

Moldagem por injeção é a base do processo de fabricação de plástico e o principal desafio desde o protótipo até a produção em massa.
Durante todo o percurso desde um protótipo até milhões de unidades produzidas , os engenheiros podem até encontrar problemas como empenamento, marcas de encolhimento e prazos de entrega muito longos. O segredo está em compreender as variáveis do sistema de moldagem por injeção.
Este artigo explicará em detalhes todo o processo de moldagem por injeção de plástico, começando dos princípios aos materiais, dos moldes aos custos , para que você possa evitar um reparo de molde de US$ 10.000 ao fazer o projeto inicial.
Visão geral rápida das respostas principais
| Dimensões principais | Principais respostas | Valor para você |
| Princípio do Processo | Os grânulos de plástico são aquecidos e transformados em estado fluido. Eles são então injetados sob grande pressão na cavidade do molde e resfriados para solidificar o formato do produto. | A compreensão do processo de moldagem por injeção é crítica, pois contribui muito para que a seleção do material e o projeto sejam corretos. |
| Seleção de Materiais | Todos os plásticos termoplásticos comuns, como ABS PP PC nylon etc. no total, cobrem cerca de 90% de todas as aplicações. | Para evitar desempenho excessivo, os materiais são combinados precisamente com resistência, resistência à temperatura e custo. |
| Estratégia de molde |
Moldes macios (aço P20 100.000 ciclos) são bons para pequenos lotes. Moldes duros (aço H13, milhões de ciclos) são melhores para produção em larga escala. |
Escolhendo o tipo de molde de acordo com o tamanho do lote lhe dará um bom equilíbrio entre o investimento inicial e os benefícios a longo prazo. |
| Controle de custos | Como o tempo de resfriamento pode chegar a 50-80% do tempo do ciclo, um design bem otimizado pode até reduzir os custos em até 20-30%. | Os principais factores de custos devem ser identificados para obter o maior retorno do investimento . |
Principais conclusões
- O design dita o preço: O envolvimento imediato do DFM pode reduzir as despesas de revisão do molde em mais de 30%.
- O material é a base de todo o desempenho: Diferentes taxas de contração de materiais cristalinos e amorfos podem levar a variações no molde.
- O molde é o capital central: Os moldes duros requerem um investimento único substancial, no entanto o seu custo unitário é consideravelmente menor em comparação com os moldes macios.
- O resfriamento define o ritmo do processo: O resfriamento conformal pode reduzir o tempo de ciclo em 32%, com um período de retorno de apenas 3 a 5 dias.
Por que confiar neste guia? Experiência em moldagem por injeção da JS Precision
Usar a tecnologia de moldagem por injeção na prática é uma ótima maneira não apenas de testar o conhecimento teórico, mas também de verificar a combinação de experiência prática e uso de recursos da indústria. Isto constitui a essência principal deste guia.
A JS Precision tem sido um participante importante na indústria de fabricação de moldagem por injeção de precisão há mais de 20 anos . Possuímos 30 séries completas de máquinas de moldagem por injeção com faixa de forças de fixação de 50T-1300T, que são capazes de produzir todos os tipos de produtos, desde componentes eletrônicos de alta tecnologia muito pequenos até peças estruturais muito grandes.
Além disso, temos uma oficina de fabricação de moldes totalmente equipada com diversos conjuntos de ferramentas e máquinas, incluindo máquinas de descarga elétrica (EDM), máquinas de corte de fio de precisão e máquinas CNC de cinco eixos, o que nos permite realizar projeto, fabricação e depuração integrada de moldes.
Realizamos mais de 2.000 projetos de moldagem por injeção, empresas de serviços em indústrias de ponta, como eletrônica médica automotiva e aeroespacial.
Abordamos vários problemas de moldagem por injeção, como empenamento, linhas de solda e marcas de encolhimento, auxiliamos os clientes a reduzir os ciclos de desenvolvimento em uma média de 3 a 4 semanas e também os ajudamos a reduzir os custos de reparo de moldes em 25%.
Nosso sistema técnico está alinhado com o Padrão de gestão de qualidade ISO 9001:2015 . Os projetos médicos também atendem aos requisitos da ISO 13485, e os projetos automotivos atendem às especificações da IATF 16949. Todos os parâmetros do processo são controlados digitalmente para garantir consistência na produção em massa.
No que diz respeito à implementação de materiais, além de termos trabalhadores qualificados que podem lidar com a moldagem de termoplásticos comuns, também nos destacamos na moldagem por injeção de plásticos de engenharia especiais como PEEK, LCP e PEI, permitindo-nos controlar a tolerância com uma precisão de 0,02 mm.
Uma vez que aprimoramos o processo de moldagem por injeção de conectores para uma renomada empresa de eletrônicos automotivos, isso resultou em uma redução do tempo de ciclo em 28%, no custo geral em 22% e no período de retorno do investimento no molde de apenas 4,5 meses. Esses exemplos práticos e tangíveis refletem diretamente a nossa proficiência técnica.
Para projetos de moldagem por injeção, o julgamento profissional nos estágios iniciais é muito mais importante do que as modificações posteriores. Se você está atualmente no estágio de projeto de produto ou preparação de produção em massa, entre em contato com os engenheiros da JS Precision agora para uma análise gratuita de viabilidade do projeto, permitindo que nossa equipe profissional o ajude a mitigar antecipadamente os riscos de produção em massa.
O que é moldagem por injeção e como funciona?
Para se destacar na moldagem por injeção, você deve primeiro compreender completamente seus princípios básicos e etapas principais; esta é a base de todo projeto e otimização de processos.
Definição central e princípio de funcionamento da moldagem por injeção
A moldagem por injeção é uma técnica de produção em massa capaz de produzir um grande número de peças plásticas a partir de materiais termoplásticos ou termoendurecíveis.
Fundamentalmente, o processo consiste na fusão dos pellets de plástico, no empacotamento do material quente e viscoso sob pressão muito alta em uma cavidade do molde e, finalmente, no resfriamento e solidificação do plástico.
Devido a isso, formas muito complicadas podem ser feitas de uma só vez, de modo que o custo unitário será extremamente baixo. É por isso que a moldagem por injeção é atualmente responsável por mais de 80% das aplicações de fabricação de peças plásticas.
Etapas principais: injeção, resfriamento e modelagem, desmoldagem
Entendimento " como funciona a moldagem por injeção "envolve dominar três etapas principais, com parâmetros que determinam diretamente a qualidade do produto:
- O estágio de injeção de alta pressão envolve pressões que variam de 20 a 100 MPa . A falta de pressão provavelmente produzirá “tiros curtos” .
- O resfriamento e a modelagem pela temperatura do molde devem ser mantidos entre 20 e 90°C . A temperatura que não é uniforme pode causar empenamento.
- Além disso, as velocidades de ejeção e desmoldagem devem ser constantes para manter o produto livre de arranhões e deformações.
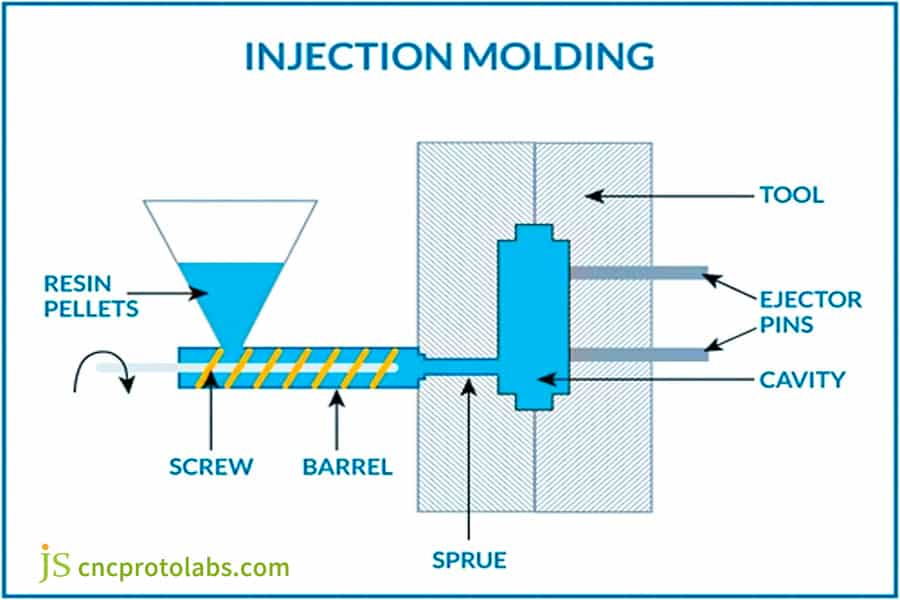
Figura 1: Um diagrama esquemático que ilustra o processo de moldagem por injeção, mostrando o parafuso, o cilindro, a cavidade do molde e os pinos ejetores.
Como funciona passo a passo o processo de moldagem por injeção de plástico?
Depois de compreender bem os princípios fundamentais, o próximo passo é compreender todo o processo de moldagem por injeção de plástico, além de elucidar os principais pontos de cada etapa. Para controle de parâmetros em cada estágio, a ISO 16280 é a norma que explica isso claramente.
Seis estágios principais do ciclo de moldagem por injeção
Existem seis etapas completas no processo de moldagem por injeção de plástico: alimentação, plastificação e fusão, injeção, retenção de pressão, resfriamento, desmoldagem . O tempo de ciclo é normalmente entre 15 e 60 segundos, com o estágio de resfriamento demorando 50 a 80% do tempo e sendo o principal fator na eficiência da produção.
Como os parâmetros do processo determinam a qualidade do produto
Os principais parâmetros do processo têm um impacto direto na qualidade do produto:
- A pressão de injeção controla a integridade do enchimento. A pressão excessiva pode causar flash, enquanto a pressão insuficiente pode resultar em fotos curtas.
- A pressão de retenção é de 50-80% da pressão de injeção, é usada para compensar o encolhimento e evitar marcas de afundamento .
- A temperatura do molde precisa variar dependendo do tipo de plástico.
Baixe o exclusivo do JS Precision " Processo de moldagem por injeção de plástico Manual de referência rápida de parâmetros" para corresponder rapidamente à faixa de parâmetros de processo do seu produto.
Quais são os materiais de moldagem por injeção mais comuns e como escolher?
A escolha dos materiais de moldagem por injeção afeta diretamente o desempenho do produto, o custo e a dificuldade do processo. A seleção de materiais apropriados pode levar ao dobro da eficiência da produção.
Termoplástico versus termofixo: o que diferencia esses dois tipos de materiais
Principalmente, os materiais de moldagem por injeção são classificados em dois tipos, onde os termoplásticos representam o principal tipo usado para produção em massa e podem cobrir mais de 90% das aplicações. Eles atendem aos requisitos do Padrão ASTM D1238 :
- Termoplásticos: Incluindo ABS, PP, PC, PA, etc., são materiais que podem ser aquecidos e liquefeitos repetidamente , depois resfriados e solidificados. Além de oferecerem considerável flexibilidade de processamento, seus resíduos podem ser reciclados, por isso são amplamente aplicados no processo de moldagem por injeção.
- Plásticos termoendurecíveis: Uma vez aquecidos e curados, eles fazem alterações químicas irreversíveis e, portanto, não podem ser fundidos novamente, por exemplo, resinas fenólicas e resinas epóxi. Eles possuem excelente resistência a altas temperaturas e produtos químicos, e seu uso é limitado apenas a determinados cenários industriais especiais .
Guia de comparação e seleção de desempenho para seis materiais comumente usados
| Nome do material | Encolhimento (%) | Temperatura de uso contínuo (°C) | Resistência à tração (MPa) | Preço unitário (USD/kg) | Cenários de aplicativos principais |
| PP (polipropileno) | 1,5-2,5 | 80-100 | 28-35 | 1,2-1,8 | Necessidades diárias, interiores automotivos, embalagens |
| ABS | 0,4-0,8 | 70-90 | 40-55 | 2,0-2,5 | Invólucros eletrônicos, brinquedos, peças automotivas |
| PC (policarbonato) | 0,5-0,7 | 120-130 | 55-70 | 4,5-6,0 | Componentes ópticos, equipamentos médicos, faróis automotivos |
| PA6 (Náilon 6) | 1,8-2,5 | 100-120 | 60-80 | 3,0-4,0 | Engrenagens, rolamentos, conectores |
| PA66+GF30 | 0,3-0,8 | 150-180 | 120-150 | 5,0-6,5 | Peças estruturais automotivas, componentes eletrônicos de alta resistência |
| ESPIAR | 0,2-0,5 | 240-260 | 90-100 | 80-100 | Implantes médicos aeroespaciais de alta qualidade |
Método de seleção de materiais em quatro etapas: dos requisitos funcionais às decisões de materiais
Correspondência precisa materiais de moldagem por injeção pode ser feito usando um método de quatro etapas: determinar ou decidir a temperatura operacional, definir ou especificar os requisitos de transporte, avaliar ou considerar fatores ambientais, calcular ou determinar o custo unitário e, finalmente, equilibrar o desempenho com os custos de produção em massa.

Figura 2: Uma variedade de pellets de plástico coloridos e amostras de chips, mostrando opções de materiais para moldagem por injeção.
Por que o projeto de moldagem por injeção é fundamental para o sucesso do produto?
O projeto de moldagem por injeção é a chave para determinar o sucesso ou o fracasso dos projetos de moldagem por injeção. O projeto adequado por meio de resultados excelentes produz processos de fabricação eficientes, enquanto um projeto ruim resulta em reparos de moldes e sucata de materiais que aumentam as despesas do projeto.
Princípios Básicos do DFM: Design para Fabricação
Os princípios DFM (Design for Manufacturing) estabelecem a estrutura necessária para um projeto eficaz de moldagem por injeção. As três regras de ouro são indispensáveis:
- Espessura de parede uniforme: A diferença entre as espessuras de parede adjacentes não deve exceder 40-60%. O projeto deve implementar transições graduais de espessura para evitar resfriamento e empenamento desiguais.
- Ângulo de inclinação: Superfícies regulares requerem um ângulo de inclinação de 1-3°. As superfícies texturizadas precisam de um ângulo de saída extra de 1° para cada 0,025 mm de profundidade de textura, o que ajuda na desmoldagem do produto.
- Evite cantos afiados: O raio dos cantos internos deve atingir pelo menos 0,25-0,5 vezes a espessura da parede. O raio do canto externo deve ser aumentado para diminuir a resistência ao fluxo plástico e a concentração de tensão.
Padrões Quantitativos para Reforços de Costelas e Pilares BOSS
A espessura máxima das nervuras de reforço deve ficar abaixo de 60% da espessura nominal da parede, e a sua altura máxima não deve exceder três vezes a espessura da parede.
O pilar BOSS requer um diâmetro externo que mede 2 a 2,5 vezes o seu diâmetro interno combinado com um raio de base. A necessidade de reforço de nervuras surge quando a fissuração por retração se torna uma preocupação.
Defeitos comuns de projeto e suas consequências
Os defeitos do projeto inadequado de moldagem por injeção produzem deformações e linhas de solda, além de ar preso e queimaduras, o que prejudica a montagem e a resistência do produto. O projeto precisa de um trabalho de otimização direcionado combinado com a instalação do canal de ventilação.
Envie os desenhos do seu produto e a JS Precision fornecerá gratuitamente projeto de moldagem por injeção sugestões de otimização para evitar proativamente defeitos de projeto.

Figura 3: Um gráfico de barras comparando os níveis de impacto da seleção de materiais, configurações da máquina, tempo de resfriamento, complexidade do projeto e monitoramento do processo no projeto de moldagem por injeção.
Qual é o papel das ferramentas de moldagem por injeção na produção?
As ferramentas de moldagem por injeção representam o principal equipamento na produção de moldagem por injeção. A escolha das ferramentas de moldagem por injeção e o nível de sua precisão não apenas ditam a qualidade, o rendimento e o custo do produto, mas também revelam o principal investimento no processo de moldagem por injeção.
Molde macio vs. molde duro: estratégia de seleção de molde baseada no volume de produção
As ferramentas de moldagem por injeção são divididas em moldes macios e moldes duros, e a escolha deve ser baseada na escala de produção. Os parâmetros principais dos dois são comparados da seguinte forma:
| Tipo de molde | Molde de aço | Vida útil | Investimento Inicial (USD) | Custo Amortizado por Molde (100.000 peças) | Escala de produção aplicável |
| Molde macio | Aço Pré-endurecido P20 | Menos de 100.000 ciclos | 5.000-15.000 | 0,05-0,15 | <50.000 peças |
| Molde Duro | Aço temperado H13 | Mais de 1.000.000 de ciclos | 20.000-50.000 | 0,02-0,05 | >500.000 peças |
Sistemas de Câmara Fria vs. Câmara Quente
Devido à sua estrutura simples e ao baixo preço, os sistemas de câmara fria são capazes de produzir resíduos satisfatoriamente baixos, de 5 a 30%, principalmente se o volume de produção for pequeno .
Pelo contrário, os sistemas de câmara quente não só apresentam desperdício zero e tempos de ciclo mais rápidos, mas também são 30-50% mais caros, exigem um controle de temperatura muito exato e são mais adequados para produção em larga escala.
O impacto da precisão do molde na consistência do produto
Superior ferramentas de moldagem por injeção pode manter uma precisão de repetibilidade de 0,02 mm, garantindo assim uma produção em massa consistente.
Por outro lado, moldes de qualidade inferior podem apresentar variações que chegam a 0,1mm ou mais , acarretando problemas de encaixe. Com o uso da tecnologia de resfriamento conformal, o período de resfriamento pode ser reduzido em 32% e o investimento inicial pode ser recuperado em apenas 3 a 5 dias.

Figura 4: Vista detalhada de um molde de injeção de metal de precisão com cavidades e o número '2366' visível em sua superfície.
Como otimizar custo e eficiência na moldagem por injeção?
O custo e o desempenho operacional da moldagem por injeção precisam ser otimizados porque ela serve como um processo vital para a produção de produtos a granel. O processo de redução de custos e aumento de eficiência exige a identificação de fatores fundamentais que devem sofrer melhorias particulares.
Três principais fatores de custo
A estrutura de custos da moldagem por injeção opera de acordo com a regra 70-20-10, que estabelece três elementos principais de custos que orientam as despesas totais.
- Custo do Molde: Representa 70% do investimento inicial, este é um custo fixo , e o custo por unidade diminui à medida que aumenta a escala de produção.
- Custo do material: representa 20-40% do custo por unidade. A seleção e taxa de utilização dos materiais de moldagem por injeção afetam diretamente esse custo.
- Tempo de Ciclo: Determina a utilização do equipamento. Uma redução de um segundo no tempo do ciclo de produção permite que as máquinas produzam entre 50.000 e 100.000 unidades adicionais por ano, o que leva a menores despesas de fabricação.
Tecnologias-chave para otimização do tempo de ciclo
O processo de otimização do tempo do ciclo de moldagem por injeção precisa usar três tecnologias que incluem:
- Sistema de resfriamento conformado para redução de 20-35% no tempo de resfriamento.
- Método de redução da espessura da parede para obter redução do tempo de resfriamento.
- Sistema de automação que proporciona economia de tempo de trabalho de 3 a 5 segundos para cada ciclo de produção.
Análise Econômica do Tamanho do Lote
O processo de moldagem por injeção demonstra fortes vantagens de custo quando escalas de produção aumentar para volumes maiores. O custo unitário diminui entre 60% e 80% quando o tamanho do lote aumenta de 1.000 unidades para 100.000 unidades. Para lotes pequenos opte por moldes macios, para lotes grandes investir em moldes duros + automação é mais econômico.
Insira a escala de produção do seu produto e a JS Precision calculará gratuitamente o custo unitário da moldagem por injeção e desenvolverá um plano de redução de custos.
Como escolher o parceiro certo de moldagem por injeção para o seu projeto?
A avaliação dos fornecedores precisa ser realizada porque a seleção do parceiro de moldagem por injeção apropriado levará à execução bem-sucedida do projeto.
Principais indicadores técnicos para avaliação de fornecedores
Ao selecionar um parceiro de moldagem por injeção, concentre-se nas capacidades do equipamento, capacidade de fabricação de moldes, experiência em materiais, garantia de precisão e sistema de qualidade para garantir que eles atendam aos requisitos do projeto.
Eficiência de comunicação e colaboração em projetos
O progresso de um projeto depende tanto das habilidades técnicas quanto da capacidade dos membros da equipe de trabalharem juntos enquanto compartilham informações.
Fornecedores de alta qualidade devem atender aos seguintes requisitos:
- Tempo de resposta: A organização precisa responder às dúvidas e problemas técnicos dos clientes dentro de um período de 5 horas para manter uma comunicação eficaz.
- Feedback DFM: A empresa precisa entregar um relatório de análise DFM profissional dentro de 3 a 5 dias após receber os desenhos do produto que identificarão os pontos de otimização do projeto.
- Suporte de amostra: O período de entrega da amostra T1 precisa ficar entre 7 e 14 dias após a conclusão do desenvolvimento do molde para atender aos requisitos de verificação da amostra do cliente.
Por que escolher a JS Precision como seu parceiro de moldagem por injeção
A JS Precision mantém sua dedicação à fabricação de precisão desde a sua criação, há duas décadas. A organização opera 30 máquinas de moldagem por injeção, juntamente com uma oficina completa de moldes e um centro de testes de alta precisão.
A organização fornece soluções de otimização DFM para vários setores de ponta que permitem aos clientes obter reduções de custos e prazos de entrega mais curtos por meio de Otimização DFM . A organização fornece soluções completas, desde a seleção de materiais até a entrega da produção em massa.
Estudo de caso JS Precision: Um determinado conector eletrônico automotivo reduziu o tempo de ciclo em 28% e o custo em 22%!
Desafios
O projeto do conector ECU de um fornecedor automotivo de nível 1 requer materiais de moldagem por injeção PA66+GF30 para produzir 800.000 unidades anualmente, e o projeto tem dois problemas principais.
O processo de produção leva 42 segundos para completar cada ciclo, o que excede o padrão da indústria de 35 segundos , e a empresa não consegue produzir produção suficiente para satisfazer a demanda do cliente.
O processo resulta em graves empenamentos e deformações do produto, o que faz com que o processo de montagem falhe em 5,8% dos casos porque o fornecedor original não possui soluções de otimização de processo, levando a despesas anuais de sucata de US$ 120.000 para o cliente que enfrenta longos períodos de retorno do investimento no molde.
Solução
Depois de assumir o projeto, a JS Precision montou uma equipe profissional de tecnologia de moldagem por injeção para otimizar de forma abrangente o molde, o design e o processo.
1. Reconstrução de resfriamento do molde:
O sistema de resfriamento do molde passou por uma reformulação completa por meio da tecnologia de resfriamento conformal, que permitiu aos projetistas criar novos canais de resfriamento que mantêm uma distância de 4 a 5 mm entre os canais e os contornos do produto, resultando em um melhor controle de temperatura que reduziu o tempo de resfriamento de 22 para 14 segundos.
2. Otimização da posição do portão:
A comporta lateral de ponto único original foi alterada para uma comporta submarina de ponto duplo, o que otimizou o caminho do fluxo do plástico fundido, e essa mudança de projeto aumentou a resistência da linha de solda em 35%, minimizando o empenamento.
3. Parâmetros do processo DOE:
A equipe usou 16 experimentos ortogonais juntamente com pesquisas de propriedades de materiais para determinar os parâmetros ideais do processo, que incluíam uma temperatura de molde de 110 ℃, uma pressão de retenção de 80 MPa e uma velocidade de injeção de 60 mm/s, que produziriam a mais alta qualidade de produto e eficiência de produção.
Resultados
Através de uma série de medidas de otimização, a produção de moldagem por injeção deste projeto alcançou uma melhoria qualitativa:
- Tempo necessário para um ciclo de produção reduzido das 42 às 30, um turnaround de 28%, com a capacidade anual por unidade aumentando em 230 mil peças, a oferta é suficiente para atender a demanda do mercado.
- A taxa de empenamento do produto caiu de 5,8% para menos de 0,9%, o que, por sua vez, levou a perdas mínimas de sucata e os clientes economizaram mais de US$ 100.000 anualmente.
- O custo unitário diminuiu 22%, o período de retorno do investimento no molde, que originalmente era de 12 meses, foi agora reduzido para 4,5 meses, permitindo assim a maximização do retorno do investimento.
Quer reduções de custos e melhorias de eficiência semelhantes para o seu projeto de moldagem por injeção? Entre em contato com JS Precision e deixe nossa equipe de profissionais analisar os pontos problemáticos do seu projeto e desenvolver um plano de otimização personalizado.
Perguntas frequentes
Q1: Qual é o princípio básico da moldagem por injeção?
A moldagem por injeção é o processo de aquecimento e fusão de partículas plásticas sólidas, injetando-as sob alta pressão na cavidade do molde, resfriando-as e solidificando-as e, em seguida, ejetando o produto acabado. A moldagem por injeção é o processo central para produção em massa de peças plásticas .
Q2: Como escolher materiais de moldagem por injeção adequados?
Você deve considerar a temperatura operacional do produto, os requisitos mecânicos, os fatores ambientais e o custo ao selecionar um material. Os plásticos termoplásticos são a melhor escolha se nenhum outro fator externo representar um problema. Os engenheiros da JS Precision estão sempre prontos para fornecer conselhos sobre a seleção de materiais para moldagem por injeção.
Q3: Qual é o tempo típico do ciclo de moldagem por injeção?
Normalmente, o ciclo de processamento de moldagem por injeção de plástico leva de 15 a 60 segundos, a maior parte dos quais, ou seja, 50 a 80%, é a etapa de resfriamento. Além da espessura da parede do produto, outros fatores que afetam o tempo de ciclo são o projeto do produto, o projeto do molde, a otimização dos parâmetros de processamento, bem como o tipo de sistema de resfriamento utilizado.
Q4: Como evitar empenamento de peças moldadas por injeção?
O projeto adequado de moldagem por injeção , mantendo a espessura da parede uniforme, otimizando o sistema de resfriamento do molde e ajustando a pressão de retenção e a temperatura do molde razoáveis podem efetivamente evitar empenamento e deformação.
Q5: Qual é a quantidade mínima de pedido para moldagem por injeção?
JS Precision suporta 1 molde de teste. A produção de pequenos lotes é recomendada na faixa de 500 a 5.000 peças . Para lotes enormes, somos capazes de manusear milhões de peças anualmente, e a estratégia de ferramentas de moldagem por injeção é flexível para alterações com base no volume.
Q6: Quanto tempo leva para receber amostras após fornecer desenhos?
Obter amostras T1 de moldes macios levaria de 4 a 6 semanas, enquanto moldes rígidos levariam de 8 a 12 semanas. A aceleração do processamento pode reduzir o tempo em 20-30%, atendendo rapidamente aos requisitos de verificação de amostras de produtos.
Q7: A moldagem por injeção requer manutenção?
As ferramentas de moldagem por injeção precisam de manutenção diária, o que inclui limpeza e prevenção de ferrugem. Além disso, a cada 100.000-500.000 ciclos, a vida útil do molde poderia ser maximizada através do polimento do molde e da substituição de peças vulneráveis.
Q8: Existem requisitos especiais para embalagens de exportação?
O uso de sacos antiestáticos para produtos eletrônicos juntamente com embalagens compartimentadas separadas é padrão. Para frete marítimo, a embalagem a vácuo com dessecante é obrigatória para proteger contra umidade e danos.
Resumo
A moldagem por injeção é uma engenharia de sistemas que integra múltiplas disciplinas. Desde a compreensão de como funciona a moldagem por injeção até a tomada de decisões sobre ferramentas de moldagem por injeção, cada etapa afeta a qualidade e o custo do produto.
A JS Precision está profundamente envolvida em moldagem por injeção há mais de 20 anos, fornecendo soluções completas. Envie os desenhos do seu produto para receber análises DFM gratuitas, deixe-nos ajudá-lo a levar seu produto do conceito ao mercado.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

