

moldeo por inyección es la base del proceso de fabricación del plástico y el principal desafío para pasar del prototipo a la producción en masa.
Durante todo el recorrido desde un prototipo hasta millones de unidades producidas , los ingenieros pueden incluso encontrar problemas como deformaciones, marcas de contracción y plazos de entrega muy largos. El secreto está en comprender las variables del sistema de moldeo por inyección.
Este artículo explicará en detalle todo el proceso de moldeo por inyección de plástico, desde los principios hasta los materiales, desde los moldes hasta los costos , para que pueda evitar una reparación de molde de $10,000 mientras realiza el diseño inicial.
Descripción rápida de las respuestas principales
| Dimensiones del núcleo | Respuestas clave | Valor para ti |
| Principio del proceso | Los gránulos de plástico se calientan y se vuelven fluidos. Luego se inyectan bajo gran presión en la cavidad del molde y se enfrían para solidificar la forma del producto. | La comprensión del proceso de moldeo por inyección es fundamental ya que contribuye en gran medida a que la selección y el diseño del material sean correctos. |
| Selección de materiales | Todos los plásticos termoplásticos habituales, como ABS, PP, PC, nailon, etc. , cubren en total aproximadamente el 90% de todas las aplicaciones. | Para evitar un rendimiento excesivo, los materiales se combinan con precisión en cuanto a resistencia, resistencia a la temperatura y costo. |
| Estrategia de molde |
Los moldes blandos (acero P20 de 100.000 ciclos) son buenos para lotes pequeños. Los moldes duros (acero H13, millones de ciclos) son los mejores para la producción a gran escala. |
Eligiendo el tipo de molde según el tamaño del lote te dará un buen equilibrio entre tu inversión inicial y los beneficios a largo plazo. |
| Control de costos | Dado que el tiempo de enfriamiento puede representar hasta el 50-80% del tiempo del ciclo, un diseño bien optimizado puede incluso reducir el costo hasta un 20-30%. | Se deben identificar los principales generadores de costos para obtener el mayor retorno de la inversión . |
Conclusiones clave
- El diseño dicta el precio: la participación inmediata de DFM puede reducir los gastos de revisión del molde en más del 30 %.
- El material es la base de todo el rendimiento: diferentes índices de contracción de materiales cristalinos y amorfos pueden provocar variaciones en el molde.
- El molde es el capital central: los moldes duros requieren una inversión única sustancial, sin embargo, su costo unitario es considerablemente menor en comparación con los moldes blandos.
- El enfriamiento marca el ritmo del proceso: el enfriamiento conformado puede reducir el tiempo del ciclo en un 32 %, con un período de recuperación de solo 3 a 5 días.
¿Por qué confiar en esta guía? Experiencia en moldeo por inyección de JS Precision
El uso de la tecnología de moldeo por inyección en la práctica es una excelente manera no solo de probar el conocimiento teórico sino también de verificar la combinación de experiencia práctica y el uso de recursos de la industria. Esta es la esencia principal de esta guía.
JS Precision ha sido un actor clave en la industria de fabricación de moldeo por inyección de precisión durante más de 20 años . Poseemos 30 series completas de máquinas de moldeo por inyección con un rango de fuerzas de sujeción de 50T-1300T, que son capaces de producir todo tipo de productos, desde componentes electrónicos de alta tecnología muy pequeños hasta piezas estructurales muy grandes.
Además, contamos con un taller de fabricación de moldes totalmente equipado con un conjunto diverso de herramientas y máquinas que incluyen máquinas de descarga eléctrica (EDM), máquinas cortadoras de alambre de precisión y máquinas CNC de cinco ejes, lo que nos permite llevar a cabo el diseño, la fabricación y la depuración de moldes integrados.
Hemos realizado más de 2000 proyectos de moldeo por inyección y empresas de servicios en industrias de alto nivel, como la electrónica médica automotriz y la aeroespacial.
Abordamos diversos problemas del moldeo por inyección, como deformaciones, líneas de soldadura y marcas de contracción, ayudamos a los clientes a acortar los ciclos de desarrollo en un promedio de 3 a 4 semanas y también los ayudamos a reducir los costos de reparación de moldes en un 25 %.
Nuestro sistema técnico está en línea con el Norma de gestión de calidad ISO 9001:2015 . Los proyectos médicos también cumplen con los requisitos de la norma ISO 13485 y los proyectos automotrices cumplen con las especificaciones IATF 16949. Todos los parámetros del proceso se controlan digitalmente para garantizar la coherencia en la producción en masa.
Con respecto a la implementación de materiales, además de contar con trabajadores calificados que pueden manejar el moldeo de termoplásticos comunes, también nos destacamos en el moldeo por inyección de plásticos de ingeniería especializados como PEEK, LCP y PEI, lo que nos permite controlar la tolerancia con una precisión de 0,02 mm.
Una vez que mejoramos el proceso de moldeo por inyección de conectores para una reconocida empresa de electrónica automotriz, eso resultó en una disminución del tiempo de ciclo en un 28 %, el costo total en un 22 % y un período de recuperación de la inversión en el molde de solo 4,5 meses. Estos ejemplos prácticos y tangibles reflejan directamente nuestra competencia técnica.
Para proyectos de moldeo por inyección, el criterio profesional en las primeras etapas es mucho más importante que las modificaciones posteriores. Si actualmente se encuentra en la etapa de diseño del producto o preparación de producción en masa, comuníquese ahora con los ingenieros de JS Precision para obtener un análisis de viabilidad del proyecto gratuito, lo que permitirá a nuestro equipo profesional ayudarlo a mitigar los riesgos de producción en masa por adelantado.
¿Qué es el moldeo por inyección y cómo funciona?
Para sobresalir en el moldeo por inyección, primero debe comprender a fondo sus principios básicos y pasos clave; esta es la base de todo diseño y optimización de procesos.
Definición básica y principio de funcionamiento del moldeo por inyección
El moldeo por inyección es una técnica de producción en masa capaz de producir una gran cantidad de piezas de plástico a partir de materiales termoplásticos o termoendurecibles.
Básicamente, el proceso consiste en fundir los gránulos de plástico, empaquetar el material caliente y viscoso a muy alta presión en una cavidad del molde y, finalmente, enfriar y solidificar el plástico.
Debido a esto, se pueden hacer formas muy complicadas de una sola vez, por lo que el costo unitario será extremadamente bajo. Esta es la razón por la que el moldeo por inyección representa actualmente más del 80% de las aplicaciones de fabricación de piezas de plástico.
Etapas principales: inyección, enfriamiento y conformación, desmoldeo
Comprensión " ¿Cómo funciona el moldeo por inyección? "implica dominar tres pasos clave, cuyos parámetros determinan directamente la calidad del producto:
- La etapa de inyección de alta presión implica una presión que oscila entre 20 y 100 MPa . La falta de presión probablemente producirá "tiros cortos" .
- El enfriamiento y la conformación mediante la temperatura del molde deben mantenerse entre 20 y 90 ℃ . Una temperatura no uniforme provocaría deformaciones.
- Además, las velocidades de expulsión y desmolde deben ser constantes para evitar que el producto se raye y se deforme.
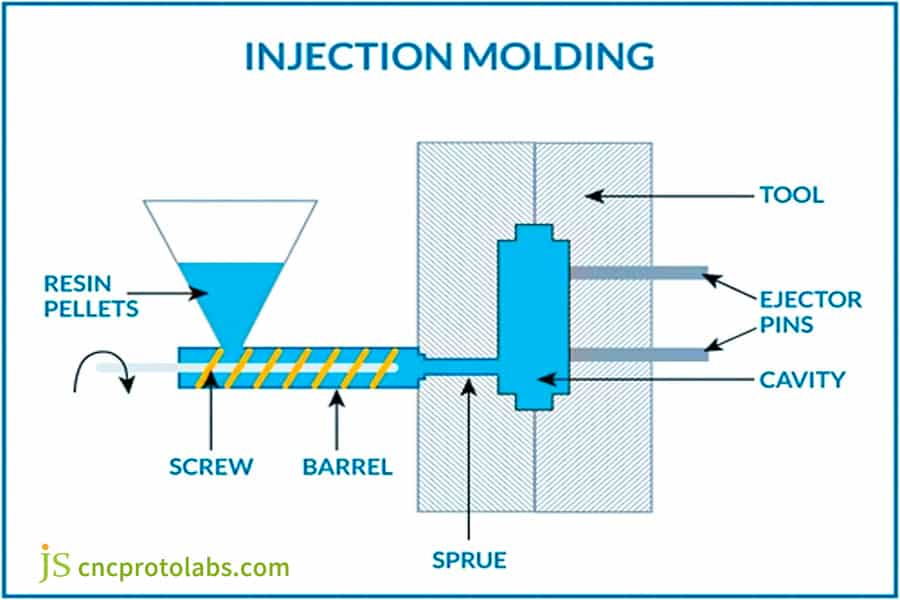
Figura 1: Un diagrama esquemático que ilustra el proceso de moldeo por inyección, que muestra el tornillo, el cilindro, la cavidad del molde y los pasadores expulsores.
¿Cómo funciona paso a paso el proceso de moldeo por inyección de plástico?
Una vez que haya comprendido bien los principios fundamentales, el siguiente paso es comprender todo el proceso de moldeo por inyección de plástico y aclarar los puntos principales de cada etapa. Para el control de parámetros en cada etapa, ISO 16280 es el estándar que lo explica claramente.
Seis etapas centrales del ciclo de moldeo por inyección
Hay seis etapas completamente en el proceso de moldeo por inyección de plástico: alimentación, plastificación y fusión, inyección, mantenimiento de presión, enfriamiento y desmolde . El tiempo del ciclo suele ser de entre 15 y 60 segundos, y la etapa de enfriamiento ocupa entre el 50 y el 80 % del tiempo y es el factor principal en la eficiencia de la producción.
Cómo los parámetros del proceso determinan la calidad del producto
Los parámetros centrales del proceso tienen un impacto directo en la calidad del producto:
- La presión de inyección controla la integridad del llenado. Una presión excesiva puede provocar destellos, mientras que una presión insuficiente puede provocar disparos cortos.
- La presión de retención es del 50 al 80 % de la presión de inyección y se utiliza para compensar la contracción y evitar marcas de hundimiento .
- La temperatura del molde debe variarse según el tipo de plástico.
Descargue el "exclusivo" de JS Precision Proceso de moldeo por inyección de plástico Manual de referencia rápida de parámetros" para igualar rápidamente el rango de parámetros de proceso de su producto.
¿Cuáles son los materiales de moldeo por inyección más comunes y cómo elegirlos?
La elección de los materiales de moldeo por inyección afecta directamente el rendimiento del producto, el costo y la dificultad del proceso; la selección de los materiales apropiados puede duplicar la eficiencia de la producción.
Termoplástico versus termoestable: lo que diferencia a estos dos tipos de materiales
Principalmente, los materiales de moldeo por inyección se clasifican en dos tipos, donde los termoplásticos representan el tipo principal que se utiliza para la producción en masa y pueden cubrir más del 90% de las aplicaciones. Cumplen con los requisitos de la Norma ASTM D1238 :
- Termoplásticos: incluidos ABS, PP, PC, PA, etc., son materiales que se pueden calentar y licuar repetidamente , luego enfriar y solidificar. Además de ofrecer una considerable flexibilidad de procesamiento, sus residuos se pueden reciclar, por lo que se utilizan ampliamente en el proceso de moldeo por inyección.
- Plásticos termoestables: una vez calentados y curados, realizan cambios químicos irreversibles y, por lo tanto, no se pueden volver a fundir, por ejemplo, resinas fenólicas y resinas epoxi. Poseen una excelente resistencia a las altas temperaturas y a los productos químicos, y su uso se limita únicamente a ciertos escenarios industriales especiales .
Guía de selección y comparación de rendimiento para seis materiales de uso común
| Nombre del material | Contracción (%) | Temperatura de uso continuo (°C) | Resistencia a la tracción (MPa) | Precio unitario (USD/kg) | Escenarios de aplicaciones principales |
| PP (Polipropileno) | 1,5-2,5 | 80-100 | 28-35 | 1.2-1.8 | Necesidades diarias, interiores de automóviles, embalaje. |
| ABS | 0,4-0,8 | 70-90 | 40-55 | 2,0-2,5 | Carcasas electrónicas, juguetes, repuestos para automóviles. |
| PC (Policarbonato) | 0,5-0,7 | 120-130 | 55-70 | 4,5-6,0 | Componentes ópticos, equipos médicos, faros de automóviles. |
| PA6 (Nailon 6) | 1,8-2,5 | 100-120 | 60-80 | 3.0-4.0 | Engranajes, rodamientos, conectores. |
| PA66+GF30 | 0,3-0,8 | 150-180 | 120-150 | 5.0-6.5 | Piezas estructurales automotrices, componentes electrónicos de alta resistencia. |
| OJEADA | 0,2-0,5 | 240-260 | 90-100 | 80-100 | Implantes médicos aeroespaciales de alta gama |
Método de selección de materiales en cuatro pasos: de los requisitos funcionales a las decisiones sobre los materiales
Coincidencia precisa materiales de moldeo por inyección se puede realizar utilizando un método de cuatro pasos: determinar o decidir la temperatura de funcionamiento, definir o especificar los requisitos de transporte, evaluar o considerar factores ambientales, calcular o determinar el costo unitario y, finalmente, equilibrar el rendimiento con los costos de producción en masa.

Figura 2: Una variedad de bolitas de plástico de colores y chips de muestra, que muestran opciones de materiales para moldeo por inyección.
¿Por qué el diseño del moldeo por inyección es fundamental para el éxito del producto?
El diseño de moldeo por inyección es la clave para determinar el éxito o el fracaso de los proyectos de moldeo por inyección. Un diseño adecuado a través de un excelente logro de diseño produce procesos de fabricación eficientes, mientras que un diseño deficiente da como resultado reparaciones de moldes y materiales de desecho que aumentan los gastos del proyecto.
Principios básicos de DFM: diseño para la fabricación
Los principios DFM (Diseño para la fabricación) establecen el marco necesario para un diseño eficaz del moldeo por inyección. Las tres reglas de oro son indispensables:
- Espesor de pared uniforme: la diferencia entre los espesores de paredes adyacentes no debe exceder el 40-60 %. El diseño debe implementar transiciones graduales de espesor para evitar un enfriamiento desigual y deformaciones.
- Ángulo de inclinación: Las superficies regulares requieren un ángulo de inclinación de 1 a 3°. Las superficies texturizadas necesitan un ángulo de inclinación adicional de 1° por cada 0,025 mm de profundidad de textura, lo que ayuda con el desmolde del producto.
- Evite las esquinas afiladas: el radio de las esquinas interiores debe alcanzar al menos 0,25-0,5 veces el espesor de la pared. El radio de la esquina exterior debe aumentarse para disminuir la resistencia al flujo plástico y la concentración de tensiones.
Normas cuantitativas para refuerzo de nervaduras y pilares BOSS
El espesor máximo de las nervaduras de refuerzo debe permanecer por debajo del 60% del espesor nominal de la pared y su altura máxima no debe exceder tres veces el espesor de la pared.
El pilar BOSS requiere un diámetro exterior que mida entre 2 y 2,5 veces su diámetro interior combinado con un radio de base. La necesidad de nervaduras de refuerzo surge cuando el agrietamiento por contracción se convierte en una preocupación.
Defectos de diseño comunes y sus consecuencias
Los defectos de un diseño inadecuado del moldeo por inyección producen líneas de deformación y soldadura, aire atrapado y quemaduras que dañan el ensamblaje y la resistencia del producto. El diseño necesita un trabajo de optimización específico combinado con la instalación de canales de ventilación.
Envíe los dibujos de su producto y JS Precision le proporcionará gratuitamente diseño de moldeo por inyección sugerencias de optimización para evitar proactivamente defectos de diseño.

Figura 3: Un gráfico de barras que compara los niveles de impacto de la selección de materiales, la configuración de la máquina, el tiempo de enfriamiento, la complejidad del diseño y el monitoreo del proceso en el diseño de moldeo por inyección.
¿Qué papel desempeñan las herramientas de moldeo por inyección en la producción?
Las herramientas de moldeo por inyección representan el equipo principal en la producción de moldeo por inyección. La elección de las herramientas de moldeo por inyección y el nivel de su precisión no sólo dictan la calidad, el rendimiento y el costo del producto, sino que también revelan la inversión principal en el proceso de moldeo por inyección.
Molde blando versus molde duro: estrategia de selección de moldes basada en el volumen de producción
Las herramientas de moldeo por inyección se dividen en moldes blandos y moldes duros, y la elección debe basarse en la escala de producción. Los parámetros centrales de los dos se comparan de la siguiente manera:
| Tipo de molde | Acero para moldes | Vida útil | Inversión inicial (USD) | Costo Amortizado por Molde (100,000 piezas) | Escala de producción aplicable |
| Molde blando | Acero preendurecido P20 | Menos de 100.000 ciclos | 5.000-15.000 | 0,05-0,15 | <50.000 piezas |
| Molde duro | Acero templado H13 | Más de 1.000.000 de ciclos | 20.000-50.000 | 0,02-0,05 | >500.000 piezas |
Sistemas de canal frío versus sistemas de canal caliente
Debido a su estructura sencilla y su bajo precio, los sistemas de canal frío son capaces de producir un desperdicio satisfactoriamente bajo del 5 al 30%, principalmente si el volumen de producción es pequeño .
Por el contrario, los sistemas de canal caliente no sólo tienen cero desperdicio y tiempos de ciclo más rápidos, sino que también son entre un 30 y un 50 % más costosos, requieren un control de temperatura muy exacto y son más adecuados para la producción a gran escala.
El impacto de la precisión del molde en la consistencia del producto
Superior herramientas de moldeo por inyección Puede mantener una precisión de repetibilidad de 0,02 mm, lo que garantiza una producción en masa constante.
Por otro lado, los moldes de menor calidad pueden tener variaciones que alcanzan los 0,1mm o más , generando problemas en el ajuste. Con el uso de la tecnología de enfriamiento conformal, el período de enfriamiento se puede reducir en un 32 % y la inversión inicial se puede recuperar en solo 3 a 5 días.

Figura 4: Vista detallada de un molde de inyección de metal de precisión con cavidades y el número '2366' visible en su superficie.
¿Cómo optimizar el costo y la eficiencia en el moldeo por inyección?
Es necesario optimizar el costo y el rendimiento operativo del moldeo por inyección porque sirve como un proceso vital para producir bienes a granel. El proceso de reducción de costos y mejora de la eficiencia requiere la identificación de factores fundamentales que deben sufrir mejoras particulares.
Tres impulsores de costos básicos
La estructura de costos del moldeo por inyección opera según la regla 70-20-10, que establece tres elementos de costos principales que impulsan los gastos totales.
- Costo del molde: representa el 70% de la inversión inicial, este es un costo fijo y el costo por unidad disminuye a medida que aumenta la escala de producción.
- Costo del material: representa entre el 20 y el 40% del costo por unidad. La selección y tasa de utilización de los materiales de moldeo por inyección afectan directamente este costo.
- Tiempo de ciclo: Determina la utilización del equipo. Una reducción de un segundo en el tiempo del ciclo de producción permite a las máquinas producir entre 50.000 y 100.000 unidades adicionales cada año, lo que conduce a menores gastos de fabricación.
Tecnologías clave para la optimización del tiempo de ciclo
El proceso de optimización del tiempo del ciclo de moldeo por inyección necesita utilizar tres tecnologías que incluyen:
- Sistema de enfriamiento conformado para reducir el tiempo de enfriamiento entre un 20 y un 35 %.
- Método de reducción del espesor de la pared para lograr una reducción del tiempo de enfriamiento.
- Sistema de automatización que proporciona de 3 a 5 segundos de ahorro de tiempo de trabajo para cada ciclo de producción.
Análisis económico del tamaño del lote
El proceso de moldeo por inyección demuestra fuertes ventajas de costos cuando escalas de producción aumentar a volúmenes mayores. El costo unitario disminuye entre un 60% y un 80% cuando el tamaño del lote aumenta de 1000 unidades a 100000 unidades. Para lotes pequeños, elija moldes blandos; para lotes grandes, invertir en moldes duros + automatización es más rentable.
Ingrese la escala de producción de su producto y JS Precision calculará el costo unitario del moldeo por inyección de forma gratuita y desarrollará un plan de reducción de costos.
¿Cómo elegir el socio de moldeo por inyección adecuado para su proyecto?
Es necesario realizar una evaluación de los proveedores porque seleccionar el socio de moldeo por inyección adecuado conducirá a la ejecución exitosa del proyecto.
Indicadores técnicos básicos para la evaluación de proveedores
Al seleccionar un socio de moldeo por inyección, concéntrese en las capacidades de sus equipos, capacidades de fabricación de moldes, experiencia en materiales, garantía de precisión y sistema de calidad para garantizar que cumplan con los requisitos del proyecto.
Eficiencia de la comunicación y colaboración en proyectos
El progreso de un proyecto depende tanto de las habilidades técnicas como de la capacidad de los miembros del equipo para trabajar juntos mientras comparten información.
Los proveedores de alta calidad deben cumplir los siguientes requisitos:
- Tiempo de respuesta: la organización necesita responder las consultas de los clientes y los problemas técnicos dentro de un período de 5 horas para mantener una comunicación efectiva.
- Comentarios de DFM: la empresa debe entregar un informe de análisis DFM profesional dentro de un plazo de 3 a 5 días después de recibir los dibujos del producto que identificarán los puntos de optimización del diseño.
- Soporte de muestras: el período de entrega de muestras T1 debe permanecer entre 7 y 14 días después de la finalización del desarrollo del molde para cumplir con los requisitos de verificación de muestras del cliente.
Por qué elegir JS Precision como su socio de moldeo por inyección
JS Precision ha mantenido su dedicación a la fabricación de precisión desde su creación hace dos décadas. La organización opera 30 máquinas de moldeo por inyección junto con un taller de moldes completo y un centro de pruebas de alta precisión.
La organización ofrece soluciones de optimización DFM a múltiples sectores de alto nivel que permiten a los clientes lograr reducciones de costos y tiempos de entrega más cortos desde el principio. Optimización DFM . La organización ofrece soluciones integrales, desde la selección de materiales hasta la entrega de producción en masa.
Estudio de caso de JS Precision: ¡Un determinado conector electrónico automotriz redujo el tiempo de ciclo en un 28 % y el costo en un 22 %!
Desafíos
El proyecto del conector de la ECU de un proveedor automotriz de nivel 1 requiere materiales de moldeo por inyección PA66+GF30 para producir 800.000 unidades al año, y el proyecto tiene dos problemas principales.
El proceso de producción tarda 42 segundos en completar cada ciclo, lo que supera el estándar de la industria de 35 segundos , y la empresa no puede producir suficiente producción para satisfacer la demanda de los clientes.
El proceso produce graves deformaciones y deformaciones del producto, lo que provoca que el proceso de ensamblaje falle en el 5,8% de los casos porque el proveedor original carece de soluciones de optimización del proceso, lo que genera gastos anuales de desechos de 120 000 dólares para el cliente, que enfrenta tiempos prolongados de recuperación de la inversión en moldes.
Solución
Después de hacerse cargo del proyecto, JS Precision reunió un equipo profesional de tecnología de moldeo por inyección para optimizar integralmente el molde, el diseño y el proceso.
1.Reconstrucción por enfriamiento del molde:
El sistema de enfriamiento del molde se rediseñó completamente a través de la tecnología de enfriamiento conforme, lo que permitió a los diseñadores crear nuevos canales de enfriamiento que mantienen una distancia de 4 a 5 mm entre los canales y los contornos del producto, lo que resultó en un mejor control de la temperatura que disminuyó el tiempo de enfriamiento de 22 segundos a 14 segundos.
2.Optimización de la posición de la puerta:
La compuerta lateral original de un solo punto se cambió a una compuerta submarina de doble punto, lo que optimizó la ruta de flujo del plástico fundido, y este cambio de diseño aumentó la resistencia de la línea de soldadura en un 35 % y minimizó la deformación.
3.Parámetros del proceso DOE:
El equipo utilizó 16 experimentos ortogonales junto con investigaciones de propiedades de materiales para determinar los parámetros óptimos del proceso, que incluían una temperatura del molde de 110 ℃, una presión de mantenimiento de 80 MPa y una velocidad de inyección de 60 mm/s, que producirían la mayor calidad del producto y eficiencia de producción.
Resultados
A través de una serie de medidas de optimización, la producción de moldeo por inyección de este proyecto ha logrado una mejora cualitativa:
- Se redujo el tiempo necesario para un ciclo de producción. de 42 a 30, un cambio del 28%, con una capacidad anual por unidad aumentando en 230.000 piezas, la oferta es suficiente para satisfacer la demanda del mercado.
- La tasa de deformación del producto se redujo del 5,8% a menos del 0,9%, lo que a su vez provocó pérdidas mínimas de chatarra y los clientes se ahorraron más de 100.000 dólares al año.
- El coste unitario se redujo en un 22% y el período de recuperación de la inversión en el molde, que originalmente estaba previsto que fuera de 12 meses, ahora se ha reducido a 4,5 meses, lo que permite maximizar el retorno de la inversión.
¿Quiere reducciones de costos y mejoras de eficiencia similares para su proyecto de moldeo por inyección? Contacte a JS Precisión y deje que nuestro equipo profesional analice los puntos débiles de su proyecto y desarrolle un plan de optimización personalizado.
Preguntas frecuentes
P1: ¿Cuál es el principio básico del moldeo por inyección?
El moldeo por inyección es el proceso de calentar y fundir partículas sólidas de plástico, inyectarlas a alta presión en la cavidad del molde, enfriarlas y solidificarlas y luego expulsar el producto terminado. El moldeo por inyección es el proceso central para producción en masa de piezas de plástico .
P2: ¿Cómo elegir materiales de moldeo por inyección adecuados?
Debe considerar la temperatura de funcionamiento del producto, los requisitos mecánicos, los factores ambientales y el costo al seleccionar un material. Los plásticos termoplásticos son la mejor opción si ningún otro factor externo representa un problema. Los ingenieros de JS Precision siempre están listos para brindarle asesoramiento sobre la selección de materiales de moldeo por inyección.
P3: ¿Cuál es el tiempo típico del ciclo de moldeo por inyección?
Normalmente, el ciclo del procesamiento del moldeo por inyección de plástico dura entre 15 y 60 segundos, la mayor parte de los cuales, es decir, entre el 50 y el 80 %, es el paso de enfriamiento. Además del espesor de la pared del producto, otros factores que afectan el tiempo del ciclo son el diseño del producto, el diseño del molde, la optimización de los parámetros de procesamiento y el tipo de sistema de enfriamiento utilizado.
P4: ¿Cómo evitar la deformación de las piezas moldeadas por inyección?
Un diseño adecuado de moldeo por inyección , mantener un espesor de pared uniforme, optimizar el sistema de enfriamiento del molde y establecer una presión de mantenimiento y una temperatura del molde razonables pueden evitar eficazmente la deformación y la deformación.
P5: ¿Cuál es la cantidad mínima de pedido para moldeo por inyección?
JS Precision admite 1 molde de prueba. Se recomienda la producción de lotes pequeños en el rango de 500 a 5000 piezas . Para lotes enormes, somos capaces de manejar millones de piezas al año y la estrategia de herramientas de moldeo por inyección es flexible a los cambios según el volumen.
P6: ¿Cuánto tiempo lleva recibir muestras después de proporcionar los dibujos?
Obtener muestras T1 de moldes blandos tardaría entre 4 y 6 semanas, mientras que los moldes duros tardarían entre 8 y 12 semanas. Acelerar el procesamiento puede reducir el tiempo entre un 20% y un 30%, cumpliendo rápidamente con los requisitos de verificación de muestras del producto.
P7: ¿El moldeo por inyección requiere mantenimiento?
Las herramientas de moldeo por inyección necesitan mantenimiento diario, que incluye limpieza y prevención de oxidación. Aparte de eso, cada 100.000-500.000 ciclos, la vida útil del molde podría maximizarse mediante el pulido del molde y el reemplazo de piezas vulnerables.
P8: ¿Existen requisitos especiales para el embalaje de exportación?
El uso de bolsas antiestáticas para productos electrónicos junto con embalajes compartimentados separados es estándar. Para el transporte marítimo, el envasado al vacío con un desecante es imprescindible para proteger contra la humedad y los daños.
Resumen
El moldeo por inyección es una ingeniería de sistemas que integra múltiples disciplinas. Desde la comprensión de cómo funciona el moldeo por inyección hasta la toma de decisiones sobre las herramientas de moldeo por inyección, cada paso afecta la calidad y el costo del producto.
JS Precision ha estado profundamente involucrado en el moldeo por inyección durante más de 20 años, brindando soluciones de extremo a extremo. Envía los dibujos de tu producto. Para recibir un análisis DFM gratuito, permítanos ayudarle a llevar su producto desde el concepto al mercado.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

