

Spritzguss ist die Grundlage des Kunststoffherstellungsprozesses und die größte Herausforderung auf dem Weg vom Prototyp zur Massenproduktion.
Auf dem gesamten Weg vom Prototyp bis zur Millionen produzierter Einheiten können Ingenieure sogar auf Probleme wie Verzug, Schrumpfungsspuren und sehr lange Vorlaufzeiten stoßen. Das Geheimnis liegt im Verständnis der Systemvariablen des Spritzgießens.
In diesem Artikel wird der gesamte Prozess des Kunststoffspritzgießens ausführlich erläutert, angefangen von den Prinzipien bis zu den Materialien, von den Formen bis zu den Kosten , sodass Sie bei der Erstellung des ersten Entwurfs eine Formenreparatur im Wert von 10.000 US-Dollar vermeiden können.
Kurzer Überblick über die Kernantworten
| Kernabmessungen | Wichtige Antworten | Wert für Sie |
| Prozessprinzip | Kunststoffgranulat wird erhitzt und in einen flüssigen Zustand gebracht. Anschließend werden sie unter großem Druck in den Formhohlraum eingespritzt und abgekühlt, um die Produktform zu verfestigen. | Das Verständnis des Spritzgussprozesses ist von entscheidender Bedeutung, da es wesentlich zur korrekten Materialauswahl und Konstruktion beiträgt. |
| Materialauswahl | Alle gängigen thermoplastischen Kunststoffe wie ABS, PP, PC, Nylon usw. decken in Summe etwa 90 % aller Anwendungen ab. | Um eine Überleistung zu vermeiden, werden die Materialien hinsichtlich Festigkeit, Temperaturbeständigkeit und Kosten genau aufeinander abgestimmt. |
| Formenstrategie |
Weiche Formen (P20-Stahl, 100.000 Zyklen) eignen sich gut für kleine Chargen. Harte Formen (H13-Stahl, Millionen von Zyklen) eignen sich am besten für die Produktion in großem Maßstab. |
Auswahl der Formtyp Abhängig von der Chargengröße erhalten Sie ein gutes Gleichgewicht zwischen Ihrer Anfangsinvestition und den langfristigen Vorteilen. |
| Kostenkontrolle | Da die Abkühlzeit bis zu 50–80 % der Zykluszeit betragen kann, können durch ein gut optimiertes Design die Kosten sogar um bis zu 20–30 % gesenkt werden. | Um den größtmöglichen Return on Investment zu erzielen, sollten die wichtigsten Kostentreiber identifiziert werden. |
Wichtige Erkenntnisse
- Das Design bestimmt den Preis: Durch die rechtzeitige Einbindung von DFM können die Kosten für die Werkzeugüberholung um über 30 % gesenkt werden.
- Das Material ist die Grundlage der gesamten Leistung: Unterschiedliche Schrumpfraten von kristallinen und amorphen Materialien können zu Abweichungen in der Form führen.
- Schimmel ist das zentrale Kapital: Harte Formen erfordern eine erhebliche einmalige Investition, ihre Stückkosten sind jedoch im Vergleich zu weichen Formen deutlich geringer.
- Die Kühlung bestimmt das Tempo des Prozesses: Konforme Kühlung kann die Zykluszeit um 32 % verkürzen und hat eine Amortisationszeit von nur 3–5 Tagen.
Warum diesem Leitfaden vertrauen? Spritzguss-Erfahrung von JS Precision
Der praktische Einsatz der Spritzgießtechnik ist eine hervorragende Möglichkeit, nicht nur das theoretische Wissen zu testen, sondern auch die Kombination aus praktischer Erfahrung und der Nutzung von Branchenressourcen zu überprüfen. Dies bildet den Kerninhalt dieses Leitfadens.
JS Precision ist seit mehr als 20 Jahren ein wichtiger Akteur in der Präzisionsspritzgussindustrie. Wir besitzen 30 komplette Serien von Spritzgießmaschinen mit einem Schließkraftbereich von 50T-1300T, mit denen wir alle Arten von Produkten herstellen können, von sehr kleinen High-Tech-Elektronikkomponenten bis hin zu sehr großen Strukturteilen.
Darüber hinaus verfügen wir über eine voll ausgestattete Formenbauwerkstatt mit verschiedenen Werkzeugen und Maschinen, darunter Funkenerosionsmaschinen (EDM), Präzisionsdrahtschneidemaschinen und Fünf-Achsen-CNC-Maschinen, die es uns ermöglichen, integrierte Formenkonstruktion, -herstellung und -fehlerbeseitigung durchzuführen.
Wir haben mehr als 2.000 Spritzgussprojekte und Dienstleistungsunternehmen in High-End-Branchen wie der Automobil-, Medizin-, Elektronik- und Luft- und Raumfahrtindustrie durchgeführt.
Wir kümmern uns um verschiedene Spritzgussprobleme wie Verzug, Bindenähte und Schrumpfungsmarken, helfen Kunden dabei, Entwicklungszyklen um durchschnittlich 3–4 Wochen zu verkürzen und helfen ihnen außerdem, die Reparaturkosten für Formen um 25 % zu senken.
Unser technisches System entspricht dem Qualitätsmanagementstandard ISO 9001:2015 . Medizinprojekte erfüllen außerdem die Anforderungen der ISO 13485 und Automobilprojekte die IATF 16949-Spezifikationen. Alle Prozessparameter werden digital gesteuert, um die Konsistenz in der Massenproduktion sicherzustellen.
Was die Materialumsetzung anbelangt, verfügen wir nicht nur über Fachkräfte, die sich mit dem Spritzgießen gängiger Thermoplaste befassen, sondern zeichnen uns auch durch das Spritzgießen spezieller technischer Kunststoffe wie PEEK, LCP und PEI aus, wodurch wir die Toleranz auf eine Genauigkeit von 0,02 mm kontrollieren können.
Als wir den Spritzgussprozess für Steckverbinder für ein renommiertes Automobilelektronikunternehmen verbesserten, führte dies zu einer Verkürzung der Zykluszeit um 28 %, der Gesamtkosten um 22 % und einer Amortisationszeit der Forminvestitionen von nur 4,5 Monaten. Solche praktischen und greifbaren Beispiele spiegeln unsere technische Kompetenz direkt wider.
Bei Spritzgussprojekten ist professionelles Urteilsvermögen in der Anfangsphase weitaus wichtiger als spätere Änderungen. Wenn Sie sich derzeit in der Produktdesign- oder Massenproduktionsvorbereitungsphase befinden, wenden Sie sich jetzt an die Ingenieure von JS Precision für eine kostenlose Projekt-Machbarkeitsanalyse, damit unser professionelles Team Sie dabei unterstützen kann, die Risiken der Massenproduktion im Voraus zu mindern.
Was ist Spritzguss und wie funktioniert es?
Um beim Spritzgießen erfolgreich zu sein, müssen Sie zunächst die Grundprinzipien und Schlüsselschritte gründlich verstehen. Dies ist die Grundlage aller Design- und Prozessoptimierungen.
Kerndefinition und Funktionsprinzip des Spritzgießens
Beim Spritzgießen handelt es sich um eine Massenproduktionstechnik, mit der eine sehr große Anzahl von Kunststoffteilen aus thermoplastischen oder duroplastischen Materialien hergestellt werden kann.
Im Wesentlichen besteht der Prozess aus dem Schmelzen der Kunststoffpellets, dem Verpacken des heißen und viskosen Materials unter sehr hohem Druck in einen Formhohlraum und dem abschließenden Abkühlen und Erstarren des Kunststoffs.
Dadurch können sehr komplizierte Formen in einem einzigen Schuss hergestellt werden, sodass die Stückkosten äußerst niedrig sind. Aus diesem Grund macht Spritzguss derzeit mehr als 80 % der Anwendungen bei der Herstellung von Kunststoffteilen aus.
Hauptphasen: Einspritzen, Kühlen und Formen, Entformen
Verständnis " Wie funktioniert Spritzgießen? „ erfordert die Beherrschung von drei Schlüsselschritten, wobei Parameter direkt die Produktqualität bestimmen:
- Die Hochdruckeinspritzstufe umfasst einen Druckbereich von 20 bis 100 MPa . Mangelnder Druck wird höchstwahrscheinlich zu „Kurzschüssen“ führen.
- Die Kühlung und Formgebung durch die Formtemperatur sollte zwischen 20 und 90 °C liegen. Eine ungleichmäßige Temperatur würde zu Verwerfungen führen.
- Darüber hinaus sollten die Auswurf- und Entformungsgeschwindigkeiten konstant sein, um das Produkt frei von Kratzern und Verformungen zu halten.
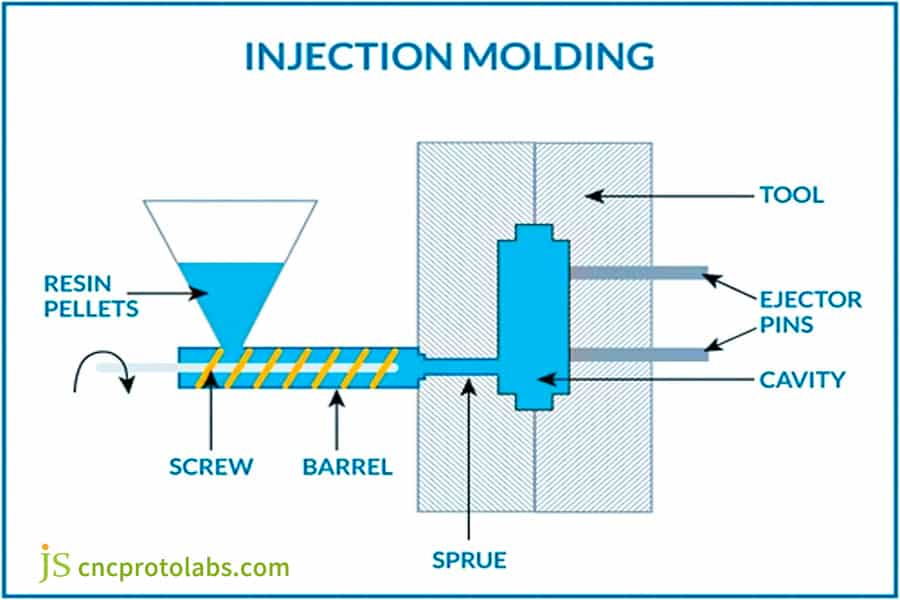
Abbildung 1: Ein schematisches Diagramm, das den Spritzgussprozess veranschaulicht und die Schnecke, den Zylinder, den Formhohlraum und die Auswerferstifte zeigt.
Wie läuft der Kunststoffspritzgussprozess Schritt für Schritt ab?
Sobald Sie die Grundprinzipien gut verstanden haben, besteht der nächste Schritt darin, den gesamten Kunststoffspritzgussprozess zu verstehen und die wichtigsten Punkte in jeder Phase zu erläutern. Für die Parameterkontrolle in jeder Phase ist ISO 16280 der Standard, der dies klar formuliert.
Sechs Kernphasen des Spritzgießzyklus
Der Kunststoffspritzgussprozess besteht aus sechs Phasen: Zuführen, Plastifizieren und Schmelzen, Einspritzen, Druckhalten, Abkühlen, Entformen . Die Zykluszeit liegt typischerweise zwischen 15 und 60 Sekunden, wobei die Abkühlphase 50 bis 80 % der Zeit in Anspruch nimmt und der Hauptfaktor für die Produktionseffizienz ist.
Wie Prozessparameter die Produktqualität bestimmen
Die zentralen Prozessparameter haben direkten Einfluss auf die Produktqualität:
- Der Einspritzdruck kontrolliert die Vollständigkeit der Füllung. Übermäßiger Druck kann zu Blitzen führen, wohingegen unzureichender Druck zu kurzen Aufnahmen führen kann.
- Der Nachdruck beträgt 50–80 % des Einspritzdrucks und dient zum Ausgleich von Schwindungen und zur Vermeidung von Einfallstellen .
- Die Formtemperatur muss je nach Kunststofftyp variiert werden.
Laden Sie die exklusive Version von JS Precision herunter. Kunststoffspritzgussverfahren Parameter-Kurzreferenzhandbuch“, um den Prozessparameterbereich für Ihr Produkt schnell anzupassen.
Was sind die gängigsten Spritzgussmaterialien und wie wählt man sie aus?
Die Wahl der Spritzgussmaterialien wirkt sich direkt auf die Produktleistung, die Kosten und die Schwierigkeit des Prozesses aus. Die Auswahl geeigneter Materialien kann zu einer doppelten Produktionseffizienz führen.
Thermoplast vs. Duroplast: Was diese beiden Arten von Materialien unterscheidet
Meistens werden Spritzgussmaterialien in zwei Typen eingeteilt, wobei Thermoplaste den Haupttyp darstellen, der für die Massenproduktion verwendet wird und über 90 % der Anwendungen abdecken kann. Sie entsprechen den Anforderungen der ASTM D1238-Standard :
- Thermoplaste: Dazu gehören ABS, PP, PC, PA usw. Dies sind Materialien, die wiederholt erhitzt und verflüssigt , dann abgekühlt und verfestigt werden können. Neben der erheblichen Verarbeitungsflexibilität können ihre Abfälle recycelt werden, weshalb sie häufig im Spritzgussverfahren eingesetzt werden.
- Duroplastische Kunststoffe: Sobald sie erhitzt und ausgehärtet sind, verändern sie sich irreversibel chemisch und können daher nicht wieder geschmolzen werden, z. B. Phenolharze und Epoxidharze. Sie verfügen über eine hervorragende Beständigkeit gegenüber hohen Temperaturen und Chemikalien und ihr Einsatz ist auf bestimmte spezielle Industrieszenarien beschränkt.
Leistungsvergleich und Auswahlleitfaden für sechs häufig verwendete Materialien
| Materialname | Schrumpfung (%) | Dauergebrauchstemperatur (°C) | Zugfestigkeit (MPa) | Stückpreis (USD/kg) | Kernanwendungsszenarien |
| PP (Polypropylen) | 1,5-2,5 | 80-100 | 28-35 | 1,2-1,8 | Alltagsbedarf, Automobilinnenraum, Verpackung |
| ABS | 0,4-0,8 | 70-90 | 40-55 | 2,0-2,5 | Elektronikgehäuse, Spielzeug, Autoteile |
| PC (Polycarbonat) | 0,5-0,7 | 120-130 | 55-70 | 4,5-6,0 | Optische Komponenten, medizinische Geräte, Autoscheinwerfer |
| PA6 (Nylon 6) | 1,8-2,5 | 100-120 | 60-80 | 3,0-4,0 | Zahnräder, Lager, Anschlüsse |
| PA66+GF30 | 0,3-0,8 | 150-180 | 120-150 | 5,0-6,5 | Automobilstrukturteile, hochfeste elektronische Komponenten |
| SPÄHEN | 0,2-0,5 | 240-260 | 90-100 | 80-100 | Luft- und Raumfahrt, medizinische High-End-Implantate |
Vierstufige Materialauswahlmethode: Von funktionalen Anforderungen zu Materialentscheidungen
Präzise Abstimmung Spritzgussmaterialien kann mit einer vierstufigen Methode durchgeführt werden: Betriebstemperatur bestimmen oder entscheiden, Transportanforderungen definieren oder spezifizieren, Umweltfaktoren bewerten oder berücksichtigen, Stückkosten berechnen oder bestimmen und schließlich Leistung mit Massenproduktionskosten in Einklang bringen.

Abbildung 2: Eine Auswahl an farbigen Kunststoffpellets und Musterchips, die Materialoptionen für den Spritzguss zeigen.
Warum ist das Spritzgussdesign entscheidend für den Produkterfolg?
Das Spritzgussdesign ist der Schlüssel zum Erfolg oder Misserfolg von Spritzgussprojekten. Richtiges Design durch hervorragende Designleistungen führt zu effizienten Herstellungsprozessen, während schlechtes Design zu Reparaturen an Formen und Ausschussmaterial führt, was die Projektkosten erhöht.
DFM-Grundprinzipien: Design for Manufacturing
Die DFM-Prinzipien (Design for Manufacturing) bilden den notwendigen Rahmen für eine effektive Spritzgusskonstruktion. Die drei goldenen Regeln sind unverzichtbar:
- Gleichmäßige Wandstärke: Der Unterschied zwischen benachbarten Wandstärken sollte 40–60 % nicht überschreiten. Das Design sollte schrittweise Dickenübergänge implementieren, um ungleichmäßiges Abkühlen und Verziehen zu verhindern.
- Formschräge: Normale Oberflächen erfordern einen Formschrägewinkel von 1–3°. Die strukturierten Oberflächen benötigen einen zusätzlichen Entformungswinkel von 1° pro 0,025 mm Texturtiefe , was das Entformen des Produkts erleichtert.
- Scharfe Ecken vermeiden: Der Radius der Innenecken muss mindestens das 0,25- bis 0,5-fache der Wandstärke betragen. Der äußere Eckenradius sollte vergrößert werden, um den plastischen Fließwiderstand und die Spannungskonzentration zu verringern.
Quantitative Standards für Verstärkungsrippen und BOSS-Säulen
Die maximale Dicke der Verstärkungsrippen muss unter 60 % der Nennwanddicke liegen und ihre maximale Höhe darf das Dreifache der Wanddicke nicht überschreiten .
Die BOSS-Säule erfordert einen Außendurchmesser, der das 2- bis 2,5-fache ihres Innendurchmessers beträgt, kombiniert mit einem Basisradius. Der Bedarf an Verstärkungsrippen entsteht, wenn Schwindrisse ein Problem darstellen.
Häufige Designfehler und ihre Folgen
Die Mängel einer unsachgemäßen Spritzgusskonstruktion führen zu Verwerfungen und Schweißnähten sowie zu Lufteinschlüssen und Verbrennungen, die die Montage und Festigkeit des Produkts beeinträchtigen. Das Design erfordert gezielte Optimierungsarbeiten in Kombination mit der Installation von Entlüftungskanälen.
Reichen Sie Ihre Produktzeichnungen ein und JS Precision stellt Ihnen diese kostenlos zur Verfügung Spritzgussdesign Optimierungsvorschläge zur proaktiven Vermeidung von Konstruktionsfehlern.

Abbildung 3: Ein Balkendiagramm, das die Auswirkungen von Materialauswahl, Maschineneinstellungen, Abkühlzeit, Designkomplexität und Prozessüberwachung auf das Spritzgussdesign vergleicht.
Welche Rolle spielen Spritzgusswerkzeuge in der Produktion?
Spritzgusswerkzeuge stellen die Hauptausrüstung in der Spritzgussproduktion dar. Die Wahl des Spritzgusswerkzeugs und der Grad seiner Genauigkeit bestimmen nicht nur die Qualität, Leistung und Kosten des Produkts, sondern offenbaren auch die Hauptinvestition in den Spritzgussprozess.
Weiche Form vs. harte Form: Strategie zur Formenauswahl basierend auf dem Produktionsvolumen
Spritzgusswerkzeuge werden in weiche Formen und harte Formen unterteilt, und die Auswahl sollte auf dem Produktionsmaßstab basieren. Die Kernparameter der beiden werden wie folgt verglichen:
| Formtyp | Formstahl | Lebensdauer | Anfangsinvestition (USD) | Amortisierte Kosten pro Form (100.000 Stück) | Anwendbarer Produktionsmaßstab |
| Weiche Form | P20 Vorgehärteter Stahl | Weniger als 100.000 Zyklen | 5.000-15.000 | 0,05–0,15 | <50.000 Stück |
| Harter Schimmel | H13 vergüteter Stahl | Mehr als 1.000.000 Zyklen | 20.000-50.000 | 0,02–0,05 | >500.000 Stück |
Kaltkanal- vs. Heißkanalsysteme
Aufgrund ihres unkomplizierten Aufbaus und des niedrigen Preises sind Kaltkanalsysteme in der Lage, vor allem bei kleinen Produktionsmengen einen zufriedenstellend niedrigen Ausschuss von 5–30 % zu erzeugen.
Im Gegenteil, Heißkanalsysteme verursachen nicht nur keinen Ausschuss und schnellere Zykluszeiten, sie sind auch 30–50 % teurer, erfordern eine sehr genaue Temperaturkontrolle und eignen sich besser für die Produktion in großem Maßstab.
Der Einfluss der Formpräzision auf die Produktkonsistenz
Vorgesetzter Spritzgusswerkzeuge kann eine Wiederholgenauigkeit von 0,02 mm aufrechterhalten und so eine konsistente Massenproduktion gewährleisten.
Andererseits können bei Formen von geringerer Qualität Abweichungen von 0,1 mm oder mehr auftreten , was zu Problemen bei der Passung führt. Durch den Einsatz der konformen Kühltechnologie kann die Kühlzeit um 32 % verkürzt werden und die Anfangsinvestition kann in nur 3–5 Tagen amortisiert werden.

Abbildung 4: Eine detaillierte Ansicht einer Präzisions-Metallspritzgussform mit Hohlräumen und der Nummer „2366“ auf der Oberfläche.
Wie können Kosten und Effizienz beim Spritzgießen optimiert werden?
Die Kosten und die Betriebsleistung des Spritzgießens müssen optimiert werden, da es sich um einen wichtigen Prozess für die Herstellung von Massengütern handelt. Der Prozess der Kostensenkung und Effizienzsteigerung erfordert die Identifizierung grundlegender Faktoren, die einer besonderen Verbesserung unterzogen werden müssen.
Drei zentrale Kostentreiber
Die Kostenstruktur des Spritzgießens folgt der 70-20-10-Regel, die drei Hauptkostenelemente festlegt, die die Gesamtkosten bestimmen.
- Formkosten: Machen 70 % der Anfangsinvestition aus. Dabei handelt es sich um Fixkosten , und die Kosten pro Einheit sinken mit zunehmendem Produktionsumfang.
- Materialkosten: Machen 20–40 % der Kosten pro Einheit aus. Die Auswahl und Verwendungsrate der Spritzgussmaterialien wirken sich direkt auf diese Kosten aus.
- Zykluszeit: Bestimmt die Geräteauslastung. Durch eine Verkürzung der Produktionszykluszeit um eine Sekunde können Maschinen jedes Jahr zwischen 50.000 und 100.000 zusätzliche Einheiten produzieren, was zu geringeren Herstellungskosten führt.
Schlüsseltechnologien zur Zykluszeitoptimierung
Der Prozess zur Optimierung der Spritzgießzykluszeit muss drei Technologien nutzen, darunter:
- Konformes Kühlsystem für eine Verkürzung der Kühlzeit um 20–35 %.
- Methode zur Reduzierung der Wandstärke , um eine Verkürzung der Abkühlzeit zu erreichen.
- Automatisierungssystem , das bei jedem Produktionszyklus eine Arbeitszeitersparnis von 3 bis 5 Sekunden ermöglicht.
Wirtschaftliche Analyse der Losgröße
Das Spritzgussverfahren weist starke Kostenvorteile auf, wenn Produktionsmaßstäbe auf höhere Volumina steigern. Die Stückkosten sinken um 60 % bis 80 %, wenn die Losgröße von 1.000 Einheiten auf 100.000 Einheiten steigt. Wählen Sie für kleine Chargen weiche Formen, für große Chargen ist die Investition in harte Formen + Automatisierung kostengünstiger.
Geben Sie den Produktionsmaßstab Ihres Produkts ein und JS Precision berechnet für Sie kostenlos die Stückkosten des Spritzgusses und entwickelt einen Kostensenkungsplan.
Wie wählen Sie den richtigen Spritzgusspartner für Ihr Projekt aus?
Die Bewertung der Lieferanten muss durchgeführt werden, da die Auswahl des geeigneten Spritzgusspartners zu einer erfolgreichen Projektabwicklung führt.
Technische Kernindikatoren für die Lieferantenbewertung
Konzentrieren Sie sich bei der Auswahl eines Spritzgusspartners auf dessen Ausrüstungskompetenz, Formenbaufähigkeiten, Materialerfahrung, Präzisionssicherung und Qualitätssystem, um sicherzustellen, dass er den Projektanforderungen entspricht.
Kommunikationseffizienz und Projektzusammenarbeit
Der Fortschritt eines Projekts hängt sowohl von den technischen Fähigkeiten als auch von der Fähigkeit der Teammitglieder ab, zusammenzuarbeiten und gleichzeitig Informationen auszutauschen.
Hochwertige Lieferanten sollten folgende Anforderungen erfüllen:
- Reaktionszeit: Das Unternehmen muss Kundenanfragen und technische Probleme innerhalb von 5 Stunden beantworten, um eine effektive Kommunikation aufrechtzuerhalten.
- DFM-Feedback: Das Unternehmen muss innerhalb von 3 bis 5 Tagen nach Erhalt der Produktzeichnungen einen professionellen DFM-Analysebericht vorlegen, der Designoptimierungspunkte identifiziert.
- Musterunterstützung: Der T1-Musterlieferzeitraum muss zwischen 7 und 14 Tagen nach Abschluss der Formentwicklung liegen, um die Anforderungen der Kunden an die Musterüberprüfung zu erfüllen.
Warum sollten Sie JS Precision als Ihren Spritzgusspartner wählen?
JS Precision hat sich seit seiner Gründung vor zwei Jahrzehnten der Präzisionsfertigung verschrieben. Das Unternehmen betreibt 30 Spritzgießmaschinen sowie eine komplette Formenbauwerkstatt und ein hochpräzises Prüfzentrum.
Die Organisation liefert DFM-Optimierungslösungen für mehrere High-End-Sektoren, die es Kunden ermöglichen, frühzeitig Kostensenkungen und kürzere Durchlaufzeiten zu erzielen DFM-Optimierung . Die Organisation bietet End-to-End-Lösungen von der Materialauswahl bis zur Lieferung der Massenproduktion.
JS Precision-Fallstudie: Ein bestimmter elektronischer Steckverbinder für die Automobilindustrie reduzierte die Zykluszeit um 28 % und die Kosten um 22 %!
Herausforderungen
Das ECU-Steckerprojekt eines Tier-1-Automobilzulieferers erfordert PA66+GF30-Spritzgussmaterialien, um jährlich 800.000 Einheiten zu produzieren, und das Projekt weist zwei Hauptprobleme auf.
Der Produktionsprozess benötigt für jeden Zyklus 42 Sekunden, was über dem Industriestandard von 35 Sekunden liegt , und das Unternehmen kann nicht genügend Output produzieren, um die Kundennachfrage zu befriedigen.
Der Prozess führt zu starken Produktverwerfungen und Verformungen, die in 5,8 % der Fälle dazu führen, dass der Montageprozess fehlschlägt, weil dem ursprünglichen Lieferanten Lösungen zur Prozessoptimierung fehlen, was zu jährlichen Ausschusskosten in Höhe von 120.000 US-Dollar für den Kunden führt, der mit längeren Amortisationszeiten für die Forminvestitionen konfrontiert ist.
Lösung
Nach der Übernahme des Projekts stellte JS Precision ein professionelles Spritzgusstechnik-Team zusammen, um Form, Design und Prozess umfassend zu optimieren.
1.Rekonstruktion der Formkühlung:
Das Kühlsystem der Form wurde durch konforme Kühltechnologie komplett neu gestaltet, was es den Designern ermöglichte, neue Kühlkanäle zu schaffen , die einen Abstand von 4–5 mm zwischen Kanälen und Produktkonturen aufrechterhalten, was zu einer verbesserten Temperaturkontrolle führte, die die Kühlzeit von 22 Sekunden auf 14 Sekunden verkürzte.
2.Optimierung der Torposition:
Der ursprüngliche Einpunkt-Seitenanschnitt wurde durch einen Doppelpunkt-U-Boot-Anguss ersetzt, der den Fließweg der Kunststoffschmelze optimierte. Durch diese Konstruktionsänderung wurde die Festigkeit der Schweißnaht um 35 % erhöht und gleichzeitig der Verzug minimiert.
3.Prozessparameter DOE:
Das Team nutzte 16 orthogonale Experimente zusammen mit Materialeigenschaftenforschung, um die optimalen Prozessparameter zu bestimmen, darunter eine Formtemperatur von 110 °C, ein Haltedruck von 80 MPa und eine Einspritzgeschwindigkeit von 60 mm/s, die die höchste Produktqualität und Produktionseffizienz erzielen würden.
Ergebnisse
Durch eine Reihe von Optimierungsmaßnahmen konnte in der Spritzgussproduktion dieses Projekts eine qualitative Verbesserung erzielt werden:
- Die für einen Produktionszyklus benötigte Zeit wurde gesenkt von 42 auf 30, was einer Umschlagshäufigkeit von 28 % entspricht und die jährliche Kapazität pro Einheit um 230.000 Stück erhöht, reicht das Angebot aus, um die Nachfrage des Marktes zu decken.
- Die Produktverzugsrate sank von 5,8 % auf weniger als 0,9 %, was wiederum zu sehr minimalen Ausschussverlusten führte und Kunden jährlich mehr als 100.000 US-Dollar einsparten.
- Die Stückkosten sanken um 22 %, die Amortisationszeit der Werkzeuginvestition, die ursprünglich auf 12 Monate ausgelegt war, konnte nun auf 4,5 Monate verkürzt werden, wodurch die Kapitalrendite maximiert werden konnte.
Möchten Sie ähnliche Kostensenkungen und Effizienzsteigerungen für Ihr Spritzgussprojekt? Kontaktieren Sie JS Precision Lassen Sie unser professionelles Team die Schwachstellen Ihres Projekts analysieren und einen maßgeschneiderten Optimierungsplan entwickeln.
FAQs
F1: Was ist das Grundprinzip des Spritzgießens?
Beim Spritzgießen werden feste Kunststoffpartikel erhitzt und geschmolzen, unter hohem Druck in den Formhohlraum eingespritzt, abgekühlt und verfestigt und anschließend das fertige Produkt ausgeworfen. Spritzgießen ist das Kernverfahren für Massenproduktion von Kunststoffteilen .
F2: Wie wählt man geeignete Spritzgussmaterialien aus?
Bei der Materialauswahl sollten Sie die Betriebstemperatur des Produkts, mechanische Anforderungen, Umgebungsfaktoren und Kosten berücksichtigen. Wenn keine weiteren äußeren Faktoren ein Problem darstellen , sind thermoplastische Kunststoffe die beste Wahl . Die Ingenieure von JS Precision stehen Ihnen jederzeit mit Rat und Tat bei der Auswahl des Spritzgussmaterials zur Seite.
F3: Was ist die typische Zykluszeit beim Spritzgießen?
Normalerweise dauert der Verarbeitungszyklus des Kunststoffspritzgusses 15–60 Sekunden, wovon der größte Teil, nämlich 50–80 %, auf den Abkühlschritt entfällt. Neben der Produktwandstärke sind Produktdesign, Formdesign, Optimierung der Verarbeitungsparameter sowie die Art des verwendeten Kühlsystems weitere Faktoren, die die Zykluszeit beeinflussen.
F4: Wie kann ein Verziehen von Spritzgussteilen vermieden werden?
Durch die richtige Gestaltung des Spritzgusses , die Aufrechterhaltung einer gleichmäßigen Wandstärke, die Optimierung des Formkühlsystems und die Einstellung eines angemessenen Haltedrucks und einer angemessenen Formtemperatur können Verwerfungen und Verformungen wirksam vermieden werden.
F5: Was ist die Mindestbestellmenge für Spritzguss?
JS Precision unterstützt 1 Testform. Empfohlen wird eine Kleinserienfertigung im Bereich von 500-5000 Stück . Bei enormen Chargen sind wir in der Lage, jährlich Millionen von Teilen zu verarbeiten, und die Strategie der Spritzgusswerkzeuge ist flexibel und kann je nach Volumen Änderungen vornehmen.
F6: Wie lange dauert es, bis ich nach der Bereitstellung der Zeichnungen Muster erhalte?
Die Gewinnung von T1-Proben aus weichen Formen würde 4–6 Wochen dauern, während es bei harten Formen 8–12 Wochen dauern würde. Eine beschleunigte Verarbeitung kann die Zeit um 20–30 % verkürzen und die Anforderungen an die Überprüfung von Produktmustern schnell erfüllen.
F7: Ist beim Spritzgießen Wartung erforderlich?
Spritzgusswerkzeuge müssen täglich gewartet werden, einschließlich Reinigung und Rostschutz. Abgesehen davon könnte alle 100.000–500.000 Zyklen die Lebensdauer der Form durch Polieren der Form und den Austausch gefährdeter Teile maximiert werden.
F8: Gibt es besondere Anforderungen an die Exportverpackung?
Die Verwendung von antistatischen Beuteln für elektronische Produkte zusammen mit separaten, unterteilten Verpackungen ist Standard. Bei Seefracht ist eine Vakuumverpackung mit Trockenmittel zum Schutz vor Feuchtigkeit und Beschädigung ein Muss.
Zusammenfassung
Spritzgießen ist eine Systemtechnik, die mehrere Disziplinen integriert. Vom Verständnis der Funktionsweise des Spritzgießens bis hin zur Entscheidungsfindung für Spritzgusswerkzeuge wirkt sich jeder Schritt auf die Produktqualität und -kosten aus.
JS Precision beschäftigt sich seit über 20 Jahren intensiv mit dem Spritzgießen und bietet End-to-End-Lösungen. Senden Sie Ihre Produktzeichnungen Um eine kostenlose DFM-Analyse zu erhalten, helfen wir Ihnen, Ihr Produkt vom Konzept bis zur Marktreife zu bringen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

