
Le choix des matières plastiques pour le moulage par injection est la pierre angulaire de la réussite des projets de moulage par injection, et une mauvaise sélection des matériaux entraîne souvent une perte de temps et d'argent investis dans les premières étapes.
On pourrait dépenser des dizaines de milliers de dollars pour un moule et se retrouver malgré tout avec des dimensions incorrectes à cause d'un retrait excessif ou insuffisant du plastique. À l'inverse, choisir des matériaux bon marché pour réduire les coûts pourrait engendrer un taux de rebut élevé par la suite.
Le principal problème réside dans le mode de fabrication du plastique initialement choisi. Ce guide vous aide à analyser les spécifications techniques et les coûts afin de trouver un plastique adapté à vos besoins.
Il est généralement plus important d'adapter le taux de retrait du matériau aux exigences précises de la conception. Une bonne adéquation permet de réduire les déchets et d'éviter des reprises coûteuses.
Résumé des réponses clés :
Cet article explique comment choisir le plastique adapté au moulage par injection, en abordant les types de matériaux, les prix et la sélection des fournisseurs. Il fournit des données chiffrées précises, comme le retrait (de 0,2 % à 3,5 %), et une approche pratique pour optimiser le rapport performance/prix. En effet, un mauvais choix peut entraîner des rebuts de moule ou des retards.
Cette méthode garantit la continuité de la production en assurant un choix judicieux des matériaux. Une bonne sélection permet d'éviter le gaspillage et les arrêts de production dus à des erreurs de processus.
| Dimensions clés | Points techniques | Valeur commerciale |
| Classification des matériaux | Les plastiques amorphes rétrécissent de 0,4 % à 0,8 %, les types semi-cristallins de 1,5 % à 3,0 %. | Les concepteurs doivent ajuster les dimensions des moules pour éviter les erreurs. |
| Contrôle des coûts | Les dépenses en matières premières représentent de 30 % à 60 % des dépenses totales. Des cycles plus longs entraînent une hausse des prix unitaires. | Améliorer le coût total de possession et réduire les pertes cachées. |
| Sélection des fournisseurs | Vérifiez les étapes de séchage, les niveaux de pureté et les documents officiels avant de choisir vos fournisseurs. | Réduisez les conflits et changez rapidement de matériaux si nécessaire. |
Principales conclusions :
- Classification des matériaux en premier lieu : La différence de taux de retrait entre les plastiques amorphes et semi-cristallins peut atteindre 5 fois ; il est impératif de le vérifier avant la conception du moule.
- Considérations relatives aux coûts : Un prix unitaire des matériaux bas n’équivaut pas à un coût total bas, car le taux de rebut et le temps de cycle sont des facteurs importants.
- Motifs de rebut : La principale raison des rebuts survient lorsque les matériaux hygroscopiques (PA et ABS) sèchent insuffisamment car les fournisseurs doivent fournir les paramètres de séchage.
- Durable et applicable : les matériaux PCR nécessitent une technologie de modification tandis que les fournisseurs doivent fournir des certifications GRS et autres.
Pourquoi faire confiance à ce guide ? L’expertise de JS Precision dans la sélection des plastiques pour le moulage par injection
L'industrie du moulage exige que les entreprises de moulage par injection plastique choisissent des partenaires fiables possédant des compétences éprouvées, car ce choix permet d'éviter des erreurs opérationnelles fatales.
Depuis plus de 15 ans, JS Precision se consacre au développement de solutions de moulage par injection qui ont touché plus de 5 000 clients dans 30 pays, dont de grandes entreprises automobiles et des fabricants de dispositifs médicaux de premier plan.
Les 28 ingénieurs certifiés de notre équipe possèdent une expertise pointue en science des matériaux, ce qui leur permet de relever des défis complexes en matière de matériaux grâce à leur connaissance des méthodes de moulage par injection de plastique.
Nous formulons des recommandations basées sur des données uniques issues de plus de 10 000 projets de moulage par injection, notamment une base de données dédiée qui suit les taux de retrait et les paramètres de processus pour 200 plastiques courants utilisés dans le moulage par injection.
Un équipementier automobile européen a vu son taux de rebuts augmenter à 38 % parce qu'il avait choisi les mauvais matériaux pour la production de pièces de moteur.
Le client a économisé plus de 200 000 $ par an après que JS Precision a sélectionné le plastique PA66 modifié sur mesure comme le meilleur plastique pour le moulage par injection et a amélioré le processus de production, ce qui a réduit la production de rebuts à 1,8 %.
Nos recommandations sont conformes aux normes internationales qui exigent que les plastiques de qualité médicale répondent aux exigences de la norme ISO 10993, garantissant ainsi la conformité et la fiabilité opérationnelle des produits. Nous offrons une assistance complète, depuis le choix des matériaux jusqu'à l'optimisation des moules et la validation de la production.
Notre expérience démontre que nous pouvons accompagner votre entreprise dans l'obtention d'une qualité de produit stable et de méthodes de production économiques, que vous produisiez des biens de consommation en grande quantité ou des équipements aérospatiaux exigeant une grande précision.
Prêt à tirer parti de notre expertise ? Contactez nos ingénieurs dès aujourd’hui pour une consultation initiale gratuite sur les plastiques pour le moulage par injection et laissez-nous vous aider à éviter les pièges rencontrés par 70 % des projets non accompagnés de professionnels.
Quels sont les plastiques les plus couramment utilisés pour le moulage par injection et comment les classifie-t-on ?
Les deux principales classifications des plastiques pour moulage par injection sont les matériaux amorphes et les matériaux semi-cristallins. La distinction entre ces deux propriétés constitue un fondement essentiel que les ingénieurs doivent maîtriser avant d'entreprendre leurs travaux de moulage par injection.
Nos données compilées comprennent les propriétés des plastiques courants utilisés dans le moulage par injection et les normes de classification qui vous aident à identifier l'utilisation des matériaux dans des situations spécifiques.
Amorphe vs. semi-cristallin : les différences de retrait peuvent atteindre un facteur 5.
- Plastiques non cristallins (ABS, PC, PMMA) : désordre moléculaire, taux de retrait de 0,4 % à 0,8 % , stabilité dimensionnelle, adaptés aux pièces de précision, faible résistance chimique.
- Plastiques semi-cristallins (PA, POM, PP) : moléculairement ordonnés, avec un taux de retrait de 1,5 % à 3,0 %, haute résistance, bonne résistance chimique, mais avec un retrait anisotrope.
Détails techniques : Le taux de retrait du PA6 varie de 0,5 % à 1,5 %, tandis que celui du POM se situe entre 2,0 % et 2,5 %. L’utilisation de matériaux inadaptés engendre des défauts, sources de problèmes de moulage et de gaspillage de matière. Les essais de retrait doivent être réalisés conformément à la norme ASTM D955 .
La fluidité détermine le cycle de moulage
- La viscosité à l'état fondu des plastiques semi-cristallins diminue rapidement, ce qui permet une bonne fluidité ; cependant, le matériau doit attendre de longues périodes avant de pouvoir cristalliser.
- Les plastiques amorphes commencent à se ramollir sans présenter de point de fusion distinct, ce qui nécessite des périodes de refroidissement prolongées pour maintenir leurs dimensions physiques.
Les tableaux de données que nous avons créés présentent des informations complètes sur les performances de plusieurs matériaux de base, notamment leurs taux de retrait, leurs caractéristiques mécaniques et leurs propriétés de transformation.
| Nom du matériau | Plage de retrait (%) | Température de fléchissement sous l'effet de la chaleur (°C) | Résistance à la traction (MPa) | Indice de fluidité à chaud (g/10 min) |
| ABS | 0,4-0,8 | 88-98 | 40-50 | 1,5-20 |
| PC | 0,5-0,7 | 130-140 | 60-70 | 5-15 |
| PA6 | 0,5-1,5 | 60-80 | 70-80 | 10-30 |
| PA66 | 0,8-1,8 | 75-90 | 80-90 | 5-25 |
| POM | 2,0-2,5 | 110-120 | 60-70 | 2.0-30 |
| PP | 1,0-2,5 | 70-100 | 20-30 | 2-35 |
| PMMA | 0,3-0,6 | 70-80 | 50-70 | 1,5-10 |
Vous souhaitez confirmer la catégorie de votre matériau cible ? Téléchargez notre livre blanc gratuit sur les types de plastiques pour le moulage par injection , qui contient des données de performance détaillées pour plus de 50 matériaux couramment utilisés.

Figure 1 : Plusieurs tas de granulés de plastique cubiques de taille uniforme et de couleurs variées comme le rouge, le bleu, le vert et le cyan, présentés sur un fond blanc.
Pourquoi les pièces plastiques destinées au moulage par injection échouent-elles lors du moulage ?
Même avec un choix judicieux de plastique pour le moulage par injection, des défauts peuvent subsister, les plus fréquents étant les points noirs, les fissures fragiles et les filaments argentés . Un diagnostic rapide permet de gagner du temps et de réduire les coûts.
Guide de diagnostic rapide sur site
- Points noirs : Ils proviennent de cylindres sales ou d’impuretés dans le matériau. L’utilisation de plastiques de mauvaise qualité lors du moulage par injection est à l’origine de ce défaut.
- Rupture fragile : Elle se produit lorsque la température de fusion est trop élevée, entraînant une dégradation, ou lorsque la teneur en matériaux recyclés dépasse 30 %. Ces deux phénomènes endommagent la structure du polymère et diminuent sa résistance aux chocs.
- Traces argentées : généralement dues à un séchage insuffisant des matériaux hygroscopiques. Il est impératif de vérifier immédiatement le séchage et de contrôler le taux d’humidité.
Problèmes liés aux matériaux vs. problèmes liés aux procédés
Logique de raisonnement simple : si plusieurs machines utilisant le même plastique présentent des problèmes, le souci provient probablement du matériau. Si une seule machine tombe en panne, il s’agit sans doute d’un problème de processus ou d’équipement. Cela permet d’éviter les conflits avec les fournisseurs et d’accélérer les réparations, du moins en théorie.
Quels sont les plastiques utilisés dans le moulage par injection qui génèrent le plus de rebuts et de retouches ?
Dans les matières plastiques utilisées en moulage par injection , les matériaux hygroscopiques et thermosensibles constituent les principales sources de rebuts, et leurs caractéristiques exigent un contrôle rigoureux du processus. Même de faibles écarts peuvent engendrer des défauts coûteux.
Le piège à dessiccation des matériaux hygroscopiques
Les plastiques comme le PA6, l'ABS et le PC absorbent facilement l'humidité. Ils doivent être séchés jusqu'à un taux d'humidité inférieur à 0,02 % à 0,2 % avant utilisation. Un séchage insuffisant peut entraîner l'apparition de défauts tels que des stries argentées et des bulles d'air . Le PA6 non séché peut perdre jusqu'à 30 % de sa résistance aux chocs.
La fenêtre de traitement des matériaux thermosensibles
Le PVC et certains plastiques techniques ont une plage de transformation très étroite. Leur température de dégradation est proche de leur point de fusion. Un séjour trop long dans le fût entraîne la dégradation du matériau, la formation de taches noires et le dégagement de fumées toxiques.
Taux de matériaux recyclés non contrôlé
Si la proportion de matériaux recyclés (PCR/PIR) dépasse 30 %, le matériau est susceptible de se rompre de manière fragile et de présenter des points noirs. Le fournisseur doit préciser cette proportion et fournir les données d'essais relatives aux plastiques recyclés utilisés pour le moulage par injection.
De plus, la compréhension des caractéristiques de recyclage des plastiques courants utilisés pour le moulage par injection, associée à la classification des types de plastiques pour le moulage par injection, permet de mieux contrôler les risques liés à l'utilisation de matériaux recyclés.
Vous souhaitez réduire vos taux de rebut ? JS Precision vous propose une analyse de coûts gratuite de votre processus actuel, incluant des recommandations sur le meilleur plastique pour le moulage par injection et l’optimisation des paramètres de processus afin de minimiser les retouches.
Comment identifier le meilleur plastique pour le moulage par injection entre les qualités courantes et les qualités techniques ?
Le choix du PP ou du PE pour les applications commerciales et du PA6, du PC ou du POM pour les applications d'ingénierie est primordial lors de la conception de pièces pour le moulage par injection. Ces matériaux doivent correspondre au comportement de la pièce sous contrainte et dans des conditions réelles d'utilisation. Le choix approprié dépend des exigences mécaniques du produit et de son environnement d'utilisation quotidien.
PP vs. PA6 : Comparaison approfondie des paramètres techniques
| Indicateurs de performance | PP | PA6 |
| Rétrécissement (%) | 1,0-2,5 | 0,5-1,5 |
| Résistance à la traction (MPa) | 20-30 | 70-80 |
| Température de fléchissement sous l'effet de la chaleur (°C) | 70-100 | 60-80 |
| exigences de séchage | En général, aucun séchage n'est nécessaire. | Doit être séché jusqu'à un taux d'humidité < 0,2 % |
| Coût (USD/kg) | 1,2-1,5 | 3,0-3,5 |
- Analyse du marché : Le PP coûte moins cher à l’unité, mais une épaisseur de paroi insuffisante peut faire grimper le taux de rebuts à plus de 20 %. Le PA6 est plus onéreux, mais il garantit des dimensions constantes et le taux de rebuts descend en dessous de 2 % pour les grandes séries. De ce fait, le PA6 s’avère généralement plus économique malgré son coût initial plus élevé. Le choix dépendra du niveau de risque de rebuts que le processus de production peut supporter.
Matrice de décision de sélection
- Besoin d'une résistance à la chaleur supérieure à 80 °C ? → Plastiques techniques (PC avec une température de fléchissement sous charge supérieure à 120 °C)
- Besoin de résistance à l'usure ? → POM ou PA
- Souci du coût et exigences de performance faibles ? → PP ou PE
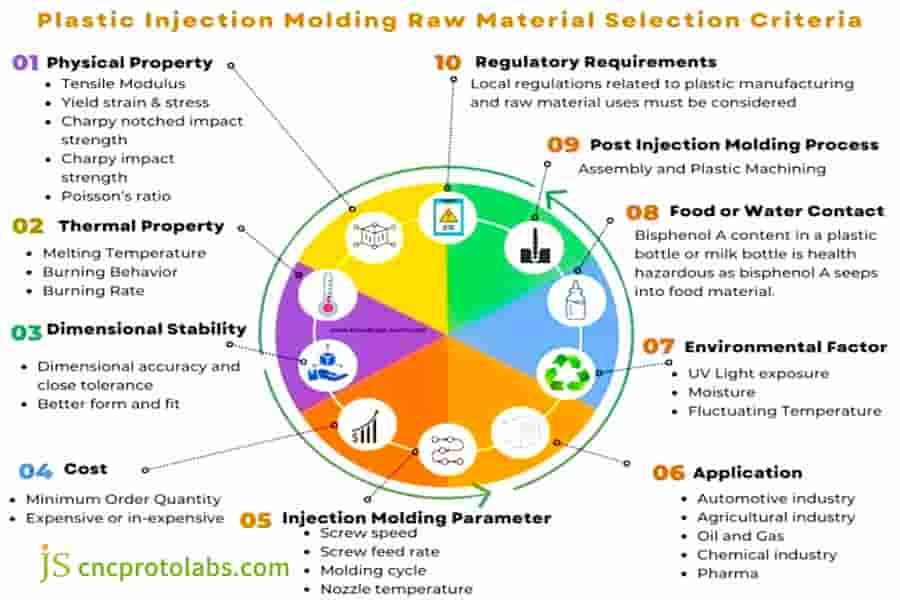
Figure 2 : Un diagramme radar circulaire décrivant les critères de sélection des plastiques dans le moulage par injection, couvrant des facteurs tels que les propriétés physiques, les propriétés thermiques, le coût et l'application.
Comment analyser et contrôler avec précision le coût des plastiques pour le moulage par injection ?
Les coûts liés au moulage par injection comprennent trois éléments : le coût des matières premières (représentant 30 % à 60 % du coût total), les frais d’acquisition du moule (une seule fois) et les coûts de traitement (qui dépendent de la durée des cycles de production). L’optimisation des coûts nécessite de considérer le coût total plutôt que le prix unitaire.
Prix unitaire du matériau ≠ coût unitaire
Le prix unitaire du PP est de 1,2 à 1,5 $/kg, mais une épaisseur de paroi inadéquate peut entraîner un taux de rebut supérieur à 20 %. Le prix unitaire du PA6 est plus élevé, mais sa stabilité dimensionnelle est meilleure et, en production de masse, le taux de rebut peut être réduit à moins de 2 %, ce qui se traduit par un coût total plus avantageux.
Principaux impacts du temps de cycle
- Le temps d'éjection dépend de la température de déformation thermique (HDT) car les températures plus élevées diminuent les temps de refroidissement.
- L'étude de cas a révélé que le passage au PBT-GF15 entraînait une réduction de 30 % du temps de cycle de production tout en augmentant l'efficacité de la production.
- Coûts énergétiques : La réduction du temps de cycle de 15 à 22 % entraîne une diminution de plus de 15 % de la consommation d'énergie unitaire.
Mathématiques de l'amortissement des moules :
- Les volumes de production atteignant 100 000 unités nécessitent des moules à une seule cavité, tandis que les volumes de production dépassant 500 000 unités peuvent utiliser des moules à quatre cavités, ce qui réduit les coûts unitaires de 30 % à 50 %.
- Les dépenses liées à l'entretien des moules complexes représentent de 15 % à 20 % de leur coût initial et doivent être comptabilisées dans les états financiers.
Afin de démontrer clairement l'impact spécifique des différentes propriétés des matériaux sur le coût unitaire, nous avons calculé les différences de coût pour différents volumes de production à l'aide d'un modèle mathématique. Le tableau de données ci-dessous présente ces données :
| Type de matériau | Coût unitaire du matériau (USD/kg) | Utilisation de matière par unité (g) | Coût des matériaux (USD/unité) | Taux de rebut (%) | Pourcentage du coût global |
| Matériau polyvalent à faible coût (PP) | 1,35 | 25 | 0,0338 | 5 | 35% |
| Matériau d'ingénierie de performance moyenne (PA6) | 3.2 | 20 | 0,064 | 2 | 45% |
| Matériau modifié haute performance (CF-PA66) | 5.5 | 18 | 0,099 | 1.2 | 55% |
| Matériau ultra haute performance (PEEK) | 28.0 | 15 | 0,42 | 0,5 | 80% |

Figure 3 : Un assortiment de pièces en plastique moulées par injection de formes, de tailles et de couleurs variées, comprenant de grandes pièces courbes, des conteneurs et de petits composants, présentés sur une surface orange.
Le choix du meilleur plastique pour le moulage par injection varie-t-il en fonction des objectifs de développement durable ?
Dans le contexte du développement durable, le choix du meilleur plastique pour le moulage par injection est influencé par des facteurs environnementaux, et les matériaux PCR et le PLA gagnent progressivement en popularité, mais un contrôle spécifique du processus est nécessaire pour résoudre les problèmes de fluctuations de viscosité et de dégradation.
Défis liés aux matériaux PCR :
Les propriétés des plastiques recyclés utilisés pour le moulage par injection se dégradent en raison de deux facteurs : la pollution et la dégradation des chaînes polymères. L’entreprise doit adapter ses paramètres de production et réaliser des audits de qualification des fournisseurs approfondis afin de prévenir l’apparition de défauts.
Fenêtre de procédé pour les plastiques biosourcés (PLA) :
En raison de sa faible stabilité thermique, les températures de transformation du PLA doivent être maintenues entre 180 et 210 °C. Le procédé de production exige que le temps de séjour dans le cylindre reste inférieur à la limite maximale, ce qui rend la planification de la production indispensable, les temps de cycle étant supérieurs de 10 à 15 % à ceux des plastiques traditionnels.
Assistance du fournisseur requise :
- Technologies de modification : Pour compenser la dégradation des performances des matériaux recyclés.
- Documents de certification : certification à la norme mondiale de recyclage (GRS) et données sur les émissions de carbone.
Comment déterminer le meilleur plastique pour le moulage par injection pour votre projet ?
Le processus de choix du matériau plastique le plus approprié pour le moulage par injection exige une méthode d'évaluation systématique qui doit prendre en compte trois facteurs : les performances du matériau, la capacité de traitement et les coûts de production.
Les objectifs du projet peuvent être atteints grâce à la mise en œuvre de ces sept étapes qui garantissent que les matériaux utilisés dans le projet répondent aux normes requises.
Méthode de sélection en sept étapes
- Définition des exigences : Le processus de test exige la confirmation des forces mécaniques, ce qui permettra de tester les températures de fonctionnement, l’exposition chimique et les exigences réglementaires auxquelles la pièce doit se conformer.
- Déterminer les indicateurs clés de performance : Cette section établit les exigences de performance essentielles qui doivent être atteintes, notamment la résistance à la traction, la résistance à la chaleur et le coût unitaire.
- Classification préliminaire : Le processus doit déterminer s’il convient d’utiliser des plastiques de qualité commerciale ou des plastiques de qualité technique pour l’application prévue.
- Comparaison des matériaux candidats : Le processus doit évaluer des caractéristiques importantes telles que le taux de retrait, la température de déformation à chaud, l’indice de fluidité à chaud (MFI) et les exigences de séchage.
- Calcul du coût total : Le processus doit évaluer les dépenses totales, incluant tous les coûts, au lieu de se concentrer uniquement sur le coût des matériaux par unité.
- Consultez des experts : les ingénieurs en matériaux aident à valider le processus de sélection logique grâce à leur expertise.
- Validation du prototype : Le processus de test exige que des pièces réelles soient testées avec le matériau afin de prouver que les normes de performance ont été atteintes.
La valeur de la précision JS
- Base de données des matériaux : La base de données comprend plus de 200 plastiques techniques et plastiques de qualité commerciale pour le moulage par injection.
- Analyse du flux de moulage : cet outil permet aux utilisateurs de prévoir les processus de remplissage et de refroidissement ainsi que le comportement au gauchissement, ce qui leur permet de réduire leurs besoins en tests de moules.
- Assistance au moulage d'essai : Ce service offre une assistance technique complète couvrant l'ensemble du processus, de la sélection des matériaux à l'optimisation de la conception du moule.
Étude de cas JS Precision : Taux de rebut de matériaux d'un bras articulé de robot collaboratif
Une start-up spécialisée en robotique développe un robot collaboratif léger dont les bras articulés sont fabriqués en nylon renforcé de fibres de carbone (CF-PA66) par moulage par injection plastique. Après trois mois de production, le taux de rebut a atteint 45 %, ce qui compromet sérieusement la livraison du projet.
Les principaux problèmes rencontrés ont entraîné une production importante de rebuts sur le site d'assemblage, représentant 62 % des déchets. Le relâchement important des fibres en surface a causé 28 % des déchets, tandis que la casse lors des essais de charge en a représenté 10 %. Le client envisageait de revenir à l'usinage d'alliages d'aluminium, ce qui triplerait le coût et augmenterait le poids de 60 %.
Résultats du diagnostic
L'équipe technique de JS Precision a effectué une visite sur site d'une semaine pour son analyse, qui a révélé trois problèmes techniques majeurs.
- Niveau du matériau : La distribution des fibres de carbone présente une répartition inégale, ce qui entraîne un comportement de retrait imprévisible en raison de ses propriétés anisotropes.
- Niveau de processus : La température réelle du moule n’a atteint que 60 °C , contrairement aux 120 °C requis par la conception. Cette température a empêché un alignement correct des fibres de carbone.
- Niveau de conception : Une concentration de contraintes se développe aux points où l’épaisseur de la paroi change brusquement, car tous les angles ont un rayon de 0,5 mm. Le facteur de concentration de contraintes théorique pour cette conception est égal à 3,2.
Solution
1. Reconfiguration du matériau : L’équipe de développement de JS Precision a mis au point un nouveau matériau CF-PA66 intégrant un agent de nucléation pour contrôler le processus de cristallisation, ce qui a permis de réduire le retrait à 0,8 %. Les résultats obtenus présentent une différence d’anisotropie de 0,2 %.
2. Modification du moule : Le nouveau régulateur de température permet un maintien constant de la température à 120 ± 2 °C. L’emplacement de la buse a été optimisé, réduisant la longueur d’écoulement de 40 %, et le rayon de courbure (R) a été augmenté de 0,5 mm à 2,0 mm.
3. Processus de durcissement : Un processus de séchage à 110℃ pendant 4 heures a été adopté (teneur en humidité <0,02%), la pression de maintien a été augmentée de 60MPa à 85MPa, un contrôle segmenté de la vitesse d'injection a été mis en œuvre pour éliminer les marques de jet.
Résultats finaux
| Indicateurs | Avant l'amélioration | Après amélioration |
| Taux de récupération | 45% | 1,2% |
| CPK dimensionnel | 0,8 | 1,33 |
| Poids du bras articulé | - | 55 % plus léger que l'alliage d'aluminium |
| Coût unitaire | 60 $ (ferraille comprise) | 23 $ |
| Délai de livraison | 45 jours | 12 jours |
Ce cas illustre comment le choix des plastiques adaptés au moulage par injection et l'optimisation de l'ensemble du système de production peuvent transformer radicalement les résultats d'un projet. Vous rencontrez des difficultés similaires liées aux matériaux ? Contactez JS Precision dès aujourd'hui pour découvrir comment nos solutions personnalisées peuvent réduire votre taux de rebut et améliorer les performances de vos produits.

Figure 4 : Trois pièces moulées par injection noires à haute résistance en nylon renforcé de fibres de carbone (CF-PA66), avec une finition brillante, probablement pour des applications d'articulations robotiques.
FAQ
Q1 : Comment choisir entre les matériaux ABS et PC ?
L'ABS offre une solution économique permettant une électroplacage aisée, tandis que le PC allie une résistance mécanique supérieure à une transparence et une résistance thermique exceptionnelles. L'ABS est recommandé pour les composants externes, tandis que le PC est préférable pour les éléments transparents et les pièces nécessitant une protection contre les chocs importants.
Q2 : Quel est le taux de retrait du PP ?
Le taux de retrait du polypropylène (PP) varie de 1,0 % à 2,5 % car les charges et les paramètres de transformation influencent ce taux. La conception doit débuter par une valeur moyenne que les concepteurs adapteront à leurs besoins.
Q3 : Pourquoi le POM présente-t-il des problèmes de déformation ?
Le POM présente un taux de retrait maximal de 2,0 % à 2,5 % en raison de sa composition semi-cristalline et de ses propriétés qui varient considérablement selon la direction. La mise en place de méthodes précises de refroidissement et de maintien de la pression contribuera à réduire les problèmes de déformation.
Q4 : Quel matériau a le prix unitaire le plus bas ?
Les plastiques commerciaux les plus abordables sont le PP, le PE et le PVC, dont la valeur marchande se situe entre 1,2 et 1,5 dollar le kilogramme. L'évaluation complète des coûts nécessite l'analyse des déchets et des opérations de transformation nécessaires.
Q5 : Les matériaux recyclés peuvent-ils contenir des PCR ?
Ces matériaux peuvent être utilisés, mais leur qualité et leur stabilité dépendent de la vérification du ratio PCR, de la capacité de modification du fournisseur et des exigences de certification GRS.
Q6 : Pourquoi le PEEK a-t-il un prix élevé ?
Le PEEK est un plastique technique haute performance qui conserve son intégrité structurelle à des températures atteignant 260 °C. Ce matériau possède une résistance exceptionnelle, ce qui le rend idéal pour des applications aérospatiales et médicales de pointe, justifiant ainsi son coût élevé.
Q7 : Comment mesure-t-on le taux de retrait du moule ?
La fiche technique du matériau (FTM) sert de référence. Le taux de retrait des plastiques semi-cristallins doit être compris entre 1,5 % et 2,5 %, tandis que celui des plastiques amorphes doit être compris entre 0,4 % et 0,8 %. Les pièces de précision doivent faire l'objet d'une analyse d'écoulement du matériau dans le moule.
Q8 : Quel type de support JS Precision propose-t-il ?
JS Precision propose des services de conseil en sélection de matériaux , d'analyse du flux de moulage, d'optimisation de moule et d'assistance au moulage d'essai afin de garantir une adéquation parfaite entre les plastiques destinés au moulage par injection et le moule.
Résumé
Le choix des matières plastiques appropriées pour le moulage par injection est une condition essentielle qui détermine à la fois le taux de réussite du projet et ses coûts. Ce processus exige l'évaluation des différentes options de matériaux, l'analyse des coûts et la validation des fournisseurs par des experts.
JS Precision propose des services de moulage par injection plastique depuis plus de 15 ans, et a su résoudre avec succès des problèmes complexes liés aux matériaux pour des clients du monde entier. Un mauvais choix de matériaux peut entraîner des retards et des dépassements de coûts pour votre projet.
Soumettez dès maintenant vos dessins 3D et vos exigences , et nos ingénieurs vous recommanderont les meilleurs plastiques pour le moulage par injection et vous fourniront une analyse de faisabilité gratuite afin de mettre votre projet sur la voie du succès.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

