

Moulage par injection est le fondement du processus de fabrication du plastique et le principal défi allant du prototype à la production de masse.
Tout au long du parcours , depuis un prototype jusqu'à des millions d'unités produites , les ingénieurs peuvent même être confrontés à des problèmes tels que des déformations, des marques de retrait et des délais de livraison très longs. Le secret réside dans la compréhension des variables du système de moulage par injection.
Cet article expliquera en détail l'ensemble du processus de moulage par injection de plastique , des principes aux matériaux, des moules aux coûts , afin que vous puissiez éviter une réparation de moule de 10 000 $ lors de la conception initiale.
Aperçu rapide des réponses principales
| Dimensions principales | Réponses clés | Valeur pour vous |
| Principe du processus | Les granulés de plastique sont chauffés et transformés en un état fluide. Ils sont ensuite injectés sous forte pression dans la cavité du moule et refroidis pour solidifier la forme du produit. | La compréhension du processus de moulage par injection est essentielle car elle contribue grandement à la sélection des matériaux et à la conception correcte. |
| Sélection des matériaux | Tous les plastiques thermoplastiques courants tels que l'ABS PP PC nylon, etc. couvrent au total environ 90 % de toutes les applications. | Pour éviter les performances excessives, les matériaux sont précisément adaptés à leur résistance, leur résistance à la température et leur coût. |
| Stratégie de moisissure |
Les moules souples (acier P20 100 000 cycles) conviennent aux petits lots. Les moules durs (acier H13, millions de cycles) sont les meilleurs pour une production à grande échelle. |
Choisir le type de moule selon la taille du lot vous offrira un bon équilibre entre votre investissement initial et les bénéfices à long terme. |
| Contrôle des coûts | Étant donné que le temps de refroidissement peut atteindre 50 à 80 % du temps de cycle, une conception bien optimisée peut même réduire les coûts jusqu'à 20 à 30 %. | Les principaux facteurs de coûts doivent être identifiés pour obtenir le meilleur retour sur investissement . |
Points clés à retenir
- La conception dicte le prix : une participation rapide de DFM peut réduire les dépenses de révision du moule de plus de 30 %.
- Le matériau est la base de toute la performance : différents taux de retrait des matériaux cristallins et amorphes peuvent entraîner des variations dans le moule.
- Le moule est le capital central : les moules durs nécessitent un investissement ponctuel important, mais leur coût unitaire est considérablement inférieur à celui des moules souples.
- Le refroidissement détermine le rythme du processus : le refroidissement conforme peut réduire le temps de cycle de 32 %, avec une période d'amortissement de seulement 3 à 5 jours.
Pourquoi faire confiance à ce guide ? L'expérience de moulage par injection de JS Precision
Utiliser la technologie de moulage par injection dans la pratique est un excellent moyen non seulement de tester ses connaissances théoriques, mais également de vérifier la combinaison de l'expérience pratique et de l'utilisation des ressources de l'industrie. C’est là l’essentiel de ce guide.
JS Precision est un acteur clé de l'industrie de la fabrication de moulage par injection de précision depuis plus de 20 ans . Nous possédons 30 séries complètes de machines de moulage par injection avec une plage de forces de serrage de 50T à 1300T, capables de produire tous types de produits, des très petits composants électroniques de haute technologie aux très grandes pièces structurelles.
En outre, nous disposons d'un atelier de fabrication de moules entièrement équipé avec un ensemble diversifié d'outils et de machines, notamment des machines à décharge électrique (EDM), des machines de découpe de fil de précision et des machines CNC à cinq axes, ce qui nous permet de réaliser la conception, la fabrication et le débogage intégrés de moules.
Nous avons réalisé plus de 2000 projets de moulage par injection, des entreprises de services dans des secteurs haut de gamme tels que l'électronique médicale automobile et l'aérospatiale.
Nous résolvons divers problèmes de moulage par injection tels que le gauchissement, les lignes de soudure et les marques de retrait, aidons nos clients à raccourcir les cycles de développement de 3 à 4 semaines en moyenne et les aidons également à réduire les coûts de réparation des moules de 25 %.
Notre système technique est conforme aux Norme de gestion de la qualité ISO 9001 : 2015 . Les projets médicaux sont également conformes aux exigences de la norme ISO 13485 et les projets automobiles répondent aux spécifications IATF 16949. Tous les paramètres du processus sont contrôlés numériquement pour garantir la cohérence de la production de masse.
En ce qui concerne la mise en œuvre des matériaux, en plus de disposer de travailleurs qualifiés capables de gérer le moulage de thermoplastiques courants, nous excellons également dans le moulage par injection de plastiques techniques spéciaux tels que le PEEK, le LCP et le PEI, ce qui nous permet de contrôler la tolérance avec une précision de 0,02 mm.
Une fois, nous avons amélioré le processus de moulage par injection de connecteurs pour une entreprise d'électronique automobile renommée, ce qui a entraîné une diminution du temps de cycle de 28 %, du coût global de 22 % et une période de récupération de l'investissement dans le moule de seulement 4,5 mois. Ces exemples pratiques et tangibles reflètent directement notre compétence technique.
Pour les projets de moulage par injection, le jugement professionnel dès les premières étapes est bien plus important que les modifications ultérieures. Si vous êtes actuellement au stade de la conception d'un produit ou de la préparation de la production de masse, contactez dès maintenant les ingénieurs de JS Precision pour une analyse gratuite de faisabilité du projet, permettant à notre équipe de professionnels de vous aider à atténuer à l'avance les risques de production de masse.
Qu’est-ce que le moulage par injection et comment ça marche ?
Pour exceller dans le moulage par injection, vous devez d’abord bien comprendre ses principes fondamentaux et ses étapes clés. C’est le fondement de toute conception et optimisation de processus.
Définition de base et principe de fonctionnement du moulage par injection
Le moulage par injection est une technique de production en série permettant de produire un très grand nombre de pièces en plastique à partir de matériaux thermoplastiques ou thermodurcissables.
Fondamentalement, le processus consiste à faire fondre les granulés de plastique, à emballer le matériau chaud et visqueux sous très haute pression dans une cavité de moule, puis à refroidir et solidifier le plastique.
Grâce à cela, des formes très complexes peuvent être réalisées en une seule fois, de sorte que le coût unitaire sera extrêmement faible. C’est pourquoi le moulage par injection représente aujourd’hui plus de 80 % des applications de fabrication de pièces en plastique.
Principales étapes : injection, refroidissement et mise en forme, démoulage
Compréhension " comment fonctionne le moulage par injection " implique de maîtriser trois étapes clés, dont les paramètres déterminent directement la qualité du produit :
- L'étape d'injection haute pression implique une pression allant de 20 à 100 MPa . Le manque de pression produira très probablement des « coups courts » .
- Le refroidissement et le façonnage par la température du moule doivent être maintenus entre 20 et 90 ℃ . Une température non uniforme entraînerait une déformation.
- De plus, les vitesses d'éjection et de démoulage doivent être constantes afin de maintenir le produit exempt de rayures et de déformations.
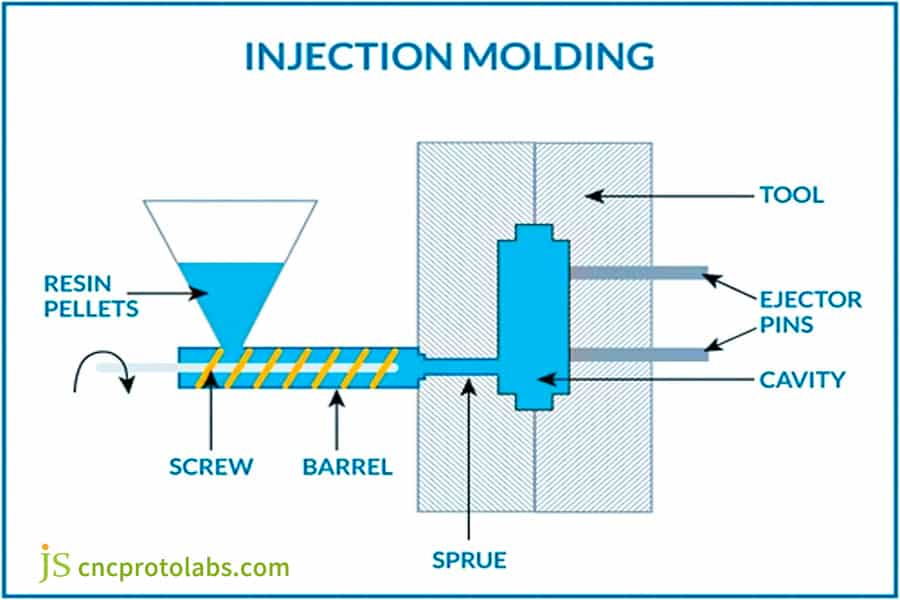
Figure 1 : Un diagramme schématique illustrant le processus de moulage par injection, montrant la vis, le cylindre, la cavité du moule et les broches d'éjection.
Comment fonctionne le processus de moulage par injection plastique étape par étape ?
Une fois que vous avez bien compris les principes fondamentaux, l’étape suivante consiste à comprendre l’ensemble du processus de moulage par injection plastique ainsi qu’à élucider les principaux points de chaque étape. Pour le contrôle des paramètres à chaque étape, la norme ISO 16280 est la norme qui l'énonce clairement.
Six étapes principales du cycle de moulage par injection
Le processus de moulage par injection plastique comporte six étapes : alimentation, plastification et fusion, injection, maintien sous pression, refroidissement, démoulage . La durée du cycle est généralement comprise entre 15 et 60 secondes, l'étape de refroidissement prenant 50 à 80 % du temps et constituant le principal facteur d'efficacité de la production.
Comment les paramètres de processus déterminent la qualité du produit
Les principaux paramètres du processus ont un impact direct sur la qualité du produit :
- La pression d’injection contrôle l’intégralité du remplissage. Une pression excessive peut provoquer un flash, tandis qu'une pression insuffisante peut entraîner des prises de vue courtes.
- La pression de maintien représente 50 à 80 % de la pression d'injection, elle est utilisée pour compenser le retrait et pour éviter les traces d'évier .
- La température du moule doit varier en fonction du type de plastique.
Téléchargez l'exclusivité de JS Precision " Processus de moulage par injection de plastique Manuel de référence rapide des paramètres » pour correspondre rapidement à la plage de paramètres de processus de votre produit.
Quels sont les matériaux de moulage par injection les plus courants et comment choisir ?
Le choix des matériaux de moulage par injection affecte directement les performances du produit, le coût et la difficulté du processus. La sélection des matériaux appropriés peut conduire à deux fois l'efficacité de la production.
Thermoplastique ou thermodurcissable : ce qui distingue ces deux types de matériaux
La plupart du temps, les matériaux de moulage par injection sont classés en deux types, les thermoplastiques représentant le type principal utilisé pour la production de masse et pouvant couvrir plus de 90 % des applications. Ils répondent aux exigences de la Norme ASTM D1238 :
- Thermoplastiques : Y compris l'ABS, le PP, le PC, le PA, etc., ce sont des matériaux qui peuvent être chauffés et liquéfiés à plusieurs reprises , puis refroidis et solidifiés. En plus d'offrir une flexibilité de traitement considérable, leurs déchets peuvent être recyclés, c'est pourquoi ils sont largement utilisés dans le processus de moulage par injection.
- Plastiques thermodurcissables : Une fois chauffés et durcis, ils provoquent des modifications chimiques irréversibles et ne peuvent donc pas être refondus, par exemple les résines phénoliques et les résines époxy. Ils possèdent une résistance exceptionnelle aux températures élevées et aux produits chimiques, et leur utilisation est limitée à certains scénarios industriels particuliers .
Comparaison des performances et guide de sélection pour six matériaux couramment utilisés
| Nom du matériau | Retrait (%) | Température d'utilisation continue (°C) | Résistance à la traction (MPa) | Prix unitaire (USD/kg) | Scénarios d'application de base |
| PP (Polypropylène) | 1,5-2,5 | 80-100 | 28-35 | 1,2-1,8 | Nécessités quotidiennes, intérieurs automobiles, emballages |
| ABS | 0,4-0,8 | 70-90 | 40-55 | 2,0-2,5 | Boîtiers électroniques, jouets, pièces automobiles |
| PC (polycarbonate) | 0,5-0,7 | 120-130 | 55-70 | 4,5-6,0 | Composants optiques, équipements médicaux, phares automobiles |
| PA6 (Nylon6) | 1,8-2,5 | 100-120 | 60-80 | 3.0-4.0 | Engrenages, roulements, connecteurs |
| PA66+GF30 | 0,3-0,8 | 150-180 | 120-150 | 5,0-6,5 | Pièces de structure automobile, composants électroniques haute résistance |
| COUP D'OEIL | 0,2-0,5 | 240-260 | 90-100 | 80-100 | Aéronautique, implants médicaux haut de gamme |
Méthode de sélection des matériaux en quatre étapes : des exigences fonctionnelles aux décisions matérielles
Correspondance précise matériaux de moulage par injection peut être réalisé en utilisant une méthode en quatre étapes : déterminer ou décider de la température de fonctionnement, définir ou spécifier les exigences de transport, évaluer ou prendre en compte les facteurs environnementaux, calculer ou déterminer le coût unitaire et enfin équilibrer les performances avec les coûts de production de masse.

Figure 2 : Un assortiment de granulés de plastique colorés et d'échantillons de copeaux, présentant les options de matériaux pour le moulage par injection.
Pourquoi la conception du moulage par injection est-elle essentielle au succès du produit ?
La conception du moulage par injection est la clé pour déterminer le succès ou l’échec des projets de moulage par injection. Une bonne conception grâce à une excellente réalisation de la conception produit des processus de fabrication efficaces, tandis qu'une mauvaise conception entraîne des réparations de moules et des déchets de matériaux qui augmentent les dépenses du projet.
Principes fondamentaux de DFM : la conception pour la fabrication
Les principes DFM (Design for Manufacturing) établissent le cadre nécessaire pour une conception efficace du moulage par injection. Les trois règles d’or sont indispensables :
- Épaisseur de paroi uniforme : La différence entre les épaisseurs de paroi adjacentes ne doit pas dépasser 40 à 60 %. La conception doit mettre en œuvre des transitions d’épaisseur progressives afin d’éviter un refroidissement inégal et une déformation.
- Angle de dépouille : Les surfaces régulières nécessitent un angle de dépouille de 1 à 3°. Les surfaces texturées nécessitent un angle de dépouille supplémentaire de 1° pour chaque 0,025 mm de profondeur de texture, ce qui facilite le démoulage du produit.
- Évitez les coins pointus : le rayon des coins intérieurs doit atteindre au moins 0,25 à 0,5 fois l'épaisseur du mur. Le rayon du coin extérieur doit être augmenté pour diminuer la résistance à l'écoulement du plastique et la concentration des contraintes.
Normes quantitatives pour le renforcement des nervures et des piliers BOSS
L'épaisseur maximale des nervures de renfort doit rester inférieure à 60 % de l'épaisseur nominale de la paroi et leur hauteur maximale ne doit pas dépasser trois fois l'épaisseur de la paroi.
Le pilier BOSS nécessite un diamètre extérieur mesurant 2 à 2,5 fois son diamètre intérieur combiné à un rayon de base. Le besoin de renforcer les nervures se fait sentir lorsque la fissuration par retrait devient un problème.
Défauts de conception courants et leurs conséquences
Les défauts d'une mauvaise conception de moulage par injection produisent des lignes de déformation et de soudure, de l'air emprisonné et des brûlures qui endommagent l'assemblage et la résistance du produit. La conception nécessite des travaux d'optimisation ciblés combinés à l'installation de canaux de ventilation.
Soumettez vos dessins de produits et JS Precision vous fournira gratuitement conception de moulage par injection suggestions d’optimisation pour éviter de manière proactive les défauts de conception.

Figure 3 : Un graphique à barres comparant les niveaux d'impact de la sélection des matériaux, des paramètres de la machine, du temps de refroidissement, de la complexité de la conception et de la surveillance des processus sur la conception du moulage par injection.
Quel rôle jouent les outils de moulage par injection dans la production ?
L'outillage de moulage par injection représente le principal équipement de la production de moulage par injection. Le choix de l'outillage de moulage par injection et son niveau de précision dictent non seulement la qualité, le rendement et le coût du produit, mais révèlent également le principal investissement dans le processus de moulage par injection.
Moule souple ou moule dur : stratégie de sélection de moule basée sur le volume de production
L'outillage de moulage par injection est divisé en moules souples et moules durs, et le choix doit être basé sur l'échelle de production. Les paramètres de base des deux sont comparés comme suit :
| Type de moule | Acier de moule | Durée de vie | Investissement initial (USD) | Coût amorti par moule (100 000 pièces) | Échelle de production applicable |
| Moule souple | Acier pré-durci P20 | Moins de 100 000 cycles | 5 000-15 000 | 0,05-0,15 | <50 000 pièces |
| Moule dur | Acier trempé H13 | Plus de 1 000 000 de cycles | 20 000 à 50 000 | 0,02-0,05 | >500 000 pièces |
Systèmes à canaux froids et systèmes à canaux chauds
En raison de leur structure simple et de leur faible prix, les systèmes à canaux froids sont capables de produire des déchets suffisamment faibles, de 5 à 30 %, principalement si le volume de production est faible .
Au contraire, les systèmes à canaux chauds ne génèrent non seulement aucun gaspillage et des temps de cycle plus rapides, mais ils sont également 30 à 50 % plus coûteux, nécessitent un contrôle très précis de la température et sont plus adaptés à une production à grande échelle.
L'impact de la précision du moule sur la cohérence du produit
Supérieur outillage de moulage par injection peut maintenir une précision de répétabilité de 0,02 mm, garantissant ainsi une production de masse constante.
D'un autre côté, les moules de qualité inférieure peuvent présenter des variations atteignant 0,1 mm ou plus , entraînant des problèmes d'ajustement. Grâce à l'utilisation d'une technologie de refroidissement conforme, la période de refroidissement peut être réduite de 32 % et l'investissement initial peut être récupéré en seulement 3 à 5 jours.

Figure 4 : Une vue détaillée d'un moule d'injection métallique de précision avec des cavités et le numéro « 2366 » visible sur sa surface.
Comment optimiser les coûts et l’efficacité du moulage par injection ?
Le coût et les performances opérationnelles du moulage par injection doivent être optimisés car il constitue un processus essentiel pour la production de marchandises en vrac. Le processus de réduction des coûts et d’amélioration de l’efficacité nécessite l’identification de facteurs fondamentaux qui doivent faire l’objet d’améliorations particulières.
Trois principaux facteurs de coûts
La structure des coûts du moulage par injection fonctionne selon la règle 70-20-10 qui établit trois éléments de coût principaux qui déterminent les dépenses totales.
- Coût du moule : représente 70 % de l’investissement initial, il s’agit d’un coût fixe et le coût par unité diminue à mesure que l’échelle de production augmente.
- Coût du matériel : représente 20 à 40 % du coût par unité. La sélection et le taux d'utilisation des matériaux de moulage par injection affectent directement ce coût.
- Temps de cycle : détermine l’utilisation de l’équipement. Une réduction d'une seconde du temps de cycle de production permet aux machines de produire entre 50 000 et 100 000 unités supplémentaires chaque année, ce qui entraîne une réduction des dépenses de fabrication.
Technologies clés pour l'optimisation du temps de cycle
Le processus d’optimisation du temps de cycle de moulage par injection doit utiliser trois technologies :
- Système de refroidissement conforme pour une diminution du temps de refroidissement de 20 à 35 %.
- Méthode de réduction de l’épaisseur de paroi pour réduire le temps de refroidissement.
- Système d'automatisation qui permet de gagner 3 à 5 secondes de temps de travail pour chaque cycle de production.
Analyse économique de la taille des lots
Le processus de moulage par injection présente d'importants avantages en termes de coûts lorsque échelles de production augmenter vers des volumes plus élevés. Le coût unitaire diminue entre 60 % et 80 % lorsque la taille du lot passe de 1 000 unités à 100 000 unités. Pour les petits lots, choisissez des moules souples, pour les gros lots, investir dans des moules durs + automatisation est plus rentable.
Saisissez l'échelle de production de votre produit et JS Precision calculera gratuitement pour vous le coût unitaire du moulage par injection et élaborera un plan de réduction des coûts.
Comment choisir le bon partenaire de moulage par injection pour votre projet ?
L'évaluation des fournisseurs doit être effectuée car la sélection du partenaire de moulage par injection approprié mènera à une exécution réussie du projet.
Indicateurs techniques de base pour l’évaluation des fournisseurs
Lors de la sélection d'un partenaire de moulage par injection, concentrez-vous sur ses capacités d'équipement, ses capacités de fabrication de moules, son expérience en matériaux, son assurance de précision et son système qualité pour vous assurer qu'il répond aux exigences du projet.
Efficacité de la communication et collaboration sur les projets
L'avancement d'un projet dépend à la fois des capacités techniques et de la capacité des membres de l'équipe à travailler ensemble tout en partageant l'information.
Les fournisseurs de haute qualité doivent répondre aux exigences suivantes :
- Temps de réponse : l'organisation doit répondre aux demandes des clients et aux problèmes techniques dans un délai de 5 heures pour maintenir une communication efficace.
- Commentaires DFM : L'entreprise doit fournir un rapport d'analyse DFM professionnel dans un délai de 3 à 5 jours après réception des dessins du produit qui identifieront les points d'optimisation de la conception.
- Prise en charge des échantillons : La période de livraison des échantillons T1 doit rester comprise entre 7 et 14 jours après la fin du développement du moule pour répondre aux exigences de vérification des échantillons du client.
Pourquoi choisir JS Precision comme partenaire de moulage par injection
JS Precision a maintenu son engagement envers la fabrication de précision depuis sa création il y a vingt ans. L'organisation exploite 30 machines de moulage par injection ainsi qu'un atelier de moulage complet et un centre d'essais de haute précision.
L'organisation fournit des solutions d'optimisation DFM à plusieurs secteurs haut de gamme qui permettent aux clients de réaliser des réductions de coûts et des délais de livraison plus courts dès le début. Optimisation DFM . L'organisation fournit des solutions de bout en bout, depuis la sélection des matériaux jusqu'à la livraison en production de masse.
Étude de cas JS Precision : un certain connecteur électronique automobile a réduit le temps de cycle de 28 % et le coût de 22 % !
Défis
Le projet de connecteur ECU d'un équipementier automobile de niveau 1 nécessite des matériaux de moulage par injection PA66+GF30 pour produire 800 000 unités par an, et le projet comporte deux problèmes principaux.
Le processus de production prend 42 secondes pour terminer chaque cycle, ce qui dépasse la norme industrielle de 35 secondes , et l'entreprise ne peut pas produire une production suffisante pour satisfaire la demande des clients.
Le processus entraîne de graves déformations et déformations du produit, ce qui entraîne l'échec du processus d'assemblage dans 5,8 % des cas, car le fournisseur d'origine ne dispose pas de solutions d'optimisation des processus, ce qui entraîne des dépenses annuelles de 120 000 $ au rebut pour le client qui est confronté à des délais de récupération prolongés de son investissement dans le moule.
Solution
Après avoir repris le projet, JS Precision a réuni une équipe professionnelle de technologie de moulage par injection pour optimiser de manière globale le moule, la conception et le processus.
1. Reconstruction du refroidissement du moule :
Le système de refroidissement du moule a subi une refonte complète grâce à une technologie de refroidissement conforme, qui a permis aux concepteurs de créer de nouveaux canaux de refroidissement qui maintiennent une distance de 4 à 5 mm entre les canaux et les contours du produit, ce qui a permis d'améliorer le contrôle de la température et de réduire le temps de refroidissement de 22 secondes à 14 secondes.
2.Optimisation de la position de la porte :
La porte latérale à point unique d'origine a été remplacée par une porte sous-marine à double point, qui optimisait le chemin d'écoulement de la matière plastique fondue, et ce changement de conception a augmenté la résistance de la ligne de soudure de 35 % tout en minimisant le gauchissement.
3. Paramètres du processus DOE :
L'équipe a utilisé 16 expériences orthogonales ainsi que des recherches sur les propriétés des matériaux pour déterminer les paramètres de processus optimaux, notamment une température de moule de 110 ℃, une pression de maintien de 80 MPa et une vitesse d'injection de 60 mm/s, qui produiraient la qualité de produit et l'efficacité de production les plus élevées.
Résultats
Grâce à une série de mesures d'optimisation, la production de moulage par injection de ce projet a obtenu une amélioration qualitative :
- Temps nécessaire pour un cycle de production réduit de 42 à 30, soit un redressement de 28 %, avec une capacité annuelle par unité en augmentation de 230 000 pièces, l'offre est suffisante pour répondre à la demande du marché.
- Le taux de déformation des produits a été réduit de 5,8 % à moins de 0,9 %, ce qui a entraîné des pertes de rebuts très minimes et les clients ont économisé plus de 100 000 $ par an.
- Le coût unitaire a diminué de 22 %, le délai d'amortissement de l'investissement dans le moule, qui devait initialement être de 12 mois, a désormais été réduit à 4,5 mois, permettant ainsi de maximiser le retour sur investissement.
Vous souhaitez des réductions de coûts et des améliorations d’efficacité similaires pour votre projet de moulage par injection ? Contacter JS Précision , et laissez notre équipe de professionnels analyser les points faibles de votre projet et développer un plan d'optimisation personnalisé.
FAQ
Q1 : Quel est le principe de base du moulage par injection ?
Le moulage par injection est le processus qui consiste à chauffer et à faire fondre des particules de plastique solides, à les injecter sous haute pression dans la cavité du moule, à les refroidir et à les solidifier, puis à éjecter le produit fini. Le moulage par injection est le processus de base pour production de masse de pièces en plastique .
Q2 : Comment choisir les matériaux de moulage par injection appropriés ?
Vous devez tenir compte de la température de fonctionnement du produit, des exigences mécaniques, des facteurs environnementaux et du coût lors de la sélection d'un matériau. Les plastiques thermoplastiques constituent le meilleur choix si aucun autre facteur externe ne pose de problème. Les ingénieurs de JS Precision sont toujours prêts à vous fournir des conseils sur la sélection des matériaux de moulage par injection.
Q3 : Quelle est la durée typique du cycle de moulage par injection ?
Habituellement, le cycle de traitement du moulage par injection de plastique prend 15 à 60 secondes, dont la majeure partie, c'est-à-dire 50 à 80 %, est l'étape de refroidissement. Outre l'épaisseur de la paroi du produit, d'autres facteurs affectant le temps de cycle sont la conception du produit, la conception du moule, l'optimisation des paramètres de traitement ainsi que le type de système de refroidissement utilisé.
Q4 : Comment éviter la déformation des pièces moulées par injection ?
Une conception appropriée du moulage par injection , le maintien d'une épaisseur de paroi uniforme, l'optimisation du système de refroidissement du moule et le réglage d'une pression de maintien et d'une température du moule raisonnables peuvent efficacement éviter le gauchissement et la déformation.
Q5 : Quelle est la quantité minimum de commande pour le moulage par injection ?
JS Precision prend en charge 1 moule d’essai. La production en petits lots est recommandée, de l'ordre de 500 à 5 000 pièces . Pour des lots énormes, nous sommes capables de traiter des millions de pièces chaque année, et la stratégie des outils de moulage par injection est flexible et s'adapte aux changements en fonction du volume.
Q6 : Combien de temps faut-il pour recevoir des échantillons après avoir fourni des dessins ?
Obtenir des échantillons T1 à partir de moules souples prendrait 4 à 6 semaines, tandis que pour les moules durs, 8 à 12 semaines. Un traitement accéléré peut réduire le temps de 20 à 30 %, répondant ainsi rapidement aux exigences de vérification des échantillons de produits.
Q7 : Le moulage par injection nécessite-t-il une maintenance ?
Les outils de moulage par injection nécessitent un entretien quotidien, qui comprend le nettoyage et la prévention de la rouille. En outre, tous les 100 000 à 500 000 cycles, la durée de vie du moule pourrait être maximisée grâce au polissage du moule et au remplacement des pièces vulnérables.
Q8 : Existe-t-il des exigences particulières pour les emballages d’exportation ?
L'utilisation de sacs antistatiques pour les produits électroniques ainsi que d'emballages compartimentés séparés est standard. Pour le fret maritime, l’emballage sous vide avec un dessicant est indispensable pour protéger contre l’humidité et les dommages.
Résumé
Le moulage par injection est une ingénierie système qui intègre plusieurs disciplines. De la compréhension du fonctionnement du moulage par injection à la prise de décision concernant l'outillage de moulage par injection, chaque étape affecte la qualité et le coût du produit.
JS Precision est profondément impliqué dans le moulage par injection depuis plus de 20 ans, fournissant des solutions de bout en bout. Envoyez vos dessins de produits Pour recevoir une analyse DFM gratuite, laissez-nous vous aider à faire passer votre produit du concept au marché.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

