
Os plásticos para moldagem por injeção são a base fundamental para o sucesso de projetos de moldagem por injeção, e a seleção de materiais inadequados geralmente resulta na perda de tempo e recursos financeiros investidos nas etapas iniciais.
Você pode gastar dezenas de milhares de dólares em um molde e ainda assim obter dimensões incorretas porque o plástico encolhe demais ou de menos. Por outro lado, escolher materiais de baixo custo para reduzir despesas pode levar a altas taxas de refugo posteriormente.
O principal problema reside na forma como o plástico é escolhido inicialmente. Este guia ajuda a analisar as especificações técnicas e as questões de preço para encontrar um plástico que atenda às suas necessidades reais.
Geralmente, é mais importante que a taxa de contração do material corresponda aos requisitos exatos do projeto. Uma boa correspondência provavelmente reduz o desperdício e evita retrabalho dispendioso.
Resumo das respostas principais:
O artigo analisa como escolher o plástico certo para moldagem por injeção, abordando tipos de materiais, preços e seleção de fornecedores. Ele apresenta números claros, como a taxa de contração, que varia de 0,2% a 3,5%, e uma abordagem prática para ajudar a decidir entre desempenho e preço. O problema é que uma escolha errada pode levar a desperdício de moldes ou atrasos.
Este método mantém a produção em dia, garantindo a escolha adequada dos materiais. Uma boa seleção evita desperdícios e impede paradas não programadas causadas por erros no processo.
| Dimensões principais | Pontos técnicos | Valor para o negócio |
| Classificação de Materiais | Os plásticos amorfos encolhem entre 0,4% e 0,8%, enquanto os semicristalinos encolhem entre 1,5% e 3,0%. | Os projetistas devem ajustar as dimensões dos moldes para evitar erros. |
| Controle de custos | Os custos com matérias-primas representam de 30% a 60% dos gastos totais. Ciclos mais longos elevam os preços unitários. | Melhore o custo total de propriedade e reduza as perdas invisíveis. |
| Seleção de Fornecedores | Antes de escolher seus fornecedores, verifique as etapas de secagem, os níveis de pureza e a documentação oficial. | Reduza os conflitos e troque de materiais rapidamente, se necessário. |
Principais conclusões:
- Classificação do material em primeiro lugar: A diferença na taxa de contração entre plásticos amorfos e semicristalinos pode chegar a 5 vezes; isso deve ser confirmado antes do projeto do molde.
- Considerações sobre custos: O baixo preço unitário da matéria-prima não significa necessariamente baixo custo total, pois a taxa de refugo e o tempo de ciclo são fatores importantes.
- Padrões de Refugo: O principal motivo para o refugo ocorre quando materiais higroscópicos (PA e ABS) não secam adequadamente, pois os fornecedores precisam fornecer os parâmetros de secagem.
- Sustentável e Implementável: Os materiais de PCR necessitam de tecnologia de modificação, enquanto os fornecedores devem apresentar certificações GRS e outras.
Por que confiar neste guia? A experiência da JS Precision na seleção de plásticos para moldagem por injeção.
A indústria de moldagem exige que as operações de moldagem por injeção de plástico selecionem parceiros confiáveis que possuam habilidades comprovadas, pois essa escolha evita erros operacionais fatais.
A JS Precision dedica-se há mais de 15 anos ao desenvolvimento de soluções de moldagem por injeção, que já atenderam mais de 5.000 clientes em 30 países, incluindo grandes empresas automotivas e fabricantes líderes de dispositivos médicos.
Os 28 engenheiros certificados da nossa equipe possuem conhecimentos avançados em ciência de materiais, o que lhes permite enfrentar desafios complexos relacionados a materiais, graças ao seu domínio dos métodos de moldagem por injeção de plásticos.
Fornecemos recomendações que utilizam dados exclusivos obtidos de mais de 10.000 projetos de moldagem por injeção, incluindo um banco de dados dedicado que rastreia taxas de contração e parâmetros de processo para 200 plásticos comuns para moldagem por injeção.
Um fornecedor europeu da indústria automotiva viu sua taxa de refugo aumentar para 38% devido à seleção de materiais inadequados para a produção de peças de motor.
O cliente economizou mais de US$ 200.000 por ano depois que a JS Precision selecionou o plástico PA66 modificado sob medida como o melhor plástico para moldagem por injeção e aprimorou o processo de produção, reduzindo a produção de refugo para 1,8%.
Nossas recomendações seguem padrões internacionais que exigem que plásticos de grau médico atendam aos requisitos da ISO 10993, pois isso garante que os produtos mantenham a conformidade e a confiabilidade operacional. Oferecemos assistência completa, desde a recomendação de materiais até a otimização de moldes e os processos de validação da produção.
Nossa história demonstra que podemos apoiar sua empresa na obtenção de qualidade estável do produto e métodos de produção econômicos, seja você fabricante de produtos de consumo em grande volume ou de equipamentos aeroespaciais que exigem alta precisão.
Pronto para aproveitar nossa experiência? Entre em contato com nossos engenheiros hoje mesmo para uma consulta inicial gratuita sobre plásticos para moldagem por injeção e deixe-nos ajudá-lo a evitar as armadilhas que 70% dos projetos sem orientação profissional enfrentam.
Quais são os plásticos mais comuns para moldagem por injeção e como eles são classificados?
As duas principais classificações de plásticos para moldagem por injeção consistem em materiais amorfos e materiais semicristalinos. A distinção entre essas duas propriedades serve como base essencial que os engenheiros devem compreender antes de prosseguir com seus trabalhos de moldagem por injeção.
Nossos dados compilados incluem as propriedades dos plásticos comuns usados na moldagem por injeção e os padrões de classificação que ajudam você a identificar o uso de materiais para situações específicas.
Amorfo vs. Semicristalino: as diferenças de contração podem chegar a 5 vezes.
- Plásticos não cristalinos (ABS, PC, PMMA): desordem molecular, taxa de contração de 0,4% a 0,8% , estabilidade dimensional, adequados para peças de precisão, fraca resistência química.
- Plásticos semicristalinos (PA, POM, PP): molecularmente ordenados, com taxa de retração de 1,5% a 3,0%, alta resistência, boa resistência química, mas com retração anisotrópica.
Detalhes técnicos: A taxa de contração do PA6 varia de 0,5% a 1,5%, enquanto a do POM fica entre 2,0% e 2,5%. O uso de materiais incorretos resultará em defeitos que causam problemas no molde e desperdício de material. O processo de teste de contração deve seguir as normas ASTM D955 .
A liquidez determina o ciclo de moldagem.
- A viscosidade do material fundido de plásticos semicristalinos diminui rapidamente, o que permite uma boa fluidez; no entanto, o material precisa aguardar longos períodos antes de poder cristalizar.
- Os plásticos amorfos começam a amolecer sem apresentar um ponto de fusão definido, o que exige longos períodos de resfriamento para manter suas dimensões físicas.
As tabelas de dados que criamos exibem informações completas sobre o desempenho de vários materiais de núcleo, incluindo suas taxas de contração, características mecânicas e características de processamento.
| Nome do material | Faixa de encolhimento (%) | Temperatura de deflexão térmica (°C) | Resistência à tração (MPa) | Índice de Fluidez (g/10min) |
| ABS | 0,4-0,8 | 88-98 | 40-50 | 1,5-20 |
| PC | 0,5-0,7 | 130-140 | 60-70 | 5-15 |
| PA6 | 0,5-1,5 | 60-80 | 70-80 | 10-30 |
| PA66 | 0,8-1,8 | 75-90 | 80-90 | 5-25 |
| POM | 2,0-2,5 | 110-120 | 60-70 | 2.0-30 |
| PP | 1,0-2,5 | 70-100 | 20-30 | 2-35 |
| PMMA | 0,3-0,6 | 70-80 | 50-70 | 1,5-10 |
Deseja confirmar a categoria do material que você está procurando? Baixe nosso white paper gratuito sobre tipos de plástico para moldagem por injeção , que contém dados detalhados sobre o desempenho de mais de 50 materiais comumente usados.

Figura 1: Múltiplas pilhas de grânulos de plástico de tamanho uniforme e formato cúbico em várias cores, como vermelho, azul, verde e ciano, dispostas contra um fundo branco.
Por que os plásticos para moldagem por injeção falham durante o processo?
Mesmo que o plástico para moldagem por injeção seja escolhido corretamente, o processo de moldagem ainda pode apresentar falhas, sendo as mais comuns manchas pretas, fraturas frágeis e filamentos prateados . Um diagnóstico rápido pode economizar tempo e dinheiro.
Guia de diagnóstico rápido no local
- Manchas pretas: Originam-se de cilindros sujos ou impurezas no material. Plásticos de baixa qualidade usados na moldagem por injeção levam a esse defeito.
- Fratura frágil: ocorre quando a temperatura de fusão é muito alta, causando degradação, ou quando o teor de material reciclado ultrapassa 30%. Ambos os fatores prejudicam a estrutura do polímero e diminuem a resistência ao impacto.
- Listras prateadas: Geralmente são causadas por materiais higroscópicos que não secam o suficiente. A secagem deve ser verificada imediatamente e os níveis de umidade devem ser testados.
Questões de Materiais vs. Questões de Processo
Lógica de julgamento simples: se várias máquinas que utilizam o mesmo plástico apresentarem problemas, o problema provavelmente está no material. Se apenas uma máquina falhar, provavelmente é um problema no processo ou no equipamento. Isso ajuda a evitar conflitos com fornecedores e agiliza as correções, pelo menos em teoria.
Quais plásticos usados na moldagem por injeção causam mais retrabalho?
Em plásticos utilizados na moldagem por injeção , materiais higroscópicos e termossensíveis são as principais fontes de desperdício em retrabalho, e suas características exigem um controle rigoroso do processo. Mesmo pequenos desvios podem levar a defeitos dispendiosos.
A armadilha de secagem de materiais higroscópicos
Plásticos como PA6, ABS e PC absorvem umidade facilmente. Devem ser secos a uma umidade inferior a 0,02% a 0,2% antes do uso. Caso contrário, podem surgir problemas como manchas prateadas e bolhas de ar . O PA6 que não foi seco pode perder até 30% de sua resistência ao impacto.
A janela de processo de materiais sensíveis ao calor
O PVC e certos plásticos de engenharia têm uma faixa de processamento muito estreita. Sua temperatura de decomposição é próxima ao seu ponto de fusão. Permanecer no tambor por muito tempo faz com que o material se decomponha, formando manchas pretas e liberando gases tóxicos.
Proporção de material reciclado não controlada
Se a proporção de materiais reciclados (PCR/PIR) exceder 30%, o material fica propenso a fraturas frágeis e manchas pretas. O fornecedor precisa esclarecer a proporção e fornecer dados de testes para plásticos reciclados destinados à moldagem por injeção.
Além disso, compreender as características de reciclagem dos plásticos comuns para moldagem por injeção, juntamente com a classificação dos tipos de plástico para moldagem por injeção, pode controlar melhor os riscos da utilização de materiais reciclados.
Deseja reduzir as taxas de refugo? Deixe a JS Precision fornecer uma análise de custos gratuita para o seu processo atual, incluindo recomendações sobre o melhor plástico para moldagem por injeção e otimização dos parâmetros do processo para minimizar o retrabalho.
Como identificar o melhor plástico para moldagem por injeção entre os plásticos de uso geral e os de engenharia?
A escolha de PP ou PE para uso comercial e de PA6, PC ou POM para aplicações de engenharia é crucial no projeto de peças para moldagem por injeção. Esses materiais devem ser adequados ao desempenho da peça sob tensão e em condições reais de uso. A seleção correta depende das necessidades mecânicas do produto e do ambiente de uso diário.
PP vs. PA6: Comparação detalhada dos parâmetros técnicos
| Indicadores de desempenho | PP | PA6 |
| Encolhimento (%) | 1,0-2,5 | 0,5-1,5 |
| Resistência à tração (MPa) | 20-30 | 70-80 |
| Temperatura de deflexão térmica (°C) | 70-100 | 60-80 |
| Requisitos de secagem | Geralmente não é necessário secar. | Deve ser seco até atingir um teor de umidade inferior a 0,2%. |
| Custo (USD/kg) | 1,2-1,5 | 3,0-3,5 |
- Análise de Mercado: O PP tem um custo unitário menor, mas uma espessura de parede inadequada pode elevar o índice de refugo para mais de 20%. O PA6 é mais caro, mas mantém dimensões consistentes e o índice de refugo cai para menos de 2% em grandes lotes. Isso provavelmente torna o PA6 mais barato no geral, apesar do custo inicial mais alto. A escolha depende de quanto risco de refugo o processo de produção pode suportar.
Matriz de Decisão de Seleção
- Precisa de resistência ao calor acima de 80°C? → Plásticos de engenharia (PC com temperatura de deflexão térmica acima de 120°C)
- Precisa de resistência ao desgaste? → POM ou PA
- Requisitos de baixo desempenho e custo reduzido? → PP ou PE
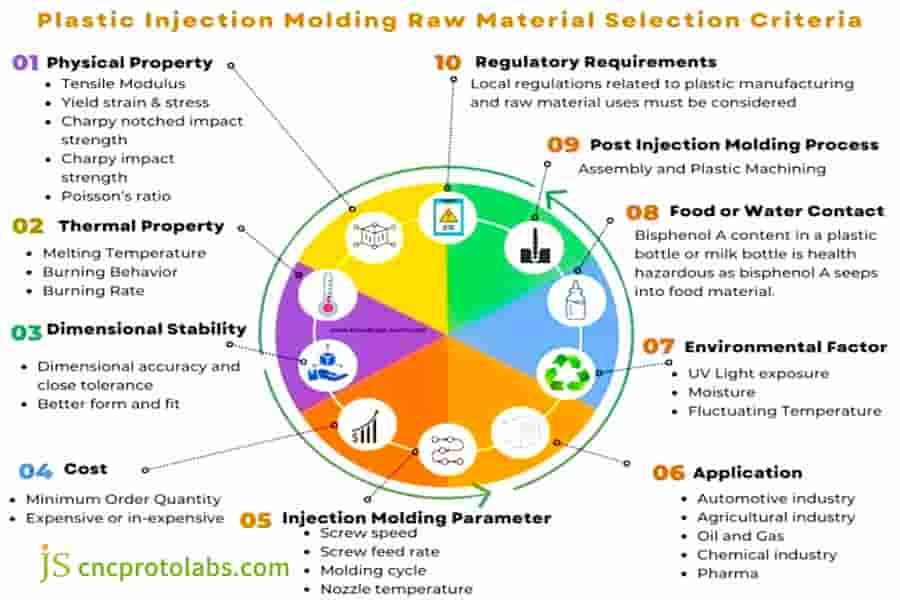
Figura 2: Um gráfico de radar circular que descreve os critérios de seleção de plásticos para moldagem por injeção, abrangendo fatores como propriedades físicas, propriedades térmicas, custo e aplicação.
Como analisar e controlar com precisão o custo dos plásticos para moldagem por injeção?
Os custos da moldagem por injeção incluem três componentes: custos de material, que representam de 30% a 60% do custo total, custos únicos de molde e custos de processamento, que dependem da duração dos ciclos de produção. A otimização de custos exige olhar além do preço unitário e focar no custo total.
Preço unitário do material ≠ custo unitário
O preço unitário do PP é de US$ 1,2 a US$ 1,5/kg, mas a espessura inadequada da parede pode levar a uma taxa de refugo superior a 20%. O preço unitário do PA6 é mais alto, mas a estabilidade dimensional é melhor e, na produção em massa, a taxa de refugo pode ser reduzida para menos de 2%, o que resulta em um custo total mais favorável.
Principais impactos do tempo de ciclo
- O tempo de ejeção depende da temperatura de distorção térmica (HDT), pois temperaturas mais altas diminuem os tempos de resfriamento.
- O estudo de caso constatou que a mudança para o material PBT-GF15 resultou numa redução de 30% no tempo do ciclo de produção, além de aumentar a eficiência da produção.
- Custos de energia: A redução do tempo de ciclo em 15% a 22% resulta em uma diminuição de mais de 15% no consumo de energia por unidade.
Matemática da amortização de moldes:
- Volumes de produção que atingem 100.000 unidades exigem moldes de cavidade única, enquanto volumes de produção que excedem 500.000 unidades podem usar moldes de quatro cavidades, o que reduz os custos unitários em 30% a 50%.
- Os custos de manutenção de moldes complexos chegam a 15% a 20% dos seus custos originais, e precisam ser registrados nas demonstrações financeiras.
Para demonstrar claramente o impacto específico das diferentes propriedades dos materiais no custo unitário, calculamos as diferenças de custo em diferentes volumes de produção utilizando um modelo matemático. A seguir, apresentamos uma tabela de dados específica:
| Tipo de material | Custo unitário do material (USD/kg) | Utilização de material por unidade (g) | Custo do material (USD/unidade) | Taxa de sucata (%) | Percentagem do custo total |
| Material de baixo custo para uso geral (PP) | 1,35 | 25 | 0,0338 | 5 | 35% |
| Material de engenharia de desempenho médio (PA6) | 3.2 | 20 | 0,064 | 2 | 45% |
| Material modificado de alto desempenho (CF-PA66) | 5,5 | 18 | 0,099 | 1.2 | 55% |
| Material de ultra alto desempenho (PEEK) | 28.0 | 15 | 0,42 | 0,5 | 80% |

Figura 3: Uma variedade de peças plásticas moldadas por injeção em diversos formatos, tamanhos e cores, incluindo peças curvas grandes, recipientes e componentes pequenos, dispostas sobre uma superfície laranja.
O melhor plástico para moldagem por injeção muda com as metas de sustentabilidade?
No contexto do desenvolvimento sustentável, o melhor plástico para moldagem por injeção é influenciado por fatores ambientais, e os materiais PCR e o PLA estão gradualmente se tornando populares, mas é necessário um controle de processo específico para solucionar problemas de flutuações de viscosidade e degradação.
Desafios dos materiais de PCR:
As propriedades dos plásticos reciclados para moldagem por injeção são comprometidas por dois fatores: poluição e degradação das cadeias poliméricas. A empresa precisa ajustar seus parâmetros de processo e realizar auditorias de qualificação de fornecedores de forma rigorosa para evitar defeitos.
Janela de processo para plásticos de base biológica (PLA):
Devido à sua baixa estabilidade térmica, as temperaturas de processamento do PLA devem permanecer entre 180 e 210 °C. O processo de produção exige que o tempo de permanência no cilindro seja inferior ao limite máximo, o que torna o planejamento da produção essencial, pois os tempos de ciclo excedem os dos plásticos tradicionais em 10% a 15%.
É necessário o apoio do fornecedor:
- Tecnologias de modificação: Para compensar a degradação do desempenho dos materiais reciclados.
- Documentos de certificação: Certificação Global Recycling Standard (GRS) e dados de emissão de carbono.
Como determinar o melhor plástico para moldagem por injeção para o seu projeto?
O processo de escolha do material plástico mais adequado para moldagem por injeção exige um método de avaliação sistemático que deve considerar três fatores: desempenho do material, capacidade de processamento e custos de produção.
Os objetivos do projeto podem ser alcançados através da execução destas sete etapas, que garantem que os materiais utilizados no projeto atendam aos padrões exigidos.
Método de seleção em sete etapas
- Definição de Requisitos: O processo de teste requer a confirmação das forças mecânicas, que testarão as temperaturas de operação, a exposição a produtos químicos e os requisitos regulamentares que a peça precisa atender.
- Determinar os principais indicadores de desempenho: Esta seção estabelece os requisitos essenciais de desempenho, que incluem resistência à tração, resistência ao calor e custo unitário, que devem ser alcançados.
- Classificação preliminar: O processo precisa decidir entre plásticos de grau comercial e plásticos de grau de engenharia para a aplicação pretendida.
- Comparação de Materiais Candidatos: O processo precisa avaliar características importantes, incluindo taxa de encolhimento, temperatura de distorção térmica, índice de fluidez (MFI) e requisitos de secagem.
- Calcular o custo total: O processo precisa avaliar as despesas totais, que incluem todos os custos, em vez de se concentrar apenas no custo do material por unidade.
- Consulte especialistas: Engenheiros de materiais ajudam a verificar a lógica do processo de seleção por meio de sua experiência.
- Validação de protótipos: O processo de teste exige que as peças reais sejam testadas com o material para comprovar que os padrões de desempenho foram atingidos.
O valor da precisão em JavaScript.
- Banco de dados de materiais: O banco de dados inclui mais de 200 plásticos de engenharia e plásticos de grau comercial para moldagem por injeção.
- Análise de Fluxo de Moldagem: A ferramenta permite aos usuários prever os processos de enchimento e resfriamento, juntamente com o comportamento de empenamento, o que lhes permite reduzir a necessidade de testes de moldes.
- Suporte para Moldagem de Teste: O serviço oferece assistência técnica completa que abrange todo o processo, desde a seleção de materiais até a otimização do projeto do molde.
Estudo de Caso da JS Precision: Taxa de Desperdício de Material em um Braço Articulado de Robô Colaborativo
Uma startup de robótica está desenvolvendo um robô colaborativo leve, cujos braços articulados são feitos de náilon reforçado com fibra de carbono (CF-PA66) por meio de moldagem por injeção de plástico. Após três meses de produção, a taxa de refugo atingiu 45%, representando uma séria ameaça à entrega do projeto.
Os principais problemas levaram à produção de sucata no local de montagem, resultando em 62% de desperdício, enquanto o severo afrouxamento das fibras superficiais causou 28% de desperdício e a quebra durante os testes de carga representou 10% do desperdício. O cliente estava considerando retornar à usinagem de liga de alumínio, o que triplicaria o custo e aumentaria o peso em 60%.
Resultados do diagnóstico
A equipe técnica da JS Precision realizou uma visita de uma semana ao local para seu trabalho de análise, que revelou três principais problemas técnicos.
- Nível do material: O material de distribuição de fibra de carbono apresenta distribuição irregular, o que resulta em comportamento de contração imprevisível devido às suas propriedades anisotrópicas.
- Nível do processo: A temperatura real do molde atingiu apenas 60°C , o que difere da exigência de projeto de 120°C. Essa temperatura impediu o alinhamento adequado da fibra de carbono.
- Nível de projeto: Uma concentração de tensão se desenvolve nos pontos onde a espessura da parede muda repentinamente, pois todos os cantos têm um raio de 0,5 mm. O fator teórico de concentração de tensão para este projeto é igual a 3,2.
Solução
1. Reconfiguração do Material: A empresa JS Precision desenvolveu um novo material CF-PA66 através de sua equipe de desenvolvimento, que adicionou um agente nucleante para controlar o processo de cristalização, resultando em uma diferença de contração de 0,8%. Os resultados obtidos foram de uma diferença anisotrópica de 0,2%.
2. Modificação do molde: O novo controlador de temperatura permite a manutenção de uma temperatura constante de 120±2℃. A localização do ponto de injeção foi otimizada, reduzindo o comprimento do fluxo em 40%, e o raio do canto (R) foi aumentado de 0,5 mm para 2,0 mm.
3. Processo de cura: Adotou-se um processo de secagem a 110°C durante 4 horas (teor de umidade <0,02%), a pressão de retenção foi aumentada de 60MPa para 85MPa e o controle segmentado da velocidade de injeção foi implementado para eliminar marcas de jato.
Resultados finais
| Indicadores | Antes da melhoria | Após melhoria |
| Taxa de sucata | 45% | 1,2% |
| CPK dimensional | 0,8 | 1,33 |
| Peso do braço articulado | - | 55% mais leve que a liga de alumínio |
| Custo unitário | US$ 60 (incluindo sucata) | $ 23 |
| Prazo de entrega | 45 dias | 12 dias |
Este caso demonstra que a escolha dos plásticos certos para moldagem por injeção e a otimização de todo o sistema de produção podem mudar drasticamente os resultados do projeto. Você enfrenta desafios semelhantes relacionados a materiais? Entre em contato com a JS Precision hoje mesmo para saber como nossas soluções personalizadas podem reduzir seu índice de refugo e melhorar o desempenho do produto.

Figura 4: Três peças pretas de alta resistência, moldadas por injeção, feitas de náilon reforçado com fibra de carbono (CF-PA66), com acabamento brilhante, provavelmente para aplicações em articulações robóticas.
Perguntas frequentes
P1: Como escolher entre os materiais ABS e PC?
O ABS apresenta uma solução econômica que permite a galvanoplastia de forma simples, enquanto o PC oferece resistência superior combinada com transparência e excepcional resistência térmica. A escolha do ABS deve ser feita para componentes externos, enquanto o PC deve ser usado para elementos transparentes e peças que exigem proteção contra impactos fortes.
Q2: Qual é a taxa de encolhimento do PP?
A taxa de contração do PP varia de 1,0% a 2,5%, pois diferentes cargas e parâmetros de processo produzem resultados diferentes. O processo de projeto deve começar com um valor médio, que os projetistas irão modificar de acordo com suas necessidades.
P3: Por que o POM apresenta problemas de empenamento?
O POM apresenta uma taxa máxima de contração de 2,0% a 2,5% devido à presença de material semicristalino, e suas propriedades exibem variações significativas em função da direção. O desenvolvimento de métodos precisos de resfriamento e manutenção da pressão ajudará a minimizar os problemas de empenamento.
Q4: Qual material tem o menor preço unitário?
Os plásticos de uso comercial mais acessíveis são o PP, o PE e o PVC, cujo valor de mercado varia entre US$ 1,2 e US$ 1,5 por quilograma. A avaliação completa dos custos exige a análise tanto dos materiais descartados quanto das atividades de processamento necessárias.
Q5: Os materiais reciclados podem conter PCR?
Os materiais podem ser utilizados, porém sua qualidade e estabilidade dependem da verificação da proporção de PCR, da capacidade de modificação do fornecedor e dos requisitos de certificação GRS.
Q6: Por que o PEEK tem um preço elevado?
O PEEK é um plástico de engenharia de alto desempenho que mantém sua integridade estrutural em temperaturas de até 260 °C. O material possui resistência excepcional, o que o qualifica para uso em aplicações aeroespaciais avançadas e implantes médicos, resultando em seu custo elevado.
Q7: Como se mede a taxa de contração do molde?
A Ficha Técnica do Material (TDS) serve como referência padrão. A taxa de contração para plásticos semicristalinos deve ser definida entre 1,5% e 2,5%, enquanto a taxa de contração para plásticos amorfos deve ser definida entre 0,4% e 0,8%. Peças de precisão devem ser submetidas à análise de fluxo de moldagem.
Q8: Que tipo de suporte a JS Precision oferece?
A JS Precision oferece consultoria em seleção de materiais , análise de fluxo de moldagem, otimização de moldes e suporte para moldagem de teste, garantindo uma combinação perfeita entre os plásticos para moldagem por injeção e o molde.
Resumo
A seleção de plásticos adequados para moldagem por injeção é um requisito fundamental que determina tanto as taxas de sucesso do projeto quanto os custos associados. O processo exige a avaliação das variações de materiais, juntamente com a análise de custos e a confirmação dos fornecedores por meio de uma tomada de decisão especializada.
A JS Precision oferece serviços de moldagem por injeção de plástico há mais de 15 anos , incluindo a resolução bem-sucedida de problemas complexos de materiais para clientes em todo o mundo. Seu projeto sofrerá atrasos e aumentos de custos se você selecionar os materiais incorretamente.
Envie agora mesmo seus desenhos 3D e requisitos , e nossos engenheiros recomendarão os melhores plásticos para moldagem por injeção e fornecerão uma análise de viabilidade de fabricação gratuita para colocar seu projeto no caminho do sucesso.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

