

صب الحقن هو أساس عملية تصنيع البلاستيك والتحدي الرئيسي هو الانتقال من النموذج الأولي إلى الإنتاج الضخم.
خلال الرحلة بأكملها من النموذج الأولي إلى ملايين الوحدات المنتجة ، قد يواجه المهندسون مشكلات مثل الالتواء وعلامات الانكماش والمهل الزمنية الطويلة جدًا. السر يكمن في فهم متغيرات نظام القولبة بالحقن.
ستشرح هذه المقالة بالتفصيل، عملية صب حقن البلاستيك بأكملها بدءًا من المبادئ إلى المواد، ومن القوالب إلى التكاليف ، بحيث يمكنك تجنب إصلاح القالب بقيمة 10000 دولار أثناء القيام بالتصميم الأولي.
نظرة عامة سريعة على الإجابات الأساسية
| الأبعاد الأساسية | الإجابات الرئيسية | قيمة بالنسبة لك |
| مبدأ العملية | يتم تسخين الحبيبات البلاستيكية وتحويلها إلى حالة سائلة. يتم بعد ذلك حقنها تحت ضغط كبير في تجويف القالب وتبريدها لتصلب شكل المنتج. | يعد فهم عملية التشكيل بالحقن أمرًا بالغ الأهمية لأنه يساهم بشكل كبير في اختيار المواد وتصميمها بشكل صحيح. |
| اختيار المواد | جميع اللدائن الحرارية الشائعة مثل نايلون ABS PP PC وما إلى ذلك ، تغطي حوالي 90% من جميع التطبيقات. | ولتجنب الأداء الزائد، تتم مطابقة المواد بدقة مع القوة ومقاومة درجات الحرارة والتكلفة. |
| استراتيجية العفن |
تعتبر القوالب الناعمة (الصلب P20 100000 دورة) جيدة للدفعات الصغيرة. تعتبر القوالب الصلبة (فولاذ H13، ملايين الدورات) هي الأفضل للإنتاج على نطاق واسع. |
اختيار نوع القالب وفقًا لحجم الدفعة، سيمنحك توازنًا جيدًا بين استثمارك الأولي والفوائد على المدى الطويل. |
| مراقبة التكاليف | نظرًا لأن وقت التبريد يمكن أن يصل إلى 50-80% من وقت الدورة، فإن التصميم المحسن جيدًا يمكن أن يقلل التكلفة بنسبة تصل إلى 20-30%. | وينبغي تحديد العوامل الرئيسية المسببة للتكلفة للحصول على أعلى عائد على الاستثمار . |
الوجبات السريعة الرئيسية
- التصميم هو الذي يحدد السعر: المشاركة الفورية في سوق دبي المالي قد تؤدي إلى خفض تكاليف إصلاح القالب بأكثر من 30%.
- المادة هي أساس الأداء بأكمله: قد تؤدي معدلات الانكماش المختلفة للمواد البلورية وغير المتبلورة إلى اختلافات في القالب.
- القالب هو رأس المال المركزي: تتطلب القوالب الصلبة استثمارًا كبيرًا لمرة واحدة، إلا أن تكلفة الوحدة الخاصة بها أقل بكثير مقارنة بالقوالب الناعمة.
- يحدد التبريد وتيرة العملية: يمكن للتبريد المطابق أن يقلل من وقت الدورة بنسبة 32%، مع فترة استرداد تتراوح من 3 إلى 5 أيام فقط.
لماذا تثق بهذا الدليل؟ تجربة صب الحقن في JS Precision
يعد استخدام تقنية القولبة بالحقن في الممارسة العملية طريقة رائعة ليس فقط لاختبار المعرفة النظرية للفرد ولكن أيضًا للتحقق من الجمع بين الخبرة العملية واستخدام موارد الصناعة. وهذا يشكل الجوهر الرئيسي لهذا الدليل.
لقد كانت JS Precision لاعبًا رئيسيًا في صناعة تصنيع قوالب الحقن الدقيقة لأكثر من 20 عامًا . نحن نمتلك 30 سلسلة كاملة من آلات القولبة بالحقن مع نطاق قوى التثبيت من 50 طن إلى 1300 طن، وهي قادرة على إنتاج جميع أنواع المنتجات بدءًا من المكونات الإلكترونية الصغيرة جدًا ذات التقنية العالية وحتى الأجزاء الهيكلية الكبيرة جدًا.
علاوة على ذلك، لدينا ورشة عمل مجهزة بالكامل لصنع القوالب مع مجموعة متنوعة من الأدوات والآلات بما في ذلك آلات التفريغ الكهربائي (EDM)، وآلات قطع الأسلاك الدقيقة وآلات CNC ذات خمسة محاور، مما يسمح لنا بتنفيذ تصميم القالب المتكامل، والتصنيع والتصحيح.
لقد أنجزنا أكثر من 2000 مشروع قولبة بالحقن، وشركات خدمية في الصناعات المتطورة مثل السيارات والإلكترونيات الطبية والفضاء.
نحن نعالج العديد من مشكلات قولبة الحقن مثل صفحة الاعوجاج وخطوط اللحام وعلامات الانكماش، ونساعد العملاء في تقصير دورات التطوير بمتوسط 3-4 أسابيع ونساعدهم أيضًا على تقليل تكاليف إصلاح القالب بنسبة 25%.
نظامنا الفني يتماشى مع معيار إدارة الجودة ISO 9001:2015 . تتوافق المشاريع الطبية أيضًا مع متطلبات ISO 13485، وتتوافق مشاريع السيارات مع مواصفات IATF 16949. يتم التحكم في جميع معلمات العملية رقميًا لضمان الاتساق في الإنتاج الضخم.
فيما يتعلق بتنفيذ المواد، إلى جانب وجود عمال ماهرين يمكنهم التعامل مع صب اللدائن الحرارية الشائعة، فإننا نتميز أيضًا في قولبة حقن اللدائن الهندسية المتخصصة مثل PEEK، وLCP، وPEI مما يسمح لنا بالتحكم في التفاوت بدقة تصل إلى 0.02 مم.
بمجرد أن قمنا بتحسين عملية قولبة حقن الموصل لشركة إلكترونيات سيارات مشهورة، أدى ذلك إلى تقليل وقت الدورة بنسبة 28%، والتكلفة الإجمالية بنسبة 22%، وفترة استرداد الاستثمار في القالب تبلغ 4.5 أشهر فقط. وتعكس هذه الأمثلة العملية والملموسة كفاءتنا التقنية بشكل مباشر.
بالنسبة لمشاريع القولبة بالحقن، يعد الحكم المهني في المراحل المبكرة أكثر أهمية بكثير من التعديلات اللاحقة. إذا كنت حاليًا في مرحلة تصميم المنتج أو مرحلة الإعداد للإنتاج الضخم، فاتصل بمهندسي JS Precision الآن للحصول على تحليل مجاني لجدوى المشروع، مما يسمح لفريقنا المحترف بمساعدتك في تخفيف مخاطر الإنتاج الضخم مقدمًا.
ما هو صب الحقن وكيف يعمل؟
للتفوق في عملية القولبة بالحقن، يجب عليك أولاً أن تفهم جيدًا مبادئها الأساسية وخطواتها الرئيسية، وهذا هو أساس كل تصميم وتحسين العملية.
التعريف الأساسي ومبدأ العمل لقولبة الحقن
القولبة بالحقن هي تقنية إنتاج ضخمة قادرة على إنتاج عدد كبير جدًا من الأجزاء البلاستيكية من مواد لدنة بالحرارة أو مواد صلبة بالحرارة.
بشكل أساسي، تتكون العملية من صهر الكريات البلاستيكية، وتعبئة المواد الساخنة واللزجة تحت ضغط عالٍ جدًا في تجويف القالب، وأخيرًا تبريد البلاستيك وتصلبه.
ونتيجة لذلك، يمكن عمل أشكال معقدة للغاية في طلقة واحدة بحيث تكون تكلفة الوحدة منخفضة للغاية. وهذا هو السبب في أن القولبة بالحقن تمثل حاليًا أكثر من 80% من تطبيقات تصنيع الأجزاء البلاستيكية.
المراحل الرئيسية: الحقن والتبريد والتشكيل والتشكيل
فهم " كيف يعمل صب الحقن " يتضمن إتقان ثلاث خطوات رئيسية، مع معلمات تحدد جودة المنتج بشكل مباشر:
- مرحلة الحقن بالضغط العالي، وتشتمل على ضغط يتراوح من 20 إلى 100 ميجا باسكال . من المرجح أن ينتج عن قلة الضغط "تسديدات قصيرة" .
- يجب الحفاظ على التبريد والتشكيل بواسطة درجة حرارة القالب من 20 إلى 90 درجة مئوية . درجة الحرارة غير المنتظمة قد تؤدي إلى تزييفها.
- بالإضافة إلى ذلك، يجب أن تكون سرعات القذف والقولبة ثابتة وذلك للحفاظ على المنتج خاليًا من الخدوش والتشوه.
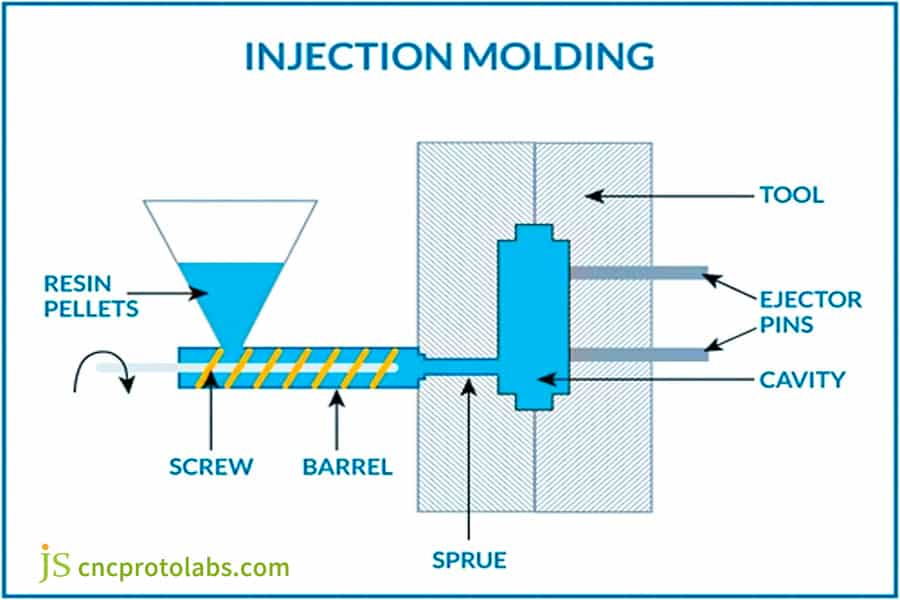
الشكل 1: رسم تخطيطي يوضح عملية التشكيل بالحقن، ويظهر المسمار والبرميل وتجويف القالب ودبابيس القاذف.
كيف تعمل عملية صب حقن البلاستيك خطوة بخطوة؟
بمجرد حصولك على فهم جيد للمبادئ الأساسية، فإن الخطوة التالية هي فهم عملية صب حقن البلاستيك بأكملها إلى جانب توضيح النقاط الرئيسية في كل مرحلة. بالنسبة للتحكم في المعلمات في كل مرحلة، فإن المعيار ISO 16280 هو المعيار الذي يوضح ذلك بوضوح.
ست مراحل أساسية لدورة صب الحقن
هناك ست مراحل كاملة في عملية قولبة حقن البلاستيك: التغذية، التلدين والصهر، الحقن، الضغط، التبريد، القولبة . يتراوح وقت الدورة عادةً بين 15-60 ثانية، وتستغرق مرحلة التبريد 50-80% من الوقت وتكون العامل الرئيسي في كفاءة الإنتاج.
كيف تحدد معلمات العملية جودة المنتج
معلمات العملية الأساسية لها تأثير مباشر على جودة المنتج:
- يتحكم ضغط الحقن في اكتمال التعبئة. قد يؤدي الضغط الزائد إلى حدوث وميض، بينما قد يؤدي الضغط غير الكافي إلى لقطات قصيرة.
- يبلغ ضغط الإمساك 50-80% من ضغط الحقن، ويستخدم لتعويض الانكماش ولمنع ظهور علامات الغرق .
- يجب أن تختلف درجة حرارة القالب حسب نوع البلاستيك.
تنزيل برنامج JS Precision الحصري " عملية صب حقن البلاستيك الدليل المرجعي السريع للمعلمة" لمطابقة نطاق معلمات العملية لمنتجك بسرعة.
ما هي مواد صب الحقن الأكثر شيوعًا وكيفية اختيارها؟
يؤثر اختيار مواد القولبة بالحقن بشكل مباشر على أداء المنتج، والتكلفة، وصعوبة العملية، واختيار المواد المناسبة يمكن أن يؤدي إلى مضاعفة كفاءة الإنتاج.
اللدائن الحرارية مقابل التصلد بالحرارة: ما الذي يميز هذين النوعين من المواد؟
في الغالب، يتم تصنيف مواد القولبة بالحقن إلى نوعين حيث تمثل اللدائن الحرارية النوع الرئيسي المستخدم في الإنتاج الضخم ويمكن أن يغطي أكثر من 90٪ من التطبيقات. أنها تتوافق مع متطلبات معيار ASTM D1238 :
- اللدائن الحرارية: بما في ذلك ABS، PP، PC، PA، وما إلى ذلك. وهي مواد يمكن تسخينها وتسييلها بشكل متكرر ، ثم تبريدها وتصلبها. إلى جانب توفير مرونة كبيرة في المعالجة، يمكن إعادة تدوير نفاياتها وهذا هو السبب في أنها تستخدم على نطاق واسع في عملية القولبة بالحقن.
- البلاستيك المتصلد بالحرارة: بمجرد تسخينه ومعالجته، فإنه يحدث تغيرات كيميائية لا رجعة فيها، وبالتالي لا يمكن إعادة صهره، على سبيل المثال راتنجات الفينول وراتنجات الإيبوكسي. فهي تتمتع بمقاومة متميزة لدرجات الحرارة المرتفعة والمواد الكيميائية، ويقتصر استخدامها على سيناريوهات صناعية خاصة معينة فقط .
مقارنة الأداء ودليل الاختيار لستة مواد شائعة الاستخدام
| اسم المادة | الانكماش (%) | درجة حرارة الاستخدام المستمر (درجة مئوية) | قوة الشد (ميغاباسكال) | سعر الوحدة (دولار/كجم) | سيناريوهات التطبيق الأساسية |
| PP (البولي بروبيلين) | 1.5-2.5 | 80-100 | 28-35 | 1.2-1.8 | الضروريات اليومية، والديكورات الداخلية للسيارات، والتغليف |
| ABS | 0.4-0.8 | 70-90 | 40-55 | 2.0-2.5 | الأغلفة الإلكترونية ولعب الأطفال وقطع غيار السيارات |
| الكمبيوتر (البولي كربونات) | 0.5-0.7 | 120-130 | 55-70 | 4.5-6.0 | المكونات البصرية، المعدات الطبية، المصابيح الأمامية للسيارات |
| PA6 (نايلون 6) | 1.8-2.5 | 100-120 | 60-80 | 3.0-4.0 | التروس والمحامل والموصلات |
| PA66+GF30 | 0.3-0.8 | 150-180 | 120-150 | 5.0-6.5 | الأجزاء الهيكلية للسيارات، مكونات إلكترونية عالية القوة |
| نظرة خاطفة | 0.2-0.5 | 240-260 | 90-100 | 80-100 | الفضاء الجوي، والغرسات الطبية المتطورة |
طريقة اختيار المواد المكونة من أربع خطوات: من المتطلبات الوظيفية إلى القرارات المادية
مطابقة دقيقة مواد صب الحقن يمكن القيام بذلك باستخدام طريقة من أربع خطوات: تحديد درجة حرارة التشغيل أو تحديدها، وتحديد متطلبات النقل أو تحديدها، وتقييم العوامل البيئية أو أخذها في الاعتبار، وحساب تكلفة الوحدة أو تحديدها، وأخيرًا موازنة الأداء مع تكاليف الإنتاج الضخم.

الشكل 2: مجموعة متنوعة من الكريات البلاستيكية الملونة ورقائق العينات، تعرض خيارات المواد لقولبة الحقن.
لماذا يعد تصميم قوالب الحقن أمرًا بالغ الأهمية لنجاح المنتج؟
يعد تصميم قوالب الحقن هو المفتاح لتحديد نجاح أو فشل مشاريع قولبة الحقن. التصميم السليم من خلال إنجاز التصميم الممتاز ينتج عمليات تصنيع فعالة، في حين أن التصميم السيئ يؤدي إلى إصلاحات العفن والمواد الخردة التي تزيد من نفقات المشروع.
المبادئ الأساسية لسوق دبي المالي: التصميم للتصنيع
تحدد مبادئ DFM (التصميم للتصنيع) الإطار اللازم لتصميم قوالب الحقن بشكل فعال. القواعد الذهبية الثلاثة لا غنى عنها:
- سمك الجدار الموحد: يجب ألا يتجاوز الفرق بين سمك الجدار المجاور 40-60%. يجب أن ينفذ التصميم تحولات تدريجية في السُمك من أجل منع التبريد والتشويه غير المتساوي.
- زاوية المسودة: تتطلب الأسطح العادية زاوية مسودة قدرها 1-3 درجات. تحتاج الأسطح المنسوجة إلى زاوية مسودة إضافية تبلغ 1 درجة لكل 0.025 مم من عمق النسيج مما يساعد في تشكيل المنتج.
- تجنب الزوايا الحادة: يجب أن يصل نصف قطر الزوايا الداخلية إلى 0.25-0.5 مرة على الأقل من سمك الجدار. يجب زيادة نصف قطر الزاوية الخارجية لتقليل مقاومة التدفق البلاستيكي وتركيز الضغط.
المعايير الكمية لتسليح الأضلاع وأعمدة BOSS
يجب أن يظل الحد الأقصى لسمك أضلاع التسليح أقل من 60% من سمك الجدار الاسمي، ويجب ألا يتجاوز أقصى ارتفاع لها ثلاثة أضعاف سمك الجدار.
يتطلب عمود BOSS قطرًا خارجيًا يبلغ 2-2.5 ضعف قطره الداخلي مع نصف قطر القاعدة. تنشأ الحاجة إلى تقوية الأضلاع عندما يصبح التشقق الناتج عن الانكماش أمرًا مثيرًا للقلق.
عيوب التصميم الشائعة وعواقبها
تؤدي عيوب تصميم قالب الحقن غير المناسب إلى ظهور خطوط تزييف ولحام وهواء محصور وحرق مما يؤدي إلى إتلاف تجميع المنتج وقوته. يحتاج التصميم إلى أعمال تحسين مستهدفة مقترنة بتركيب قناة التنفيس.
قم بإرسال رسومات المنتج الخاصة بك، وسوف توفر لك JS Precision مجانًا تصميم صب الحقن اقتراحات التحسين لتجنب عيوب التصميم بشكل استباقي.

الشكل 3: مخطط شريطي يقارن مستويات تأثير اختيار المواد، وإعدادات الماكينة، ووقت التبريد، وتعقيد التصميم، ومراقبة العملية على تصميم قوالب الحقن.
ما هو الدور الذي تلعبه أدوات صب الحقن في الإنتاج؟
تمثل أدوات قولبة الحقن المعدات الرئيسية في إنتاج قولبة الحقن. إن اختيار أدوات قولبة الحقن ومستوى دقتها لا يحدد فقط جودة المنتج وإنتاجه وتكلفته، بل يكشف أيضًا عن الاستثمار الرئيسي في عملية قولبة الحقن.
القالب الناعم مقابل القالب الصلب: استراتيجية اختيار القالب بناءً على حجم الإنتاج
تنقسم أدوات التشكيل بالحقن إلى قوالب ناعمة وقوالب صلبة، ويجب أن يعتمد الاختيار على حجم الإنتاج. تتم مقارنة المعلمات الأساسية للاثنين على النحو التالي:
| نوع القالب | الصلب العفن | خدمة الحياة | الاستثمار الأولي (بالدولار الأمريكي) | التكلفة المطفأة لكل قالب (100000 قطعة) | مقياس الإنتاج المطبق |
| قالب ناعم | P20 فولاذ مقوى مسبقًا | أقل من 100.000 دورة | 5000-15000 | 0.05-0.15 | <50,000 قطعة |
| العفن الصلب | H13 الفولاذ المروي | أكثر من 1,000,000 دورة | 20,000-50,000 | 0.02-0.05 | > 500000 قطعة |
أنظمة العداء البارد مقابل أنظمة العداء الساخن
نظرًا لبنيتها الواضحة وسعرها المنخفض، فإن أنظمة المجاري الباردة قادرة على إنتاج نفايات منخفضة بشكل مرض بنسبة 5-30% بشكل رئيسي إذا كان حجم الإنتاج صغيرًا .
على العكس من ذلك، فإن أنظمة المجاري الساخنة لا تحتوي فقط على صفر هدر وأوقات دورة أسرع ولكنها أيضًا أكثر تكلفة بنسبة 30-50%، وتتطلب تحكمًا دقيقًا للغاية في درجة الحرارة وأكثر ملاءمة للإنتاج على نطاق واسع.
تأثير دقة القالب على تناسق المنتج
أرقى أدوات صب الحقن يمكنه الحفاظ على دقة تكرار تبلغ 0.02 مم، وبالتالي ضمان إنتاج ضخم متسق.
من ناحية أخرى، قد تحتوي القوالب ذات الجودة المنخفضة على اختلافات تصل إلى 0.1 ملم أو أكثر ، مما يؤدي إلى مشاكل في التركيب. مع استخدام تقنية التبريد المطابق، يمكن تقليل فترة التبريد بنسبة 32% ويمكن استرداد الاستثمار الأولي خلال 3-5 أيام فقط.

الشكل 4: عرض تفصيلي لقالب حقن معدني دقيق به تجاويف والرقم '2366' مرئي على سطحه.
كيفية تحسين التكلفة والكفاءة في صب الحقن؟
يجب تحسين التكلفة والأداء التشغيلي لقولبة الحقن لأنها بمثابة عملية حيوية لإنتاج البضائع بكميات كبيرة. تتطلب عملية خفض التكاليف وتعزيز الكفاءة تحديد العوامل الأساسية التي يجب أن تخضع لتحسينات معينة.
ثلاثة محركات التكلفة الأساسية
يعمل هيكل تكلفة قولبة الحقن وفقًا لقاعدة 70-20-10 التي تحدد ثلاثة عناصر تكلفة رئيسية تدفع إجمالي النفقات.
- تكلفة القالب: تمثل 70% من الاستثمار الأولي، وهي تكلفة ثابتة ، وتقل تكلفة الوحدة مع زيادة حجم الإنتاج.
- تكلفة المواد: تمثل 20-40% من التكلفة لكل وحدة. يؤثر معدل اختيار واستخدام مواد صب الحقن بشكل مباشر على هذه التكلفة.
- وقت الدورة: يحدد استخدام المعدات. إن تقليل وقت دورة الإنتاج لمدة ثانية واحدة يمكّن الآلات من إنتاج ما بين 50000 و100000 وحدة إضافية كل عام مما يؤدي إلى خفض تكاليف التصنيع.
التقنيات الرئيسية لتحسين وقت الدورة
تحتاج عملية تحسين وقت دورة صب الحقن إلى استخدام ثلاث تقنيات تشمل:
- نظام تبريد مطابق لتقليل وقت التبريد بنسبة 20-35%.
- طريقة تقليل سمك الجدار لتحقيق تقليل وقت التبريد.
- نظام التشغيل الآلي الذي يوفر 3-5 ثواني من توفير وقت العمل لكل دورة إنتاج.
التحليل الاقتصادي لحجم الدفعة
توضح عملية القولبة بالحقن مزايا قوية من حيث التكلفة موازين الإنتاج زيادة إلى أحجام أعلى. تنخفض تكلفة الوحدة ما بين 60% إلى 80% عندما يزيد حجم الدفعة من 1000 وحدة إلى 100000 وحدة. بالنسبة للدفعات الصغيرة، اختر القوالب الناعمة، أما بالنسبة للدفعات الكبيرة، فإن الاستثمار في القوالب الصلبة + الأتمتة أكثر فعالية من حيث التكلفة.
أدخل مقياس إنتاج منتجك، وستقوم JS Precision بحساب تكلفة الوحدة لقولبة الحقن مجانًا ووضع خطة لخفض التكلفة.
كيف تختار شريك الحقن المناسب لمشروعك؟
يجب إجراء تقييم الموردين لأن اختيار الشريك المناسب لقولبة الحقن سيؤدي إلى تنفيذ المشروع بنجاح.
المؤشرات الفنية الأساسية لتقييم الموردين
عند اختيار شريك صب الحقن، ركز على قدرات المعدات الخاصة به، وقدرات صنع القالب، والخبرة المادية، وضمان الدقة، ونظام الجودة لضمان مطابقتها لمتطلبات المشروع.
كفاءة الاتصال والتعاون في المشروع
يعتمد تقدم المشروع على القدرات الفنية وقدرة أعضاء الفريق على العمل معًا أثناء تبادل المعلومات.
يجب على الموردين ذوي الجودة العالية تلبية المتطلبات التالية:
- زمن الاستجابة: تحتاج المنظمة إلى الرد على استفسارات العملاء والمشكلات الفنية خلال فترة 5 ساعات للحفاظ على التواصل الفعال.
- تعليقات سوق دبي المالي: تحتاج الشركة إلى تقديم تقرير تحليلي احترافي لسوق دبي المالي في غضون 3 إلى 5 أيام بعد استلام رسومات المنتج التي ستحدد نقاط تحسين التصميم.
- دعم العينة: يجب أن تستمر فترة تسليم العينة T1 ما بين 7 إلى 14 يومًا بعد الانتهاء من تطوير القالب للوفاء بمتطلبات التحقق من عينة العميل.
لماذا تختار JS Precision كشريكك في قولبة الحقن
حافظت شركة JS Precision على تفانيها في التصنيع الدقيق منذ تأسيسها قبل عقدين من الزمن. تقوم المنظمة بتشغيل 30 آلة قولبة بالحقن بالإضافة إلى ورشة عمل قوالب كاملة ومركز اختبار عالي الدقة.
تقدم المؤسسة حلول تحسين سوق دبي المالي للعديد من القطاعات المتطورة التي تمكن العملاء من تحقيق تخفيضات في التكاليف وفترات زمنية أقصر في وقت مبكر. تحسين سوق دبي المالي . توفر المنظمة حلولاً شاملة بدءًا من اختيار المواد وحتى تسليم الإنتاج الضخم.
دراسة حالة دقيقة لـ JS: أدى موصل إلكتروني معين للسيارات إلى تقليل وقت الدورة بنسبة 28% والتكلفة بنسبة 22%!
التحديات
يتطلب مشروع موصل وحدة التحكم الإلكترونية لمورد سيارات من المستوى الأول مواد قولبة بالحقن PA66+GF30 لإنتاج 800000 وحدة سنويًا، ويشتمل المشروع على مشكلتين رئيسيتين.
تستغرق عملية الإنتاج 42 ثانية لإكمال كل دورة، وهو ما يتجاوز معيار الصناعة البالغ 35 ثانية ، ولا تستطيع الشركة إنتاج مخرجات كافية لتلبية طلب العملاء.
تؤدي هذه العملية إلى تشوه المنتج وتشويهه بشدة، مما يتسبب في فشل عملية التجميع في 5.8% من الحالات لأن المورد الأصلي يفتقر إلى حلول تحسين العملية، مما يؤدي إلى نفقات خردة سنوية قدرها 120,000 دولار أمريكي للعميل الذي يواجه أوقات استرداد ممتدة لاستثمار العفن.
حل
بعد توليها المشروع، قامت JS Precision بتجميع فريق متخصص في تكنولوجيا القولبة بالحقن لتحسين القالب والتصميم والعملية بشكل شامل.
1. إعادة بناء التبريد العفن:
خضع نظام تبريد القالب لعملية إعادة تصميم كاملة من خلال تقنية التبريد المطابق، والتي مكنت المصممين من إنشاء قنوات تبريد جديدة تحافظ على مسافة 4-5 مم بين القنوات وخطوط المنتج، مما أدى إلى تحسين التحكم في درجة الحرارة مما أدى إلى تقليل وقت التبريد من 22 ثانية إلى 14 ثانية.
2. تحسين موضع البوابة:
تم تغيير البوابة الجانبية الأصلية ذات النقطة الواحدة إلى بوابة غواصة ذات نقطة مزدوجة، مما أدى إلى تحسين مسار تدفق مصهور البلاستيك، وقد أدى هذا التغيير في التصميم إلى زيادة قوة خط اللحام بنسبة 35% مع تقليل صفحة الاعوجاج.
3. معلمات العملية DOE:
استخدم الفريق 16 تجربة متعامدة جنبًا إلى جنب مع أبحاث خصائص المواد لتحديد معلمات العملية المثلى، والتي تضمنت درجة حرارة القالب 110 درجة مئوية، وضغط الاحتفاظ 80 ميجا باسكال، وسرعة الحقن 60 مم / ثانية، والتي من شأنها أن تنتج أعلى جودة للمنتج وكفاءة الإنتاج.
نتائج
من خلال سلسلة من إجراءات التحسين، حقق إنتاج قوالب الحقن لهذا المشروع تحسنًا نوعيًا:
- انخفض الوقت المستغرق لدورة إنتاج واحدة من 42 إلى 30 ثانية، أي تحول بنسبة 28%، مع زيادة القدرة السنوية لكل وحدة بمقدار 230.000 قطعة، فإن العرض يكفي لتلبية طلب السوق.
- تم تخفيض معدل حرب المنتج من 5.8% إلى أقل من 0.9%، مما أدى بدوره إلى الحد الأدنى من خسائر الخردة وتم توفير أكثر من 100000 دولار أمريكي سنويًا للعملاء.
- انخفضت تكلفة الوحدة بنسبة 22%، وتم الآن تخفيض فترة الاسترداد للاستثمار في القالب، والتي كان من المفترض أن تكون 12 شهرًا، إلى 4.5 شهرًا، مما أتاح تعظيم العائد على الاستثمار.
هل تريد تخفيضات مماثلة في التكلفة وتحسينات في الكفاءة لمشروع قولبة الحقن الخاص بك؟ اتصل بـ JS Precision ، ودع فريقنا المحترف يقوم بتحليل نقاط الضعف في مشروعك وتطوير خطة تحسين مخصصة.
الأسئلة الشائعة
س 1: ما هو المبدأ الأساسي لقولبة الحقن؟
القولبة بالحقن هي عملية تسخين وإذابة جزيئات البلاستيك الصلبة، وحقنها تحت ضغط عالٍ في تجويف القالب، وتبريدها وتصلبها، ثم إخراج المنتج النهائي. صب الحقن هو العملية الأساسية ل الإنتاج الضخم للأجزاء البلاستيكية .
Q2: كيفية اختيار مواد صب الحقن المناسبة؟
يجب أن تأخذ في الاعتبار درجة حرارة تشغيل المنتج والمتطلبات الميكانيكية والعوامل البيئية والتكلفة عند اختيار المادة. يعتبر البلاستيك الحراري هو الخيار الأفضل إذا لم تكن هناك عوامل خارجية أخرى تمثل مشكلة. مهندسو JS Precision مستعدون دائمًا لتزويدك بالنصائح حول اختيار مواد القولبة بالحقن.
س 3: ما هو وقت دورة صب الحقن النموذجية؟
عادة، تستغرق دورة معالجة صب حقن البلاستيك من 15 إلى 60 ثانية، معظمها، أي 50-80%، هي خطوة التبريد. إلى جانب سمك جدار المنتج، هناك عوامل أخرى تؤثر على وقت الدورة وهي تصميم المنتج، وتصميم القالب، وتحسين معلمات المعالجة بالإضافة إلى نوع نظام التبريد المستخدم.
س 4: كيف يمكن تجنب تشوه الأجزاء المقولبة بالحقن؟
التصميم المناسب لقولبة الحقن ، والحفاظ على سمك الجدار الموحد، وتحسين نظام تبريد القالب، وضبط ضغط الإمساك المعقول ودرجة حرارة القالب يمكن أن يتجنب بشكل فعال التزييف والتشوه.
س 5: ما هو الحد الأدنى لكمية الطلب لقولبة الحقن؟
تدعم JS Precision قالبًا تجريبيًا واحدًا. يوصى بإنتاج دفعة صغيرة في حدود 500-5000 قطعة . بالنسبة للدفعات الضخمة، نحن قادرون على التعامل مع ملايين القطع سنويًا، كما أن إستراتيجية أداة التشكيل بالحقن مرنة للتغييرات بناءً على الحجم.
س 6: كم من الوقت يستغرق استلام العينات بعد تقديم الرسومات؟
قد يستغرق الحصول على عينات T1 من القوالب الناعمة من 4 إلى 6 أسابيع، بينما يستغرق الحصول على عينات من القوالب الصلبة من 8 إلى 12 أسبوعًا. يمكن أن يؤدي تسريع المعالجة إلى تقليل الوقت بنسبة 20-30%، مما يؤدي إلى تلبية متطلبات التحقق من عينة المنتج بسرعة.
س 7: هل يتطلب قولبة الحقن الصيانة؟
تحتاج أدوات القولبة بالحقن إلى صيانة يومية تتضمن التنظيف ومنع الصدأ. وبصرف النظر عن ذلك كل 100.000 إلى 500.000 دورة، يمكن زيادة عمر القالب إلى الحد الأقصى من خلال تلميع القالب واستبدال الأجزاء الضعيفة.
س 8: هل هناك أي متطلبات خاصة لتغليف الصادرات؟
يعد استخدام الأكياس المضادة للكهرباء الساكنة للمنتجات الإلكترونية جنبًا إلى جنب مع التغليف المجزأ المنفصل أمرًا قياسيًا. بالنسبة للشحن البحري، يعد التغليف المفرغ باستخدام مادة مجففة أمرًا ضروريًا للحماية من الرطوبة والتلف.
ملخص
القولبة بالحقن هي هندسة نظام تدمج تخصصات متعددة. بدءًا من فهم كيفية عمل قوالب الحقن وحتى اتخاذ القرار بشأن أدوات قولبة الحقن، تؤثر كل خطوة على جودة المنتج وتكلفته.
شاركت شركة JS Precision بعمق في مجال القولبة بالحقن لأكثر من 20 عامًا، حيث قدمت حلولاً شاملة. أرسل رسومات المنتج الخاص بك للحصول على تحليل مجاني لسوق دبي المالي، دعنا نساعدك على نقل منتجك من المفهوم إلى السوق.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

