
Kunststoffe für das Spritzgießen sind der zentrale Grundstein für erfolgreiche Spritzgießprojekte, und die Auswahl der falschen Materialien führt oft zum Verlust von Zeit und Geld, die in der Anfangsphase investiert wurden.
Man könnte Zehntausende von Dollar für eine Form ausgeben und trotzdem falsche Maße erhalten, weil der Kunststoff zu stark oder zu wenig schrumpft. Umgekehrt kann die Wahl billiger Materialien zur Kosteneinsparung später zu hohen Ausschussquoten führen.
Das Hauptproblem liegt in der Herstellung des erstgenannten Kunststoffs. Dieser Leitfaden hilft Ihnen, technische Spezifikationen und Preisfragen zu vergleichen und den Kunststoff zu finden, der Ihren tatsächlichen Bedürfnissen entspricht.
Es ist in der Regel wichtiger, die Schwindungsrate des Materials exakt an die Konstruktionsanforderungen anzupassen. Eine gute Passform reduziert wahrscheinlich Abfall und vermeidet kostspielige Nacharbeiten.
Zusammenfassung der wichtigsten Antworten:
Der Artikel erklärt, wie man den richtigen Kunststoff für das Spritzgießen auswählt und behandelt Materialarten, Preise und die Auswahl von Lieferanten. Er liefert klare Zahlen, wie beispielsweise den Schwindungswert von 0,2 % bis 3,5 %, und bietet einen praktischen Ansatz zur Entscheidung zwischen Leistung und Preis. Denn die falsche Wahl kann zu Ausschuss oder Verzögerungen führen.
Diese Methode gewährleistet einen reibungslosen Produktionsablauf durch die Auswahl geeigneter Materialien. Eine gute Materialauswahl verhindert Verschwendung und minimiert Ausfallzeiten aufgrund von Prozessfehlern.
| Wichtigste Abmessungen | Technische Details | Geschäftswert |
| Materialklassifizierung | Amorphe Kunststoffe schrumpfen um 0,4 % bis 0,8 %, teilkristalline Kunststoffe um 1,5 % bis 3,0 %. | Konstrukteure müssen die Formgrößen anpassen, um Fehler zu vermeiden. |
| Kostenkontrolle | Die Rohstoffkosten machen 30 % bis 60 % der Gesamtausgaben aus. Längere Produktionszyklen erhöhen die Stückpreise. | Die Gesamtbetriebskosten senken und versteckte Verluste reduzieren. |
| Lieferantenauswahl | Prüfen Sie vor der Auswahl der Lieferanten die Trocknungsschritte, den Reinheitsgrad und die offiziellen Dokumente. | Konflikte minimieren und bei Bedarf schnell auf andere Materialien umsteigen. |
Wichtigste Schlussfolgerungen:
- Materialklassifizierung zuerst: Der Unterschied in der Schrumpfungsrate zwischen amorphen und teilkristallinen Kunststoffen kann bis zu 5 Mal betragen; dies muss vor der Werkzeugkonstruktion bestätigt werden.
- Kostenüberlegungen: Ein niedriger Materialstückpreis bedeutet nicht automatisch niedrige Gesamtkosten, da Ausschussquote und Zykluszeit wichtige Faktoren darstellen.
- Ausschussmuster: Der Hauptgrund für Ausschuss entsteht, wenn hygroskopische Materialien (PA und ABS) nicht ausreichend trocknen, da die Lieferanten Trocknungsparameter angeben müssen.
- Nachhaltig und umsetzbar: PCR-Materialien benötigen Modifizierungstechnologien, und die Lieferanten müssen GRS- und andere Zertifizierungen vorlegen.
Warum Sie diesem Leitfaden vertrauen können? Die Expertise von JS Precision bei der Auswahl von Kunststoffen für den Spritzguss
Die Spritzgussindustrie verlangt von den Betrieben, die sich auf Kunststoffspritzguss spezialisiert haben, die Auswahl zuverlässiger Partner mit etablierten Kompetenzen, da diese Wahl fatale Bedienungsfehler verhindert.
JS Precision widmet sich seit mehr als 15 Jahren der Entwicklung von Spritzgusslösungen, die bereits über 5.000 Kunden in 30 Ländern erreicht haben, darunter große Automobilhersteller und führende Medizintechnikhersteller.
Die 28 zertifizierten Ingenieure in unserem Team verfügen über fortgeschrittene Materialwissenschaftskenntnisse, die es ihnen ermöglichen, schwierige Materialherausforderungen durch ihr Wissen über Kunststoffspritzgussverfahren zu bewältigen.
Wir bieten Empfehlungen an, die auf einzigartigen Daten aus mehr als 10.000 Spritzgussprojekten basieren. Dazu gehört auch eine spezielle Datenbank, die Schrumpfungsraten und Prozessparameter für 200 gängige Kunststoffe für den Spritzguss erfasst.
Ein europäischer Automobilzulieferer musste einen Anstieg seiner Ausschussquote auf 38 % hinnehmen, weil er die falschen Materialien für die Motorenteileproduktion ausgewählt hatte.
Der Kunde sparte mehr als 200.000 US-Dollar pro Jahr, nachdem JS Precision den speziell modifizierten Kunststoff PA66 als besten Kunststoff für das Spritzgießen ausgewählt und den Produktionsprozess verbessert hatte, wodurch die Ausschussproduktion auf 1,8 % reduziert wurde.
Unsere Empfehlungen orientieren sich an internationalen Standards, die für medizinische Kunststoffe die Einhaltung der ISO 10993 vorschreiben. Dadurch wird die Konformität und Betriebssicherheit der Produkte gewährleistet. Wir bieten umfassende Unterstützung, von der Materialempfehlung über die Werkzeugoptimierung bis hin zur Produktionsvalidierung.
Unsere Geschichte beweist, dass wir Ihr Unternehmen dabei unterstützen können , eine stabile Produktqualität und wirtschaftliche Produktionsmethoden zu erreichen, egal ob Sie Konsumgüter in großen Mengen oder Luft- und Raumfahrtausrüstung herstellen, die höchste Präzision erfordert.
Sind Sie bereit, von unserer Expertise zu profitieren? Kontaktieren Sie noch heute unsere Ingenieure für eine kostenlose Erstberatung zu Kunststoffen für den Spritzguss und lassen Sie sich von uns dabei helfen, die Fallstricke zu vermeiden, in die 70 % der Projekte ohne professionelle Beratung geraten.
Welche Kunststoffe werden am häufigsten für das Spritzgießen verwendet und wie werden sie klassifiziert?
Die beiden Hauptkategorien von Spritzgusskunststoffen sind amorphe und teilkristalline Werkstoffe. Die Unterscheidung dieser beiden Eigenschaften bildet die wesentliche Grundlage, die Ingenieure verstehen müssen, bevor sie mit ihren Spritzgussarbeiten beginnen.
Unsere zusammengestellten Daten umfassen die Eigenschaften gängiger Kunststoffe, die im Spritzgussverfahren verwendet werden, sowie die Klassifizierungsstandards, die Ihnen helfen, den Materialeinsatz für bestimmte Situationen zu ermitteln.
Amorph vs. teilkristallin: Die Unterschiede in der Schrumpfung können bis zum Fünffachen betragen.
- Nichtkristalline Kunststoffe (ABS, PC, PMMA): molekulare Unordnung, Schrumpfungsrate von 0,4% -0,8% , Größenstabilität, geeignet für Präzisionsteile, geringe chemische Beständigkeit.
- Halbkristalline Kunststoffe (PA, POM, PP): molekular geordnet, mit einer Schrumpfungsrate von 1,5 % - 3,0 %, hoher Festigkeit, guter chemischer Beständigkeit, aber mit anisotroper Schrumpfung.
Technische Details: Die Schwindungsrate von PA6 liegt zwischen 0,5 % und 1,5 %, während POM eine Schwindungsrate zwischen 2,0 % und 2,5 % aufweist. Die Verwendung ungeeigneter Materialien führt zu Defekten, die sowohl Formprobleme als auch Materialverschwendung verursachen. Die Schwindungsprüfung muss gemäß ASTM D955 erfolgen.
Die Fließfähigkeit bestimmt den Formgebungszyklus
- Die Schmelzviskosität von teilkristallinen Kunststoffen nimmt rasch ab, was eine gute Fließfähigkeit ermöglicht; allerdings muss das Material längere Zeit warten, bevor es kristallisieren kann.
- Amorphe Kunststoffe beginnen zu erweichen, ohne einen ausgeprägten Schmelzpunkt zu zeigen, weshalb längere Abkühlzeiten erforderlich sind, um ihre physikalischen Abmessungen zu erhalten.
Die von uns erstellten Datentabellen enthalten vollständige Leistungsinformationen für verschiedene Kernmaterialien, einschließlich ihrer Schrumpfungsraten und mechanischen Eigenschaften sowie ihrer Verarbeitungseigenschaften.
| Materialname | Schrumpfungsbereich (%) | Wärmeablenktemperatur (°C) | Zugfestigkeit (MPa) | Schmelzflussindex (g/10min) |
| ABS | 0,4-0,8 | 88-98 | 40-50 | 1,5-20 |
| PC | 0,5-0,7 | 130-140 | 60-70 | 5-15 |
| PA6 | 0,5-1,5 | 60-80 | 70-80 | 10-30 |
| PA66 | 0,8-1,8 | 75-90 | 80-90 | 5-25 |
| POM | 2,0-2,5 | 110-120 | 60-70 | 2.0-30 |
| PP | 1,0-2,5 | 70-100 | 20-30 | 2-35 |
| PMMA | 0,3-0,6 | 70-80 | 50-70 | 1,5-10 |
Möchten Sie die Kategorie Ihres Zielmaterials bestätigen? Laden Sie unser kostenloses Whitepaper über Spritzgusskunststoffe herunter, das detaillierte Leistungsdaten für über 50 gängige Materialien enthält.

Abbildung 1: Mehrere Haufen von gleichgroßen, würfelförmigen Kunststoffpellets in verschiedenen Farben wie Rot, Blau, Grün und Cyan vor einem weißen Hintergrund.
Warum versagen Kunststoffe beim Spritzgießen?
Selbst bei korrekter Auswahl des Kunststoffs für das Spritzgießen können Fehler auftreten, wobei schwarze Flecken, Sprödbrüche und Silberfäden die häufigsten sind. Eine schnelle Diagnose spart Zeit und Kosten.
Schnelldiagnoseleitfaden für die Vor-Ort-Diagnose
- Schwarze Flecken: Sie entstehen durch verschmutzte Fässer oder Verunreinigungen im Material. Minderwertige Kunststoffe, die beim Spritzgießen verwendet werden, führen zu diesem Fehler.
- Sprödbruch: Tritt auf, wenn die Schmelztemperatur zu hoch ist und dadurch eine Zersetzung verursacht wird oder der Recyclinganteil 30 % übersteigt. Beides schädigt die Polymerstruktur und verringert die Schlagfestigkeit.
- Silberne Streifen: Meistens bedingt durch nicht ausreichend getrocknete, hygroskopische Materialien. Der Trocknungsprozess muss umgehend überprüft und der Feuchtigkeitsgehalt gemessen werden.
Materialprobleme vs. Prozessprobleme
Einfache Beurteilungslogik: Treten bei mehreren Maschinen, die identischen Kunststoff verarbeiten, Probleme auf, liegt die Ursache wahrscheinlich im Material. Fällt nur eine Maschine aus, ist es vermutlich ein Prozess- oder Geräteproblem. Dies hilft, Konflikte mit Lieferanten zu vermeiden und die Fehlerbehebung – zumindest theoretisch – zu beschleunigen.
Welche Kunststoffe, die beim Spritzgießen verwendet werden, verursachen den meisten Nacharbeitsausschuss?
Bei Kunststoffen, die im Spritzgussverfahren verwendet werden , stellen hygroskopische und temperaturempfindliche Materialien die Hauptursache für Nachbearbeitungsabfall dar, und ihre Eigenschaften erfordern eine strenge Prozesskontrolle. Selbst geringfügige Abweichungen können zu kostspieligen Fehlern führen.
Die Trocknungsfalle für hygroskopische Materialien
Kunststoffe wie PA6, ABS und PC nehmen leicht Feuchtigkeit auf. Sie müssen vor der Verwendung auf einen Restfeuchtegehalt von unter 0,02 % bis 0,2 % getrocknet werden. Andernfalls können Probleme wie Silberstreifen und Luftblasen auftreten. Nicht getrocknetes PA6 kann bis zu 30 % seiner Schlagfestigkeit verlieren.
Das Prozessfenster wärmeempfindlicher Materialien
PVC und bestimmte technische Kunststoffe weisen einen sehr engen Verarbeitungsbereich auf. Ihre Zersetzungstemperatur liegt nahe ihrem Schmelzpunkt. Verweilen sie zu lange im Fass , zersetzen sie sich, bilden schwarze Flecken und setzen giftige Dämpfe frei.
Unkontrollierter Anteil an recyceltem Material
Bei einem Anteil von über 30 % an Recyclingmaterialien (PCR/PIR) besteht die Gefahr von Sprödbrüchen und schwarzen Flecken. Der Lieferant muss den genauen Anteil angeben und Prüfdaten für recycelte Kunststoffe im Spritzgussverfahren bereitstellen .
Darüber hinaus kann das Verständnis der Recyclingeigenschaften gängiger Kunststoffe für das Spritzgießen in Verbindung mit der Klassifizierung von Spritzgießkunststofftypen die Risiken der Verwendung von Recyclingmaterialien besser kontrollieren.
Sie möchten Ihre Ausschussquote senken? JS Precision erstellt Ihnen kostenlos eine Kostenanalyse für Ihren aktuellen Prozess, inklusive Empfehlungen für den besten Kunststoff für das Spritzgießen und Optimierung der Prozessparameter zur Minimierung von Nacharbeiten.
Wie erkennt man den besten Kunststoff für das Spritzgießen – Standard- oder technische Qualitäten?
Bei der Konstruktion von Spritzgussteilen ist die Wahl des Materials entscheidend: PP oder PE für kommerzielle Anwendungen und PA6, PC oder POM für technische Anwendungen. Die Werkstoffe müssen den Anforderungen an das Bauteil unter Belastung und im praktischen Einsatz entsprechen. Die richtige Auswahl hängt von den mechanischen Anforderungen des Produkts und den täglichen Einsatzbedingungen ab.
PP vs. PA6: Ein detaillierter Vergleich der technischen Parameter
| Leistungsindikatoren | PP | PA6 |
| Schrumpfung (%) | 1,0-2,5 | 0,5-1,5 |
| Zugfestigkeit (MPa) | 20-30 | 70-80 |
| Wärmeablenktemperatur (°C) | 70-100 | 60-80 |
| Trocknungsanforderungen | Im Allgemeinen ist kein Trocknen erforderlich. | Muss auf einen Restfeuchtegehalt von <0,2 % getrocknet werden. |
| Kosten (USD/kg) | 1,2-1,5 | 3,0-3,5 |
- Geschäftseinblicke: PP ist pro Einheit günstiger, jedoch kann eine unzureichende Wandstärke den Ausschuss auf über 20 % erhöhen. PA6 ist zwar teurer, gewährleistet aber gleichbleibende Abmessungen und reduziert den Ausschuss bei großen Serien auf unter 2 %. Dadurch ist PA6 trotz der höheren Anschaffungskosten insgesamt wahrscheinlich günstiger. Die Entscheidung hängt davon ab, wie viel Ausschussrisiko der Produktionsprozess verkraften kann.
Auswahlentscheidungsmatrix
- Benötigen Sie Hitzebeständigkeit über 80 °C? → Technische Kunststoffe (PC mit einer Wärmeformbeständigkeitstemperatur über 120 °C)
- Verschleißfestigkeit erforderlich? → POM oder PA
- Kostensensibel und geringe Leistungsanforderungen? → PP oder PE
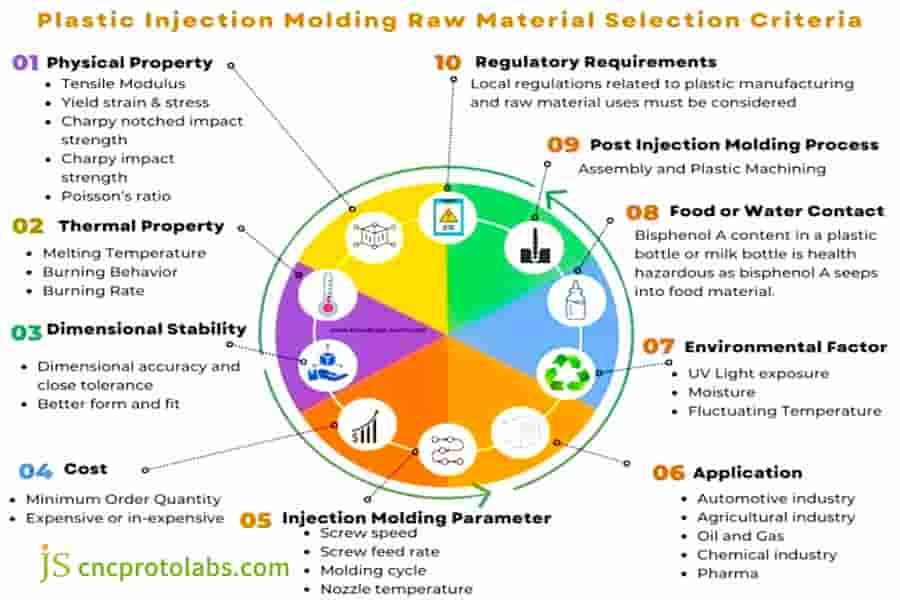
Abbildung 2: Ein kreisförmiges Radardiagramm, das die Auswahlkriterien für Kunststoffe beim Spritzgießen darstellt und Faktoren wie physikalische Eigenschaften, thermische Eigenschaften, Kosten und Anwendung berücksichtigt.
Wie lassen sich die Kosten für Kunststoffe beim Spritzgießen präzise analysieren und kontrollieren?
Die Kosten für das Spritzgießen setzen sich aus drei Komponenten zusammen: Materialkosten (30 % bis 60 % der Gesamtkosten), einmalige Werkzeugkosten und Verarbeitungskosten, deren Höhe von der Dauer der Produktionszyklen abhängt. Für eine Kostenoptimierung ist es notwendig, nicht nur den Stückpreis, sondern die Gesamtkosten zu betrachten.
Materialpreis pro Einheit ≠ Stückkosten
Der Stückpreis für PP liegt bei 1,2-1,5 $/kg, jedoch kann eine ungeeignete Wandstärke zu einer Ausschussquote von über 20 % führen. Der Stückpreis für PA6 ist höher, aber die Dimensionsstabilität ist besser, und in der Massenproduktion kann die Ausschussquote auf unter 2 % gesenkt werden, was zu günstigeren Gesamtkosten führt.
Wichtigste Auswirkungen der Zykluszeit
- Die Auswurfzeit hängt von der Wärmeverformungstemperatur (HDT) ab, da höhere Temperaturen die Abkühlzeiten verkürzen.
- Die Fallstudie ergab, dass der Wechsel des Materials zu PBT-GF15 zu einer 30%igen Verkürzung der Produktionszykluszeit bei gleichzeitiger Steigerung der Produktionseffizienz führte.
- Energiekosten: Die Zykluszeitverkürzung um 15 bis 22 % führt zu einer Senkung des Energieverbrauchs pro Einheit um mehr als 15 %.
Mathematische Grundlagen der Formamortisation:
- Bei Produktionsmengen von bis zu 100.000 Einheiten werden Einkavitätenformen benötigt, während bei Produktionsmengen von über 500.000 Einheiten Vierkavitätenformen zum Einsatz kommen können, wodurch die Stückkosten um 30 bis 50 Prozent gesenkt werden.
- Die Kosten für die Instandhaltung komplexer Formen erreichen 15 bis 20 % ihrer ursprünglichen Kosten und müssen in den Finanzberichten erfasst werden.
Um den spezifischen Einfluss unterschiedlicher Materialeigenschaften auf die Stückkosten deutlich zu veranschaulichen, haben wir die Kostenunterschiede bei verschiedenen Produktionsmengen mithilfe eines mathematischen Modells berechnet. Nachfolgend finden Sie eine entsprechende Datentabelle:
| Materialart | Materialkosten pro Einheit (USD/kg) | Materialverbrauch pro Einheit (g) | Materialkosten (USD/Einheit) | Ausschussquote (%) | Gesamtkostenanteil |
| Preisgünstiges Allzweckmaterial (PP) | 1,35 | 25 | 0,0338 | 5 | 35 % |
| Technischer Werkstoff mittlerer Leistungsfähigkeit (PA6) | 3.2 | 20 | 0,064 | 2 | 45 % |
| Hochleistungsfähiges modifiziertes Material (CF-PA66) | 5,5 | 18 | 0,099 | 1.2 | 55% |
| Ultrahochleistungsmaterial (PEEK) | 28.0 | 15 | 0,42 | 0,5 | 80% |

Abbildung 3: Eine Auswahl an spritzgegossenen Kunststoffteilen in verschiedenen Formen, Größen und Farben, darunter große gebogene Teile, Behälter und kleine Komponenten, die auf einer orangefarbenen Oberfläche präsentiert werden.
Ändert sich die Wahl des besten Kunststoffs für das Spritzgießen mit den Nachhaltigkeitszielen?
Im Kontext der nachhaltigen Entwicklung wird die Wahl des besten Kunststoffs für das Spritzgießen von Umweltfaktoren beeinflusst. PCR-Materialien und PLA gewinnen zunehmend an Beliebtheit, jedoch ist eine spezielle Prozesssteuerung erforderlich, um Viskositätsschwankungen und Degradationsprobleme zu lösen.
Herausforderungen bei PCR-Materialien:
Die Eignung von recycelten Kunststoffen für das Spritzgießen wird durch zwei Faktoren beeinträchtigt: Umweltverschmutzung und den Abbau der Polymerketten. Das Unternehmen muss seine Prozessparameter anpassen und intensive Lieferantenqualifizierungsaudits durchführen, um Fehler zu vermeiden.
Prozessfenster für biobasierte Kunststoffe (PLA):
Aufgrund der geringen thermischen Stabilität von PLA müssen die Verarbeitungstemperaturen zwischen 180 und 210 °C liegen. Der Produktionsprozess erfordert, dass die Verweilzeit im Zylinder unter dem Maximalwert bleibt, was eine sorgfältige Produktionsplanung notwendig macht, da die Zykluszeiten bei herkömmlichen Kunststoffen 10–15 % länger sind.
Unterstützung durch den Lieferanten erforderlich:
- Modifizierungstechnologien: Zum Ausgleich der Leistungsminderung von Recyclingmaterialien.
- Zertifizierungsdokumente: Zertifizierung nach dem Global Recycling Standard (GRS) und Daten zu Kohlenstoffemissionen.
Wie bestimmt man den besten Kunststoff für das Spritzgussverfahren für sein Projekt?
Der Prozess der Auswahl des am besten geeigneten Kunststoffmaterials für das Spritzgießen erfordert eine systematische Bewertungsmethode, die drei Faktoren berücksichtigen muss: Materialeigenschaften, Verarbeitungsmöglichkeiten und Produktionskosten.
Die Projektziele können durch die Ausführung dieser sieben Schritte erreicht werden, die sicherstellen, dass die im Projekt verwendeten Materialien den erforderlichen Standards entsprechen.
Siebenstufiges Auswahlverfahren
- Anforderungen definieren: Der Testprozess erfordert die Bestätigung der mechanischen Kräfte, die die Betriebstemperaturen und die chemische Belastung sowie die Einhaltung der gesetzlichen Anforderungen, denen das Bauteil standhalten muss, prüfen.
- Festlegung der wichtigsten Leistungsindikatoren: In diesem Abschnitt werden die wesentlichen Leistungsanforderungen festgelegt, zu denen Zugfestigkeit, Hitzebeständigkeit und Stückkosten gehören, die erreicht werden müssen.
- Vorläufige Klassifizierung: Im Rahmen des Prozesses muss zwischen Kunststoffen in Handelsqualität und technischen Kunststoffen für die beabsichtigte Anwendung entschieden werden.
- Vergleich der Kandidatenmaterialien: Der Prozess erfordert die Bewertung wichtiger Eigenschaften wie Schrumpfungsrate, Wärmeformbeständigkeitstemperatur, Schmelzflussindex (MFI) und Trocknungsanforderungen.
- Berechnung der Gesamtkosten: Der Prozess erfordert die Bewertung der Gesamtkosten, einschließlich aller Ausgaben , anstatt sich nur auf die Materialkosten pro Einheit zu konzentrieren.
- Experten konsultieren: Materialingenieure helfen durch ihr Fachwissen, den logischen Auswahlprozess zu überprüfen.
- Prototypenvalidierung: Im Rahmen des Testprozesses müssen tatsächliche Teile mit dem Material getestet werden, um nachzuweisen, dass die Leistungsstandards erreicht wurden.
Der Wert der JS-Präzision
- Materialdatenbank: Die Datenbank umfasst mehr als 200 technische Kunststoffe und handelsübliche Kunststoffe für das Spritzgießen.
- Mold Flow Analysis: Das Tool ermöglicht es dem Anwender, die Füll- und Abkühlprozesse sowie das Verzugsverhalten vorherzusagen, wodurch der Bedarf an Werkzeugtests reduziert werden kann.
- Unterstützung bei der Formprobe: Der Service bietet umfassende technische Unterstützung, die den gesamten Prozess von der Materialauswahl bis zur Optimierung des Formdesigns abdeckt.
JS Precision Fallstudie: Materialausschussrate eines kollaborativen Roboterarms
Ein Robotik-Startup entwickelt einen leichten kollaborativen Roboter, dessen Gelenkarme aus kohlenstofffaserverstärktem Nylon (CF-PA66) im Spritzgussverfahren hergestellt werden. Nach drei Monaten Produktion lag die Ausschussquote bei 45 %, was die Fertigstellung des Projekts ernsthaft gefährdet.
Die Hauptprobleme führten zu Ausschussproduktion am Montageort, wodurch 62 Prozent des Abfalls entstanden. Starke Faserablösungen an der Oberfläche verursachten 28 Prozent des Ausschusses, und Brüche während der Belastungsprüfung trugen zu 10 Prozent des Ausschusses bei. Der Kunde erwog die Rückkehr zur Bearbeitung von Aluminiumlegierungen, was die Kosten verdreifachen und das Gewicht um 60 Prozent erhöhen würde.
Diagnoseergebnisse
Das technische Team von JS Precision führte eine einwöchige Vor-Ort-Besichtigung zur Analyse durch, bei der drei wesentliche technische Probleme aufgedeckt wurden.
- Materialebene: Das Kohlenstofffaserverteilungsmaterial weist eine ungleichmäßige Verteilung auf, was aufgrund seiner anisotropen Eigenschaften zu einem unvorhersehbaren Schrumpfungsverhalten führt.
- Prozessniveau: Die tatsächliche Formtemperatur erreichte nur 60 °C , was von der Solltemperatur von 120 °C abweicht. Diese Temperatur verhinderte eine ordnungsgemäße Ausrichtung der Kohlenstofffasern.
- Auslegungsebene: An Stellen mit abrupten Wanddickenänderungen entsteht eine Spannungskonzentration, da alle Ecken einen Radius von 0,5 mm aufweisen. Der theoretische Spannungskonzentrationsfaktor für diese Auslegung beträgt 3,2.
Lösung
1. Materialoptimierung: Die Firma JS Precision entwickelte mit ihrem Entwicklungsteam ein neues CF-PA66-Material, dem ein Nukleierungsmittel zur Steuerung des Kristallisationsprozesses zugesetzt wurde . Dies führte zu einer Schrumpfungsdifferenz von 0,8 Prozent und einer Anisotropiedifferenz von 0,2 Prozent.
2. Werkzeugmodifikation: Der neue Temperaturregler ermöglicht die konstante Temperaturhaltung bei 120 ± 2 °C. Die Angusslage wurde optimiert, wodurch die Fließlänge um 40 % verkürzt und der Eckradius (R) von 0,5 mm auf 2,0 mm erhöht wurde.
3. Prozesshärtung: Es wurde ein Trocknungsprozess bei 110℃ über 4 Stunden angewendet (Feuchtigkeitsgehalt <0,02%), der Haltedruck wurde von 60 MPa auf 85 MPa erhöht, und es wurde eine segmentierte Einspritzgeschwindigkeitssteuerung implementiert, um Strahlmarken zu vermeiden.
Endergebnisse
| Indikatoren | Vor der Verbesserung | Nach der Verbesserung |
| Schrottrate | 45 % | 1,2 % |
| Dimensional CPK | 0,8 | 1,33 |
| Gelenkarmgewicht | - | 55 % leichter als Aluminiumlegierung |
| Stückkosten | 60 $ (einschließlich Schrott) | 23 US-Dollar |
| Lieferzeit | 45 Tage | 12 Tage |
Dieser Fall zeigt, dass die Wahl der richtigen Kunststoffe für das Spritzgießen und die Optimierung des gesamten Produktionssystems den Projekterfolg maßgeblich beeinflussen können. Stehen Sie vor ähnlichen Herausforderungen im Materialbereich? Kontaktieren Sie JS Precision noch heute und erfahren Sie, wie unsere maßgeschneiderten Lösungen Ihre Ausschussquote senken und die Produktleistung verbessern können.

Abbildung 4: Drei hochfeste, schwarze, spritzgegossene Teile aus kohlenstofffaserverstärktem Nylon (CF-PA66) mit glänzender Oberfläche, wahrscheinlich für Anwendungen im Bereich robotergestützter Gelenke.
Häufig gestellte Fragen
Frage 1: Wie sollte man zwischen ABS- und PC-Materialien wählen?
ABS bietet eine kostengünstige Lösung , die eine einfache Galvanisierung ermöglicht, während PC überlegene Festigkeit mit Transparenz und hervorragender Wärmebeständigkeit kombiniert. ABS sollte für Außenbauteile gewählt werden, PC hingegen für transparente Elemente und Teile, die Schutz vor starken Stößen benötigen.
Frage 2: Wie hoch ist die Schrumpfungsrate von PP?
Die Schrumpfungsrate von PP liegt zwischen 1,0 % und 2,5 %, da unterschiedliche Füllstoffe und Prozessparameter zu unterschiedlichen Ergebnissen führen. Der Designprozess sollte mit einem Durchschnittswert beginnen, den Designer dann an ihre Bedürfnisse anpassen.
Frage 3: Warum kommt es bei POM zu Verformungsproblemen?
POM weist aufgrund seines teilkristallinen Materials eine maximale Schrumpfungsrate von 2,0 % bis 2,5 % auf, und seine Eigenschaften zeigen deutliche richtungsabhängige Schwankungen. Die Entwicklung präziser Kühl- und Druckhalteverfahren trägt zur Verringerung von Verformungsproblemen bei.
Frage 4: Welches Material hat den niedrigsten Stückpreis?
Die günstigsten Kunststoffe in Handelsqualität sind PP, PE und PVC mit einem Marktwert zwischen 1,20 und 1,50 US-Dollar pro Kilogramm. Für eine vollständige Kostenabschätzung müssen sowohl die Abfallmaterialien als auch die notwendigen Verarbeitungsschritte berücksichtigt werden.
Frage 5: Können Recyclingmaterialien PCR-Anteile enthalten?
Die Materialien können verwendet werden, ihre Qualität und Stabilität hängen jedoch von der Überprüfung des PCR-Verhältnisses, der Anpassungsfähigkeit des Lieferanten und den GRS-Zertifizierungsanforderungen ab.
Frage 6: Warum hat PEEK einen hohen Preis?
PEEK dient als Hochleistungskunststoff, der seine strukturelle Integrität bis zu Temperaturen von 260 °C beibehält. Das Material zeichnet sich durch hervorragende Festigkeit aus, wodurch es sich für den Einsatz in anspruchsvollen Anwendungen der Luft- und Raumfahrt sowie für medizinische Implantate qualifiziert, was jedoch zu höheren Kosten führt.
Frage 7: Wie misst man die Schrumpfungsrate der Form?
Das technische Datenblatt (TDS) dient als Standardreferenz. Die Schwindungsrate für teilkristalline Kunststoffe sollte zwischen 1,5 % und 2,5 % liegen, die für amorphe Kunststoffe zwischen 0,4 % und 0,8 %. Präzisionsteile sollten einer Formfüllanalyse unterzogen werden.
Frage 8: Welche Unterstützung bietet JS Precision?
JS Precision bietet Beratung zur Materialauswahl , Formfüllanalyse, Formoptimierung und Unterstützung bei Probeformungen, um eine perfekte Abstimmung zwischen den Kunststoffen für den Spritzguss und der Form zu gewährleisten.
Zusammenfassung
Die Auswahl geeigneter Kunststoffe für das Spritzgießen ist eine Grundvoraussetzung, die sowohl den Projekterfolg als auch die damit verbundenen Kosten bestimmt. Der Prozess erfordert die Bewertung von Materialvarianten, die Kostenanalyse und die Auswahl geeigneter Lieferanten durch Experten.
JS Precision bietet seit über 15 Jahren Dienstleistungen im Bereich Kunststoffspritzguss an und hat dabei bereits erfolgreich komplexe Materialprobleme für Kunden weltweit gelöst. Eine falsche Materialauswahl kann zu Verzögerungen und Kostensteigerungen Ihres Projekts führen.
Reichen Sie jetzt Ihre 3D-Zeichnungen und Anforderungen ein , und unsere Ingenieure empfehlen Ihnen die besten Kunststoffe für das Spritzgießen und bieten Ihnen eine kostenlose Fertigungsanalyse an, um Ihr Projekt auf den Weg zum Erfolg zu bringen.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

