

Высокоточное литье под давлением лежит в основе лабораторного массового производства микроскопических сложных деталей.
В лаборатории может быть идеально спроектированный прототип, но когда на заводе резко снижается выход годной продукции из-за допуска в 0,005 мм, поиск правильного решения для преодоления этого узкого места превращается в настоящую игру.
При таких жестких требованиях к допуску, как 0,005 мм, даже малейший дефект пресс-формы или изменение технологического процесса могут привести к утилизации всей партии.
Для многих руководителей инженерных отделов и менеджеров по закупкам самым большим препятствием на пути от концепции продукта до выхода на рынок является поиск производителя изделий методом литья под давлением, способного обеспечить баланс между высокой точностью и высокой производительностью.
Краткое изложение основных ответов
| Аспекты | Ключевое содержание |
| Основные проблемы | Противоречие между контролем допуска (±5 мкм) и отсутствием дефектов при массовом производстве микросложных компонентов. |
| JS Precision Solution | Благодаря усовершенствованию конструкции деталей для литья под давлением, использованию технологии ротационного многослойного литья и строгому контролю над процессом, компания JS Precision позволяет массово производить микропрецизионные компоненты с использованием смеси жестких и гибких клеев. |
| Ценность для клиента | Снижение затрат на пробные попытки, сокращение сроков выполнения проектов, а также стабильные и надежные поставки прецизионных пластиковых компонентов. |
Основные выводы:
- Допуск определяет успех: если вам требуется массовое производство с допуском, превышающим 0,005 мм при микролитье под давлением, всегда ориентируйтесь на производственные возможности завода, а не на лабораторные данные, подтверждающие, что производитель может удовлетворить требованиям к допуску при микролитье под давлением только на основании лабораторных исследований.
- Проектирование влияет на стоимость: наиболее важным фактором для контроля производственных затрат является поддержание равномерной толщины стенок, поскольку это контролирует напряжение и усадку материала.
- Возможность интеграции имеет ключевое значение: для работы со сложными деталями, изготовленными методом литья под давлением, например, с использованием мягких и твердых клеевых соединений, необходимо выбрать производителя микролитьевых изделий, специализирующегося на технологиях многокомпонентной интеграции .
Почему стоит выбрать высокоточные услуги литья под давлением от JS Precision?
В области высокоточной литьевой формовки клиенты больше всего ценят способность компании всегда удовлетворять потребности массового производства, и именно в этом заключается главная компетенция компании JS Precision.
Компания JS Precision, являясь опытным производителем микросложных компонентов методом литья под давлением, не только сертифицирована по стандарту ISO 13485:2016 для медицинского литья под давлением, но и обладает более чем 15-летним опытом работы, обслужив более 500 первоклассных клиентов по всему миру. Сферы применения продукции включают медицину, электронику и автомобилестроение.
В качестве примера можно привести случай с международным клиентом, занимающимся производством медицинских изделий, который запросил компоненты микросенсоров с допуском 0,003 мм. Работа с тремя различными производителями пресс-форм для литья под давлением была прекращена из-за того, что процент выхода годных изделий составлял менее 60%.
Компания JS Precision не только перепроектировала деталь, изготовленную методом литья под давлением, для клиента, но, что наиболее важно, использование швейцарского обрабатывающего центра Mikron для изготовления пресс-формы, а затем ее интеграция с полностью электрической машиной для литья под давлением FANUC позволили повысить выход годной продукции до 99,7%.
Наша компания ежегодно производит более 10 миллионов прецизионных пластиковых компонентов и помогает клиентам снизить производственные затраты на 30%.
Главное преимущество JS Precision заключается в том, что компания может обеспечить весь производственный процесс , от доработки проекта до окончательной отгрузки готовой продукции, а не только литье под давлением. Расхождения между лабораторными данными и результатами производства больше не должны вас беспокоить.
Это объясняется тем, что каждый используемый нами процесс был проверен в ходе массового производства тысячи раз, а индекс производительности процесса (Cpk) остается на уровне 1,33. Это означает, что прецизионные пластиковые детали всегда изготавливаются в соответствии с высочайшими стандартами.
Хотите быстро понять ключ к высокоточному массовому производству методом литья под давлением? Скачайте эксклюзивный аналитический отчет JS Precision прямо сейчас, чтобы раскрыть подводные камни массового производства микрокомпонентов, легко освоить основные методы для стабильной поставки прецизионных пластиковых компонентов , избежать обходных путей и сэкономить на затратах, связанных с методом проб и ошибок.
Почему при массовом производстве ваши микропрецизионные компоненты постоянно не соответствуют стандартам?
Многие клиенты получают вполне качественные образцы продукции в лаборатории, но при увеличении объемов производства выход годной продукции резко падает ниже 50%. Истинная причина заключается в том, что микрокомпоненты чрезвычайно чувствительны к допускам.
При допуске в 0,005 мм даже очень небольшие изменения температуры или износ пресс-форм могут привести к выходу деталей за пределы допустимых отклонений.
Кроме того, согласно стандарту ASTM D6400-19 , сложность производства микродеталей в больших объемах значительно выше, чем макродеталей, и это является основной причиной низкого выхода годной продукции.
Ад допусков микрокомпонентов
Допуски на микрокомпоненты составляют 0,005 мм. Погрешность крупных деталей может быть недостаточно значительной, чтобы повлиять на функциональность изделия, но в случае микрокомпонентов даже небольшое отклонение может привести к поломке.
Иными словами, это уровень точности, сравнимый с продеванием нити в иголку , и компания JS Precision неизменно обеспечивает точную заправку нити.
Ловушка урожайности при масштабировании производства
Обычно при мелкосерийном опытном производстве показатели выхода годной продукции растут, но затем резко падают при использовании многогнездных пресс-форм. Один из клиентов, занимающийся производством электроники, столкнулся со снижением выхода годной продукции с 95% до 68% при использовании 16-гнездной пресс-формы, поскольку мельчайшие различия внутри гнезд становились всё больше.
Благодаря балансировке систем горячего литья и онлайн-контролю компания JS Precision играет важную роль в обеспечении стабильности качества компонентов, изготавливаемых из многогнездных изделий, тем самым решая проблему серийного производства.
В условиях проблем с выходом годных изделий при массовом производстве микрокомпонентов нет необходимости в слепых пробах и ошибках! Свяжитесь с инженером JS Precision для бесплатной индивидуальной консультации, чтобы точно определить основные причины низкого выхода годных изделий и получить целенаправленные решения по оптимизации высокоточного литья под давлением, быстро преодолевая узкие места массового производства.
Что такое высокоточное литье под давлением, позволяющее осуществлять массовое производство?
Многие производители делают все правильно только на этапе изготовления одной детали и не обеспечивают стабильность качества при крупномасштабном производстве. Настоящая точность в литье под давлением означает способность поддерживать критически важные размеры в заданных пределах для миллионов единиц продукции.
Индекс технологической пригодности (Cpk) — единственный стандарт.
Индекс технологической пригодности (Cpk) является основным стандартом для оценки способности производить продукцию с высокой точностью в больших объемах. Чем выше значение Cpk, тем стабильнее массовое производство. Для действительно высокоточных производителей требуется значение Cpk 1,33 или выше.
Проще говоря, значение Cpk сопоставимо с работой вашего инспектора по качеству на производственной линии. Значение Cpk 1,33 означает, что у вас есть хороший, надежный инспектор по качеству, проверяющий соответствие каждого продукта стандартам, без необходимости вашего надзора.
Ниже представлены показатели стабильности серийного производства и сценарии применения для различных значений Cpk, что поможет вам быстро оценить возможности производителя:
| Значение CPK | Стабильность массового производства | Процент брака (на миллион изделий) | Применимые сценарии | Соответствует требованиям высокой точности. |
| ≥1,33 | Чрезвычайно высокий уровень, минимальные колебания | ≤63 | Медицинское оборудование, высокотехнологичная электроника, основные автомобильные компоненты. | Да |
| 1.0-1.33 | Средний уровень, требует частого мониторинга. | 63-2700 | Обычная электроника, товары повседневного спроса | Нет |
| 0,67-1,0 | Низкие, значительные колебания | 2700-63000 | Низкокачественные пластиковые изделия | Нет |
| <0,67 | Крайне низкий уровень, неспособность обеспечить стабильное массовое производство. | >63 000 | Не представляет ценности для крупномасштабного массового производства | Нет |
Высокоточная услуга литья под давлением от JS Precision обеспечивает стабильное значение Cpk 1,33 и 1,67 для основных производственных линий, что позволяет получать стабильные и точные пластиковые детали, а также решать проблемы, связанные с колебаниями объемов производства.
Контроль качества осуществляется на протяжении всего процесса.
Высокоточная технология литья под давлением реальна только в том случае, если каждый этап процесса контролируется. Жесткий контроль на каждом этапе, от проектирования до тестирования, гарантирует неизменность и соответствие продукции всем требованиям.
- Этап проектирования: Участие в проектировании деталей, применение 3D-моделирования процесса формования Moldex для выявления дефектов и поиска оптимальных решений, что позволяет минимизировать риски ошибок при массовом производстве.
- Изготовление пресс-форм: Благодаря швейцарским обрабатывающим центрам Mikron, точность изготовления пресс-форм достигает 1 м. Для изготовления пресс-форм используется инструментальная сталь высочайшего качества, что обеспечивает их стабильность и длительный срок службы.
- Литье под давлением: Точная настройка параметров полностью электрических литьевых машин , отклонение температуры на 1°C, что гарантирует стабильность процесса.
- Итоговая проверка: контроль качества в режиме реального времени с использованием координатно-измерительной машины (КИМ) помогает выявлять и устранять дефекты в прецизионных пластиковых компонентах.

Рисунок 1: Набор различных деталей, изготовленных методом литья под давлением, включая шестерни и корпуса разных цветов, расположенных на сером фоне, с помощью штангенциркуля.
Как решить проблему дефектов литья микросложных деталей путем оптимизации конструкции детали, изготовленной методом литья под давлением?
Некоторые конструктивные особенности, такие как усадка и деформация в микроскопических деталях сложной формы, могут быть следствием нерационального проектирования. Корректировка конструкции на самом раннем этапе позволяет не только уменьшить количество дефектов и повысить выход годной продукции, но и значительно сэкономить на затратах, связанных с методом проб и ошибок.
Равномерность толщины стенки: устранение усадки и напряжений в источнике.
Неравномерные изменения толщины стенок являются основной причиной многочисленных сбоев в производстве сложных деталей, приводящих к образованию усадочных полостей и концентрации напряжений. В основном, неравномерное заполнение расплавом и охлаждение приводят к внутренним напряжениям, которые, в свою очередь, влияют на функциональность изделия.
Проще говоря, проектирование толщины стенок микродеталей аналогично надуванию воздушного шара. Неравномерная толщина может очень легко привести к образованию выпуклости или даже разрыву. Только равномерное распределение напряжений может гарантировать, что деталь не сожмется и не деформируется после формования, тем самым избегая внутренних дефектов изделия.
Компания JS Precision рекомендует проектировать стенки микродеталей одинаковой толщины по всей длине, при этом оптимальная толщина составляет 0,2-0,5 мм, а переход от одной толщины к другой должен быть плавным . После того, как заказчик изменил конструкцию, усадка снизилась с 8% до 0,5%.
| Расчет толщины стенки | Диапазон толщины стенки (мм) | Коэффициент усадки (%) | Деформация (мм) | Процент брака при литье (%) | Применимые типы деталей |
| Равномерная толщина стенки | 0,2-0,3 | 0,3-0,6 | ≤0,002 | 0,5-1,2 | Микроэлектронные разъемы |
| Равномерная толщина стенки | 0,3-0,5 | 0,6-1,0 | ≤0,003 | 1.2-2.0 | Медицинские микрокатетеры |
| Внезапные изменения толщины стенки | 0,2-0,4 | 5.0-8.0 | 0,010-0,015 | 15-25 | Нет подходящих сценариев |
| Слишком тонкая толщина стенки | <0.2 | 3.0-5.0 | 0,008-0,012 | 10-18 | Специальные микросенсоры |
| Слишком большая толщина стенки | >0.5 | 1.0-3.0 | 0,005-0,008 | 3.0-5.0 | Большая база микрокомпонентов |
Расположение затвора и траектория потока
Положение литникового канала определяет порядок заполнения полости расплавленным материалом. Неправильная конструкция может привести к образованию сварных швов и снизить прочность изделия.
Компания JS Precision подбирает литниковые каналы, наиболее подходящие для уровня сложности конструкции детали. Примером может служить регулировка литниковых каналов для деталей из мягкого и твердого пластика, которая позволила устранить сварочные швы и повысить прочность детали на 35%.
Правильно установленный затвор обеспечивает равномерный поток расплава и не только исключает образование дефектов, но и отвечает потребностям и ожиданиям заказчика.
Беспокоитесь о дефектах в конструкции вашей детали, изготовленной методом литья под давлением ? Предоставьте чертежи вашей детали, и JS Precision предоставит бесплатные услуги по анализу DFM (проектирование для производства), чтобы точно спрогнозировать риски литья, оптимизировать детали конструкции, сократить затраты на пробные попытки на этапе производства и повысить выход годной продукции при массовом производстве.
Почему стоит выбрать производителя микролитьевых изделий на заказ для удовлетворения высокоточных требований, таких как склеивание мягкими и твердыми клеями?
Детали, содержащие смесь мягких и твердых пластмасс, встречаются часто. Большинство производителей не могут справиться с небольшими смещениями при второй стадии литья под давлением. Профессиональные производители микролитьевых изделий на заказ могут контролировать отклонения в пределах ± 5 микрон , обеспечивая стабильность изделия.
Интеграционные возможности многокомпонентного микролитья под давлением
Неправильная центровка во время вторичного литья часто приводит к нарушению герметичности в этих пластиковых смесях. При обычной установке с ручным зажимом отклонение может составлять всего 0,015 мм — этого более чем достаточно, чтобы вызвать нарушения герметичности, увеличивая процент отказов до более чем 20% . Такой подход неприемлем для продукции высшего качества.
Зажимное устройство сбивается с курса и нарушает сопряжение поверхностей. Компания JS Precision использует ротационную систему формования для изготовления цельных деталей, полностью исключая необходимость зажима. Это устраняет проблему несоосности в корне.
Эта интегрированная технология обеспечивает идеальное прилегание сопрягаемых поверхностей каждого сложного компонента, полностью исключая риск нарушения герметичности и гарантируя работоспособность изделия.
±5 микрометров: основная гарантия надежности уплотнения.
Герметизация медицинских и автомобильных деталей требует высокой прочности. Прочность соединения напрямую определяет работоспособность изделия. Компания JS Precision обеспечивает погрешность менее 5 микрометров. Большинство фирм не могут достичь такой точности. Один из клиентов, занимающийся производством датчиков, не прошел испытания — герметичность нарушалась в 18% случаев.
Хранение пресс-форм во вращающейся системе повысило стабильность качества. Новая конструкция значительно уменьшила количество трещин в швах. Это было не просто небольшое улучшение — результат полностью изменился. Теперь каждая деталь проходит проверку с большей надежностью. Это изменение сделало изделие надежным в условиях высоких нагрузок. Под давлением соединение остается прочным даже после многократного использования.
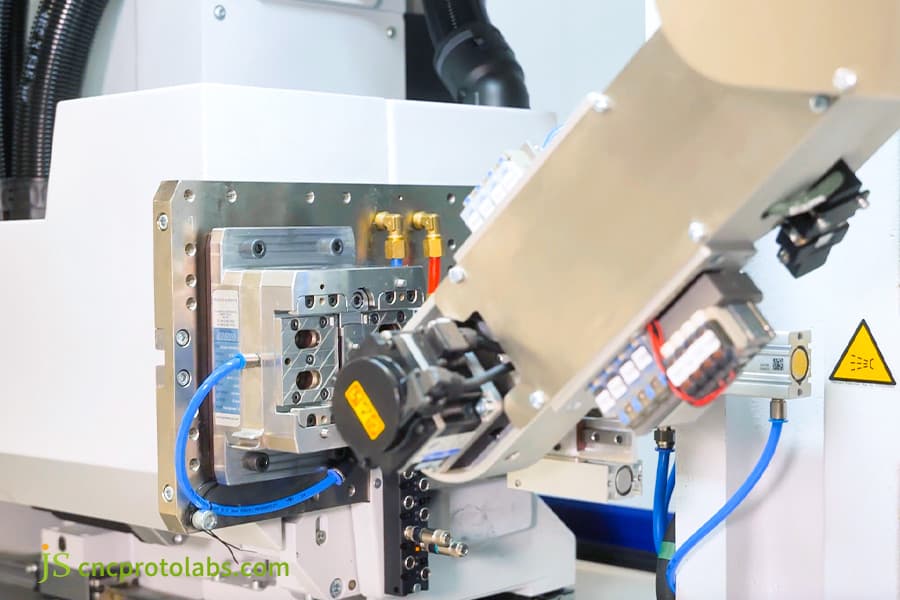
Рисунок 2: Крупный план сложного металлического элемента пресс-формы со шлангами и кабелями в промышленных условиях.
На какие ключевые показатели следует обратить внимание при выборе производителя пресс-форм для литья под давлением?
Выбор правильного производителя пресс-форм для литья под давлением чрезвычайно важен, если вы хотите наладить массовое производство с высокой точностью. Помимо цены, перед принятием окончательного решения необходимо также учитывать внутренние факторы, такие как качество стали для пресс-форм, точность обработки и т.д.
Выбор оптимальной точности обработки стали и пресс-форм.
Пресс-форма является основой высокоточного литья под давлением, и ее точность и срок службы напрямую определяют качество прецизионных пластиковых компонентов. От качества пресс-формы зависят материал стали, из которой она изготовлена, и точность обработки.
Мы рекомендуем сотрудничать с заводами, которые импортируют инструментальную сталь от Daido Steel (Япония) или Grss Steel (Германия) и используют электроэрозионную обработку медленной проволокой, чтобы можно было очень точно измерить полость пресс-формы в микронах.
Ниже приведено сравнение широко используемых инструментальных сталей и обычных инструментальных сталей от JS Precision, которое поможет вам четко определить различия:
| Тип листовой стали | Источник | Твердость (HRC) | Точность обработки (мкм) | Срок службы плесени (10 000 циклов) | Применимые сценарии |
| Япония Дайдо NAK80 | Япония | 38-42 | ±1 | 100-150 | Высококачественные медицинские и электронные компоненты |
| Германия Гриц 1.2738 | Германия | 34-38 | ±1,5 | 80-120 | Автомобильные и сложные электронные компоненты |
| Обычный внутренний рейс P20 | Китай | 28-32 | ±5 | 30-50 | Обычные пластиковые изделия |
| Сталь отечественного производства, 45 фунтов | Китай | 20-25 | ±10 | 10-20 | Пресс-формы для опытного производства начального уровня |
Проектирование горячеканальной системы и системы охлаждения
Балансировка горячеканальной системы и точный контроль температуры с точностью до ±1°C являются двумя важнейшими факторами для поддержания стабильных и коротких циклов формования в многогнездных пресс-формах. В JS Precision мы используем самые передовые технологии, чтобы гарантировать, что отклонение балансировки при заполнении расплава не превышает 5%.
Как производство пластиковых прототипов может помочь вам значительно сократить затраты на пробные запуски и эксперименты перед началом массового производства?
Запуск производства пресс-форм для массового производства без изготовления пластиковых прототипов может легко привести к необходимости модификации пресс-форм из-за проблем с конструкцией, что увеличит затраты и циклы проб и ошибок. Изготовление прототипов позволяет проверить осуществимость конструкции с низкими затратами.
Интеграция жидкостей: от быстрого прототипирования до массового производства пресс-форм.
Компания JS Precision создает пластиковые прототипы, которые напрямую используются при проектировании пресс-форм для массового производства. Никаких мертвых зон. Никаких предположений. Данные, полученные на ранних этапах производства, напрямую поступают в окончательные чертежи пресс-форм.
Они быстро изготавливают пресс-формы из алюминия или мягкой стали — за две-четыре недели . Таким образом, детали соответствуют объему производства. Затраты остаются на уровне 10-20% от стоимости пресс-форм для полномасштабного производства. Эти пресс-формы позволяют проводить испытания в различных условиях.
Одна электронная компания обнаружила проблемы с конструкцией логических элементов на ранней стадии, используя этот метод. Это позволило сэкономить 8000 долларов и избежать четырехнедельной задержки запуска.
Данные прототипа мгновенно поступают в систему планирования массового производства пресс-форм. Отсутствие дублирования усилий. Проекты продвигаются быстрее. Продукция отгружается раньше и с меньшим давлением.
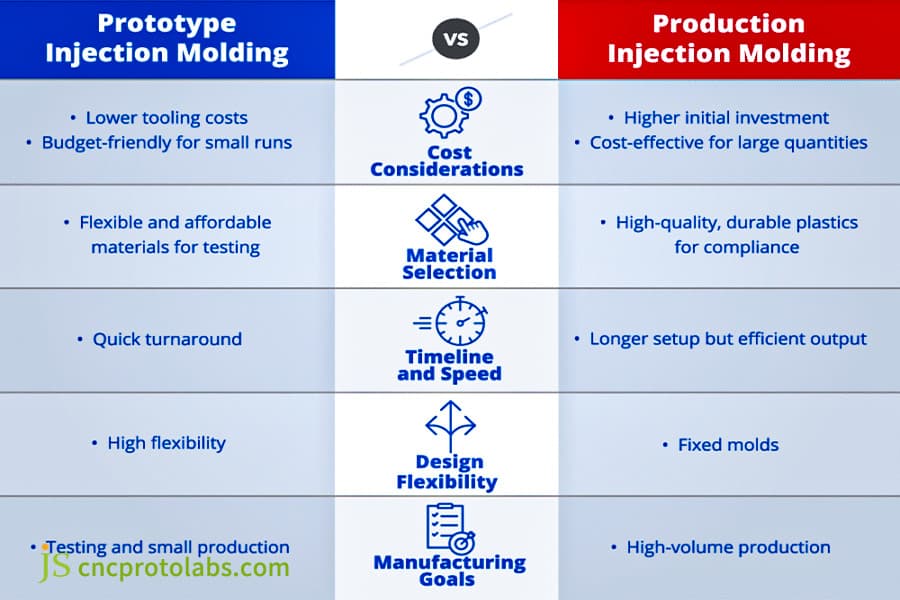
Рисунок 3: Инфографика, сравнивающая прототипирование и серийное литье под давлением, демонстрирующая различия в стоимости, материалах, сроках, гибкости и целях.
Как быстро получить расценки на литье под давлением и эффективно сократить сроки выполнения проекта?
Для начала проекта требуется точная смета на литье под давлением . Компания JS Precision завершит свою работу в течение 24 часов после того, как вы предоставите все необходимые данные для начала анализа DFM (проектирование для технологичности производства).
Параллельное проектирование с учетом технологичности производства: ключ к сокращению цикла.
Большинство заводов ждут завершения процесса составления сметы, прежде чем рассматривать проекты. Компания JS Precision же одновременно занимается проектированием и расчетом стоимости. Это сокращает время на две-три недели. В результате — более быстрая доставка и меньшие задержки в производстве. Не нужно ждать согласований или обратной связи после составления сметы. Процесс начинается немедленно.
Один из клиентов этой медицинской компании сократил процесс составления сметы и оптимизации проекта с шести недель до трех, что позволило ему начать серийное производство раньше запланированного срока.
Отчет по анализу DFM (проектирование с учетом технологичности производства) четко определит точки оптимизации конструкции, риски, связанные с литьем, и решения, что позволит вам получить ясное представление о целесообразности проекта.
Стандартизированный процесс формирования ценовых предложений
Компания JS Precision разработала стандартизированный процесс составления коммерческих предложений, который обеспечивает клиентам как точное ценообразование, так и полную прозрачность ценовой политики. Для быстрого получения коммерческого предложения вам потребуется предоставить только следующие материалы:
- 3D-чертежи: формат STP/IGS, с указанием основных размеров и допусков.
- Двумерные чертежи: с указанием технических требований к деталям и стандартов испытаний.
- Выбор материала: определение марки материала и требований к его характеристикам.
- Годовой спрос: содействие оптимизации конструкции пресс-форм и снижение себестоимости продукции.
Компания JS Precision предоставит клиентам предварительную смету вместе с рекомендациями по DFM (проектированию с учетом технологичности изготовления) в течение 24 часов после предоставления всех необходимых материалов. Полная смета будет предоставлена в течение 48 часов, что позволит быстро начать проект.
Пример из практики: Как компании JS Precision удается достичь 99,8% герметичности наконечников медицинских микрокатетеров?
Для герметизации деталей в медицинских изделиях требуются практически идеальные допуски. На данный момент достижение такого уровня точности является настоящим испытанием.
Возникшие трудности
Медицинскому клиенту требовались наконечники микрокатетеров диаметром менее 2 мм с использованием как твердых, так и мягких клеевых составов. Две предыдущие попытки изготовления микрокатетерных наконечников методом литья под давлением не увенчались успехом и не обеспечили стабильного производства. Проблемы заключались не только в посадке, но и в двух основных моментах:
- Размер сопрягаемой поверхности должен был не превышать 0,008 мм. Даже крошечный зазор мог привести к протечке и сделать устройство небезопасным.
- Неравномерная толщина стенок приводила к ошибкам позиционирования в 0,015 мм во время вторичного формования, что снижало выход годной продукции ниже 70%. Им требовалось начать полномасштабное производство менее чем за 12 недель , и они настаивали на сокращении производственных циклов.
Компания JS Precision объединила усилия специалистов для разработки точного процесса литья под давлением, отвечающего именно этим требованиям.
Решение
Компания JS Precision решила проблемы клиента, разработав решения в трех областях: технологический процесс, проектирование и производство. Компания также гарантировала стабильное массовое производство и высокое качество продукции.
1. Интегрированный процесс:
Они использовали технологию ротационного штабелирования, позволяющую формовать мягкие и твердые пластмассы в единое целое и исключающую ошибки вторичного зажима. Отклонение в месте соединения составляет менее или равно ±5 мкм, а время цикла формования сокращается с 30 секунд до 22 секунд.
2. Оптимизация конструкции:
С помощью анализа потока расплава была изменена конструкция детали. Была изменена толщина стенки из твердого пластика (0,12 мм), а также добавлена направляющая структура потока. Кроме того, было оптимизировано расположение литникового канала, и полностью устранены сварочные швы.
3. Точное производство:
Благодаря использованию швейцарских обрабатывающих центров Mikron и японской инструментальной стали Daido NAK80, допуск на формутельную полость составляет 1,5 м. Кроме того, это подтверждается онлайн-контролем и координатно-измерительной машиной (КИМ).
Окончательные результаты
Предложенное решение полностью удовлетворило требованиям заказчика, обеспечив стабильные допуски на сопрягаемые поверхности в 5 м, частоту отказов уплотнений ниже 0,2% и увеличение выхода годной продукции с 70% до 99,8%. Теоретически, повышение надежности является прямым следствием уменьшения отходов и повышения однородности.
Проект был завершен всего за 10 недель, что на 6 недель раньше запланированного срока. Это позволило начать клинические испытания продукта заказчика на 6 месяцев раньше. Эффективность массового производства выросла на 30%, а себестоимость единицы продукции снизилась на 25%. Простое изменение сроков позволило сэкономить много времени на исследования и разработки.
После этого заказчик полностью нам доверяет и передает нам весь свой высокоточный литьевой производственный цикл для микромедицинских деталей. Сегодня мы ежегодно поставляем более пяти миллионов прецизионных пластиковых деталей, демонстрируя хорошие показатели и отличное качество.
Хотите повторить успех с показателем герметичности 99,8% для медицинских деталей? Предоставьте подробные требования к сложным деталям, изготавливаемым методом литья под давлением , и компания JS Precision разработает для вас высокоточное решение для литья под давлением, которое поможет вашему продукту быстро пройти валидацию и завоевать долю рынка.
Часто задаваемые вопросы
В1: Каких допусков можно достичь при высокоточной литьевой формовке?
В производстве высокоточных изделий методом литья под давлением компания JS Precision обеспечивает стабильные допуски на уровне 0,005 мм, которые сохраняются на протяжении всего цикла производства. Для высокотехнологичных медицинских и электронных проектов допуск снижается до 0,003 мм , что соответствует даже самым строгим стандартам, хотя и требует тщательного контроля процесса.
В2: Какова типичная толщина стенок для микросложных компонентов?
В большинстве микроскопических деталей сложной формы толщина стенок составляет от 0,2 до 0,5 мм. Поддержание равномерной толщины помогает уменьшить усадку и внутренние напряжения. Если вы работаете над чем-то необычным, JS Precision может помочь разработать конструкцию, которая будет физически прочной.
В3: Почему детали, изготовленные из комбинации твердых и мягких пластмасс, склонны к нарушению герметичности?
Соединение часто выходит из строя из-за смещения позиций во время вторичного впрыска — это несоответствие приводит к зазорам в месте соединения. Использование интегрированного многокомпонентного литья под давлением напрямую решает эту проблему.
Вопрос 4: Как обеспечить стабильное качество каждой детали при массовом производстве многогнездных пресс-форм?
Мы уделяем особое внимание созданию прецизионных пресс-форм со сбалансированными системами горячего литья и контролируем производство, используя значения Cpk выше 1,33 — это позволяет поддерживать вариативность размеров деталей в пределах ≤±3 мкм по всем полостям.
В5: Необходимо ли создавать прототипы из пластика?
Да, это необходимо. Это позволяет недорого тестировать конструкции деталей, выявлять проблемы на ранних стадиях, исключать догадки и ускорять продвижение проектов, особенно при мелкосерийном производстве.
В6: Какие документы необходимы для получения коммерческого предложения на литье под давлением?
Для получения точной сметы отправьте 3D-чертежи в формате STP или IGS, 2D-чертежи со спецификациями, точный материал, который вам нужен, и количество единиц, которое вам требуется в год.
В7: Каков типичный срок поставки пресс-форм?
Изготовление стандартных пресс-форм занимает от 4 до 8 недель . Для срочных серий прототипов мы можем изготовить их за 2-4 недели, если вам это нужно быстро.
В8: Как вы гарантируете сохранение плесени в течение всего срока её жизни?
Мы используем высококачественную инструментальную сталь и тщательно подвергаем ее термообработке в процессе механической обработки. Это обеспечивает срок службы более миллиона циклов, что значительно сокращает необходимость замены пресс-форм в дальнейшем.
Краткое содержание
Крупномасштабное производство микросложных компонентов требует всестороннего контроля допусков, конструкции, технологических процессов и возможностей интеграции.
Компания JS Precision, являясь профессиональным производителем деталей, изготовленных методом микролитья под давлением на заказ, оптимизирует конструкцию деталей, полученных методом литья под давлением, внедряет передовые технологии и осуществляет строгий контроль для снижения затрат, ускорения производства и обеспечения стабильной точности изготовления пластиковых компонентов.
Немедленно получите эксклюзивное предложение по литью под давлением!
Пожалуйста, пришлите нам ваши чертежи , и наша инженерная команда в течение 24 часов предоставит вам бесплатный анализ DFM и предварительное ценовое предложение, положив начало успешному завершению вашего проекта.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

