

Stampaggio ad iniezione è il fondamento del processo di produzione della plastica e la sfida principale che passa dal prototipo alla produzione di massa.
Durante l'intero percorso da un prototipo a milioni di unità prodotte , gli ingegneri possono anche riscontrare problemi come deformazioni, segni di ritiro e tempi di consegna molto lunghi. Il segreto sta nel comprendere le variabili del sistema dello stampaggio a iniezione.
Questo articolo spiegherà in dettaglio l'intero processo di stampaggio a iniezione di materie plastiche , dai principi ai materiali, dagli stampi ai costi , in modo da poter evitare una riparazione dello stampo da $ 10.000 durante la progettazione iniziale.
Panoramica rapida delle risposte principali
| Dimensioni fondamentali | Risposte chiave | Valore per te |
| Principio del processo | I granuli di plastica vengono riscaldati e trasformati in uno stato fluido. Vengono quindi iniettati sotto forte pressione nella cavità dello stampo e raffreddati per solidificare la forma del prodotto. | La comprensione del processo di stampaggio a iniezione è fondamentale in quanto contribuisce notevolmente alla correttezza della selezione dei materiali e della progettazione. |
| Selezione dei materiali | Tutte le comuni plastiche termoplastiche come ABS PP PC nylon ecc. in totale coprono circa il 90% di tutte le applicazioni. | Per evitare prestazioni eccessive, i materiali sono abbinati esattamente a robustezza, resistenza alla temperatura e costo. |
| Strategia sulla muffa |
Gli stampi morbidi (acciaio P20 100.000 cicli) sono adatti per piccoli lotti. Gli stampi duri (acciaio H13, milioni di cicli) sono i migliori per la produzione su larga scala. |
Scegliere il tipo di stampo in base alle dimensioni del lotto ti garantirà un buon equilibrio tra l'investimento iniziale e i benefici a lungo termine. |
| Controllo dei costi | Poiché il tempo di raffreddamento può rappresentare fino al 50-80% del tempo di ciclo, un progetto ben ottimizzato può ridurre i costi anche fino al 20-30%. | I principali fattori di costo dovrebbero essere identificati per ottenere il massimo ritorno sull'investimento . |
Punti chiave
- Il prezzo determina il prezzo: un tempestivo coinvolgimento del DFM può ridurre le spese di revisione dello stampo di oltre il 30%.
- Il materiale è la base dell'intera prestazione: diversi tassi di ritiro dei materiali cristallini e amorfi potrebbero portare a variazioni nello stampo.
- Lo stampo è il capitale centrale: gli stampi rigidi richiedono un sostanziale investimento una tantum, tuttavia il loro costo unitario è notevolmente inferiore rispetto agli stampi morbidi.
- Il raffreddamento determina il ritmo del processo: il raffreddamento conformale può ridurre il tempo di ciclo del 32%, con un periodo di ammortamento di soli 3-5 giorni.
Perché fidarsi di questa guida? Esperienza nello stampaggio a iniezione di JS Precision
L'utilizzo pratico della tecnologia di stampaggio a iniezione è un ottimo modo non solo per testare le proprie conoscenze teoriche, ma anche per verificare la combinazione di esperienza pratica e utilizzo delle risorse del settore. Ciò costituisce l'essenza principale di questa guida.
JS Precision è un attore chiave nel settore della produzione di stampaggio a iniezione di precisione da oltre 20 anni . Possediamo 30 serie complete di macchine per lo stampaggio a iniezione con una gamma di forze di chiusura compresa tra 50T e 1300T, in grado di produrre tutti i tipi di prodotti, dai componenti elettronici high-tech molto piccoli alle parti strutturali molto grandi.
Inoltre, disponiamo di un'officina per la produzione di stampi completamente attrezzata con una serie diversificata di strumenti e macchine, tra cui macchine per elettroerosione (EDM), macchine per taglio a filo di precisione e macchine CNC a cinque assi, che ci consente di eseguire progettazione, produzione e debugging integrati di stampi.
Abbiamo realizzato più di 2000 progetti di stampaggio a iniezione, attività di servizi in settori di fascia alta come l'elettronica medica automobilistica e l'aerospaziale.
Affrontiamo vari problemi di stampaggio a iniezione come deformazioni, linee di saldatura e segni di ritiro, assistiamo i clienti nell'abbreviare i cicli di sviluppo in media di 3-4 settimane e li aiutiamo anche a ridurre i costi di riparazione degli stampi del 25%.
Il nostro sistema tecnico è in linea con il Norma di gestione della qualità ISO 9001:2015 . Anche i progetti medici sono conformi ai requisiti ISO 13485 e i progetti automobilistici soddisfano le specifiche IATF 16949. Tutti i parametri di processo sono controllati digitalmente per garantire coerenza nella produzione di massa.
Per quanto riguarda l'implementazione dei materiali, oltre ad avere lavoratori qualificati in grado di gestire lo stampaggio di materiali termoplastici comuni, eccelliamo anche nello stampaggio a iniezione di tecnopolimeri speciali come PEEK, LCP e PEI, consentendoci di controllare la tolleranza con una precisione di 0,02 mm.
Una volta abbiamo migliorato il processo di stampaggio a iniezione di connettori per una rinomata azienda di elettronica automobilistica, ottenendo una riduzione del tempo di ciclo del 28%, dei costi complessivi del 22% e un periodo di ammortamento dell'investimento nello stampo di soli 4,5 mesi. Tali esempi pratici e tangibili riflettono direttamente la nostra competenza tecnica.
Per i progetti di stampaggio a iniezione, il giudizio professionale nelle fasi iniziali è molto più importante delle modifiche successive. Se sei attualmente nella fase di progettazione del prodotto o di preparazione della produzione di massa, contatta subito gli ingegneri di JS Precision per un'analisi gratuita di fattibilità del progetto, consentendo al nostro team di professionisti di aiutarti a mitigare in anticipo i rischi della produzione di massa.
Che cos'è lo stampaggio a iniezione e come funziona?
Per eccellere nello stampaggio a iniezione, è necessario prima comprenderne a fondo i principi fondamentali e i passaggi chiave, questo è il fondamento di tutta l'ottimizzazione della progettazione e del processo.
Definizione fondamentale e principio di funzionamento dello stampaggio a iniezione
Lo stampaggio a iniezione è una tecnica di produzione di massa in grado di produrre un numero molto elevato di parti in plastica da materiali termoplastici o termoindurenti.
Fondamentalmente, il processo prevede la fusione dei pellet di plastica, il confezionamento del materiale caldo e viscoso ad altissima pressione in una cavità dello stampo e infine il raffreddamento e la solidificazione della plastica.
Per questo motivo, è possibile realizzare forme molto complicate in un unico colpo, quindi il costo unitario sarà estremamente basso. Questo è il motivo per cui lo stampaggio a iniezione rappresenta attualmente oltre l’80% delle applicazioni di produzione di parti in plastica.
Fasi principali: Iniezione, Raffreddamento e Formatura, Sformatura
Comprensione " come funziona lo stampaggio ad iniezione " implica la padronanza di tre passaggi chiave, i cui parametri determinano direttamente la qualità del prodotto:
- La fase di iniezione ad alta pressione prevede una pressione compresa tra 20 e 100 MPa . La mancanza di pressione molto probabilmente produrrà “tiri corti” .
- La temperatura di raffreddamento e modellatura tramite stampo deve essere mantenuta tra 20 e 90 ℃ . Una temperatura non uniforme causerebbe deformazioni.
- Inoltre le velocità di espulsione e sformatura dovrebbero essere costanti in modo da mantenere il prodotto esente da graffi e deformazioni.
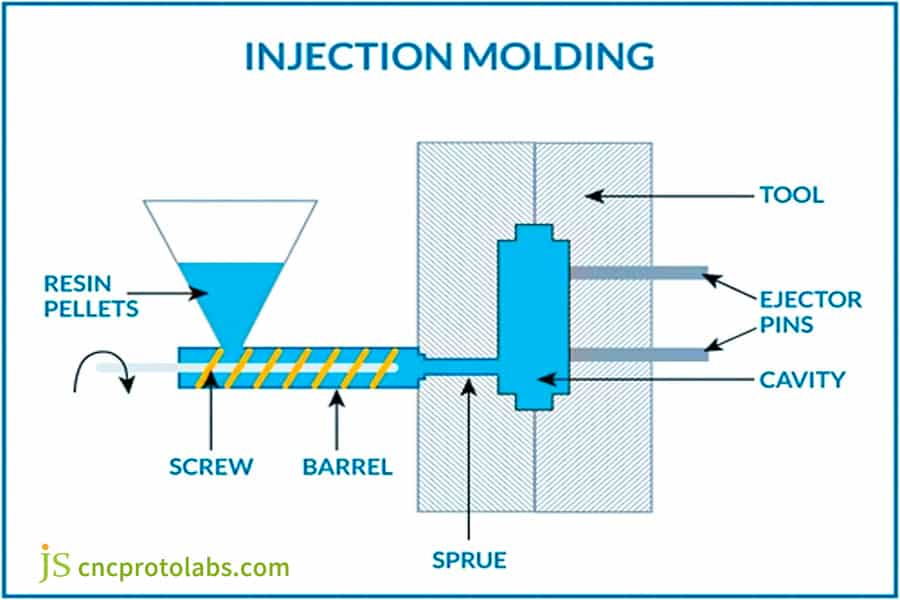
Figura 1: Un diagramma schematico che illustra il processo di stampaggio a iniezione, mostrando la vite, il cilindro, la cavità dello stampo e i perni di espulsione.
Come funziona passo dopo passo il processo di stampaggio a iniezione di materie plastiche?
Una volta acquisiti una buona conoscenza dei principi fondamentali, il passo successivo è comprendere l'intero processo di stampaggio a iniezione di materie plastiche e chiarire i punti principali in ciascuna fase. Per il controllo dei parametri in ogni fase, la norma ISO 16280 lo spiega chiaramente.
Sei fasi fondamentali del ciclo di stampaggio a iniezione
Ci sono sei fasi completamente nel processo di stampaggio a iniezione di materie plastiche: alimentazione, plastificazione e fusione, iniezione, mantenimento della pressione, raffreddamento, sformatura . Il tempo di ciclo è tipicamente compreso tra 15 e 60 secondi, con la fase di raffreddamento che impiega il 50-80% del tempo e rappresenta il fattore principale dell'efficienza produttiva.
In che modo i parametri di processo determinano la qualità del prodotto
I parametri fondamentali del processo hanno un impatto diretto sulla qualità del prodotto:
- La pressione di iniezione controlla la completezza del riempimento. Una pressione eccessiva può causare flash, mentre una pressione insufficiente può provocare scatti brevi.
- La pressione di mantenimento è pari al 50-80% della pressione di iniezione e viene utilizzata per compensare il restringimento e per prevenire segni di avvallamento .
- La temperatura dello stampo deve essere variata a seconda del tipo di plastica.
Scarica l'esclusivo " Processo di stampaggio ad iniezione di materie plastiche Manuale di riferimento rapido ai parametri" per abbinare rapidamente la gamma di parametri di processo per il proprio prodotto.
Quali sono i materiali più comuni per lo stampaggio a iniezione e come scegliere?
La scelta dei materiali per lo stampaggio a iniezione influisce direttamente sulle prestazioni del prodotto, sui costi e sulla difficoltà del processo, la selezione di materiali appropriati può portare a raddoppiare l'efficienza produttiva.
Termoplastico vs termoindurente: cosa distingue questi due tipi di materiali
Principalmente, i materiali per stampaggio a iniezione sono classificati in due tipologie in cui i termoplastici rappresentano il tipo principale utilizzato per la produzione di massa e possono coprire oltre il 90% delle applicazioni. Sono conformi ai requisiti della Norma ASTM D1238 :
- Termoplastici: inclusi ABS, PP, PC, PA, ecc. Si tratta di materiali che possono essere riscaldati e liquefatti ripetutamente , quindi raffreddati e solidificati. Oltre ad offrire una notevole flessibilità di lavorazione, i loro scarti possono essere riciclati, motivo per cui trovano ampia applicazione nel processo di stampaggio ad iniezione.
- Materie plastiche termoindurenti: una volta riscaldate e polimerizzate, apportano cambiamenti chimici irreversibili e pertanto non possono essere rifuse, ad esempio resine fenoliche e resine epossidiche. Possiedono un'eccezionale resistenza alle alte temperature e agli agenti chimici e il loro utilizzo è limitato solo ad alcuni scenari industriali speciali .
Confronto delle prestazioni e guida alla selezione di sei materiali comunemente utilizzati
| Nome del materiale | Restringimento (%) | Temperatura di utilizzo continuo (°C) | Resistenza alla trazione (MPa) | Prezzo unitario (USD/kg) | Scenari applicativi principali |
| PP (polipropilene) | 1,5-2,5 | 80-100 | 28-35 | 1.2-1.8 | Necessità quotidiane, interni auto, packaging |
| ABS | 0,4-0,8 | 70-90 | 40-55 | 2.0-2.5 | Involucri elettronici, giocattoli, parti automobilistiche |
| PC (policarbonato) | 0,5-0,7 | 120-130 | 55-70 | 4.5-6.0 | Componenti ottici, apparecchiature mediche, fari automobilistici |
| PA6 (Nylon 6) | 1.8-2.5 | 100-120 | 60-80 | 3.0-4.0 | Ingranaggi, cuscinetti, connettori |
| PA66+GF30 | 0,3-0,8 | 150-180 | 120-150 | 5.0-6.5 | Parti strutturali automobilistiche, componenti elettronici ad alta resistenza |
| SBIRCIARE | 0,2-0,5 | 240-260 | 90-100 | 80-100 | Impianti medici aerospaziali e di fascia alta |
Metodo di selezione dei materiali in quattro fasi: dai requisiti funzionali alle decisioni sui materiali
Abbinamento preciso materiali per stampaggio ad iniezione può essere fatto utilizzando un metodo in quattro fasi: determinare o decidere la temperatura operativa, definire o specificare i requisiti di trasporto, valutare o considerare i fattori ambientali, calcolare o determinare il costo unitario e infine bilanciare le prestazioni con i costi di produzione di massa.

Figura 2: Un assortimento di pellet di plastica colorata e campioni di chip, che mostrano le opzioni di materiali per lo stampaggio a iniezione.
Perché la progettazione dello stampaggio a iniezione è fondamentale per il successo del prodotto?
La progettazione dello stampaggio a iniezione è la chiave per determinare il successo o il fallimento dei progetti di stampaggio a iniezione. Una corretta progettazione attraverso risultati eccellenti produce processi di produzione efficienti, mentre una progettazione scadente si traduce in riparazioni di stampi e materiali di scarto che aumentano le spese del progetto.
Principi fondamentali del DFM: progettazione per la produzione
I principi DFM (Design for Manufacturing) stabiliscono il quadro necessario per una progettazione efficace dello stampaggio a iniezione. Le tre regole d’oro sono indispensabili:
- Spessore uniforme delle pareti: la differenza tra gli spessori delle pareti adiacenti non deve superare il 40-60%. Il progetto dovrebbe implementare transizioni graduali di spessore per prevenire un raffreddamento e una deformazione non uniformi.
- Angolo di sformo: le superfici regolari richiedono un angolo di sformo di 1-3°. Le superfici strutturate necessitano di un angolo di sformo aggiuntivo di 1° per ogni 0,025 mm di profondità della struttura che aiuta con la sformatura del prodotto.
- Evitare angoli vivi: il raggio degli angoli interni deve raggiungere almeno 0,25-0,5 volte lo spessore della parete. Il raggio dell'angolo esterno dovrebbe essere aumentato per diminuire la resistenza al flusso plastico e la concentrazione delle sollecitazioni.
Standard quantitativi per il rinforzo delle nervature e dei pilastri BOSS
Lo spessore massimo delle nervature di rinforzo deve rimanere inferiore al 60% dello spessore nominale della parete e la loro altezza massima non deve superare tre volte lo spessore della parete.
Il pilastro BOSS richiede un diametro esterno che misuri 2-2,5 volte il suo diametro interno combinato con un raggio di base. La necessità di rinforzare le nervature nasce quando le fessurazioni da ritiro diventano una preoccupazione.
Difetti di progettazione comuni e loro conseguenze
I difetti di una progettazione inadeguata dello stampaggio a iniezione producono deformazioni e linee di saldatura, aria intrappolata e bruciature che danneggiano l'assemblaggio e la resistenza del prodotto. La progettazione necessita di interventi mirati di ottimizzazione abbinati all'installazione di canali di sfogo.
Invia i disegni dei tuoi prodotti e JS Precision te li fornirà gratuitamente progettazione dello stampaggio ad iniezione suggerimenti di ottimizzazione per evitare in modo proattivo difetti di progettazione.

Figura 3: Un grafico a barre che confronta i livelli di impatto della selezione dei materiali, delle impostazioni della macchina, del tempo di raffreddamento, della complessità della progettazione e del monitoraggio del processo sulla progettazione dello stampaggio a iniezione.
Che ruolo svolgono gli utensili per lo stampaggio a iniezione nella produzione?
Gli utensili per lo stampaggio a iniezione rappresentano l'attrezzatura principale nella produzione dello stampaggio a iniezione. La scelta degli utensili per lo stampaggio a iniezione e il livello della loro precisione non solo determinano la qualità, la resa e il costo del prodotto, ma rivelano anche il principale investimento nel processo di stampaggio a iniezione.
Stampo morbido vs. stampo duro: strategia di selezione dello stampo basata sul volume di produzione
Gli utensili per lo stampaggio a iniezione sono suddivisi in stampi morbidi e stampi rigidi e la scelta dovrebbe essere basata sulla scala di produzione. I parametri principali dei due vengono confrontati come segue:
| Tipo di stampo | Stampo in acciaio | Durata di servizio | Investimento iniziale (USD) | Costo ammortizzato per stampo (100.000 pezzi) | Scala di produzione applicabile |
| Muffa morbida | P20 Acciaio pretemprato | Meno di 100.000 cicli | 5.000-15.000 | 0,05-0,15 | <50.000 pezzi |
| Muffa dura | Acciaio temprato H13 | Più di 1.000.000 di cicli | 20.000-50.000 | 0,02-0,05 | >500.000 pezzi |
Sistemi a canale freddo e a canale caldo
Grazie alla loro struttura semplice e al prezzo basso, i sistemi a canali freddi sono in grado di produrre scarti sufficientemente bassi, pari al 5-30%, soprattutto se il volume di produzione è piccolo .
Al contrario, i sistemi a canali caldi non solo hanno zero sprechi e tempi di ciclo più rapidi, ma sono anche più costosi del 30-50%, richiedono un controllo molto preciso della temperatura e sono più adatti alla produzione su larga scala.
L'impatto della precisione dello stampo sulla consistenza del prodotto
Superiore attrezzature per stampaggio ad iniezione può mantenere una precisione di ripetibilità di 0,02 mm, garantendo così una produzione di massa costante.
D'altra parte, gli stampi di qualità inferiore possono presentare variazioni che raggiungono 0,1 mm o più , causando problemi di adattamento. Con l'utilizzo della tecnologia di raffreddamento conformato, il periodo di raffreddamento può essere ridotto del 32% e l'investimento iniziale può essere recuperato in soli 3-5 giorni.

Figura 4: Vista dettagliata di uno stampo per iniezione di precisione in metallo con cavità e il numero "2366" visibile sulla sua superficie.
Come ottimizzare costi ed efficienza nello stampaggio a iniezione?
I costi e le prestazioni operative dello stampaggio a iniezione devono essere ottimizzati perché costituisce un processo vitale per la produzione di beni sfusi. Il processo di riduzione dei costi e di incremento dell'efficienza richiede l'identificazione di fattori fondamentali che devono subire particolari miglioramenti.
Tre fattori chiave di costo
La struttura dei costi dello stampaggio a iniezione funziona secondo la regola 70-20-10 che stabilisce tre elementi di costo principali che determinano le spese totali.
- Costo dello stampo: rappresenta il 70% dell'investimento iniziale, si tratta di un costo fisso e il costo per unità diminuisce all'aumentare della scala di produzione.
- Costo del materiale: rappresenta il 20-40% del costo per unità. La selezione e il tasso di utilizzo dei materiali per lo stampaggio a iniezione influiscono direttamente su questo costo.
- Tempo di ciclo: determina l'utilizzo dell'apparecchiatura. Una riduzione di un secondo nel tempo del ciclo di produzione consente alle macchine di produrre tra 50.000 e 100.000 unità aggiuntive ogni anno, con conseguente riduzione delle spese di produzione.
Tecnologie chiave per l'ottimizzazione del tempo di ciclo
Il processo di ottimizzazione del tempo del ciclo di stampaggio a iniezione deve utilizzare tre tecnologie che includono:
- Sistema di raffreddamento conforme per una riduzione del tempo di raffreddamento del 20-35%.
- Metodo di riduzione dello spessore della parete per ottenere una riduzione del tempo di raffreddamento.
- Sistema di automazione che garantisce un risparmio di tempo di lavoro di 3-5 secondi per ogni ciclo produttivo.
Analisi economica della dimensione del lotto
Il processo di stampaggio a iniezione dimostra forti vantaggi in termini di costi quando scale di produzione aumentare a volumi più alti. Il costo unitario diminuisce tra il 60% e l'80% quando la dimensione del lotto aumenta da 1.000 unità a 100.000 unità. Per piccoli lotti scegliere stampi morbidi, per grandi lotti investire in stampi rigidi + automazione è più conveniente.
Inserisci la scala di produzione del tuo prodotto e JS Precision calcolerà gratuitamente il costo unitario dello stampaggio a iniezione e svilupperà un piano di riduzione dei costi.
Come scegliere il partner giusto per lo stampaggio a iniezione per il tuo progetto?
La valutazione dei fornitori deve essere condotta perché la selezione del partner appropriato per lo stampaggio a iniezione porterà al successo dell'esecuzione del progetto.
Indicatori tecnici fondamentali per la valutazione dei fornitori
Quando selezioni un partner per lo stampaggio a iniezione, concentrati sulle capacità delle sue attrezzature, sulle capacità di realizzazione di stampi, sull'esperienza dei materiali, sulla garanzia di precisione e sul sistema di qualità per garantire che soddisfino i requisiti del progetto.
Efficienza della comunicazione e collaborazione di progetto
Il progresso di un progetto dipende sia dalle capacità tecniche che dalla capacità dei membri del team di lavorare insieme condividendo informazioni.
I fornitori di alta qualità dovrebbero soddisfare i seguenti requisiti:
- Tempo di risposta: l'organizzazione deve rispondere alle richieste dei clienti e ai problemi tecnici entro un periodo di 5 ore per mantenere una comunicazione efficace.
- Feedback DFM: l'azienda deve fornire un rapporto di analisi DFM professionale entro 3-5 giorni dalla ricezione dei disegni del prodotto che identificheranno i punti di ottimizzazione del progetto.
- Supporto campione: il periodo di consegna del campione T1 deve essere compreso tra 7 e 14 giorni dopo il completamento dello sviluppo dello stampo per soddisfare i requisiti di verifica del campione del cliente.
Perché scegliere JS Precision come partner per lo stampaggio a iniezione
JS Precision ha mantenuto la propria dedizione alla produzione di precisione sin dalla sua fondazione due decenni fa. L'organizzazione gestisce 30 macchine per lo stampaggio a iniezione insieme a un'officina completa per stampi e un centro di prova ad alta precisione.
L'organizzazione offre soluzioni di ottimizzazione DFM a molteplici settori di fascia alta che consentono ai clienti di ottenere riduzioni dei costi e tempi di consegna più brevi in anticipo Ottimizzazione DFM . L'organizzazione fornisce soluzioni end-to-end dalla selezione dei materiali alla consegna della produzione di massa.
Caso di studio JS Precision: un determinato connettore elettronico automobilistico ha ridotto il tempo di ciclo del 28% e i costi del 22%!
Sfide
Il progetto del connettore ECU di un fornitore automobilistico di livello 1 richiede materiali per stampaggio a iniezione PA66+GF30 per produrre 800.000 unità all'anno e il progetto presenta due questioni principali.
Il processo di produzione impiega 42 secondi per completare ogni ciclo, un tempo superiore allo standard industriale di 35 secondi , e l'azienda non è in grado di produrre una produzione sufficiente a soddisfare la domanda dei clienti.
Il processo provoca gravi deformazioni e deformazioni del prodotto, che causano il fallimento del processo di assemblaggio nel 5,8% dei casi perché il fornitore originale non dispone di soluzioni di ottimizzazione del processo, con conseguenti spese annuali di scarto di 120.000 dollari per il cliente che deve affrontare tempi di recupero dell'investimento in stampi prolungati.
Soluzione
Dopo aver rilevato il progetto, JS Precision ha riunito un team professionale di tecnologia di stampaggio a iniezione per ottimizzare in modo completo lo stampo, la progettazione e il processo.
1.Ricostruzione raffreddamento stampo:
Il sistema di raffreddamento dello stampo è stato sottoposto a una riprogettazione completa attraverso la tecnologia di raffreddamento conformale, che ha consentito ai progettisti di creare nuovi canali di raffreddamento che mantengono una distanza di 4-5 mm tra i canali e i contorni del prodotto, con conseguente miglioramento del controllo della temperatura che ha ridotto il tempo di raffreddamento da 22 secondi a 14 secondi.
2.Ottimizzazione della posizione del cancello:
Il cancello laterale originale a punto singolo è stato modificato in un cancello sottomarino a doppio punto, che ha ottimizzato il percorso del flusso della plastica fusa e questa modifica al design ha aumentato la resistenza della linea di saldatura del 35% riducendo al minimo la deformazione.
3.Parametri di processo DOE:
Il team ha utilizzato 16 esperimenti ortogonali insieme alla ricerca sulle proprietà dei materiali per determinare i parametri di processo ottimali, che includevano una temperatura dello stampo di 110 ℃, una pressione di mantenimento di 80 MPa e una velocità di iniezione di 60 mm/s, che avrebbero prodotto la massima qualità del prodotto ed efficienza produttiva.
Risultati
Attraverso una serie di misure di ottimizzazione, la produzione di stampaggio a iniezione di questo progetto ha ottenuto un miglioramento qualitativo:
- Tempo impiegato per un ciclo di produzione ridotto dai 42 ai 30, un turnover del 28%, con una capacità annua unitaria in aumento di 230.000 pezzi, l'offerta è sufficiente a soddisfare la domanda del mercato.
- Il tasso di deformazione del prodotto è sceso dal 5,8% a meno dello 0,9%, il che a sua volta ha portato a perdite di scarti minime e ai clienti è stato risparmiato più di 100.000 dollari all'anno.
- Il costo unitario è diminuito del 22%, il periodo di ammortamento dell'investimento nello stampo, originariamente previsto in 12 mesi, è stato ora ridotto a 4,5 mesi, consentendo così di massimizzare il ritorno sull'investimento.
Desideri riduzioni dei costi e miglioramenti dell'efficienza simili per il tuo progetto di stampaggio a iniezione? Contatta JS Precision e lascia che il nostro team di professionisti analizzi i punti critici del tuo progetto e sviluppi un piano di ottimizzazione personalizzato.
Domande frequenti
Q1: Qual è il principio di base dello stampaggio a iniezione?
Lo stampaggio a iniezione è il processo di riscaldamento e fusione di particelle di plastica solida, iniettandole ad alta pressione nella cavità dello stampo, raffreddandole e solidificandole, quindi espellendo il prodotto finito. Lo stampaggio a iniezione è il processo principale per produzione in serie di parti in plastica .
Q2: Come scegliere i materiali adatti per lo stampaggio a iniezione?
Quando si seleziona un materiale, è necessario considerare la temperatura operativa del prodotto, i requisiti meccanici, i fattori ambientali e i costi. Le plastiche termoplastiche sono la scelta migliore se nessun altro fattore esterno rappresenta un problema. Gli ingegneri di JS Precision sono sempre pronti a fornirti consigli sulla selezione dei materiali per lo stampaggio a iniezione.
Q3: Qual è il tempo tipico del ciclo di stampaggio a iniezione?
Solitamente il ciclo di lavorazione dello stampaggio ad iniezione di materie plastiche dura 15-60 secondi, la maggior parte dei quali, ovvero il 50-80%, è costituita dalla fase di raffreddamento. Oltre allo spessore delle pareti del prodotto, altri fattori che influenzano il tempo del ciclo sono la progettazione del prodotto, la progettazione dello stampo, l'ottimizzazione dei parametri di lavorazione e il tipo di sistema di raffreddamento utilizzato.
Q4: Come evitare la deformazione delle parti stampate a iniezione?
Una corretta progettazione dello stampaggio a iniezione , il mantenimento di uno spessore uniforme delle pareti, l'ottimizzazione del sistema di raffreddamento dello stampo e l'impostazione di una pressione di mantenimento e di una temperatura dello stampo ragionevoli possono efficacemente evitare deformazioni e deformazioni.
Q5: Qual è la quantità minima dell'ordine per lo stampaggio a iniezione?
JS Precision supporta 1 stampo di prova. Si consiglia la produzione in piccoli lotti nell'ordine di 500-5000 pezzi . Per lotti enormi, siamo in grado di gestire milioni di pezzi all'anno e la strategia degli strumenti di stampaggio a iniezione è flessibile per adattarsi ai cambiamenti in base al volume.
Q6: Quanto tempo ci vuole per ricevere i campioni dopo aver fornito i disegni?
Per ottenere campioni T1 da stampi morbidi occorrerebbero 4-6 settimane mentre per stampi duri sarebbero necessarie 8-12 settimane. L'accelerazione dell'elaborazione può ridurre i tempi del 20-30%, soddisfacendo rapidamente i requisiti di verifica dei campioni di prodotto.
Q7: Lo stampaggio a iniezione richiede manutenzione?
Gli utensili per lo stampaggio a iniezione necessitano di manutenzione quotidiana che include la pulizia e la prevenzione della ruggine. Oltre a ciò, ogni 100.000-500.000 cicli, la durata dello stampo potrebbe essere massimizzata attraverso la lucidatura dello stampo e la sostituzione delle parti vulnerabili.
Q8: Esistono requisiti speciali per l'imballaggio per l'esportazione?
L'uso di sacchetti antistatici per prodotti elettronici insieme a imballaggi compartimentati separati è standard. Per il trasporto marittimo, l'imballaggio sottovuoto con un essiccante è obbligatorio per proteggerlo dall'umidità e dai danni.
Riepilogo
Lo stampaggio a iniezione è un'ingegneria di sistema che integra più discipline. Dalla comprensione del funzionamento dello stampaggio a iniezione al processo decisionale relativo agli utensili per lo stampaggio a iniezione, ogni passaggio influisce sulla qualità e sui costi del prodotto.
JS Precision è profondamente coinvolta nello stampaggio a iniezione da oltre 20 anni, fornendo soluzioni end-to-end. Invia i disegni dei tuoi prodotti per ricevere un'analisi DFM gratuita, lascia che ti aiutiamo a portare il tuo prodotto dall'ideazione al mercato.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

