
Пластмассы для литья под давлением являются краеугольным камнем успешных проектов в этой области, и неправильный выбор материалов часто приводит к потере времени и средств, вложенных на ранних этапах.
Можно потратить десятки тысяч долларов на пресс-форму, и всё равно получить неправильные размеры, потому что пластик слишком сильно или слишком слабо усаживается. С другой стороны, выбор недорогих материалов для сокращения расходов может привести к высокому проценту брака в дальнейшем.
Основная проблема заключается в том, как выбирается тот или иной пластик. Это руководство поможет разобраться в технических характеристиках и ценовых факторах, чтобы найти пластик, который соответствует вашим реальным потребностям.
Как правило, гораздо важнее точно подобрать коэффициент усадки материала в соответствии с проектными требованиями. Хорошая подгонка, вероятно, позволит сократить количество отходов и избежать дорогостоящих переделок.
Краткое изложение основных ответов:
В статье рассматривается, как выбрать подходящий пластик для литья под давлением, освещаются типы материалов, цены и выбор поставщиков. Приводятся четкие цифры, такие как усадка от 0,2% до 3,5%, и практический подход, помогающий сделать выбор между производительностью и ценой. Однако неправильный выбор может привести к браку пресс-форм или задержкам.
Этот метод обеспечивает бесперебойность производства за счет правильного выбора материалов. Удачный выбор предотвращает потери и исключает простои, вызванные ошибками в процессе.
| Ключевые параметры | Технические аспекты | Ценность для бизнеса |
| Классификация материалов | Аморфные пластмассы дают усадку от 0,4% до 0,8%, полукристаллические — от 1,5% до 3,0%. | Конструкторы должны корректировать размеры пресс-форм, чтобы избежать ошибок. |
| Контроль затрат | Затраты на сырье составляют от 30% до 60% от общих расходов. Более длительные циклы производства приводят к повышению цен за единицу продукции. | Улучшить общую стоимость владения и сократить скрытые потери. |
| Выбор поставщика | Перед выбором поставщиков проверьте этапы сушки, уровень чистоты и наличие необходимой документации. | Снижайте уровень конфликтов и быстро меняйте материалы при необходимости. |
Основные выводы:
- Во-первых, классификация материалов: разница в коэффициенте усадки между аморфными и полукристаллическими пластиками может достигать 5 раз, это необходимо подтвердить перед проектированием пресс-формы.
- Соображения по стоимости: Низкая удельная цена материала не означает низкую общую стоимость, поскольку процент брака и время производственного цикла являются важными факторами.
- Причины брака: Основная причина брака заключается в недостаточном высыхании гигроскопичных материалов (ПА и АБС), поскольку поставщики обязаны предоставлять параметры сушки.
- Устойчивость и реализуемость: для ПЦР-материалов необходима технология модификации, а поставщики должны предоставлять сертификаты GRS и другие сертификаты.
Почему стоит доверять этому руководству? Экспертиза компании JS Precision в выборе пластмасс для литья под давлением.
В индустрии литья пластмасс под давлением предприятиям, занимающимся литьем пластмасс под давлением, необходимо выбирать надежных партнеров, обладающих проверенными возможностями, поскольку такой выбор позволяет избежать фатальных производственных ошибок.
Компания JS Precision более 15 лет занимается разработкой решений для литья под давлением, которые используются более чем 5000 клиентами в 30 странах, включая крупные автомобильные компании и ведущих производителей медицинского оборудования.
В нашей команде 28 сертифицированных инженеров, обладающих глубокими знаниями в области материаловедения, что позволяет им решать сложные задачи, связанные с материалами, благодаря их пониманию методов литья пластмасс под давлением.
Мы предлагаем рекомендации, основанные на уникальных данных, полученных в ходе более чем 10 000 проектов по литью под давлением, включая специализированную базу данных, отслеживающую показатели усадки и параметры процесса для 200 распространенных пластмасс, используемых при литье под давлением.
У одного европейского поставщика автомобильных комплектующих процент брака увеличился до 38% из-за неправильного выбора материалов для производства деталей двигателя.
После того, как компания JS Precision выбрала специально модифицированный пластик PA66 в качестве оптимального материала для литья под давлением и усовершенствовала производственный процесс, что позволило сократить количество брака до 1,8%, клиент сэкономил более 200 000 долларов в год.
Наши рекомендации соответствуют международным стандартам, которые требуют, чтобы медицинские пластмассы отвечали требованиям ISO 10993, поскольку это гарантирует соответствие продукции требованиям и надежность в эксплуатации. Мы оказываем всестороннюю поддержку, начиная с рекомендаций по выбору материалов и заканчивая оптимизацией пресс-форм и процессами проверки качества производства.
Наш опыт показывает, что мы можем помочь вашему бизнесу в достижении стабильного качества продукции и экономичных методов производства, независимо от того, производите ли вы большие объемы потребительских товаров или аэрокосмическое оборудование, требующее высокой точности.
Готовы воспользоваться нашим опытом? Свяжитесь с нашими инженерами сегодня, чтобы получить бесплатную первичную консультацию по пластмассам для литья под давлением, и позвольте нам помочь вам избежать ошибок, с которыми сталкиваются 70% проектов без профессионального руководства.
Какие пластмассы чаще всего используются для литья под давлением и как их классифицировать?
Существует две основные классификации пластмасс для литья под давлением: аморфные и полукристаллические материалы. Различие между этими двумя свойствами является важнейшим фундаментальным принципом, который инженеры должны понимать, прежде чем приступать к работе по литью под давлением.
Собранные нами данные включают свойства распространенных пластмасс, используемых в литье под давлением, и стандарты классификации, которые помогут вам определить область применения материала в конкретных ситуациях.
Аморфные и полукристаллические материалы: разница в усадке может достигать 5 раз.
- Некристаллические пластмассы (АБС, ПК, ПММА): молекулярное разупорядочение, степень усадки 0,4%-0,8% , стабильность размеров, подходят для прецизионных деталей, низкая химическая стойкость.
- Полукристаллические пластмассы (ПА, ПОМ, ПП): молекулярно упорядоченные, с коэффициентом усадки 1,5%-3,0%, высокой прочностью, хорошей химической стойкостью, но с анизотропной усадкой.
Технические характеристики: Коэффициент усадки для PA6 составляет от 0,5% до 1,5%, в то время как для POM этот показатель колеблется от 2,0% до 2,5%. Использование неподходящих материалов приведет к дефектам, вызывающим проблемы с пресс-формами и потери материала. Процесс испытания на усадку должен соответствовать стандартам ASTM D955 .
Текучесть определяет цикл формования.
- Вязкость расплава полукристаллических пластмасс быстро снижается, что обеспечивает хорошую текучесть, однако материалу необходимо подождать длительное время, прежде чем он сможет кристаллизоваться.
- Аморфные пластмассы начинают размягчаться, не имея четко выраженной точки плавления, и для сохранения своих физических размеров требуются длительные периоды охлаждения.
В созданных нами таблицах представлена полная информация о характеристиках различных основных материалов, включая показатели усадки, механические свойства и особенности обработки.
| Название материала | Диапазон усадки (%) | Температура тепловой деформации (°C) | Предел прочности на растяжение (МПа) | Индекс текучести расплава (г/10 мин) |
| АБС | 0,4-0,8 | 88-98 | 40-50 | 1.5-20 |
| ПК | 0,5-0,7 | 130-140 | 60-70 | 5-15 |
| ПА6 | 0,5-1,5 | 60-80 | 70-80 | 10-30 |
| ПА66 | 0,8-1,8 | 75-90 | 80-90 | 5-25 |
| ПОМ | 2.0-2.5 | 110-120 | 60-70 | 2.0-30 |
| ПП | 1.0-2.5 | 70-100 | 20-30 | 2-35 |
| ПММА | 0,3-0,6 | 70-80 | 50-70 | 1.5-10 |
Хотите уточнить категорию целевого материала? Скачайте наш бесплатный аналитический отчет о типах пластмасс для литья под давлением , содержащий подробные данные о характеристиках более чем 50 распространенных материалов.

Рисунок 1: Несколько куч пластиковых гранул кубической формы одинакового размера и разных цветов, таких как красный, синий, зеленый и голубой, на белом фоне.
Почему пластмассы, используемые для литья под давлением, разрушаются в процессе формования?
Даже при правильном выборе пластмассы для литья под давлением, в процессе формования все равно могут возникать сбои, наиболее распространенными из которых являются черные пятна, хрупкие изломы и серебристые нити . Быстрая диагностика позволяет сэкономить время и средства.
Краткое руководство по диагностике на месте
- Черные пятна: появляются из-за загрязнения бочек или примесей в материале. Низкое качество пластмасс, используемых при литье под давлением, приводит к этому дефекту.
- Хрупкое разрушение: происходит, когда температура расплава слишком высока, что приводит к деградации, или когда содержание переработанного материала превышает 30%. Оба фактора повреждают структуру полимера и снижают ударопрочность.
- Серебристые полосы: В основном это происходит из-за недостаточной сушки гигроскопичных материалов. Необходимо немедленно проверить степень сушки и измерить уровень влажности.
Материальные проблемы против технологических проблем
Простая логика оценки: если несколько машин, использующих одинаковый пластик, демонстрируют проблемы, скорее всего, дело в материале. Если выходит из строя только одна машина, вероятно, проблема в процессе или оборудовании. Это помогает избежать конфликтов с поставщиками и ускоряет устранение неполадок, по крайней мере, в теории.
Какие виды пластмасс, используемые при литье под давлением, приводят к наибольшему количеству брака при доработке?
В пластмассах, используемых при литье под давлением , гигроскопичные и термочувствительные материалы являются основными источниками отходов при доработке, и их характеристики требуют строгого контроля технологического процесса. Даже небольшие отклонения могут привести к дорогостоящим дефектам.
Ловушка для высыхания гигроскопичных материалов
Пластмассы, такие как PA6, ABS и PC, легко впитывают влагу. Перед использованием их необходимо высушить до уровня влажности менее 0,02–0,2%. При недостаточной сушке могут появиться такие проблемы, как серебристые полосы и пузырьки воздуха . Невысушенный PA6 может потерять до 30% своей ударопрочности.
Технологический диапазон термочувствительных материалов
ПВХ и некоторые конструкционные пластмассы имеют очень узкий диапазон технологической обработки. Температура их разложения близка к температуре плавления. Слишком длительное нахождение в барабане приводит к разрушению материала, образованию черных пятен и выделению токсичных паров.
Неконтролируемое соотношение переработанных материалов
Если доля переработанных материалов (PCR/PIR) превышает 30%, материал подвержен хрупкому разрушению и появлению черных пятен. Поставщик должен уточнить эту долю и предоставить данные испытаний переработанных пластмасс для литья под давлением.
Кроме того, понимание характеристик переработки распространенных пластмасс для литья под давлением в сочетании с классификацией типов пластмасс, используемых для литья под давлением, может лучше контролировать риски, связанные с использованием переработанных материалов.
Хотите снизить процент брака? Компания JS Precision проведет бесплатный анализ затрат на ваш текущий процесс, включая рекомендации по выбору оптимального пластика для литья под давлением и оптимизации параметров процесса для минимизации переделок.
Как определить, какой пластик лучше всего подходит для литья под давлением: стандартный или конструкционный?
Выбор полипропилена (PP) или полиэтилена (PE) для промышленного применения и полиамида (PA6), поликарбоната (PC) или полиоксиметилена (POM) для инженерных задач имеет первостепенное значение при проектировании деталей для литья под давлением. Эти материалы должны соответствовать тому, как деталь будет вести себя под нагрузкой и в реальных условиях эксплуатации. Правильный выбор зависит от механических требований изделия и условий повседневной эксплуатации.
ПП против ПА6: подробное сравнение технических параметров
| Показатели эффективности | ПП | ПА6 |
| Усадка (%) | 1.0-2.5 | 0,5-1,5 |
| Предел прочности на растяжение (МПа) | 20-30 | 70-80 |
| Температура тепловой деформации (°C) | 70-100 | 60-80 |
| Требования к сушке | Как правило, сушка не требуется. | Необходимо высушить до содержания влаги <0,2%. |
| Стоимость (долл. США/кг) | 1.2-1.5 | 3.0-3.5 |
- Анализ рынка: Полипропилен (ПП) стоит дешевле в пересчете на единицу продукции, но недостаточная толщина стенок может увеличить процент брака до более чем 20%. Полиамид 6 (ПА6) дороже, но обеспечивает стабильные размеры, а процент брака снижается до менее 2% при больших объемах производства. Вероятно, это делает ПА6 в целом дешевле, несмотря на более высокую первоначальную стоимость. Выбор зависит от того, какой уровень риска брака может выдержать производственный процесс.
Матрица принятия решений по выбору
- Необходима термостойкость выше 80°C? → Конструкционные пластмассы (поликарбонат с температурой деформации при нагреве выше 120°C)
- Нужна износостойкость? → Полиоксиметилен (ПОМ) или полиамид (ПА)
- Требования к низкой стоимости и низкой производительности? → PP или PE
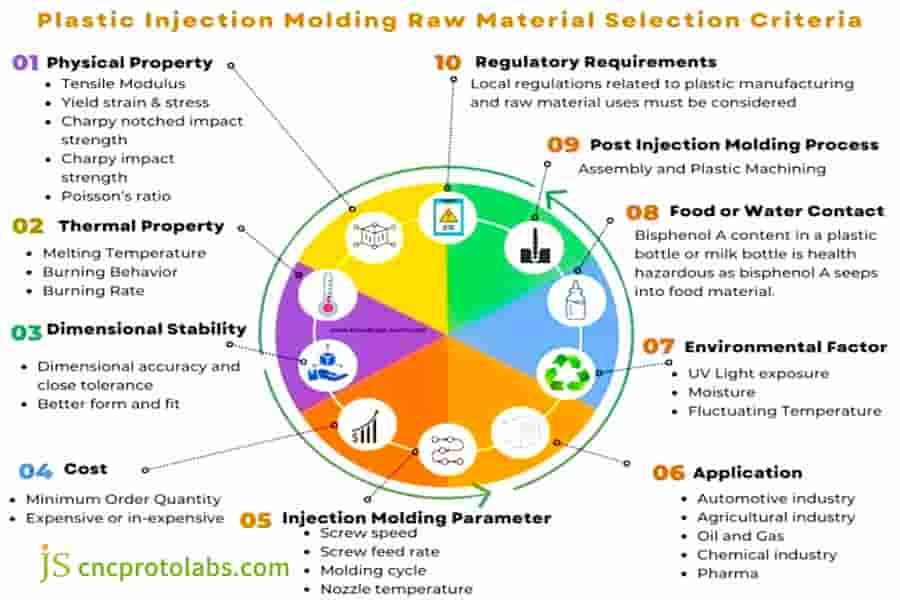
Рисунок 2: Круговая радарная диаграмма, иллюстрирующая критерии выбора пластмасс для литья под давлением, охватывающие такие факторы, как физические свойства, тепловые свойства, стоимость и область применения.
Как точно анализировать и контролировать стоимость пластмасс для литья под давлением?
Затраты на литье под давлением включают три компонента: стоимость материалов, составляющая от 30% до 60% от общей стоимости, а также единовременные расходы на пресс-форму и обработку, зависящие от продолжительности производственных циклов. Оптимизация затрат требует анализа не только удельной цены, но и общей стоимости.
Цена за единицу материала ≠ себестоимость за единицу
Цена за единицу полипропилена составляет 1,2-1,5 долл./кг, но неправильная толщина стенок может привести к проценту брака, превышающему 20%. Цена за единицу полиамида PA6 выше, но он обладает лучшей размерной стабильностью, а при массовом производстве процент брака может быть снижен до менее 2% , что приводит к более выгодной общей стоимости.
Основные последствия времени цикла
- Время выброса зависит от температуры тепловой деформации (ТТД), поскольку более высокие температуры сокращают время охлаждения.
- В ходе исследования было установлено, что замена материала на PBT-GF15 привела к сокращению времени производственного цикла на 30% и одновременно к повышению эффективности производства.
- Энергозатраты: Сокращение времени цикла на 15–22% приводит к снижению удельного энергопотребления более чем на 15%.
Математика амортизации плесени:
- Для объемов производства, достигающих 100 000 единиц, требуются одногнездные пресс-формы, а для объемов производства, превышающих 500 000 единиц, можно использовать четырехгнездные пресс-формы, что снижает себестоимость единицы продукции на 30–50%.
- Затраты на обслуживание сложных пресс-форм составляют от 15% до 20% от их первоначальной стоимости и должны быть отражены в финансовой отчетности.
Для наглядной демонстрации специфического влияния различных свойств материала на себестоимость единицы продукции мы рассчитали разницу в стоимости при разных объемах производства, используя математическую модель. Ниже приведена таблица с конкретными данными:
| Тип материала | Стоимость единицы материала (долл. США/кг) | Расход материала на единицу продукции (г) | Стоимость материалов (долл. США/единица) | Процент брака (%) | Процент от общей стоимости |
| Недорогой универсальный материал (ПП) | 1.35 | 25 | 0,0338 | 5 | 35% |
| Инженерный материал средней прочности (PA6) | 3.2 | 20 | 0,064 | 2 | 45% |
| Высокоэффективный модифицированный материал (CF-PA66) | 5.5 | 18 | 0,099 | 1.2 | 55% |
| Сверхвысокоэффективный материал (PEEK) | 28.0 | 15 | 0,42 | 0,5 | 80% |

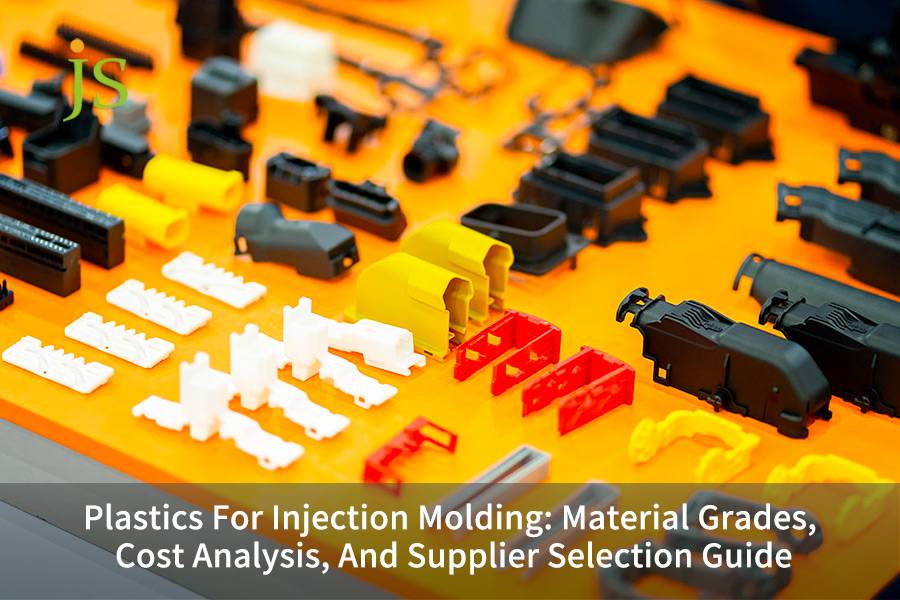
Рисунок 3: Ассортимент деталей из литого под давлением пластика различных форм, размеров и цветов, включая крупные изогнутые детали, контейнеры и мелкие компоненты, представленные на оранжевой поверхности.
Меняется ли оптимальный пластик для литья под давлением в зависимости от целей устойчивого развития?
В контексте устойчивого развития, выбор оптимального пластика для литья под давлением зависит от экологических факторов, и материалы на основе ПЦР и ПЛА постепенно набирают популярность, однако для решения проблем колебаний вязкости и деградации необходим специальный контроль технологического процесса.
Проблемы, связанные с материалами для ПЦР:
Свойства переработанных пластмасс, используемых для литья под давлением, ухудшаются из-за двух факторов: загрязнения и деградации полимерных цепей. Компании необходимо корректировать параметры процесса, а также проводить интенсивные проверки квалификации поставщиков, чтобы предотвратить возникновение дефектов.
Технологический диапазон для биоразлагаемых пластиков (PLA):
Температура обработки PLA должна оставаться в пределах 180-210℃ из-за его низкой термической стабильности. Производственный процесс требует, чтобы время нахождения PLA в цилиндре оставалось ниже максимально допустимого предела, что делает необходимым планирование производства, поскольку время цикла превышает время обработки традиционных пластмасс на 10-15%.
Требуется поддержка поставщика:
- Технологии модификации: для компенсации снижения эксплуатационных характеристик переработанных материалов.
- Сертификационные документы: сертификат соответствия Глобальному стандарту переработки отходов (GRS) и данные о выбросах углекислого газа.
Как определить, какой пластик лучше всего подходит для литья под давлением в вашем проекте?
Процесс выбора наиболее подходящего пластикового материала для литья под давлением требует систематического метода оценки, который должен учитывать три фактора: характеристики материала, технологическую мощность и производственные затраты.
Цели проекта могут быть достигнуты путем выполнения следующих семи шагов, которые гарантируют, что используемые в проекте материалы соответствуют требуемым стандартам.
Семиступенчатый метод выбора
- Определение требований: Процесс испытаний требует подтверждения механических нагрузок, что позволит проверить рабочие температуры, воздействие химических веществ и соответствие нормативным требованиям, предъявляемым к детали.
- Определение ключевых показателей эффективности: В этом разделе устанавливаются основные требования к эксплуатационным характеристикам, включая прочность на растяжение, термостойкость и себестоимость единицы продукции, которые должны быть достигнуты.
- Предварительная классификация: В процессе необходимо определить, какой тип пластмасс предназначен для конкретного применения — коммерческий или конструкционный .
- Сравнение материалов-кандидатов: В процессе необходимо оценить важные характеристики, включая коэффициент усадки, температуру тепловой деформации, показатель текучести расплава (MFI) и требования к сушке.
- Расчет общей стоимости: В этом процессе необходимо оценить общие затраты, включающие все издержки, а не сосредотачиваться только на стоимости материалов на единицу продукции.
- Проконсультируйтесь с экспертами: инженеры-материаловеды, используя свой опыт, помогут подтвердить логичность процесса выбора.
- Проверка прототипа: Процесс тестирования требует проверки реальных деталей с использованием данного материала для подтверждения достижения установленных стандартов производительности.
Ценность точности JavaScript
- База данных материалов: база данных включает более 200 конструкционных и промышленных пластмасс для литья под давлением.
- Анализ текучести расплава: Инструмент позволяет пользователям прогнозировать процессы заполнения и охлаждения, а также поведение при деформации, что позволяет им сократить необходимость в тестировании пресс-форм.
- Поддержка при пробном формовании: Эта услуга предоставляет полную техническую поддержку, охватывающую весь процесс, от выбора материалов до оптимизации конструкции пресс-формы.
Пример из практики JS Precision: процент брака материала в шарнирном манипуляторе коллаборативного робота.
Один из стартапов, занимающихся разработкой роботов, создает легкого коллаборативного робота, шарнирные манипуляторы которого изготовлены из нейлона, армированного углеродным волокном (CF-PA66), методом литья под давлением. После трех месяцев производства процент брака достиг 45%, что представляет серьезную угрозу для завершения проекта.
Основные проблемы привели к образованию брака на сборочной площадке, что составило 62 процента отходов, а сильное отслоение поверхностных волокон стало причиной 28 процентов отходов, и поломки во время испытаний под нагрузкой составили 10 процентов отходов. Заказчик рассматривал возможность возвращения к механической обработке алюминиевых сплавов, что утроило бы стоимость и увеличило бы вес на 60%.
Результаты диагностики
Техническая группа компании JS Precision провела недельный выезд на место для проведения анализа, в ходе которого были выявлены три основные технические проблемы.
- На уровне материала: распределение углеродного волокна в материале неравномерное, что приводит к непредсказуемому поведению при усадке из-за его анизотропных свойств.
- Технологический процесс: Фактическая температура пресс-формы достигла всего 60℃ , что отличается от проектного требования в 120℃. Эта температура препятствовала правильному выравниванию углеродных волокон.
- Расчетный уровень: концентрация напряжений возникает в точках резкого изменения толщины стенки, поскольку все углы имеют радиус 0,5 мм. Теоретический коэффициент концентрации напряжений для данной конструкции равен 3,2.
Решение
1. Изменение состава материала: Компания JS Precision разработала новый материал CF-PA66 с помощью своей команды разработчиков, добавив в него нуклеирующий агент для контроля процесса кристаллизации, что привело к разнице в усадке на 0,8%. В результате была достигнута разница в анизотропии на 0,2%.
2. Модификация пресс-формы: Новый регулятор температуры обеспечивает поддержание постоянной температуры на уровне 120±2℃. Было оптимизировано расположение литникового канала, что сократило длину потока на 40%, а радиус скругления углов (R) был увеличен с 0,5 мм до 2,0 мм.
3. Процесс отверждения: Была применена сушка при температуре 110℃ в течение 4 часов (содержание влаги <0,02%), давление выдержки было увеличено с 60 МПа до 85 МПа, для устранения следов струи было внедрено сегментированное регулирование скорости впрыска.
Окончательные результаты
| Показатели | Перед улучшением | После улучшения |
| Коэффициент брака | 45% | 1,2% |
| Размерный CPK | 0,8 | 1.33 |
| Утяжелитель для шарнирного рычага | - | На 55% легче алюминиевого сплава. |
| Себестоимость единицы продукции | 60 долларов (включая металлолом) | 23 доллара |
| Срок поставки | 45 дней | 12 дней |
Этот пример демонстрирует, что правильный выбор пластмасс для литья под давлением и оптимизация всей производственной системы могут кардинально изменить результаты проекта. Сталкиваетесь ли вы с аналогичными проблемами, связанными с материалами? Свяжитесь с JS Precision сегодня, чтобы узнать, как наши индивидуальные решения могут снизить процент брака и улучшить характеристики продукции.

Рисунок 4: Три высокопрочные детали, изготовленные методом литья под давлением из черного нейлона, армированного углеродным волокном (CF-PA66), с глянцевой поверхностью, предположительно для применения в роботизированных суставах.
Часто задаваемые вопросы
В1: Как выбрать между материалами ABS и PC?
ABS представляет собой экономичное решение , обеспечивающее простоту гальванического покрытия, в то время как PC обладает превосходной прочностью в сочетании с прозрачностью и исключительной термостойкостью. ABS следует выбирать для наружных компонентов, а PC — для прозрачных элементов и деталей, требующих защиты от сильных ударов.
В2: Какова степень усадки полипропилена?
Коэффициент усадки полипропилена колеблется от 1,0% до 2,5%, поскольку различные наполнители и параметры процесса дают разные результаты. Процесс проектирования следует начинать со среднего значения, которое разработчики будут корректировать в соответствии со своими потребностями.
В3: Почему POM подвержен деформации?
Полиоксиметилен (ПОМ) демонстрирует максимальную степень усадки от 2,0% до 2,5%, поскольку содержит полукристаллический материал, а его свойства существенно зависят от направления деформации. Разработка точных методов охлаждения и поддержания давления поможет уменьшить проблемы, связанные с деформацией.
Вопрос 4: Какой материал имеет самую низкую удельную цену?
К наиболее доступным по цене пластмассам промышленного назначения относятся ПП, ПЭ и ПВХ, рыночная стоимость которых составляет от 1,2 до 1,5 долларов за килограмм. Для полной оценки затрат необходимо провести анализ как отходов, так и необходимых технологических процессов.
В5: Могут ли переработанные материалы содержать ПЦР-компоненты?
Эти материалы могут быть использованы, однако их качество и стабильность зависят от проверки соотношения ПЦР, возможностей поставщика по модификации и требований сертификации GRS.
В6: Почему у PEEK такая высокая цена?
PEEK — это высокоэффективный конструкционный пластик, сохраняющий свою структурную целостность при температурах до 260℃. Материал обладает исключительной прочностью, что позволяет использовать его в передовых аэрокосмических и медицинских имплантатах, что и обуславливает его высокую стоимость.
В7: Как измерить коэффициент усадки при формовке?
В качестве стандартного справочника используется технический паспорт материала (TDS) . Коэффициент усадки для полукристаллических пластмасс должен составлять от 1,5% до 2,5%, а для аморфных пластмасс — от 0,4% до 0,8%. Для точных деталей необходимо провести анализ текучести при формовании.
В8: Какую поддержку предоставляет JS Precision?
Компания JS Precision предоставляет консультации по выбору материалов , анализ потока расплава, оптимизацию пресс-форм и поддержку пробного литья, чтобы обеспечить идеальное соответствие пластмасс для литья под давлением и пресс-форме.
Краткое содержание
Выбор подходящих пластмасс для литья под давлением является основополагающим требованием, определяющим как успешность проекта, так и связанные с ним затраты. Этот процесс требует оценки вариантов материалов, а также анализа затрат и подтверждения поставщиков на основе экспертного принятия решений.
Компания JS Precision более 15 лет предоставляет услуги по литью пластмасс под давлением , успешно решая сложные задачи, связанные с материалами, для клиентов по всему миру. Неправильный выбор материалов может привести к задержкам и увеличению затрат на ваш проект.
Отправьте свои 3D-чертежи и требования прямо сейчас , и наши инженеры порекомендуют лучшие пластмассы для литья под давлением и проведут бесплатный анализ технологичности, чтобы обеспечить успех вашего проекта.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

