
تعتبر المواد البلاستيكية المستخدمة في قولبة الحقن حجر الزاوية الأساسي لمشاريع قولبة الحقن الناجحة، وغالبًا ما يؤدي اختيار المواد الخاطئة إلى ضياع الوقت والأموال المستثمرة في المراحل المبكرة.
قد تنفق عشرات الآلاف من الدولارات على قالب، ومع ذلك ينتهي بك الأمر بأبعاد خاطئة لأن البلاستيك ينكمش أكثر أو أقل من اللازم. في المقابل، قد يؤدي اختيار مواد رخيصة لتقليل النفقات إلى ارتفاع معدلات الهدر لاحقًا.
تكمن المشكلة الرئيسية في كيفية تصنيع النوع الأول من البلاستيك. يساعدك هذا الدليل على فرز المواصفات الفنية ومراعاة السعر للعثور على نوع بلاستيك يلبي احتياجاتك الفعلية.
من الأهمية بمكان مطابقة معدل انكماش المادة مع متطلبات التصميم الدقيقة. فالتوافق الجيد يقلل من الهدر ويجنب إعادة العمل المكلفة.
ملخص الإجابات الرئيسية:
تتناول هذه المقالة كيفية اختيار البلاستيك المناسب للقولبة بالحقن، وتغطي أنواع المواد، والتسعير، واختيار الموردين. كما تقدم أرقامًا واضحة، مثل نسبة الانكماش من 0.2% إلى 3.5%، ومنهجًا عمليًا للمساعدة في المفاضلة بين الأداء والسعر. لكنّ الاختيار الخاطئ قد يؤدي إلى تلف القالب أو تأخير الإنتاج.
تضمن هذه الطريقة استمرار الإنتاج بسلاسة من خلال اختيار المواد المناسبة. فالاختيار الجيد يمنع الهدر ويحول دون توقف الإنتاج الناتج عن أخطاء في العملية.
| الأبعاد الرئيسية | النقاط الفنية | القيمة التجارية |
| تصنيف المواد | تنكمش المواد البلاستيكية غير المتبلورة بنسبة 0.4% إلى 0.8%، بينما تنكمش الأنواع شبه المتبلورة بنسبة 1.5% إلى 3.0%. | يجب على المصممين تعديل أحجام القوالب لتجنب الأخطاء. |
| ضبط التكاليف | تشكل تكاليف المواد الخام ما بين 30% إلى 60% من إجمالي الإنفاق. وتؤدي دورات الإنتاج الأطول إلى ارتفاع أسعار الوحدة. | تحسين التكلفة الإجمالية للملكية وتقليل الخسائر غير المرئية. |
| اختيار المورد | تحقق من خطوات التجفيف ومستويات النقاء والأوراق الرسمية قبل اختيار الموردين. | قلل من النزاعات وقم بتغيير المواد بسرعة إذا لزم الأمر. |
الاستنتاجات الرئيسية:
- تصنيف المواد أولاً: يمكن أن يصل الفرق في معدل الانكماش بين البلاستيك غير المتبلور والبلاستيك شبه المتبلور إلى 5 أضعاف، ويجب التأكد من ذلك قبل تصميم القالب.
- اعتبارات التكلفة: لا يعني انخفاض سعر وحدة المواد انخفاض التكلفة الإجمالية لأن معدل الخردة ووقت الدورة يعملان كعوامل مهمة.
- أنماط الهدر: السبب الرئيسي للهدر يحدث عندما لا تجف المواد المسترطبة (PA و ABS) بشكل كافٍ لأن الموردين يجب أن يقدموا معايير التجفيف.
- مستدام وقابل للتنفيذ: تحتاج مواد تفاعل البوليميراز المتسلسل (PCR) إلى تقنية تعديل، بينما يجب على الموردين تقديم شهادات GRS وغيرها من الشهادات.
لماذا تثق بهذا الدليل؟ خبرة شركة JS Precision في اختيار المواد البلاستيكية للقولبة بالحقن
تتطلب صناعة التشكيل بالحقن البلاستيكي من عمليات التشكيل بالحقن اختيار شركاء موثوق بهم يمتلكون قدرات راسخة، لأن هذا الاختيار يمنع حدوث أخطاء تشغيلية قاتلة.
لقد كرست شركة JS Precision أكثر من 15 عامًا لتطوير حلول قولبة الحقن التي وصلت إلى أكثر من 5000 عميل في 30 دولة بما في ذلك شركات السيارات الكبرى وكبرى شركات تصنيع الأجهزة الطبية.
يمتلك المهندسون الـ 28 المعتمدون في فريقنا خبرة متقدمة في علوم المواد تمكنهم من معالجة تحديات المواد الصعبة من خلال معرفتهم بأساليب قولبة حقن البلاستيك.
نقدم توصيات تستخدم بيانات فريدة تم الحصول عليها من أكثر من 10000 مشروع قولبة بالحقن، والتي تتضمن قاعدة بيانات مخصصة لتتبع معدلات الانكماش ومعايير العملية لـ 200 نوع من البلاستيك الشائع للقولبة بالحقن.
شهد أحد موردي قطع غيار السيارات الأوروبيين ارتفاع معدل الخردة لديه إلى 38% بسبب اختياره للمواد الخاطئة لإنتاج أجزاء المحرك.
وفر العميل أكثر من 200 ألف دولار سنوياً بعد أن اختارت شركة JS Precision بلاستيك PA66 المعدل حسب الطلب كأفضل بلاستيك للقولبة بالحقن وقامت بتحسين عملية الإنتاج مما أدى إلى تقليل إنتاج الخردة إلى 1.8٪.
تلتزم توصياتنا بالمعايير الدولية التي تشترط أن تستوفي المواد البلاستيكية الطبية متطلبات معيار ISO 10993، وذلك لضمان امتثال المنتجات للمعايير وموثوقيتها التشغيلية. نقدم دعماً شاملاً يبدأ بتوصيات المواد ويستمر خلال عمليات تحسين القوالب والتحقق من صحة الإنتاج.
يُظهر تاريخنا أننا نستطيع دعم أعمالك في تحقيق جودة منتجات مستقرة وأساليب إنتاج اقتصادية سواء كنت تنتج منتجات استهلاكية بكميات كبيرة أو معدات فضائية تتطلب دقة عالية.
هل أنت مستعد للاستفادة من خبراتنا؟ تواصل مع مهندسينا اليوم للحصول على استشارة أولية مجانية حول البلاستيك المستخدم في قولبة الحقن، ودعنا نساعدك على تجنب المخاطر التي تواجهها 70% من المشاريع التي لا تخضع لتوجيهات مهنية.
ما هي أكثر أنواع البلاستيك شيوعاً في قولبة الحقن، وكيف يتم تصنيفها؟
ينقسم البلاستيك المستخدم في قولبة الحقن إلى فئتين رئيسيتين: المواد غير المتبلورة والمواد شبه المتبلورة. ويُعدّ التمييز بين هاتين الخاصيتين أساسًا جوهريًا يجب على المهندسين فهمه قبل الشروع في أعمال قولبة الحقن.
تتضمن بياناتنا المجمعة خصائص أنواع البلاستيك الشائعة المستخدمة في قولبة الحقن ومعايير التصنيف التي تساعدك على تحديد استخدام المواد في حالات معينة.
المواد غير المتبلورة مقابل المواد شبه المتبلورة: قد تصل اختلافات الانكماش إلى 5 أضعاف
- البلاستيك غير البلوري (ABS، PC، PMMA): اضطراب جزيئي، معدل انكماش من 0.4% إلى 0.8% ، استقرار في الحجم، مناسب للأجزاء الدقيقة، مقاومة كيميائية ضعيفة.
- البلاستيك شبه البلوري (PA، POM، PP): مرتبة جزيئياً، بمعدل انكماش يتراوح بين 1.5% و3.0%، قوة عالية، مقاومة كيميائية جيدة، ولكن مع انكماش غير متجانس.
التفاصيل الفنية: يتراوح معدل انكماش مادة PA6 بين 0.5% و1.5%، بينما يتراوح معدل انكماش مادة POM بين 2.0% و2.5%. استخدام مواد غير مناسبة سيؤدي إلى عيوب تُسبب مشاكل في القوالب وهدرًا للمواد. يجب أن تتم عملية اختبار الانكماش وفقًا لمعايير ASTM D955 .
تحدد السيولة دورة التشكيل
- تنخفض لزوجة انصهار البلاستيك شبه البلوري بسرعة مما يتيح انسيابية جيدة، ومع ذلك، يجب أن تنتظر المادة لفترات طويلة قبل أن تتمكن من التبلور.
- تبدأ المواد البلاستيكية غير المتبلورة في التليين دون إظهار نقطة انصهار واضحة، الأمر الذي يتطلب فترات تبريد طويلة للحفاظ على أبعادها الفيزيائية.
تعرض جداول البيانات التي أنشأناها معلومات الأداء الكاملة لمواد أساسية متعددة، والتي تشمل معدلات انكماشها وخصائصها الميكانيكية وميزات معالجتها.
| اسم المادة | نطاق الانكماش (%) | درجة حرارة الانحراف الحراري (°م) | قوة الشد (ميجا باسكال) | مؤشر تدفق الذوبان (جم/10 دقائق) |
| أب | 0.4-0.8 | 88-98 | 40-50 | 1.5-20 |
| جهاز كمبيوتر | 0.5-0.7 | 130-140 | 60-70 | 5-15 |
| PA6 | 0.5-1.5 | 60-80 | 70-80 | 10-30 |
| PA66 | 0.8-1.8 | 75-90 | 80-90 | 5-25 |
| دواء POM | 2.0-2.5 | 110-120 | 60-70 | 2.0-30 |
| PP | 1.0-2.5 | 70-100 | 20-30 | 2-35 |
| PMMA | 0.3-0.6 | 70-80 | 50-70 | 1.5-10 |
هل ترغب في التأكد من فئة المادة المستهدفة؟ حمّل ورقتنا البيضاء المجانية حول أنواع البلاستيك المستخدم في قولبة الحقن ، والتي تحتوي على بيانات أداء مفصلة لأكثر من 50 مادة شائعة الاستخدام.

الشكل 1: أكوام متعددة من حبيبات بلاستيكية مكعبة الشكل ذات حجم موحد بألوان مختلفة مثل الأحمر والأزرق والأخضر والسماوي، معروضة على خلفية بيضاء.
لماذا تفشل المواد البلاستيكية المستخدمة في قولبة الحقن أثناء عملية القولبة؟
حتى مع اختيار البلاستيك المناسب للقولبة بالحقن، قد تتعرض عملية القولبة لبعض الأعطال، وأكثرها شيوعًا ظهور بقع سوداء، وكسور هشة، وخيوط فضية . التشخيص السريع يوفر الوقت والمال.
دليل التشخيص السريع في الموقع
- البقع السوداء: تنتج عن اتساخ البراميل أو وجود شوائب في المادة. يؤدي استخدام أنواع بلاستيكية رديئة الجودة في عملية التشكيل بالحقن إلى هذا العيب.
- الكسر الهش: يحدث عندما تكون درجة حرارة الانصهار مرتفعة للغاية، مما يؤدي إلى التدهور، أو عندما تتجاوز نسبة المحتوى المعاد تدويره 30%. كلا الأمرين يضر ببنية البوليمر ويقلل من مقاومته للصدمات.
- ظهور خطوط فضية: غالباً ما يكون ذلك بسبب عدم تجفيف المواد المسترطبة بشكل كافٍ. يجب فحص عملية التجفيف فوراً، واختبار مستويات الرطوبة.
مشاكل المواد مقابل مشاكل العمليات
منطق الحكم البسيط: إذا واجهت عدة آلات تستخدم نفس نوع البلاستيك مشاكل، فمن المرجح أن يكون الخلل في المادة نفسها. أما إذا تعطلت آلة واحدة فقط، فمن المحتمل أن يكون الخلل في عملية التصنيع أو في المعدات. يساعد هذا في تجنب النزاعات مع الموردين، ويسرع من عمليات الإصلاح، على الأقل نظرياً.
ما هي أنواع البلاستيك المستخدمة في قولبة الحقن التي تسبب أكبر قدر من الخردة الناتجة عن إعادة العمل؟
في البلاستيك المستخدم في قولبة الحقن ، تُعد المواد المسترطبة والحساسة للحرارة المصادر الرئيسية لنفايات إعادة التصنيع، وتتطلب خصائصها تحكمًا دقيقًا في العملية. حتى الانحرافات الصغيرة قد تؤدي إلى عيوب مكلفة.
مصيدة تجفيف المواد المسترطبة
تمتص المواد البلاستيكية مثل PA6 وABS وPC الرطوبة بسهولة. لذا، يجب تجفيفها إلى أقل من 0.02% إلى 0.2% قبل الاستخدام. في حال عدم تجفيفها بشكل صحيح، قد تظهر مشاكل مثل خطوط فضية وفقاعات هوائية . وقد يفقد PA6 غير المجفف 30% من مقاومته للصدمات.
نافذة معالجة المواد الحساسة للحرارة
يتميز البولي فينيل كلوريد (PVC) وبعض أنواع البلاستيك الهندسي بنطاق معالجة ضيق للغاية، حيث تقع درجة حرارة تحلله بالقرب من نقطة انصهاره. يؤدي بقاؤه في البرميل لفترة طويلة إلى تحلل المادة، مما يُسبب ظهور بقع سوداء وانبعاث أبخرة سامة.
نسبة المواد المعاد تدويرها غير المنضبطة
إذا تجاوزت نسبة المواد المعاد تدويرها (PCR/PIR) 30%، فإنها تصبح عرضة للكسر الهش وظهور بقع سوداء. يجب على المورد توضيح هذه النسبة وتقديم بيانات اختبار البلاستيك المعاد تدويره المستخدم في قولبة الحقن.
بالإضافة إلى ذلك، فإن فهم خصائص إعادة تدوير المواد البلاستيكية الشائعة المستخدمة في قولبة الحقن، إلى جانب تصنيف أنواع البلاستيك المستخدمة في قولبة الحقن، يمكن أن يساعد في التحكم بشكل أفضل في مخاطر استخدام المواد المعاد تدويرها.
هل ترغب في تقليل معدلات الخردة؟ دع شركة JS Precision تقدم لك تحليلًا مجانيًا للتكاليف لعمليتك الحالية، بما في ذلك توصيات بشأن أفضل أنواع البلاستيك للقولبة بالحقن وتحسين معايير العملية لتقليل إعادة العمل.
كيفية تحديد أفضل أنواع البلاستيك للقولبة بالحقن بين الأنواع التجارية والأنواع الهندسية؟
يُعد اختيار البولي بروبيلين (PP) أو البولي إيثيلين (PE) للاستخدامات التجارية، والبولي أميد 6 (PA6) أو البولي كربونات (PC) أو البولي أوكسي ميثيلين (POM) للتطبيقات الهندسية، من أهم العوامل عند تصميم الأجزاء للقولبة بالحقن. يجب أن تتوافق هذه المواد مع أداء الجزء تحت الضغط وفي ظروف الاستخدام الواقعية. ويعتمد الاختيار الأمثل على الاحتياجات الميكانيكية للمنتج وبيئة الاستخدام اليومي.
مقارنة معمقة بين PP و PA6: المعايير الفنية
| مؤشرات الأداء | PP | PA6 |
| نسبة الانكماش (%) | 1.0-2.5 | 0.5-1.5 |
| قوة الشد (ميجا باسكال) | 20-30 | 70-80 |
| درجة حرارة الانحراف الحراري (°م) | 70-100 | 60-80 |
| متطلبات التجفيف | لا يتطلب التجفيف عموماً | يجب تجفيفه حتى يصبح محتوى الرطوبة أقل من 0.2% |
| التكلفة (دولار أمريكي/كجم) | 1.2-1.5 | 3.0-3.5 |
- رؤى تجارية: تكلفة البولي بروبيلين أقل للوحدة، لكن سماكة الجدار غير المناسبة قد ترفع نسبة الهدر إلى أكثر من 20%. أما البولي أميد 6 فهو أغلى ثمناً، لكنه يحافظ على أحجام ثابتة، وتنخفض نسبة الهدر إلى أقل من 2% في الإنتاج بكميات كبيرة. وهذا ما يجعل البولي أميد 6 أرخص إجمالاً على الرغم من ارتفاع تكلفته الأولية. ويعتمد الاختيار على مدى قدرة عملية الإنتاج على تحمل مخاطر الهدر.
مصفوفة قرار الاختيار
- هل تحتاج إلى مقاومة للحرارة أعلى من 80 درجة مئوية؟ → البلاستيك الهندسي (بولي كربونات بدرجة حرارة انحراف حراري أعلى من 120 درجة مئوية)
- هل تحتاج إلى مقاومة للتآكل؟ → بولي أو ميثيلين أو بولي أميد
- هل لديك متطلبات أداء منخفضة وحساسية للتكلفة؟ → بولي بروبيلين أم بولي إيثيلين
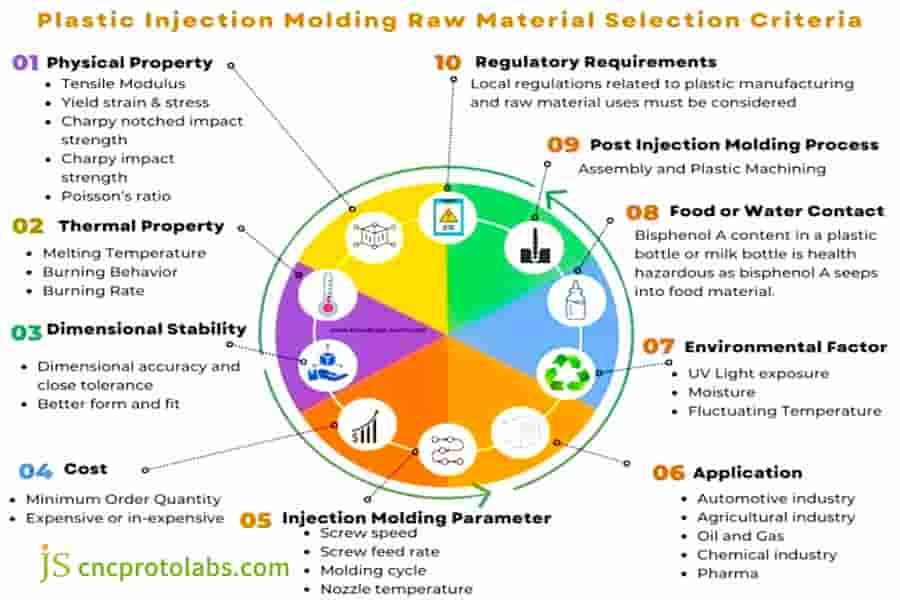
الشكل 2: مخطط رادار دائري يوضح معايير اختيار المواد البلاستيكية في قولبة الحقن، ويغطي عوامل مثل الخصائص الفيزيائية والخصائص الحرارية والتكلفة والتطبيق.
كيفية تحليل تكلفة البلاستيك المستخدمة في قولبة الحقن والتحكم بها بدقة؟
تشمل تكاليف قولبة الحقن ثلاثة عناصر رئيسية: تكاليف المواد التي تمثل من 30% إلى 60% من إجمالي التكاليف، وتكاليف القوالب لمرة واحدة، وتكاليف المعالجة التي تعتمد على مدة دورات الإنتاج. ويتطلب تحسين التكاليف النظر إلى ما هو أبعد من سعر الوحدة والتركيز على التكلفة الإجمالية.
سعر الوحدة للمواد ≠ تكلفة الوحدة
يبلغ سعر وحدة البولي بروبيلين 1.2-1.5 دولار/كجم، ولكن سمك الجدار غير المناسب يمكن أن يؤدي إلى معدل خردة يتجاوز 20%. سعر وحدة البولي أميد 6 أعلى، لكن استقرار الأبعاد أفضل، وفي الإنتاج الضخم يمكن تقليل معدل الخردة إلى أقل من 2% مما ينتج عنه تكلفة إجمالية أكثر ملاءمة.
التأثيرات الرئيسية لوقت الدورة
- يعتمد وقت القذف على درجة حرارة التشوه الحراري (HDT) لأن درجات الحرارة المرتفعة تقلل من أوقات التبريد.
- وجدت دراسة الحالة أن تغيير المادة إلى PBT-GF15 أدى إلى انخفاض بنسبة 30٪ في وقت دورة الإنتاج مع زيادة كفاءة الإنتاج أيضًا.
- تكاليف الطاقة: يؤدي انخفاض وقت الدورة بنسبة 15٪ - 22٪ إلى انخفاض استهلاك الطاقة للوحدة بأكثر من 15٪.
رياضيات استهلاك القوالب:
- تتطلب أحجام الإنتاج التي تصل إلى 100000 وحدة قوالب ذات تجويف واحد، بينما يمكن لأحجام الإنتاج التي تتجاوز 500000 وحدة استخدام قوالب ذات أربعة تجاويف مما يقلل تكاليف الوحدة بنسبة 30٪ إلى 50٪.
- تصل نفقات صيانة القوالب المعقدة إلى 15٪ إلى 20٪ من تكاليفها الأصلية والتي يجب تسجيلها في البيانات المالية.
لتوضيح التأثير المحدد لخصائص المواد المختلفة على تكلفة الوحدة، قمنا بحساب فروق التكلفة في ظل أحجام إنتاج مختلفة باستخدام نموذج رياضي. فيما يلي جدول بيانات مفصل:
| نوع المادة | تكلفة الوحدة من المواد (دولار أمريكي/كجم) | كمية المواد المستخدمة لكل وحدة (غرام) | تكلفة المواد (دولار أمريكي/للوحدة) | نسبة الخردة (%) | النسبة المئوية للتكلفة الإجمالية |
| مادة متعددة الأغراض منخفضة التكلفة (PP) | 1.35 | 25 | 0.0338 | 5 | 35% |
| مادة هندسية متوسطة الأداء (PA6) | 3.2 | 20 | 0.064 | 2 | 45% |
| مادة معدلة عالية الأداء (CF-PA66) | 5.5 | 18 | 0.099 | 1.2 | 55% |
| مادة فائقة الأداء (PEEK) | 28.0 | 15 | 0.42 | 0.5 | 80% |

الشكل 3: مجموعة متنوعة من الأجزاء البلاستيكية المصبوبة بالحقن بأشكال وأحجام وألوان مختلفة، بما في ذلك القطع المنحنية الكبيرة والحاويات والمكونات الصغيرة، معروضة على سطح برتقالي.
هل يتغير أفضل أنواع البلاستيك للقولبة بالحقن مع تغير أهداف الاستدامة؟
في سياق التنمية المستدامة، يتأثر أفضل أنواع البلاستيك للقولبة بالحقن بالعوامل البيئية، وتكتسب مواد PCR وPLA شعبية تدريجية، ولكن هناك حاجة إلى تحكم خاص في العملية لحل مشكلات تقلبات اللزوجة والتدهور.
تحديات مواد تفاعل البوليميراز المتسلسل (PCR):
تتأثر خصائص البلاستيك المعاد تدويره المستخدم في قولبة الحقن بعاملين رئيسيين: التلوث وتدهور سلاسل البوليمر. لذا، يتعين على الشركة تعديل معايير عملياتها، وإجراء عمليات تدقيق مكثفة لتأهيل الموردين لمنع حدوث أي عيوب.
نافذة المعالجة للبلاستيك الحيوي (PLA):
يجب أن تتراوح درجات حرارة معالجة حمض البولي لاكتيك (PLA) بين 180 و210 درجة مئوية نظرًا لانخفاض استقراره الحراري. تتطلب عملية الإنتاج أن يبقى زمن بقاء المادة في البرميل أقل من الحد الأقصى، مما يستلزم تخطيطًا دقيقًا للإنتاج لأن أوقات دورات المعالجة تتجاوز أوقات دورات معالجة البلاستيك التقليدي بنسبة تتراوح بين 10% و15%.
الدعم من المورد مطلوب:
- تقنيات التعديل: للتعويض عن تدهور أداء المواد المعاد تدويرها.
- وثائق الاعتماد: شهادة المعيار العالمي لإعادة التدوير (GRS) وبيانات انبعاثات الكربون.
كيف تحدد أفضل أنواع البلاستيك للحقن في مشروعك؟
تتطلب عملية اختيار المادة البلاستيكية الأنسب للقولبة بالحقن طريقة تقييم منهجية يجب أن تقيّم ثلاثة عوامل تشمل أداء المواد وقدرة المعالجة وتكاليف الإنتاج.
يمكن تحقيق أهداف المشروع من خلال تنفيذ هذه الخطوات السبع التي تضمن أن المواد المستخدمة في المشروع تفي بالمعايير المطلوبة.
طريقة الاختيار المكونة من سبع خطوات
- تحديد المتطلبات: تتطلب عملية الاختبار تأكيد القوى الميكانيكية التي ستختبر درجات حرارة التشغيل والتعرض للمواد الكيميائية والمتطلبات التنظيمية التي يجب أن يتحملها الجزء.
- تحديد مؤشرات الأداء الرئيسية: يحدد هذا القسم متطلبات الأداء الأساسية التي تشمل قوة الشد ومقاومة الحرارة وتكلفة الوحدة التي يجب تحقيقها.
- التصنيف الأولي: تتطلب العملية تحديد ما إذا كان البلاستيك المستخدم تجاريًا أم هندسيًا للتطبيق المقصود.
- مقارنة المواد المرشحة: تتطلب العملية تقييم الخصائص المهمة التي تشمل معدل الانكماش ودرجة حرارة التشوه الحراري ومؤشر تدفق الذوبان ومتطلبات التجفيف.
- حساب التكلفة الإجمالية: تتطلب العملية تقييم إجمالي النفقات التي تشمل جميع التكاليف بدلاً من التركيز فقط على تكلفة المواد لكل وحدة.
- استشر الخبراء: يساعد مهندسو المواد في التحقق من عملية الاختيار المنطقية من خلال خبرتهم.
- التحقق من صحة النموذج الأولي: تتطلب عملية الاختبار اختبار الأجزاء الفعلية مع المادة لإثبات تحقيق معايير الأداء.
قيمة دقة جافا سكريبت
- قاعدة بيانات المواد: تتضمن قاعدة البيانات أكثر من 200 نوع من البلاستيك الهندسي والبلاستيك التجاري المستخدم في قولبة الحقن.
- تحليل تدفق القالب: تُمكّن الأداة المستخدمين من التنبؤ بعمليات التعبئة والتبريد بالإضافة إلى سلوك التشوه مما يسمح لهم بتقليل حاجتهم لاختبار القالب.
- دعم التشكيل التجريبي: تقدم الخدمة مساعدة فنية كاملة تغطي العملية بأكملها بدءًا من اختيار المواد وحتى تحسين تصميم القالب.
دراسة حالة شركة JS Precision: معدل هدر المواد في ذراع مفصل روبوت تعاوني
تعمل إحدى الشركات الناشئة في مجال الروبوتات على تطوير روبوت تعاوني خفيف الوزن، مصنوع من النايلون المقوى بألياف الكربون (CF-PA66) بتقنية قولبة حقن البلاستيك. بعد ثلاثة أشهر من الإنتاج، بلغت نسبة الهدر 45%، مما يشكل تهديدًا خطيرًا لتسليم المشروع.
أدت المشاكل الرئيسية إلى إنتاج خردة في موقع التجميع، مما نتج عنه 62% من النفايات، بينما تسبب التفكك الشديد للألياف السطحية في 28% من النفايات، وشكّل الكسر أثناء اختبار التحميل 10% منها. وكان العميل يفكر في العودة إلى استخدام سبائك الألومنيوم في التصنيع، الأمر الذي سيضاعف التكلفة ثلاث مرات ويزيد الوزن بنسبة 60%.
نتائج التشخيص
أجرى الفريق التقني من شركة JS Precision زيارة ميدانية استمرت أسبوعًا لأعمال التحليل الخاصة بهم والتي كشفت عن ثلاث مشكلات تقنية رئيسية.
- مستوى المادة: تُظهر مادة توزيع ألياف الكربون توزيعًا غير متساوٍ مما يؤدي إلى سلوك انكماش غير متوقع بسبب خصائصها المتباينة الخواص.
- مستوى العملية: وصلت درجة حرارة القالب الفعلية إلى 60 درجة مئوية فقط، وهو ما يختلف عن متطلبات التصميم البالغة 120 درجة مئوية. وقد حالت هذه الدرجة من الحرارة دون محاذاة ألياف الكربون بشكل صحيح.
- مستوى التصميم: يتشكل تركيز الإجهاد عند النقاط التي يتغير فيها سمك الجدار فجأةً، وذلك لأن جميع الزوايا لها نصف قطر 0.5 مم. معامل تركيز الإجهاد النظري لهذا التصميم يساوي 3.2.
حل
1. إعادة تشكيل المادة: طوّرت شركة JS Precision مادة CF-PA66 جديدة من خلال فريق التطوير التابع لها، حيث أضافت عاملًا مُنَوِّيًا للتحكم في عملية التبلور، مما أدى إلى فرق انكماش بنسبة 0.8%. وحققت النتائج فرقًا في الخواص المتباينة بنسبة 0.2%.
2. تعديل القالب: يتيح جهاز التحكم الجديد في درجة الحرارة الحفاظ على درجة حرارة ثابتة عند 120±2 درجة مئوية. تم تحسين موقع البوابة، مما أدى إلى تقصير طول التدفق بنسبة 40% وزيادة نصف قطر الزاوية (R) من 0.5 مم إلى 2.0 مم.
3. معالجة العملية: تم اعتماد عملية تجفيف عند 110 درجة مئوية لمدة 4 ساعات (محتوى الرطوبة <0.02٪)، وتم زيادة ضغط التثبيت من 60 ميجا باسكال إلى 85 ميجا باسكال، وتم تنفيذ التحكم في سرعة الحقن المجزأة للتخلص من علامات النفث.
النتائج النهائية
| المؤشرات | قبل التحسين | بعد التحسين |
| معدل الخردة | 45% | 1.2% |
| CPK ذو الأبعاد | 0.8 | 1.33 |
| وزن الذراع المفصلي | - | أخف بنسبة 55% من سبائك الألومنيوم |
| تكلفة الوحدة | 60 دولارًا (بما في ذلك الخردة) | 23 دولارًا |
| موعد التسليم | 45 يومًا | 12 يومًا |
تُظهر هذه الحالة أن اختيار البلاستيك المناسب للقولبة بالحقن وتحسين نظام الإنتاج بأكمله يُمكن أن يُحدث تغييرًا جذريًا في نتائج المشروع. هل تواجهون تحديات مماثلة تتعلق بالمواد؟ تواصلوا مع شركة JS Precision اليوم لمعرفة كيف يُمكن لحلولنا المُخصصة أن تُقلل من نسبة الهدر وتُحسّن أداء المنتج.

الشكل 4: ثلاثة أجزاء مصبوبة بالحقن سوداء اللون عالية القوة مصنوعة من النايلون المقوى بألياف الكربون (CF-PA66)، مع لمسة نهائية لامعة، من المحتمل أن تكون لتطبيقات المفاصل الروبوتية.
الأسئلة الشائعة
س1: كيف يمكن للمرء أن يختار بين مواد ABS و PC؟
يُقدّم ABS حلاً فعالاً من حيث التكلفة يُتيح عملية طلاء كهربائي سهلة، بينما يُوفّر PC قوة فائقة إلى جانب خصائص شفافة ومقاومة حرارية استثنائية. يُنصح باختيار ABS للمكونات الخارجية، بينما يُفضّل استخدام PC للعناصر الشفافة والأجزاء التي تتطلب حماية من الصدمات القوية.
س2: ما هو معدل انكماش البولي بروبيلين؟
يتراوح معدل انكماش البولي بروبيلين بين 1.0% و2.5%، وذلك لاختلاف النتائج باختلاف الحشوات ومعايير التصنيع. لذا، ينبغي أن تبدأ عملية التصميم بقيمة متوسطة يقوم المصممون بتعديلها وفقًا لاحتياجاتهم.
س3: لماذا يعاني البولي أوكسي ميثيلين (POM) من مشاكل التشوّه؟
يُظهر البولي أوكسي ميثيلين (POM) معدل انكماش أقصى يتراوح بين 2.0% و2.5% لاحتوائه على مادة شبه بلورية، كما أن خصائصه تُظهر اختلافات كبيرة تبعًا للاتجاه. وسيساعد تطوير أساليب دقيقة للتبريد والحفاظ على الضغط في الحد من مشاكل التشوّه.
س4: ما هي المادة التي لها أقل سعر للوحدة؟
تتكون أنواع البلاستيك التجاري الأقل تكلفة من البولي بروبيلين والبولي إيثيلين والبولي فينيل كلوريد، وتتراوح قيمتها السوقية بين 1.2 و1.5 دولار أمريكي للكيلوغرام. يتطلب التقييم الكامل للتكاليف دراسة كل من المواد الخردة وعمليات المعالجة اللازمة.
س5: هل يمكن أن تحتوي المواد المعاد تدويرها على محتوى PCR؟
يمكن استخدام المواد، لكن جودتها واستقرارها يعتمدان على التحقق من نسبة PCR، وقدرة المورد على التعديل، ومتطلبات شهادة GRS.
س6: لماذا يتميز منتج PEEK بسعر مرتفع؟
يُعدّ البولي إيثر إيثر كيتون (PEEK) بلاستيكًا هندسيًا عالي الأداء يحافظ على سلامته الهيكلية عند درجات حرارة تصل إلى 260 درجة مئوية. يتميز هذا البلاستيك بقوة استثنائية، مما يجعله مناسبًا للاستخدام في تطبيقات الفضاء المتقدمة وزراعة الأعضاء الطبية، وهو ما يفسر ارتفاع تكلفته.
س7: كيف تقيس معدل انكماش القالب؟
تُعدّ صحيفة البيانات الفنية للمواد (TDS) المرجع القياسي. يجب ضبط معدل الانكماش للبلاستيك شبه البلوري بين 1.5% و2.5%، بينما يجب ضبط معدل الانكماش للبلاستيك غير المتبلور بين 0.4% و0.8%. ينبغي إخضاع الأجزاء الدقيقة لتحليل تدفق القالب.
س8: ما نوع الدعم الذي يقدمه برنامج JS Precision؟
تقدم شركة JS Precision استشارات اختيار المواد ، وتحليل تدفق القوالب، وتحسين القوالب، ودعم التشكيل التجريبي لضمان التوافق التام بين المواد البلاستيكية المستخدمة في التشكيل بالحقن والقالب.
ملخص
يُعدّ اختيار البلاستيك المناسب للقولبة بالحقن شرطًا أساسيًا يُحدد معدلات نجاح المشروع وتكاليفه. تتطلب هذه العملية تقييمًا لاختلافات المواد، بالإضافة إلى تقييم التكاليف والتأكد من اختيار الموردين من خلال اتخاذ قرارات من قِبل خبراء.
تُقدّم شركة JS Precision خدمات قولبة حقن البلاستيك منذ أكثر من 15 عامًا، وتشمل خدماتها حلّ مشاكل المواد المعقدة بنجاح لعملائها في جميع أنحاء العالم. سيواجه مشروعك تأخيرات وزيادة في التكاليف إذا اخترت مواد غير مناسبة.
أرسل رسوماتك ثلاثية الأبعاد ومتطلباتك الآن ، وسيقوم مهندسونا بالتوصية بأفضل أنواع البلاستيك للقولبة بالحقن وتقديم تحليل مجاني لإمكانية التصنيع لوضع مشروعك على طريق النجاح.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

