партии увеличивается с 1000 единиц до 100 000 единиц. Для небольших партий выбирайте мягкие формы, для больших – инвестиции в твердые формы + автоматизация экономически выгоднее.
Введите масштаб производства вашего продукта, и JS Precision бесплатно рассчитает для вас стоимость единицы литья под давлением и разработает план снижения затрат.
Как выбрать подходящего партнера по литью под давлением для вашего проекта?
Необходимо провести оценку поставщиков, поскольку выбор подходящего партнера по литью под давлением приведет к успешному выполнению проекта.
Основные технические показатели для оценки поставщиков
При выборе партнера по литью под давлением сосредоточьтесь на возможностях его оборудования, возможностях изготовления пресс-форм, опыте работы с материалами, обеспечении точности и системе качества, чтобы гарантировать, что они соответствуют требованиям проекта.
Эффективность коммуникации и сотрудничество в проектах
Прогресс проекта зависит как от технических способностей, так и от способности членов команды работать вместе и обмениваться информацией.
Качественные поставщики должны отвечать следующим требованиям:
- Время ответа: для поддержания эффективной связи организации необходимо отвечать на запросы клиентов и решать технические проблемы в течение 5 часов .
- Обратная связь DFM: Компания должна предоставить профессиональный отчет по анализу DFM в течение 3–5 дней после получения чертежей продукта, в которых будут определены точки оптимизации конструкции.
- Поддержка образцов: период доставки образцов T1 должен составлять от 7 до 14 дней после завершения разработки пресс-формы, чтобы выполнить требования клиента по проверке образцов.
Почему стоит выбрать JS Precision в качестве партнера по литью под давлением
JS Precision сохраняет свою приверженность точному производству с момента своего основания два десятилетия назад. В состав организации входят 30 машин для литья под давлением, а также полноценный цех по изготовлению пресс-форм и высокоточный испытательный центр.
Организация поставляет решения по оптимизации DFM во многие высокотехнологичные отрасли, которые позволяют клиентам добиться снижения затрат и сокращения сроков выполнения заказов на ранних стадиях. Оптимизация ДФМ . Организация предоставляет комплексные решения от выбора материалов до поставки серийного производства.
Пример использования JS Precision: определенный автомобильный электронный разъем сократил время цикла на 28 % и стоимость на 22 %!
Проблемы
Для проекта разъема ЭБУ автомобильного поставщика первого уровня требуются материалы для литья под давлением PA66 + GF30 для производства 800 000 единиц в год, и у проекта есть две основные проблемы.
Производственный процесс занимает 42 секунды для завершения каждого цикла, что превышает отраслевой стандарт в 35 секунд , и компания не может производить достаточную продукцию, чтобы удовлетворить спрос клиентов.
Этот процесс приводит к серьезному короблению и деформации продукта, что приводит к сбою процесса сборки в 5,8% случаев из-за отсутствия у первоначального поставщика решений по оптимизации процесса, что приводит к ежегодным расходам на утилизацию в размере 120 000 долларов США для клиента, который сталкивается с увеличенными сроками окупаемости инвестиций в пресс-формы.
Решение
Взяв на себя управление проектом, компания JS Precision собрала профессиональную команду по технологиям литья под давлением для комплексной оптимизации формы, конструкции и процесса.
1.Реконструкция охлаждения пресс-формы:
Система охлаждения пресс-формы была полностью модернизирована с использованием технологии конформного охлаждения, которая позволила конструкторам создать новые каналы охлаждения , поддерживающие расстояние 4–5 мм между каналами и контурами продукта, что привело к улучшению контроля температуры и сокращению времени охлаждения с 22 секунд до 14 секунд.
2.Оптимизация положения ворот:
Первоначальный одноточечный боковой затвор был заменен двухточечным подводным затвором, который оптимизировал путь потока расплава пластика, и это изменение конструкции увеличило прочность линии сварного шва на 35%, одновременно сводя к минимуму коробление.
3.Параметры процесса МОУ:
Команда использовала 16 ортогональных экспериментов вместе с исследованием свойств материалов, чтобы определить оптимальные параметры процесса, которые включали температуру формы 110 ℃, давление выдержки 80 МПа и скорость впрыска 60 мм/с, которые обеспечили бы высочайшее качество продукции и эффективность производства.
Результаты
Благодаря ряду мер по оптимизации литьевое производство этого проекта достигло качественного улучшения:
- Сокращение времени, затрачиваемого на один производственный цикл с 42 до 30, оборот составляет 28%, годовая мощность на единицу продукции увеличилась на 230 000 штук, предложение достаточно для удовлетворения спроса рынка.
- Уровень коробления продукции снизился с 5,8% до менее 0,9%, что, в свою очередь, привело к минимальным потерям лома, а клиенты сэкономили более 100 000 долларов США в год.
- Себестоимость единицы продукции снизилась на 22%, а срок окупаемости инвестиций в пресс-форму, который изначально планировался равным 12 месяцам, теперь сокращен до 4,5 месяцев, что позволяет максимизировать отдачу от инвестиций.
Хотите аналогичного снижения затрат и повышения эффективности вашего проекта литья под давлением? Свяжитесь с JS Precision и позвольте нашей профессиональной команде проанализировать болевые точки вашего проекта и разработать индивидуальный план оптимизации.
Часто задаваемые вопросы
В1: Каков основной принцип литья под давлением?
Литье под давлением — это процесс нагрева и плавления твердых пластиковых частиц, их впрыскивания под высоким давлением в полость формы, их охлаждения и затвердевания, а затем выброса готового изделия. Литье под давлением является основным процессом массовое производство пластиковых деталей .
В2: Как выбрать подходящие материалы для литья под давлением?
При выборе материала следует учитывать рабочую температуру продукта, механические требования, факторы окружающей среды и стоимость. Термопластичные пластмассы являются лучшим выбором, если никакие другие внешние факторы не создают проблем. Инженеры JS Precision всегда готовы предоставить Вам консультацию по выбору материала для литья под давлением.
В3: Какова типичная продолжительность цикла литья под давлением?
Обычно цикл обработки пластмассы литьем под давлением занимает 15-60 секунд, большую часть из которых, т.е. 50-80%, составляет этап охлаждения. Помимо толщины стенок изделия, другими факторами, влияющими на время цикла, являются конструкция изделия, конструкция пресс-формы, оптимизация параметров обработки, а также тип используемой системы охлаждения.
В4: Как избежать деформации деталей, отлитых под давлением?
Правильная конструкция литья под давлением , поддержание одинаковой толщины стенок, оптимизация системы охлаждения формы и установка разумного давления выдержки и температуры формы позволяют эффективно избежать коробления и деформации.
В5: Каков минимальный объем заказа для литья под давлением?
JS Precision поддерживает 1 пробную форму. Рекомендуется мелкосерийное производство в пределах 500-5000 штук . Для огромных партий мы способны обрабатывать миллионы штук в год, а стратегия использования инструментов для литья под давлением позволяет гибко адаптироваться к изменениям в зависимости от объема.
В6: Сколько времени потребуется, чтобы получить образцы после предоставления чертежей?
Получение образцов Т1 из мягких форм займет 4–6 недель, а из твердых форм — 8–12 недель. Ускоренная обработка может сократить время на 20–30 %, быстро выполняя требования по проверке образцов продукции.
В7: Требуется ли техническое обслуживание для литья под давлением?
Инструменты для литья под давлением требуют ежедневного обслуживания , которое включает в себя очистку и предотвращение ржавчины. Кроме того, каждые 100 000–500 000 циклов срок службы формы можно увеличить за счет полировки формы и замены уязвимых частей.
В8: Существуют ли какие-либо особые требования к экспортной упаковке?
Использование антистатических пакетов для электронных продуктов вместе с отдельной упаковкой с отделениями является стандартным. При морских перевозках необходима вакуумная упаковка с влагопоглотителем для защиты от влаги и повреждений.
Краткое содержание
Литье под давлением — это системная инженерия, объединяющая несколько дисциплин. От понимания того, как работает литье под давлением, до принятия решения об инструментах для литья под давлением, каждый шаг влияет на качество и стоимость продукции.
Компания JS Precision уже более 20 лет активно занимается литьевым формованием, предоставляя комплексные решения. Отправьте чертежи вашего продукта Чтобы получить бесплатный анализ DFM, позвольте нам помочь вам вывести ваш продукт из концепции на рынок.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

