
La scelta dei materiali plastici per lo stampaggio a iniezione è fondamentale per la buona riuscita di qualsiasi progetto, e selezionare quelli sbagliati spesso si traduce in una perdita di tempo e denaro investiti nelle fasi iniziali.
Potresti spendere decine di migliaia di dollari per uno stampo e ritrovarti comunque con dimensioni errate perché la plastica si restringe troppo o troppo poco. In alternativa, scegliere materiali economici per ridurre le spese potrebbe portare a un elevato tasso di scarti in seguito.
Il problema principale risiede nel processo decisionale relativo alla scelta iniziale del tipo di plastica. Questa guida vi aiuterà a districarvi tra specifiche tecniche e considerazioni di prezzo per trovare una plastica che soddisfi le vostre reali esigenze.
In genere, è più importante che il tasso di ritiro del materiale corrisponda esattamente ai requisiti di progettazione. Una buona corrispondenza riduce probabilmente gli sprechi ed evita costose rilavorazioni.
Riepilogo delle risposte chiave:
L'articolo esamina come scegliere la plastica giusta per lo stampaggio a iniezione, trattando i tipi di materiale, i prezzi e la scelta dei fornitori. Fornisce dati precisi, come il ritiro che varia dallo 0,2% al 3,5%, e un approccio pratico per aiutare a decidere tra prestazioni e prezzo. Il punto è che una scelta sbagliata può portare a scarti di stampo o ritardi.
Questo metodo mantiene la produzione sui binari giusti garantendo la corretta selezione dei materiali. Una buona selezione previene gli sprechi e riduce i tempi di inattività causati da errori nel processo.
| Dimensioni chiave | Aspetti tecnici | Valore aziendale |
| Classificazione dei materiali | Le materie plastiche amorfe si restringono dallo 0,4% allo 0,8%, quelle semicristalline dall'1,5% al 3,0%. | I progettisti devono adattare le dimensioni degli stampi per evitare errori. |
| Controllo dei costi | Le spese per le materie prime rappresentano dal 30% al 60% della spesa totale. Cicli più lunghi comportano un aumento dei prezzi unitari. | Migliora il costo totale di proprietà e riduci le perdite occulte. |
| Selezione dei fornitori | Prima di scegliere i fornitori, verificate le fasi di essiccazione, i livelli di purezza e la documentazione ufficiale. | Riduci i conflitti e, se necessario, cambia rapidamente i materiali. |
Conclusioni principali:
- Classificazione dei materiali: innanzitutto, la differenza nel tasso di ritiro tra le plastiche amorfe e quelle semicristalline può arrivare fino a 5 volte; questo aspetto deve essere verificato prima della progettazione dello stampo.
- Considerazioni sui costi: un basso prezzo unitario del materiale non equivale a un basso costo totale, poiché il tasso di scarto e il tempo di ciclo rappresentano fattori importanti.
- Modelli di scarto: La causa principale degli scarti si verifica quando i materiali igroscopici (PA e ABS) non si asciugano a sufficienza perché i fornitori devono fornire i parametri di asciugatura.
- Sostenibile e implementabile: i materiali PCR necessitano di tecnologie di modifica, mentre i fornitori devono fornire certificazioni GRS e altre certificazioni.
Perché fidarsi di questa guida? L'esperienza di JS Precision nella selezione delle materie plastiche per lo stampaggio a iniezione.
L'industria dello stampaggio richiede alle aziende di stampaggio a iniezione di materie plastiche di selezionare partner affidabili e con comprovate competenze, poiché questa scelta previene errori operativi fatali.
JS Precision si dedica da oltre 15 anni allo sviluppo di soluzioni di stampaggio a iniezione che hanno raggiunto oltre 5.000 clienti in 30 paesi, tra cui importanti case automobilistiche e produttori leader di dispositivi medici.
I 28 ingegneri certificati del nostro team possiedono competenze avanzate in scienza dei materiali, che consentono loro di affrontare complesse sfide relative ai materiali grazie alla loro conoscenza dei metodi di stampaggio a iniezione delle materie plastiche.
Forniamo raccomandazioni che utilizzano dati unici ottenuti da oltre 10.000 progetti di stampaggio a iniezione, tra cui un database dedicato che tiene traccia dei tassi di ritiro e dei parametri di processo per 200 materie plastiche comuni utilizzate nello stampaggio a iniezione.
Un fornitore europeo del settore automobilistico ha visto il proprio tasso di scarto aumentare al 38% a causa della scelta di materiali errati per la produzione di componenti del motore.
Il cliente ha risparmiato oltre 200.000 dollari all'anno dopo che JS Precision ha selezionato la plastica PA66 modificata su misura come la migliore per lo stampaggio a iniezione e ha migliorato il processo produttivo, riducendo gli scarti all'1,8%.
Le nostre raccomandazioni si basano su standard internazionali che richiedono che le plastiche di grado medicale soddisfino i requisiti della norma ISO 10993, garantendo così la conformità e l'affidabilità operativa dei prodotti. Offriamo un'assistenza completa che inizia con la raccomandazione dei materiali e prosegue con l'ottimizzazione degli stampi e i processi di validazione della produzione.
La nostra esperienza dimostra che possiamo supportare la vostra azienda nel raggiungimento di una qualità del prodotto stabile e di metodi di produzione economici, sia che produciate beni di consumo in grandi volumi, sia apparecchiature aerospaziali che richiedono un'elevata precisione.
Pronti a sfruttare la nostra esperienza? Contattate oggi stesso i nostri ingegneri per una consulenza iniziale gratuita sulle materie plastiche per lo stampaggio a iniezione e lasciate che vi aiutiamo a evitare gli errori che commettono il 70% dei progetti senza una guida professionale.
Quali sono le materie plastiche più comuni utilizzate nello stampaggio a iniezione e come si classificano?
Le due principali classificazioni delle materie plastiche per stampaggio a iniezione sono costituite da materiali amorfi e materiali semicristallini. La distinzione tra queste due proprietà rappresenta il fondamento essenziale che gli ingegneri devono comprendere prima di procedere con il lavoro di stampaggio a iniezione.
I dati che abbiamo raccolto includono le proprietà delle materie plastiche più comuni utilizzate nello stampaggio a iniezione e gli standard di classificazione che ti aiutano a identificare l'utilizzo del materiale in situazioni specifiche.
Amorfo vs. semicristallino: le differenze di restringimento possono essere fino a 5 volte
- Plastiche non cristalline (ABS, PC, PMMA): disordine molecolare, tasso di ritiro dello 0,4% -0,8% , stabilità dimensionale, adatte per componenti di precisione, scarsa resistenza chimica.
- Plastiche semicristalline (PA, POM, PP): struttura molecolare ordinata, con un tasso di ritiro compreso tra l'1,5% e il 3,0%, elevata resistenza meccanica, buona resistenza chimica, ma con ritiro anisotropo.
Approfondimento tecnico: Il tasso di ritiro del PA6 varia dallo 0,5% all'1,5%, mentre il POM ha un tasso di ritiro compreso tra il 2,0% e il 2,5%. L'utilizzo di materiali non idonei comporterà difetti che causeranno problemi di stampaggio e spreco di materiale. Il processo di prova del ritiro deve seguire gli standard ASTM D955 .
La liquidità determina il ciclo di stampaggio
- La viscosità di fusione delle materie plastiche semicristalline diminuisce rapidamente, consentendo una buona fluidità; tuttavia, il materiale deve attendere lunghi periodi prima di poter cristallizzare.
- Le plastiche amorfe iniziano ad ammorbidirsi senza mostrare un punto di fusione ben definito, il che richiede lunghi periodi di raffreddamento per mantenere le loro dimensioni fisiche.
Le tabelle dati che abbiamo creato mostrano informazioni complete sulle prestazioni di diversi materiali di base, inclusi i tassi di ritiro, le caratteristiche meccaniche e le modalità di lavorazione.
| Nome del materiale | Intervallo di restringimento (%) | Temperatura di deflessione termica (°C) | Resistenza alla trazione (MPa) | Indice di fluidità a caldo (g/10min) |
| ABS | 0,4-0,8 | 88-98 | 40-50 | 1,5-20 |
| PC | 0,5-0,7 | 130-140 | 60-70 | 5-15 |
| PA6 | 0,5-1,5 | 60-80 | 70-80 | 10-30 |
| PA66 | 0,8-1,8 | 75-90 | 80-90 | 5-25 |
| POM | 2,0-2,5 | 110-120 | 60-70 | 2.0-30 |
| PP | 1,0-2,5 | 70-100 | 20-30 | 2-35 |
| PMMA | 0,3-0,6 | 70-80 | 50-70 | 1,5-10 |
Desideri confermare la categoria del materiale che ti interessa? Scarica il nostro white paper gratuito sui tipi di plastica per stampaggio a iniezione , che contiene dati dettagliati sulle prestazioni di oltre 50 materiali di uso comune.

Figura 1: Diverse pile di pellet di plastica cubici di dimensioni uniformi, in vari colori come rosso, blu, verde e ciano, su sfondo bianco.
Perché le materie plastiche per lo stampaggio a iniezione si rompono durante il processo?
Anche se la plastica per lo stampaggio a iniezione viene scelta correttamente, il processo di stampaggio può comunque presentare dei difetti, tra cui i più comuni sono macchie nere, fratture fragili e filamenti argentati . Una diagnosi tempestiva può far risparmiare tempo e costi.
Guida rapida alla diagnosi in loco
- Macchie nere: derivano da cilindri sporchi o impurità nel materiale. L'utilizzo di plastiche di bassa qualità nello stampaggio a iniezione è la causa di questo difetto.
- Frattura fragile: si verifica quando la temperatura di fusione è troppo elevata, causando degradazione, o quando il contenuto riciclato supera il 30%. Entrambe le condizioni danneggiano la struttura del polimero e ne riducono la resistenza agli urti.
- Striature argentate: principalmente dovute a materiali igroscopici non sufficientemente essiccati. È necessario verificare immediatamente l'essiccazione e controllare i livelli di umidità.
Problemi relativi ai materiali vs. problemi relativi al processo
Logica di base: se diverse macchine che utilizzano la stessa plastica presentano problemi, è probabile che la causa risieda nel materiale. Se invece il problema si verifica solo con una macchina, la causa è probabilmente da ricercare nel processo o nell'attrezzatura. Questo approccio, almeno in teoria, aiuta a evitare conflitti con i fornitori e ad accelerare le riparazioni.
Quali materie plastiche utilizzate nello stampaggio a iniezione causano la maggiore quantità di scarti di rilavorazione?
Nelle materie plastiche utilizzate nello stampaggio a iniezione , i materiali igroscopici e termosensibili sono le principali fonti di scarti di rilavorazione e le loro caratteristiche richiedono un rigoroso controllo del processo. Anche piccole deviazioni possono portare a difetti costosi.
La trappola di essiccazione dei materiali igroscopici
Le materie plastiche come PA6, ABS e PC assorbono facilmente l'umidità. Devono essere essiccate fino a raggiungere un livello di umidità inferiore allo 0,02-0,2% prima dell'uso. Se non vengono essiccate correttamente, possono comparire problemi come striature argentate e bolle d'aria . Il PA6 non essiccato può perdere fino al 30% della sua resistenza all'urto.
Finestra di processo dei materiali termosensibili
Il PVC e alcune materie plastiche tecniche hanno un intervallo di lavorazione molto ristretto. La loro temperatura di decomposizione è prossima al punto di fusione. Una permanenza prolungata nel contenitore provoca la degradazione del materiale, con formazione di macchie nere e rilascio di fumi tossici.
Rapporto di materiale riciclato non controllato
Se la percentuale di materiale riciclato (PCR/PIR) supera il 30%, il materiale è soggetto a frattura fragile e macchie nere. Il fornitore deve specificare la percentuale e fornire i dati dei test relativi alle plastiche riciclate destinate allo stampaggio a iniezione.
Inoltre, la comprensione delle caratteristiche di riciclo delle plastiche comunemente utilizzate nello stampaggio a iniezione, unitamente alla classificazione dei tipi di plastica impiegati in questo tipo di stampaggio, consente di controllare meglio i rischi derivanti dall'utilizzo di materiali riciclati.
Volete ridurre gli scarti? JS Precision può fornirvi un'analisi gratuita dei costi per il vostro processo attuale, incluse raccomandazioni sulla plastica più adatta allo stampaggio a iniezione e l'ottimizzazione dei parametri di processo per ridurre al minimo le rilavorazioni.
Come individuare la plastica migliore per lo stampaggio a iniezione tra le qualità standard e quelle ingegneristiche?
Nella progettazione di componenti per lo stampaggio a iniezione, la scelta tra PP o PE per uso commerciale e PA6, PC o POM per applicazioni ingegneristiche è fondamentale. Questi materiali devono essere adatti al comportamento del componente sotto sforzo e in condizioni reali. La scelta corretta dipende dalle esigenze meccaniche del prodotto e dall'ambiente di utilizzo quotidiano.
PP vs. PA6: Confronto approfondito dei parametri tecnici
| Indicatori di performance | PP | PA6 |
| Ritiro (%) | 1,0-2,5 | 0,5-1,5 |
| Resistenza alla trazione (MPa) | 20-30 | 70-80 |
| Temperatura di deflessione termica (°C) | 70-100 | 60-80 |
| Requisiti di asciugatura | In genere non è necessaria l'asciugatura | Deve essere essiccato fino a raggiungere un contenuto di umidità <0,2% |
| Costo (USD/kg) | 1,2-1,5 | 3.0-3.5 |
- Approfondimenti di mercato: il PP costa meno per unità, ma uno spessore delle pareti non adeguato potrebbe far aumentare gli scarti oltre il 20%. Il PA6 è più costoso, ma mantiene dimensioni costanti e gli scarti scendono al di sotto del 2% nelle grandi tirature. Questo probabilmente rende il PA6 più economico nel complesso, nonostante il costo iniziale più elevato. La scelta dipende da quanto rischio di scarti il processo produttivo è in grado di gestire.
Matrice decisionale di selezione
- Necessita di resistenza al calore superiore a 80 °C? → Polimeri tecnici (PC con temperatura di deflessione termica superiore a 120 °C)
- Hai bisogno di resistenza all'usura? → POM o PA
- Sensibilità ai costi e basse prestazioni? → PP o PE
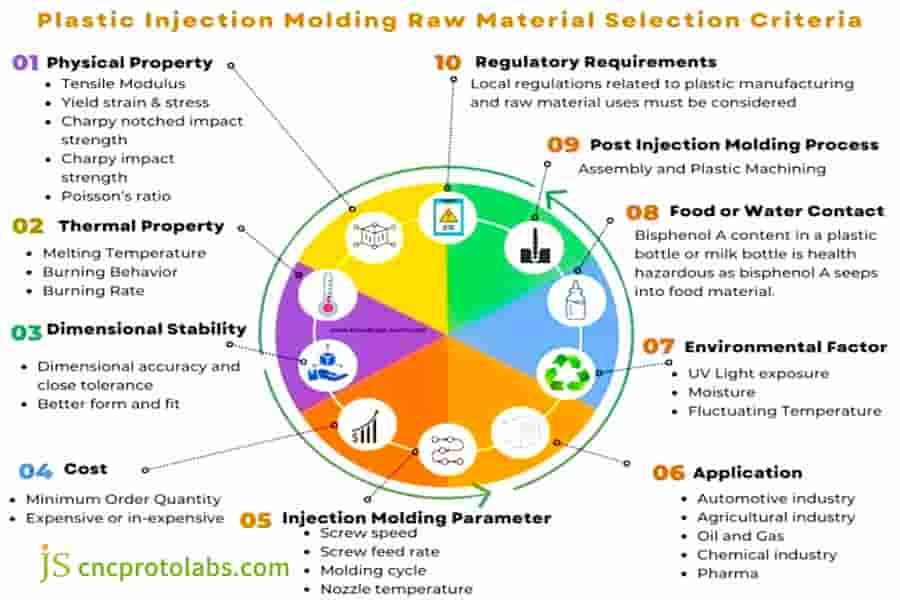
Figura 2: Un grafico a radar circolare che illustra i criteri di selezione delle materie plastiche per lo stampaggio a iniezione, comprendente fattori quali proprietà fisiche, proprietà termiche, costo e applicazione.
Come analizzare e controllare con precisione i costi delle materie plastiche per lo stampaggio a iniezione?
I costi dello stampaggio a iniezione comprendono tre componenti: i costi dei materiali, che rappresentano dal 30% al 60% dei costi totali, e i costi una tantum dello stampo e di lavorazione, che dipendono dalla durata dei cicli di produzione. L'ottimizzazione dei costi richiede di guardare oltre il prezzo unitario e di concentrarsi sul costo totale.
Prezzo unitario del materiale ≠ costo unitario
Il prezzo unitario del PP è di 1,2-1,5 $/kg, ma uno spessore della parete non corretto può portare a un tasso di scarto superiore al 20%. Il prezzo unitario del PA6 è più alto, ma la stabilità dimensionale è migliore e nella produzione di massa il tasso di scarto può essere ridotto a meno del 2%, il che si traduce in un costo totale più favorevole.
Impatti chiave del tempo di ciclo
- Il tempo di espulsione dipende dalla temperatura di distorsione termica (HDT), poiché temperature più elevate riducono i tempi di raffreddamento.
- Lo studio di caso ha rilevato che il passaggio al materiale PBT-GF15 ha comportato una riduzione del 30% dei tempi del ciclo di produzione, aumentando al contempo l'efficienza produttiva.
- Costi energetici: la riduzione del tempo di ciclo del 15-22% si traduce in una diminuzione di oltre il 15% del consumo energetico unitario.
Matematica dell'ammortamento degli stampi:
- Per volumi di produzione che raggiungono le 100.000 unità sono necessari stampi a cavità singola, mentre per volumi superiori a 500.000 unità è possibile utilizzare stampi a quattro cavità, con una riduzione dei costi unitari dal 30% al 50%.
- Le spese per la manutenzione di stampi complessi raggiungono il 15-20% del loro costo originale e devono essere contabilizzate nei bilanci.
Per dimostrare chiaramente l'impatto specifico delle diverse proprietà dei materiali sul costo unitario, abbiamo calcolato le differenze di costo in base a diversi volumi di produzione utilizzando un modello matematico. Di seguito è riportata una tabella con i dati specifici:
| Tipo di materiale | Costo unitario del materiale (USD/kg) | Quantità di materiale utilizzata per unità (g) | Costo dei materiali (USD/unità) | Tasso di scarto (%) | Percentuale dei costi complessivi |
| Materiale a basso costo per uso generale (PP) | 1.35 | 25 | 0,0338 | 5 | 35% |
| Materiale tecnico ad alte prestazioni medie (PA6) | 3.2 | 20 | 0,064 | 2 | 45% |
| Materiale modificato ad alte prestazioni (CF-PA66) | 5.5 | 18 | 0,099 | 1.2 | 55% |
| Materiale ad altissime prestazioni (PEEK) | 28.0 | 15 | 0,42 | 0,5 | 80% |

Figura 3: Un assortimento di componenti in plastica stampati a iniezione, di varie forme, dimensioni e colori, tra cui grandi pezzi curvi, contenitori e piccoli componenti, esposti su una superficie arancione.
Il tipo di plastica migliore per lo stampaggio a iniezione cambia in base agli obiettivi di sostenibilità?
Nel contesto dello sviluppo sostenibile, la scelta della plastica migliore per lo stampaggio a iniezione è influenzata da fattori ambientali, e i materiali PCR e PLA stanno gradualmente guadagnando popolarità, ma è necessario un controllo di processo specifico per risolvere i problemi di fluttuazione della viscosità e di degradazione.
Sfide relative ai materiali per la PCR:
Le proprietà delle plastiche riciclate per lo stampaggio a iniezione si deteriorano a causa di due fattori: l'inquinamento e la degradazione delle catene polimeriche. L'azienda deve quindi adeguare i parametri di processo e condurre audit di qualificazione dei fornitori in modo intensivo per prevenire l'insorgenza di difetti.
Finestra di processo per le plastiche a base biologica (PLA):
A causa della bassa stabilità termica del PLA, le temperature di lavorazione devono rimanere tra 180 e 210 °C. Il processo produttivo richiede che il tempo di permanenza nel cilindro rimanga al di sotto del limite massimo, il che rende necessaria una pianificazione della produzione, poiché i tempi di ciclo superano quelli delle materie plastiche tradizionali del 10-15%.
Supporto del fornitore richiesto:
- Tecnologie di modifica: per compensare il degrado delle prestazioni dei materiali riciclati.
- Documenti di certificazione: certificazione Global Recycling Standard (GRS) e dati sulle emissioni di carbonio.
Come scegliere la plastica più adatta per lo stampaggio a iniezione per il tuo progetto?
Il processo di scelta del materiale plastico più adatto per lo stampaggio a iniezione richiede un metodo di valutazione sistematico che tenga conto di tre fattori: le prestazioni del materiale, la capacità di lavorazione e i costi di produzione.
Gli obiettivi del progetto possono essere raggiunti attraverso l'esecuzione di queste sette fasi, che garantiscono che i materiali utilizzati nel progetto soddisfino gli standard richiesti.
Metodo di selezione in sette fasi
- Definizione dei requisiti: il processo di test richiede la conferma delle forze meccaniche che metteranno alla prova le temperature di esercizio, l'esposizione chimica e i requisiti normativi che il componente deve gestire.
- Determinazione degli indicatori chiave di prestazione: questa sezione definisce i requisiti prestazionali essenziali, tra cui la resistenza alla trazione, la resistenza al calore e il costo unitario, che devono essere raggiunti.
- Classificazione preliminare: Il processo deve decidere tra materie plastiche di qualità commerciale e materie plastiche di qualità ingegneristica a seconda dell'applicazione prevista.
- Confronto dei materiali candidati: il processo deve valutare caratteristiche importanti, tra cui il tasso di ritiro, la temperatura di distorsione termica, l'indice di fluidità (MFI) e i requisiti di essiccazione.
- Calcolo del costo totale: il processo deve valutare le spese totali, che includono tutti i costi, anziché concentrarsi solo sul costo unitario dei materiali.
- Consultare gli esperti: gli ingegneri dei materiali, grazie alla loro competenza, aiutano a verificare la logica del processo di selezione.
- Validazione del prototipo: il processo di test richiede che i componenti reali vengano testati con il materiale per dimostrare che gli standard di prestazione sono stati raggiunti.
Il valore della precisione di JS
- Database dei materiali: Il database include oltre 200 tecnopolimeri e materie plastiche di qualità commerciale per lo stampaggio a iniezione.
- Analisi del flusso dello stampo: questo strumento consente agli utenti di prevedere i processi di riempimento e raffreddamento, nonché il comportamento di deformazione, riducendo così la necessità di test sugli stampi.
- Supporto per la realizzazione di stampi di prova: Il servizio offre un'assistenza tecnica completa che copre l'intero processo, dalla selezione dei materiali all'ottimizzazione del design dello stampo.
Caso di studio JS Precision: Tasso di scarto del materiale di un braccio articolato di un robot collaborativo
Una startup specializzata in robotica sta sviluppando un robot collaborativo leggero, le cui braccia articolate sono realizzate in nylon rinforzato con fibra di carbonio (CF-PA66) tramite stampaggio a iniezione di plastica. Dopo tre mesi di produzione, il tasso di scarto ha raggiunto il 45%, rappresentando una seria minaccia per la consegna del progetto.
I problemi principali hanno portato alla produzione di scarti in fase di assemblaggio, pari al 62% degli sprechi, mentre il grave distacco delle fibre superficiali ha causato il 28% degli sprechi e le rotture durante le prove di carico hanno rappresentato il 10% degli sprechi. Il cliente stava valutando la possibilità di tornare alla lavorazione di leghe di alluminio, il che avrebbe triplicato i costi e aumentato il peso del 60%.
Risultati della diagnosi
Il team tecnico di JS Precision ha condotto una visita in loco della durata di una settimana per svolgere le proprie analisi, che hanno rivelato tre principali problemi tecnici.
- Livello del materiale: Il materiale di distribuzione delle fibre di carbonio presenta una distribuzione non uniforme che si traduce in un comportamento di restringimento imprevedibile a causa delle sue proprietà anisotrope.
- Livello di processo: La temperatura effettiva dello stampo ha raggiunto solo 60℃ , diversa dal requisito di progettazione di 120℃. Questa temperatura ha impedito il corretto allineamento delle fibre di carbonio.
- Livello di progettazione: Si sviluppa una concentrazione di sollecitazioni nei punti in cui lo spessore della parete cambia bruscamente perché tutti gli angoli hanno un raggio di 0,5 mm. Il fattore di concentrazione delle sollecitazioni teorico per questo progetto è pari a 3,2.
Soluzione
1. Riconfigurazione del materiale: L'azienda JS Precision ha sviluppato un nuovo materiale CF-PA66 tramite il suo team di sviluppo, aggiungendo un agente nucleante per controllare il processo di cristallizzazione, ottenendo una differenza di ritiro dello 0,8%. I risultati hanno raggiunto una differenza di anisotropia dello 0,2%.
2. Modifica dello stampo: Il nuovo regolatore di temperatura consente il mantenimento di una temperatura costante a 120±2℃. La posizione del punto di iniezione è stata ottimizzata, riducendo la lunghezza del flusso del 40% e il raggio d'angolo (R) è stato aumentato da 0,5 mm a 2,0 mm.
3. Processo di polimerizzazione: è stato adottato un processo di essiccazione a 110℃ per 4 ore (contenuto di umidità <0,02%), la pressione di mantenimento è stata aumentata da 60MPa a 85MPa, è stato implementato un controllo segmentato della velocità di iniezione per eliminare i segni di getto.
Risultati finali
| Indicatori | Prima del miglioramento | Dopo il miglioramento |
| Tasso di scarto | 45% | 1,2% |
| CPK dimensionale | 0,8 | 1.33 |
| Peso del braccio articolato | - | 55% più leggero della lega di alluminio |
| Costo unitario | 60 dollari (compreso il materiale di scarto) | $23 |
| Tempi di consegna | 45 giorni | 12 giorni |
Questo caso dimostra che la scelta delle materie plastiche più adatte allo stampaggio a iniezione e l'ottimizzazione dell'intero sistema produttivo possono cambiare radicalmente i risultati di un progetto. Anche voi vi trovate ad affrontare sfide simili legate ai materiali? Contattate JS Precision oggi stesso per scoprire come le nostre soluzioni personalizzate possono ridurre gli scarti e migliorare le prestazioni del prodotto.

Figura 4: Tre componenti neri ad alta resistenza, stampati a iniezione, realizzati in nylon rinforzato con fibra di carbonio (CF-PA66), con finitura lucida, probabilmente destinati ad applicazioni in giunti robotici.
FAQ
D1: Come si sceglie tra i materiali ABS e PC?
L'ABS rappresenta una soluzione economicamente vantaggiosa che consente una semplice galvanizzazione, mentre il PC offre una resistenza superiore combinata a proprietà di trasparenza e un'eccezionale resistenza termica. La scelta dell'ABS è consigliata per i componenti esterni, mentre il PC è indicato per elementi trasparenti e parti che necessitano di protezione contro forti urti.
D2: Qual è il tasso di restringimento del PP?
Il tasso di restringimento del PP varia dall'1,0% al 2,5% poiché diversi materiali di riempimento e parametri di processo producono risultati differenti. Il processo di progettazione dovrebbe partire da un valore medio che i progettisti modificheranno in base alle proprie esigenze.
D3: Perché il POM presenta problemi di deformazione?
Il POM presenta un tasso di restringimento massimo compreso tra il 2,0% e il 2,5% poiché contiene materiale semicristallino e le sue proprietà mostrano significative variazioni in base alla direzione. L'adozione di metodi precisi di raffreddamento e mantenimento della pressione contribuirà a ridurre i problemi di deformazione.
D4: Quale materiale ha il prezzo unitario più basso?
Le materie plastiche di qualità commerciale più economiche sono PP, PE e PVC, il cui valore di mercato si aggira tra 1,2 e 1,5 dollari al chilogrammo. La valutazione completa dei costi richiede l'analisi sia dei materiali di scarto sia delle attività di lavorazione necessarie.
D5: I materiali riciclati possono contenere residui di PCR?
I materiali possono essere utilizzati, tuttavia la loro qualità e stabilità dipendono dalla verifica del rapporto PCR, dalla capacità di modifica del fornitore e dai requisiti di certificazione GRS.
D6: Perché il PEEK ha un prezzo elevato?
Il PEEK è una plastica tecnica ad alte prestazioni che mantiene la sua integrità strutturale a temperature fino a 260 °C. Il materiale possiede una resistenza eccezionale, che lo rende adatto all'impiego in applicazioni aerospaziali avanzate e in impianti medicali, giustificandone il costo elevato.
D7: Come si misura il tasso di restringimento dello stampo?
La scheda tecnica del materiale (TDS) funge da riferimento standard. Il tasso di ritiro per le materie plastiche semicristalline deve essere impostato tra l'1,5% e il 2,5%, mentre per le materie plastiche amorfe deve essere impostato tra lo 0,4% e lo 0,8%. I pezzi di precisione devono essere sottoposti ad analisi del flusso di stampaggio.
D8: Che tipo di supporto offre JS Precision?
JS Precision offre consulenza sulla selezione dei materiali , analisi del flusso di stampaggio, ottimizzazione degli stampi e supporto per lo stampaggio di prova, al fine di garantire una perfetta corrispondenza tra le materie plastiche per lo stampaggio a iniezione e lo stampo.
Riepilogo
La scelta delle materie plastiche più adatte allo stampaggio a iniezione rappresenta un requisito fondamentale che determina sia il successo del progetto sia i relativi costi. Il processo richiede la valutazione delle diverse tipologie di materiali, la stima dei costi e la conferma dei fornitori attraverso un processo decisionale basato sull'esperienza di esperti.
JS Precision offre servizi di stampaggio a iniezione di materie plastiche da oltre 15 anni, con una comprovata esperienza nella risoluzione di complesse problematiche relative ai materiali per clienti in tutto il mondo. La scelta di materiali errati può comportare ritardi e aumenti di costo per il vostro progetto.
Inviate ora i vostri disegni 3D e le vostre esigenze : i nostri ingegneri vi consiglieranno le materie plastiche più adatte allo stampaggio a iniezione e vi forniranno un'analisi di fattibilità gratuita per garantire il successo del vostro progetto.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

