
Los plásticos para moldeo por inyección son la piedra angular de los proyectos de moldeo por inyección exitosos, y seleccionar los materiales incorrectos a menudo resulta en la pérdida de tiempo y dinero invertidos en las etapas iniciales.
Podrías gastar decenas de miles de dólares en un molde y aun así obtener dimensiones incorrectas porque el plástico se contrae demasiado o demasiado poco. Por otro lado, elegir materiales de bajo costo para reducir gastos podría generar altos índices de desperdicio posteriormente.
El principal problema radica en cómo se elige el plástico inicialmente. Esta guía ayuda a analizar las especificaciones técnicas y los precios para encontrar el plástico que mejor se adapte a sus necesidades.
Suele ser más importante que la tasa de contracción del material coincida con los requisitos exactos del diseño. Un buen ajuste probablemente reduce el desperdicio y evita costosos retrabajos.
Resumen de las respuestas clave:
El artículo analiza cómo elegir el plástico adecuado para el moldeo por inyección, abarcando tipos de materiales, precios y selección de proveedores. Proporciona datos claros, como una contracción que oscila entre el 0,2 % y el 3,5 %, y un enfoque práctico para ayudar a decidir entre rendimiento y precio. El problema es que una mala elección puede provocar el descarte de moldes o retrasos.
Este método mantiene la producción bajo control al garantizar la correcta selección de materiales. Una buena selección evita el desperdicio y elimina los tiempos de inactividad causados por errores en el proceso.
| Dimensiones clave | Puntos técnicos | Valor empresarial |
| Clasificación de materiales | Los plásticos amorfos se contraen entre un 0,4% y un 0,8%, mientras que los semicristalinos lo hacen entre un 1,5% y un 3,0%. | Los diseñadores deben ajustar el tamaño de los moldes para evitar errores. |
| Control de costos | Los gastos en materia prima representan entre el 30% y el 60% del gasto total. Los ciclos de producción más largos elevan los precios unitarios. | Mejorar el coste total de propiedad y reducir las pérdidas ocultas. |
| Selección de proveedores | Antes de elegir proveedores, verifique los pasos de secado, los niveles de pureza y la documentación oficial. | Minimiza los conflictos y cambia de materiales rápidamente si es necesario. |
Conclusiones clave:
- En primer lugar, la clasificación de los materiales: la diferencia en la tasa de contracción entre los plásticos amorfos y semicristalinos puede ser de hasta 5 veces, lo cual debe confirmarse antes del diseño del molde.
- Consideraciones sobre costos: Un precio unitario bajo del material no equivale a un costo total bajo, ya que la tasa de desperdicio y el tiempo de ciclo funcionan como factores importantes.
- Patrones de desperdicio: La principal razón del desperdicio se produce cuando los materiales higroscópicos (PA y ABS) no se secan lo suficiente porque los proveedores deben suministrar los parámetros de secado.
- Sostenible y aplicable: Los materiales PCR necesitan tecnología de modificación, y los proveedores deben proporcionar certificaciones GRS y otras certificaciones.
¿Por qué confiar en esta guía? La experiencia de JS Precision en la selección de plásticos para moldeo por inyección.
La industria del moldeo exige que las empresas de moldeo por inyección de plástico seleccionen socios fiables que posean una trayectoria comprobada, ya que esta elección previene errores operativos fatales.
JS Precision lleva más de 15 años dedicada al desarrollo de soluciones de moldeo por inyección que han llegado a más de 5.000 clientes en 30 países, entre los que se incluyen importantes empresas automovilísticas y fabricantes líderes de dispositivos médicos.
Los 28 ingenieros certificados de nuestro equipo poseen una amplia experiencia en ciencia de los materiales, lo que les permite abordar desafíos complejos relacionados con los materiales gracias a su conocimiento de los métodos de moldeo por inyección de plásticos.
Ofrecemos recomendaciones que utilizan datos únicos obtenidos de más de 10.000 proyectos de moldeo por inyección, incluyendo una base de datos específica que realiza un seguimiento de las tasas de contracción y los parámetros del proceso para 200 plásticos comunes utilizados en el moldeo por inyección.
Un proveedor europeo del sector automotriz experimentó un aumento en su tasa de desperdicio hasta el 38% debido a que seleccionó materiales incorrectos para la producción de piezas de motor.
El cliente ahorró más de 200.000 dólares al año después de que JS Precision seleccionara el plástico PA66 modificado a medida como el mejor plástico para el moldeo por inyección y mejorara el proceso de producción, lo que redujo la producción de desperdicio al 1,8%.
Nuestras recomendaciones se ajustan a las normas internacionales que exigen que los plásticos de grado médico cumplan con los requisitos de la norma ISO 10993, ya que esto garantiza que los productos mantengan la conformidad y la fiabilidad operativa. Ofrecemos asistencia integral, desde la recomendación de materiales hasta la optimización de moldes y la validación de la producción.
Nuestra trayectoria demuestra que podemos ayudar a su empresa a lograr una calidad de producto estable y métodos de producción económicos, tanto si produce productos de consumo en grandes volúmenes como si fabrica equipos aeroespaciales que requieren alta precisión.
¿Listo para aprovechar nuestra experiencia? Comuníquese hoy mismo con nuestros ingenieros para una consulta inicial gratuita sobre plásticos para moldeo por inyección y permítanos ayudarle a evitar los problemas que enfrentan el 70% de los proyectos sin asesoramiento profesional.
¿Cuáles son los plásticos más comunes para el moldeo por inyección y cómo se clasifican?
Las dos clasificaciones principales de plásticos para moldeo por inyección son los materiales amorfos y los materiales semicristalinos. La distinción entre estas dos propiedades constituye la base fundamental que los ingenieros deben comprender antes de iniciar su trabajo de moldeo por inyección.
Nuestros datos recopilados incluyen las propiedades de los plásticos comunes utilizados en el moldeo por inyección y las normas de clasificación que le ayudarán a identificar el uso del material en situaciones específicas.
Amorfo vs. Semicristalino: Las diferencias de contracción pueden ser de hasta 5 veces.
- Plásticos no cristalinos (ABS, PC, PMMA): desorden molecular, tasa de contracción del 0,4 % al 0,8 % , estabilidad dimensional, aptos para piezas de precisión, baja resistencia química.
- Plásticos semicristalinos (PA, POM, PP): molecularmente ordenados, con una tasa de contracción del 1,5 % al 3,0 %, alta resistencia, buena resistencia química, pero con contracción anisotrópica.
Detalles técnicos: La tasa de contracción del PA6 oscila entre el 0,5 % y el 1,5 %, mientras que la del POM se sitúa entre el 2,0 % y el 2,5 %. El uso de materiales incorrectos provocará defectos que causarán problemas de moldeo y desperdicio de material. El proceso de ensayo de contracción debe ajustarse a la norma ASTM D955 .
La liquidez determina el ciclo de moldeo.
- La viscosidad de fusión de los plásticos semicristalinos disminuye rápidamente, lo que permite una buena fluidez; sin embargo, el material debe esperar períodos prolongados antes de que pueda cristalizar.
- Los plásticos amorfos comienzan a ablandarse sin presentar un punto de fusión definido, lo que requiere períodos de enfriamiento prolongados para mantener sus dimensiones físicas.
Las tablas de datos que hemos creado muestran información completa sobre el rendimiento de múltiples materiales principales, incluyendo sus tasas de contracción, características mecánicas y características de procesamiento.
| Nombre del material | Rango de contracción (%) | Temperatura de deflexión térmica (°C) | Resistencia a la tracción (MPa) | Índice de fluidez en estado fundido (g/10 min) |
| ABS | 0,4-0,8 | 88-98 | 40-50 | 1,5-20 |
| ordenador personal | 0,5-0,7 | 130-140 | 60-70 | 5-15 |
| PA6 | 0,5-1,5 | 60-80 | 70-80 | 10-30 |
| PA66 | 0,8-1,8 | 75-90 | 80-90 | 5-25 |
| POM | 2.0-2.5 | 110-120 | 60-70 | 2.0-30 |
| PÁGINAS | 1.0-2.5 | 70-100 | 20-30 | 2-35 |
| PMMA | 0,3-0,6 | 70-80 | 50-70 | 1,5-10 |
¿Desea confirmar la categoría del material que busca? Descargue nuestro informe técnico gratuito sobre los tipos de plástico para moldeo por inyección , que contiene datos detallados sobre el rendimiento de más de 50 materiales de uso común.

Figura 1: Múltiples pilas de bolitas de plástico cúbicas de tamaño uniforme y de varios colores, como rojo, azul, verde y cian, mostradas sobre un fondo blanco.
¿Por qué fallan los plásticos para moldeo por inyección durante el proceso de moldeo?
Aunque se seleccione correctamente el plástico para el moldeo por inyección, el proceso puede presentar fallos, siendo las manchas negras, las fracturas frágiles y los filamentos plateados las manifestaciones más comunes. Un diagnóstico rápido puede ahorrar tiempo y costes.
Guía de diagnóstico rápido in situ
- Las manchas negras se deben a la suciedad en los barriles o a impurezas en el material. El uso de plásticos de baja calidad en el moldeo por inyección provoca este defecto.
- Fractura frágil: Ocurre cuando la temperatura de fusión es demasiado alta, lo que provoca degradación, o cuando el contenido reciclado supera el 30%. Ambos factores dañan la estructura del polímero y disminuyen su resistencia al impacto.
- Rayas plateadas: Se deben principalmente a que los materiales higroscópicos no se han secado lo suficiente. Es necesario comprobar el secado de inmediato y medir los niveles de humedad.
Problemas de materiales frente a problemas de procesos
Lógica simple: Si varias máquinas que usan el mismo plástico presentan problemas, es probable que la falla esté en el material. Si solo falla una máquina, probablemente se trate de un problema de proceso o de equipo. Esto ayuda a evitar conflictos con los proveedores y, al menos en teoría, acelera las reparaciones.
¿Qué plásticos utilizados en el moldeo por inyección generan la mayor cantidad de desperdicio por reprocesamiento?
En los plásticos utilizados en el moldeo por inyección , los materiales higroscópicos y termosensibles son las principales fuentes de residuos por reprocesamiento, y sus características requieren un control estricto del proceso. Incluso pequeñas desviaciones pueden provocar defectos costosos.
La trampa de secado de materiales higroscópicos
Plásticos como el PA6, el ABS y el PC absorben la humedad con facilidad. Deben secarse hasta alcanzar un contenido de humedad inferior al 0,02 % o incluso inferior al 0,2 % antes de su uso. Si no se secan correctamente, pueden aparecer problemas como vetas plateadas y burbujas de aire . El PA6 que no se ha secado adecuadamente puede perder hasta un 30 % de su resistencia al impacto.
Ventana de procesamiento de materiales termosensibles
El PVC y ciertos plásticos de ingeniería tienen un rango de procesamiento muy estrecho. Su temperatura de degradación está cerca de su punto de fusión. Si permanecen demasiado tiempo en el barril , el material se degrada, formando manchas negras y liberando humos tóxicos.
Proporción de material reciclado no controlada
Si la proporción de materiales reciclados (PCR/PIR) supera el 30%, existe riesgo de fractura frágil y aparición de manchas negras. El proveedor debe especificar dicha proporción y proporcionar datos de pruebas para plásticos reciclados destinados al moldeo por inyección.
Además, comprender las características de reciclaje de los plásticos comunes para el moldeo por inyección, junto con la clasificación de los tipos de plástico para moldeo por inyección, puede controlar mejor los riesgos del uso de materiales reciclados.
¿Desea reducir los índices de desperdicio? Permita que JS Precision le proporcione un análisis de costos gratuito para su proceso actual, que incluye recomendaciones sobre el mejor plástico para moldeo por inyección y la optimización de los parámetros del proceso para minimizar el retrabajo.
¿Cómo identificar el mejor plástico para el moldeo por inyección entre los grados estándar y los de ingeniería?
Al diseñar piezas para moldeo por inyección, es fundamental elegir PP o PE para uso comercial y PA6, PC o POM para aplicaciones de ingeniería. Estos materiales deben ser adecuados para el rendimiento de la pieza bajo tensión y en condiciones reales. La selección correcta depende de las necesidades mecánicas del producto y del entorno de uso diario.
PP vs. PA6: Comparación exhaustiva de parámetros técnicos
| Indicadores de desempeño | PÁGINAS | PA6 |
| Contracción (%) | 1.0-2.5 | 0,5-1,5 |
| Resistencia a la tracción (MPa) | 20-30 | 70-80 |
| Temperatura de deflexión térmica (°C) | 70-100 | 60-80 |
| Requisitos de secado | Generalmente no requiere secado | Debe secarse hasta alcanzar un contenido de humedad <0,2%. |
| Costo (USD/kg) | 1.2-1.5 | 3.0-3.5 |
- Análisis de negocio: El PP cuesta menos por unidad, pero un grosor de pared deficiente podría elevar el desperdicio por encima del 20 %. El PA6 es más caro, pero mantiene dimensiones uniformes y el desperdicio se reduce a menos del 2 % en grandes producciones. Esto probablemente hace que el PA6 sea más económico en general, a pesar de su mayor coste inicial. La elección depende de cuánto riesgo de desperdicio pueda asumir el proceso de producción.
Matriz de decisión de selección
- ¿Necesita resistencia al calor superior a 80 °C? → Plásticos de ingeniería (PC con una temperatura de deflexión térmica superior a 120 °C)
- ¿Necesitas resistencia al desgaste? → POM o PA
- ¿Requisitos de bajo rendimiento y sensibles al costo? → PP o PE
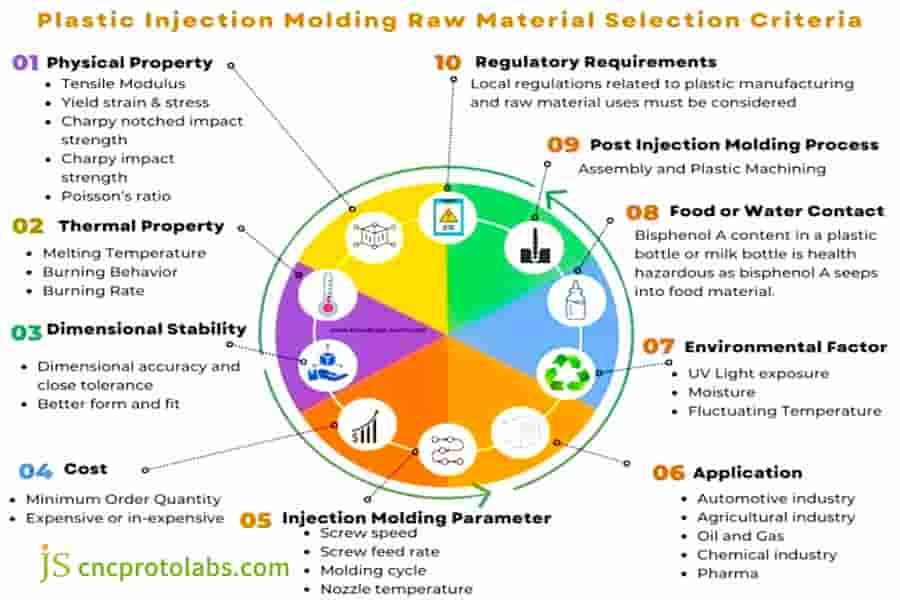
Figura 2: Gráfico de radar circular que describe los criterios de selección de plásticos para el moldeo por inyección, abarcando factores como las propiedades físicas, las propiedades térmicas, el coste y la aplicación.
¿Cómo analizar y controlar con precisión el coste de los plásticos para el moldeo por inyección?
Los gastos del moldeo por inyección incluyen tres componentes: los costos de los materiales, que representan entre el 30 % y el 60 % del total; los gastos únicos de moldeo y los costos de procesamiento, que dependen de la duración de los ciclos de producción. La optimización de costos requiere ir más allá del precio unitario y centrarse en el costo total.
Precio unitario del material ≠ costo unitario
El precio unitario del PP es de 1,2 a 1,5 dólares/kg, pero un espesor de pared inadecuado puede provocar una tasa de desperdicio superior al 20%. El precio unitario del PA6 es más alto, pero su estabilidad dimensional es mejor y, en la producción en masa , la tasa de desperdicio puede reducirse a menos del 2%, lo que resulta en un coste total más favorable.
Impactos clave del tiempo de ciclo
- El tiempo de eyección depende de la temperatura de distorsión térmica (HDT) porque las temperaturas más altas disminuyen los tiempos de enfriamiento.
- El estudio de caso reveló que el cambio de material a PBT-GF15 resultó en una disminución del 30% en el tiempo del ciclo de producción, al tiempo que aumentó la eficiencia de la producción.
- Costes energéticos: La reducción del tiempo de ciclo entre un 15 % y un 22 % se traduce en una disminución de más del 15 % en el consumo energético unitario.
Matemáticas de la amortización de moldes:
- Los volúmenes de producción que alcanzan las 100.000 unidades requieren moldes de una sola cavidad, mientras que los volúmenes de producción que superan las 500.000 unidades pueden utilizar moldes de cuatro cavidades, lo que reduce los costes unitarios entre un 30 % y un 50 %.
- Los gastos de mantenimiento de moldes complejos alcanzan entre el 15% y el 20% de sus costes originales, los cuales deben registrarse en los estados financieros.
Para demostrar claramente el impacto específico de las diferentes propiedades de los materiales en el costo unitario, calculamos las diferencias de costo bajo diferentes volúmenes de producción utilizando un modelo matemático. A continuación se presenta una tabla de datos específica:
| Tipo de material | Costo unitario del material (USD/kg) | Uso de material por unidad (g) | Costo del material (USD/unidad) | Tasa de desperdicio (%) | Porcentaje de costo total |
| Material de uso general de bajo costo (PP) | 1.35 | 25 | 0,0338 | 5 | 35% |
| Material de ingeniería de rendimiento medio (PA6) | 3.2 | 20 | 0,064 | 2 | 45% |
| Material modificado de alto rendimiento (CF-PA66) | 5.5 | 18 | 0,099 | 1.2 | 55% |
| Material de ultra alto rendimiento (PEEK) | 28.0 | 15 | 0,42 | 0,5 | 80% |

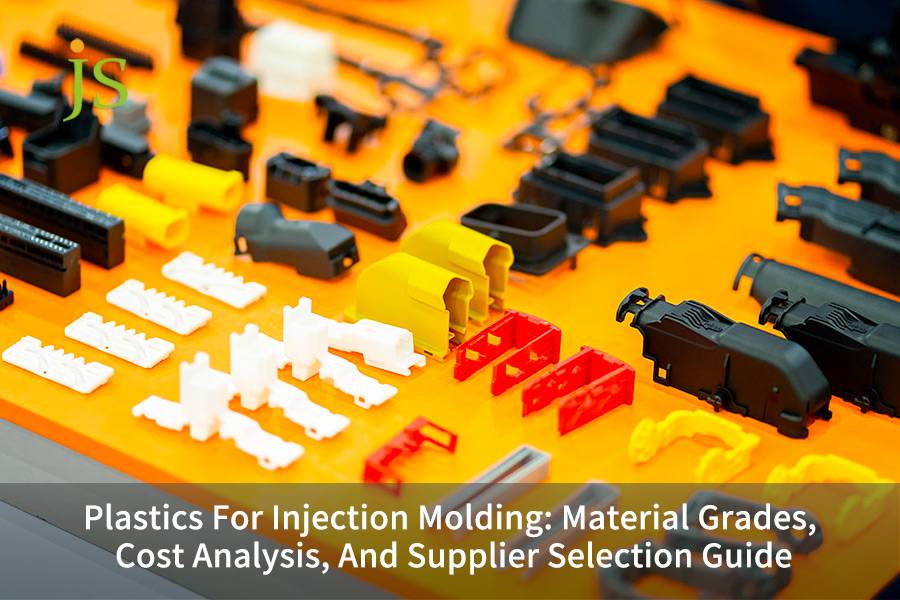
Figura 3: Surtido de piezas de plástico moldeadas por inyección de diversas formas, tamaños y colores, incluyendo piezas curvas grandes, contenedores y componentes pequeños, expuestas sobre una superficie naranja.
¿Cambia el mejor plástico para el moldeo por inyección en función de los objetivos de sostenibilidad?
En el contexto del desarrollo sostenible, el mejor plástico para el moldeo por inyección se ve afectado por factores ambientales, y los materiales PCR y PLA se están popularizando gradualmente, pero se necesita un control de proceso especial para resolver las fluctuaciones de viscosidad y los problemas de degradación.
Desafíos de los materiales para PCR:
La idoneidad de los plásticos reciclados para el moldeo por inyección se ve afectada por dos factores: la contaminación y la degradación de las cadenas poliméricas. La empresa debe ajustar los parámetros de su proceso y realizar auditorías exhaustivas de cualificación de proveedores para prevenir la aparición de defectos.
Ventana de proceso para plásticos de base biológica (PLA):
Debido a su baja estabilidad térmica, las temperaturas de procesamiento del PLA deben mantenerse entre 180 y 210 °C. El proceso de producción exige que el tiempo de permanencia en el cilindro se mantenga por debajo del límite máximo, lo que hace necesaria una planificación de la producción, ya que los tiempos de ciclo superan a los de los plásticos tradicionales en un 10 %-15 %.
Se requiere apoyo del proveedor:
- Tecnologías de modificación: Para compensar la degradación del rendimiento de los materiales reciclados.
- Documentos de certificación: Certificación del Estándar Global de Reciclaje (GRS) y datos de emisiones de carbono.
¿Cómo determinar el mejor plástico para moldeo por inyección para su proyecto?
El proceso de selección del material plástico más adecuado para el moldeo por inyección exige un método de evaluación sistemático que debe valorar tres factores: el rendimiento del material, la capacidad de procesamiento y los costes de producción.
Los objetivos del proyecto se pueden alcanzar mediante la ejecución de estos siete pasos, que garantizan que los materiales utilizados en el proyecto cumplan con los estándares requeridos.
Método de selección de siete pasos
- Definición de requisitos: El proceso de prueba requiere la confirmación de las fuerzas mecánicas que pondrán a prueba las temperaturas de funcionamiento y la exposición química, así como los requisitos reglamentarios que la pieza debe cumplir.
- Determinación de los indicadores clave de rendimiento: Esta sección establece los requisitos esenciales de rendimiento que deben cumplirse, entre los que se incluyen la resistencia a la tracción, la resistencia al calor y el coste unitario.
- Clasificación preliminar: El proceso debe decidir entre plásticos de grado comercial y plásticos de grado de ingeniería para la aplicación prevista.
- Comparación de materiales candidatos: El proceso debe evaluar características importantes que incluyen la tasa de contracción, la temperatura de distorsión térmica, el índice de fluidez (MFI) y los requisitos de secado.
- Calcular el costo total: El proceso debe evaluar los gastos totales, que incluyen todos los costos, en lugar de centrarse únicamente en el costo del material por unidad.
- Consulta con expertos: Los ingenieros de materiales ayudan a verificar el proceso de selección lógica gracias a su experiencia.
- Validación del prototipo: El proceso de prueba requiere que las piezas reales se prueben con el material para demostrar que se han alcanzado los estándares de rendimiento.
El valor de la precisión de JS
- Base de datos de materiales: La base de datos incluye más de 200 plásticos de ingeniería y plásticos de calidad comercial para moldeo por inyección.
- Análisis del flujo del molde: Esta herramienta permite a los usuarios predecir los procesos de llenado y enfriamiento, así como el comportamiento de la deformación, lo que les permite reducir la necesidad de realizar pruebas de moldeo.
- Soporte para pruebas de moldeo: El servicio proporciona asistencia técnica completa que abarca todo el proceso, desde la selección de materiales hasta la optimización del diseño del molde.
Caso práctico de JS Precision: Tasa de desperdicio de material de un brazo articulado de robot colaborativo
Una empresa emergente de robótica está desarrollando un robot colaborativo ligero, cuyos brazos articulados están fabricados con nailon reforzado con fibra de carbono (CF-PA66) mediante un proceso de moldeo por inyección de plástico. Tras tres meses de producción, la tasa de desperdicio alcanzó el 45%, lo que supone una seria amenaza para la entrega del proyecto.
Los principales problemas generaron desperdicios en la planta de ensamblaje, lo que representó el 62 % del total. El desprendimiento severo de fibras superficiales causó el 28 % y la rotura durante las pruebas de carga el 10 %. El cliente estaba considerando volver al mecanizado de aleación de aluminio, lo que triplicaría el costo y aumentaría el peso en un 60 %.
Resultados del diagnóstico
El equipo técnico de JS Precision realizó una visita de una semana a las instalaciones para llevar a cabo su análisis, el cual reveló tres problemas técnicos principales.
- Nivel del material: El material de distribución de fibra de carbono presenta una distribución desigual, lo que da como resultado un comportamiento de contracción impredecible debido a sus propiedades anisotrópicas.
- Nivel del proceso: La temperatura real del molde alcanzó solo 60 ℃ , lo que difiere del requisito de diseño de 120 ℃. Esta temperatura impidió una correcta alineación de la fibra de carbono.
- Nivel de diseño: Se produce una concentración de tensiones en los puntos donde el espesor de la pared cambia bruscamente debido a que todas las esquinas tienen un radio de 0,5 mm. El factor de concentración de tensiones teórico para este diseño es igual a 3,2.
Solución
1. Reconfiguración del material: La empresa JS Precision desarrolló un nuevo material CF-PA66 a través de su equipo de desarrollo, al que se le añadió un agente nucleante para controlar el proceso de cristalización, lo que resultó en una diferencia de contracción del 0,8 por ciento. Los resultados mostraron una diferencia anisotrópica del 0,2 por ciento.
2. Modificación del molde: El nuevo controlador de temperatura permite mantener una temperatura constante de 120 ± 2 ℃. Se optimizó la ubicación de la compuerta, reduciendo la longitud del flujo en un 40 % y aumentando el radio de la esquina (R) de 0,5 mm a 2,0 mm.
3. Proceso de curado: Se adoptó un proceso de secado a 110 ℃ durante 4 horas (contenido de humedad <0,02 %), se aumentó la presión de mantenimiento de 60 MPa a 85 MPa y se implementó un control de velocidad de inyección segmentado para eliminar las marcas de chorro.
Resultados finales
| Indicadores | Antes de la mejora | Después de la mejora |
| Tasa de desecho | 45% | 1,2% |
| CPK dimensional | 0,8 | 1.33 |
| Peso del brazo articulado | - | Un 55 % más ligero que la aleación de aluminio. |
| Costo unitario | $60 (incluido el material de desecho) | $23 |
| El tiempo de entrega | 45 días | 12 días |
Este caso demuestra que elegir los plásticos adecuados para el moldeo por inyección y optimizar todo el sistema de producción puede cambiar drásticamente los resultados del proyecto. ¿Se enfrenta a desafíos similares relacionados con los materiales? Contacte hoy mismo con JS Precision para descubrir cómo nuestras soluciones personalizadas pueden reducir su tasa de desperdicio y mejorar el rendimiento del producto.

Figura 4: Tres piezas negras de alta resistencia, moldeadas por inyección, fabricadas en nailon reforzado con fibra de carbono (CF-PA66), con acabado brillante, probablemente para aplicaciones en articulaciones robóticas.
Preguntas frecuentes
P1: ¿Cómo se debe elegir entre los materiales ABS y PC?
El ABS ofrece una solución rentable que facilita el proceso de galvanoplastia, mientras que el PC proporciona una resistencia superior combinada con propiedades transparentes y una excepcional resistencia térmica. Se recomienda utilizar ABS para componentes externos, mientras que el PC debe emplearse para elementos transparentes y piezas que requieran protección contra fuertes impactos.
P2: ¿Cuál es la tasa de contracción del PP?
La tasa de contracción del PP varía entre el 1,0 % y el 2,5 %, ya que los diferentes rellenos y parámetros de proceso producen resultados distintos. El proceso de diseño debe comenzar con un valor promedio que los diseñadores modificarán según sus necesidades.
P3: ¿Por qué el POM presenta problemas de deformación?
El POM presenta una tasa de contracción máxima del 2,0 % al 2,5 % debido a que contiene material semicristalino, y sus propiedades muestran variaciones significativas según la dirección. El establecimiento de métodos precisos de enfriamiento y mantenimiento de la presión ayudará a disminuir los problemas de deformación.
P4: ¿Qué material tiene el precio unitario más bajo?
Los plásticos de uso comercial más económicos son el PP, el PE y el PVC, cuyo valor de mercado oscila entre 1,2 y 1,5 dólares por kilogramo. La evaluación completa de los gastos requiere valorar tanto los materiales de desecho como las actividades de procesamiento necesarias.
P5: ¿Pueden los materiales reciclados contener material PCR?
Los materiales pueden utilizarse, pero su calidad y estabilidad dependen de la verificación de la proporción PCR, la capacidad de modificación del proveedor y los requisitos de certificación GRS.
P6: ¿Por qué PEEK tiene un precio tan elevado?
El PEEK es un plástico de ingeniería de alto rendimiento que mantiene su integridad estructural a temperaturas de hasta 260 °C. Este material posee una resistencia excepcional, lo que lo hace apto para su uso en aplicaciones aeroespaciales avanzadas e implantes médicos, lo que se traduce en un mayor coste.
P7: ¿Cómo se mide la tasa de contracción del molde?
La ficha técnica del material (TDS) sirve como referencia estándar. La tasa de contracción para plásticos semicristalinos debe establecerse entre el 1,5 % y el 2,5 %, mientras que para plásticos amorfos debe establecerse entre el 0,4 % y el 0,8 %. Las piezas de precisión deben someterse a un análisis de flujo en molde.
P8: ¿Qué tipo de soporte ofrece JS Precision?
JS Precision ofrece asesoramiento en la selección de materiales , análisis del flujo del molde, optimización del molde y asistencia para pruebas de moldeo, garantizando así una perfecta compatibilidad entre los plásticos para el moldeo por inyección y el molde.
Resumen
La selección de plásticos adecuados para el moldeo por inyección es un requisito fundamental que determina tanto el éxito del proyecto como sus costes asociados. El proceso exige evaluar las variaciones de los materiales, analizar los costes y confirmar a los proveedores mediante la toma de decisiones por parte de expertos.
JS Precision ofrece servicios de moldeo por inyección de plástico desde hace más de 15 años, incluyendo la resolución exitosa de problemas complejos de materiales para clientes en todo el mundo. Su proyecto sufrirá retrasos y aumentos de costos si selecciona los materiales incorrectamente.
Envíenos sus dibujos en 3D y sus requisitos ahora , y nuestros ingenieros le recomendarán los mejores plásticos para el moldeo por inyección y le proporcionarán un análisis gratuito de viabilidad de fabricación para que su proyecto sea un éxito.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

