

High precision injection molding is at the heart of laboratory-based mass production of micro complex parts.
You may have a perfectly designed prototype at the lab, but when the production yield sharply declines at the factory because of the tolerance 0.005mm, it becomes a real game of finding the right solution to defeat this bottleneck.
When the tolerance requirement is as tight as 0.005mm, even the slightest defect of the mold or a change of the process can result in disposal of the whole batch.
For many engineering managers and purchasing managers, the biggest roadblock in the process of taking a product from a concept to the market is the discovery of an injection molding manufacturer that can really deliver the balance of high precision and high throughput.
Core Answer Summary
| Aspects | Key Content |
| Core Challenges | The contradiction between tolerance control (±5μm) and zero defects in the mass production of micro complex components. |
| JS Precision Solution | By enhancing the design of parts for injection molding, using rotary stacking mold technology, and implementing rigorous control over the process, JS Precision makes it possible to mass produce micro precision components with a mixture of rigid and flexible adhesives. |
| Customer Value | Reduced trial-and-error costs, shorter project cycles, and a stable and reliable supply of precision plastic components. |
Key Takeaways:
- Tolerance Determines Success: In case you need facilities mass production beyond micro injection molding tolerance of 0. 005mm, always look for factory production capability instead of laboratory data that the manufacturer can only satisfy the requirement of micro injection molding tolerance by lab data.
- Design is Cost: The most important factor to keep the production cost under control is to maintain uniform wall thickness since it controls stress and shrinkage of the material.
- Integration Capability is Key: To deal with injection molding complex parts such as soft and hard adhesive bonding, it is necessary to choose a custom micro molding manufacturer with multi-component integration technology.
Why Choose JS Precision's High Precision Injection Molding Services?
In the area of high precision injection molding, what customers appreciate most is the capability of the company to always fulfill the mass production demands, and that is exactly the main competence of JS Precision.
Being a skilled producer of micro complex components by injection molding, JS Precision is not only ISO 13485:2016 medical injection molding certified but also have over 15 years of experience, and have served more than 500 first-class clients worldwide. The areas of precision covered include medical, electronics, and automotive.
As an illustration of this, an international medical device client once asked for the micro sensor components to be of a tolerance of 0.003mm. Work done with three different injection mold manufacturers had been discontinued due to yield rates being below 60%.
JS Precision not only redesigned the injection molding part for the client but most importantly, using a Swiss Mikron machining center to make the mold, and then combining it with a FANUC all-electric injection molding machine, led to the mass production yield being raised to 99.7%.
We company produces more than 10 million pieces of precision plastic components each year and helps the client in decreasing production costs by 30%.
JS Precision's primary strength is that it can deliver the entire production process from design refinement to the final mass production shipment instead of only performing injection molding. Discrepancies between laboratory data and production results should no longer be a concern for you.
This is because every process we use has been mass production verified for thousands of times, and the process capability index (Cpk) remains 1.33. This means that precision plastic parts are manufactured to the highest standards at all times.
Want to quickly understand the key to high precision injection molding mass production? Download the JS Precision exclusive white paper now to unlock the pitfalls of micro component mass production, easily master the core methods for a stable supply of precision plastic components, avoid detours, and save on trial and error costs.
Why Does The Yield Of Your Micro Precision Components Always Fail To Meet The Standard During Mass Production?
Many customers enjoy perfectly fine sample production in the lab, but when they ramp up the production, their yield sharply falls under 50%. The real cause is that micro components are extremely sensitive to tolerances.
At the tolerance level of 0.005mm, even very small changes in temperature or wear of molds might make parts go out of tolerance.
Moreover, referring to ASTM D6400-19 standard, the production difficulty of micro parts in bulk is much higher than that of macro-parts and this is the fundamental reason for the low yield.
The Tolerance Hell of Micro Components
Micro component tolerances are 0.005mm. The error of large parts may not be significant enough to affect the functionality of the product, but in the case of micro components, even a small deviation can lead to failure.
In other words, this is a level of tolerance comparable to threading a needle, and JS Precision keeps delivering accurate threading without fail.
The Yield Trap of Scale-Up
Usually, things go well in small batch trial production in terms of yield, after which it drops drastically when using multi cavity molds. One of the electronics customers experienced a drop in yield from 95% to 68% of the 16-cavity mold, as tiny differences within the cavities were getting bigger.
Through balancing hot runner systems and online inspection JS Precision plays an important role in multi cavity production components consistency, thereby tackling this volume production problem.
Faced with the yield dilemma of micro component mass production, there's no need for blind trial and error! Contact a JS Precision engineer for a free one-on-one consultation to accurately pinpoint the core reasons for low yields and obtain targeted optimization solutions for high precision injection molding, quickly overcoming mass production bottlenecks.
What Is High Precision Injection Molding That Can Be Mass-Produced?
Many producers only do it right in the making of a single part and do not make sure that the quality is stable when producing at a large scale. Real precision in injection molding means being able to keep critical dimensions within specified limits for millions of units.
Process Capability Index (Cpk) is the only standard
Process Capability Index (Cpk) is the main standard for evaluating the ability to produce precisely at high volume. The bigger the Cpk, the more stable is the mass production. The real high precision producers need a Cpk of 1.33 or higher.
In simple words, the Cpk value is comparable to your quality inspector on the production line. A Cpk 1. 33 means you have a good, reliable quality inspector checking that every product complies with standards, without you having to supervise him/her.
Below are the mass production stability and applicable scenarios corresponding to different Cpk values, helping you quickly assess a manufacturer's capabilities:
| Cpk Value | Mass Production Stability | Defect Rate (per million pieces) | Applicable Scenarios | Meets High Precision Requirements |
| ≥1.33 | Extremely High, Minimal Fluctuation | ≤63 | Medical, High End Electronics, Automotive Core Components | Yes |
| 1.0-1.33 | Medium, Requires Frequent Monitoring | 63-2,700 | Ordinary Electronics, Daily Necessities | No |
| 0.67-1.0 | Low, Large Fluctuation | 2,700-63,000 | Low-End Plastic Products | No |
| <0.67 | Extremely Poor, Unable to Achieve Stable Mass Production | >63,000 | No Value for Large-Scale Mass Production | No |
JS Precision's highly accurate injection molding service has a stable Cpk value of 1.33, and 1.67 for top product lines, delivering stable and precise plastic parts as well as solving production fluctuation problems.
Quality Control is Maintained throughout the Entire Process
High precision injection molding is only true if every step of the process is controlled. Tight control at each step, from design to testing, is a method to ensure products remain unchanged and compliant.
- Design Stage: Participating in the design of parts, applying Moldex 3D mold flow simulation to identify defects and find the best solutions, thereby minimizing risks of errors in mass production.
- Mold Making: Equipped with Swiss Mikron machining centers, the mold accuracy can be comfortable up to 1m, tool steel of the highest grade is used for the mold which then contributes to the stability and long life of the mold.
- Injection Molding Manufacturing: Accurate parameter setting of fully electric injection molding machines, temperature variance 1C, thereby guaranteeing process steadiness.
- Final Examination: Inspection while online + coordinate measuring machine (CMM) help in identifying and eliminating defects in precision plastic components.

Figure 1: A collection of various injection molded parts, including gears and cases in different colors, arranged on a gray background with a caliper.
How To Solve The Molding Defects Of Micro Complex Parts By Optimizing Injection Molding Part Design?
Some design features, like shrinkage and warpage in micro complex parts, can be traced to an unreasonable design. By tweaking the design at the earliest stage, one not only reduces defects and improves yield but also saves a great deal on trial-and-error costs.
Wall Thickness Uniformity: Getting Rid of Shrinkage and Stress from the Source
Wall thickness changes that are not gradual are the main reason why production of complex parts fails on many occasions, giving rise to shrinkage cavities and stress concentration. Basically, uneven melt filling and cooling result in internal stress, which in turn affects the functionality of the product.
Put it simply, micro part wall thickness design is similar to balloon inflating. Uneven thickness can lead to a bulge or even a burst very easily. Only uniform stress can guarantee that the part will not shrink or warp after molding, thus avoiding intrinsic defects of the product.
JS Precision suggests that micro part walls should be designed with the same thickness throughout, with the best thickness being of 0.2-0.5mm and with a smooth transition from one thickness to another. After the customer changed their design, the shrinkage was reduced from 8% down to 0.5%.
| Wall Thickness Design | Wall Thickness Range (mm) | Shrinkage Rate (%) | Warpage (mm) | Molding Defect Rate (%) | Applicable Part Types |
| Uniform Wall Thickness | 0.2-0.3 | 0.3-0.6 | ≤0.002 | 0.5-1.2 | Microelectronic Connectors |
| Uniform Wall Thickness | 0.3-0.5 | 0.6-1.0 | ≤0.003 | 1.2-2.0 | Medical Microcatheters |
| Sudden Wall Thickness Changes | 0.2-0.4 | 5.0-8.0 | 0.010-0.015 | 15-25 | No Applicable Scenarios |
| Too Thin Wall Thickness | <0.2 | 3.0-5.0 | 0.008-0.012 | 10-18 | Special Micro Sensors |
| Too Thick Wall Thickness | >0.5 | 1.0-3.0 | 0.005-0.008 | 3.0-5.0 | Large Micro Component Base |
Gate Location and Flow Path
The position of the gate controls the order in which the molten material fills the cavity. Wrong designs may cause the formation of weld lines and compromise the strength of the product.
JS Precision locates the gates best fitting the complexity level of the part design. A case in point is the gate adjustment for the soft and hard plastic parts which removed welding lines and the part strength was raised by 35%.
A well-placed gate results in consistent flow of the melt and not only eliminates the formation of engineers but also fulfills the customer's needs and expectations.
Worried about defects in your injection molding part design? Submit your part design drawings, and JS Precision will provide free DFM analysis services to accurately predict molding risks, optimize design details, reduce trial-and-error costs from the source, and improve mass production yield.
Why Choose a Custom Micro Molding Manufacturer To Meet High-Precision Requirements Such As Soft And Hard Adhesive Bonding?
Parts with soft and hard plastics mixed in are common. Most makers can't handle small shifts in placement when doing second-stage injection. Professional custom micro molding manufacturers can control deviations within ± 5 microns to ensure product stability.
Integration Capabilities of multi shot Micro injection Molding
Wrong alignment during secondary molding often breaks seals in these plastic blends. Regular setups with hand clamping might drift by 0.015mm - that's more than enough to cause seal failures, pushing rates past 20%. That doesn't work for top-tier products.
The clamping setup gets off track and messes up how surfaces match. JS Precision uses a rotary stack mold system to make single-piece parts, skipping the need for clamping altogether. That cuts out the misalignment issue at its root.
This integrated technology ensures a perfect fit between the mating surfaces of each complex component, completely avoiding the risk of sealing failure and ensuring product performance.
±5 Micrometers: The Core Guarantee of Seal Reliability
Sealing in medical and auto parts is tight. Bond strength directly decides if a product works. JS Precision keeps variation under 5 micrometers. Most firms can't match that precision. A sensor client failed tests - seals broke 18% of the time.
Storing molds in a rotating system improved consistency. The new setup reduced seal cracks dramatically. It wasn't just small improvement - it flipped the result completely. Every part now passes with better integrity. This change made the product reliable under stress. Under pressure, the bond holds firm, even after repeated use.
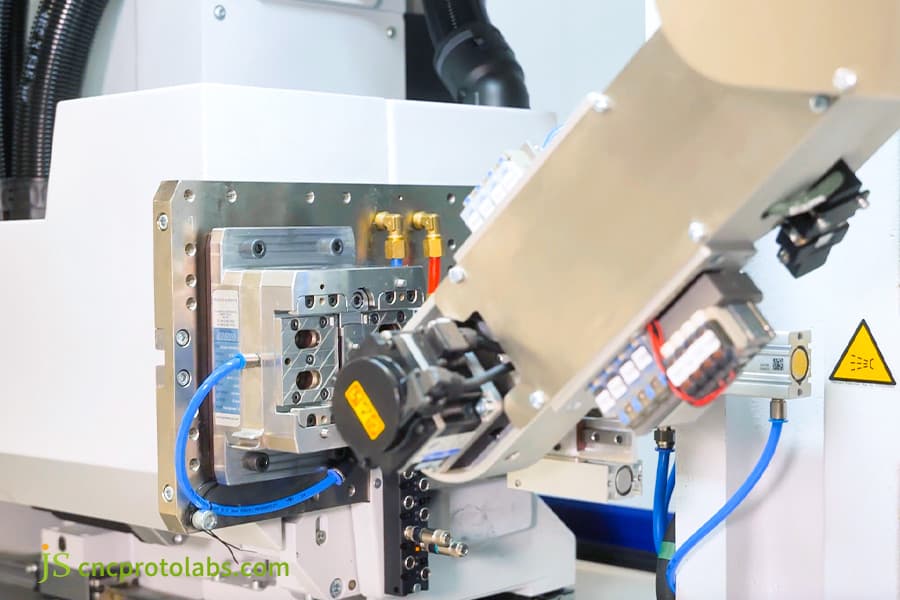
Figure 2: A close-up view of a complex metal mold component with hoses and cables in an industrial setting.
What Core Indicators Should Be Focused On When Selecting Injection Mold Manufacturers?
Choosing the correct injection mold manufacturers is extremely important if you want to be able to mass produce with high precision. Apart from price, you also need to look at internal factors like the quality of mold steel, accuracy of the machining, etc. before you make a final decision.
Choosing the right steel and mold machining accuracy
The mold is the core of high-precision injection molding, and its accuracy and lifespan directly determine the quality of precision plastic components. The core depends on the mold steel material and processing accuracy.
We recommend working with factories that import mold steel from Daido Steel (Japan) or Grss Steel (Germany) and use slow wire EDM so that the mold cavity can be very accurately measured in microns.
Below is a comparison of commonly used mold steels and ordinary mold steels from JS Precision to help you clearly distinguish the differences:
| Mold Steel Type | Origin | Hardness (HRC) | Machining Accuracy (μm) | Mold Life (10,000 cycles) | Applicable Scenarios |
| Japan Daido NAK80 | Japan | 38-42 | ±1 | 100-150 | High end medical and electronic parts |
| Germany Gritz 1.2738 | Germany | 34-38 | ±1.5 | 80-120 | Automotive and complex electronic parts |
| Ordinary Domestic P20 | China | 28-32 | ±5 | 30-50 | Ordinary plastic products |
| Domestic 45# Steel | China | 20-25 | ±10 | 10-20 | Low-end pilot production molds |
Hot Runner and Cooling System Design
Hot runner balance and accurate temperature control within an accuracy of ±1°C are two of the most important factors for maintaining consistent and short molding cycles in multi cavity molds. At JS Precision, we use the most advanced technology to ensure that our melt filling balance deviation stay 5%.
How Can Plastic Prototype Manufacturing Help You Significantly Reduce Trial And Error Costs Before Mass Production?
Starting mass production molds without conducting plastic prototype manufacturing can easily lead to mold modifications due to design issues, increasing trial and error costs and cycles. Prototype manufacturing can verify the feasibility of the design at low cost.
Fluid Integration from Rapid Prototyping to mass Production Molds
JS Precision builds plastic prototypes that feed directly into mass production mold design No dead zones. No assumptions. Early build data flows straight into final mold blueprints.
They produce rapid molds, aluminum or soft steel - in two to four weeks. So the parts match what's made in volume. Costs stay at 10% to 20% of full-production mold prices. These molds handle testing across different conditions.
An electronics company found gate design issues early with this method. Saved $8,000 and skipped a four-week delay in launch.
Prototype data feeds into mass mold planning right away No duplicated effort. Projects progress faster. Products ship sooner with less pressure.
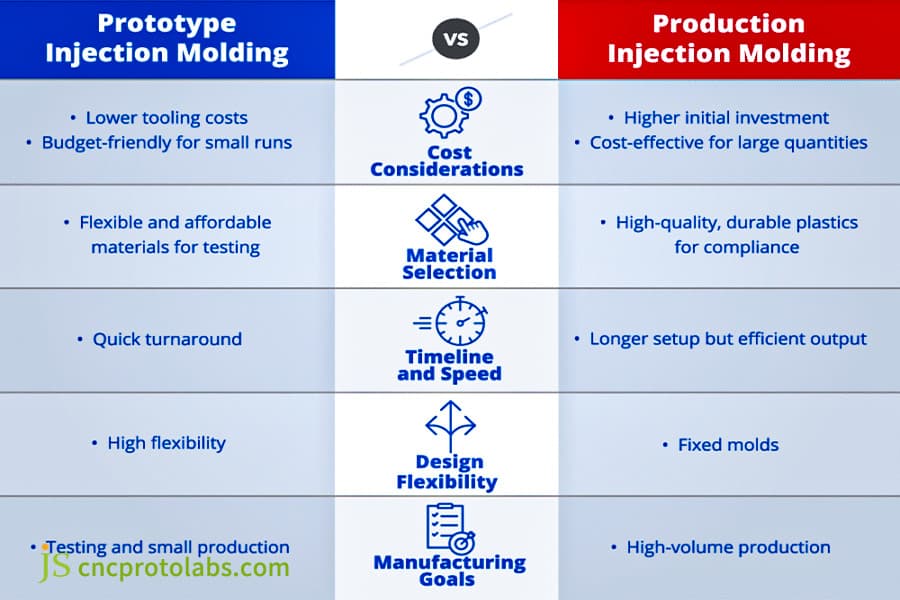
Figure 3: An infographic comparing prototype and production injection molding, highlighting differences in cost, materials, timeline, flexibility, and goals.
How To Quickly Obtain Injection Molding Quotes And Effectively Shorten Project Delivery Times?
The project demands precise injection molding quote to begin. JS Precision will finish their work within 24 hours once you send all required details to start DFM analysis.
DFM Parallel Engineering: The Key to Shortening the Cycle
Most factories wait until after quoting to review designs. JS Precision runs design and pricing at the same time. That cuts time by two to three weeks. The result is faster delivery and less delay in production. No waiting for approvals or feedback loops after the quote is issued. Solid progress starts immediately.
A medical client of this system reduced their quotation and design optimization process from six weeks to three weeks, which allowed them to begin their mass production process earlier than planned.
The DFM analysis report will clearly identify design optimization points, molding risks, and solutions, giving you a clear understanding of project feasibility.
Standardized Quotation Process
JS Precision established a standardized quotation process which delivers both precise pricing and complete pricing visibility to their clients. The following materials are all that you need to submit for a fast quote acquisition:
- 3D drawings: STP/IGS format, indicating key dimensions and tolerances.
- 2D drawings: indicating part technical requirements and testing standards.
- Material selection: specifying material grade and performance requirements.
- Annual demand: facilitating mold design optimization and reducing unit costs.
JS Precision will deliver an initial quote together with DFM feedback to customers within 24 hours after they submit all required materials. The complete quote will be delivered within 48 hours, which allows for swift project start-up.
Case Study: How Does JS Precision Achieve a 99.8% Sealing Yield For Medical Micro-catheter Tips?
Sealing parts in medical devices demand near-perfect tolerances. For now, achieving that level of precision is a real test.
Challenges Encountered
A medical client required microcatheter tips under 2mm with both hard and soft adhesives. Two prior attempts at custom micro injection molding failed to deliver stable production. The issues weren't just about fit, they involved two core problems:
- The mating surface had to stay within 0.008mm. Even a tiny gap would cause leakage and render the device unsafe.
- Uneven wall thickness led to positioning errors of 0.015mm during secondary molding, dropping yield below 70%. They needed full-scale production in less than 12 weeks and pushed for rapid cycle times.
JS Precision brought together specialists to design a precise injection molding process that met those exact demands.
Solution
JS Precision solved the client's pain points by creating solutions in three areas: process, design, and manufacturing. The company also guaranteed stable mass production and product quality.
1.Integrated Process:
They used rotary stacking mold technology permitting them to form soft and hard plastics together in one single piece and eliminate secondary clamping errors. The bonding deviation is less than or equal to ±5μm, and with the molding cycle time being reduced from 30 seconds to 22 seconds.
2.Design Optimization:
With the help of mold flow analysis, the design of the part was changed. The thickness of the hard plastic wall was changed (0.12 mm), and the flow-guide structure was also added. Additionally, gate location was optimized, and weld lines were eliminated completely.
3.Precision Manufacturing:
Owing to the use of Swiss Mikron machining centers and Japanese Daido NAK80 mold steel, the mold cavity tolerance is ensured to be 1. 5m. Besides, online inspection and coordinate measuring machine (CMM) also back this up.
Final Results
The solution fulfilled the client's requirements with stable mating surface tolerances of 5m, a seal failure rate below 0.2%, and the mass production yield increasing from 70% to 99.8%. Theoretically, the enhancements in reliability are a direct cause of less waste and more uniformity.
Project was done within mere 10 weeks which means 6 weeks earlier than planned. That put the customer's product into clinical trials 6 months earlier. Mass production efficiency was up 30%, and unit costs were down 25%. Just changing the timeline saved a lot of R&D time.
After that, the customer had full faith in us and gave us their entire high precision injection molding work for micro medical parts. Today we deliver over five million precision plastic parts annually, good figures, excellent quality.
Want to replicate the success of a 99.8% seal yield rate for medical parts? Submit your detailed injection molding complex parts requirements, and JS Precision will customize a high precision injection molding solution for you, helping your product quickly pass validation and seize market share.
FAQs
Q1: What tolerances can high precision injection molding achieve?
JS Precision's high precision injection molding mass production tolerances are stable at 0.005mm - this is consistent across runs. For high end medical and electronic projects, the tolerance dips to 0.003mm, which meets even the tightest standards, though it does require careful process control.
Q2: What's the typical wall thickness design for micro complex components?
Most micro complex parts use a wall thickness between 0.2 and 0.5mm. Keeping it uniform helps cut down on shrinkage and internal stress. If you're working on something unusual, JS Precision can help design a structure that holds up physically.
Q3: Why are parts made of a combination of hard and soft plastics prone to seal failure?
The joint often fails because of positioning shifts during secondary injection - this mismatch leads to gaps at the interface. Using integrated multi component injection molding solves that problem directly.
Q4: How to ensure consistent quality for each part during mass production of multi cavity molds?
We focus on building precise molds with balanced hot runners and monitor production using Cpk values above 1.33 - this keeps part variation within ≤±3μm across all cavities.
Q5: Is plastic prototyping necessary?
Yeah, it's needed. It lets you test part designs cheaply, spot issues early, cuts down on guesswork, and speeds up how fast projects move forward, In particular for small batches.
Q6: What documents are required to obtain an injection molding quote?
For a solid quote, send 3D drawings in STP or IGS format, 2D sheets with specs, the exact material you want, and how many units you need per year.
Q7: What is the typical delivery time for molds?
Standard molds take 4 to 8 weeks to finish. For quick prototype runs, we can get them done in 2 to 4 weeks if you need something fast.
Q8: How do you guarantee mold life?
We use good mold steel and heat treat it carefully during machining. That gives us a life of over one million cycles - cuts down how often you have to replace molds later.
Summary
The large-scale production of micro complex components requires comprehensive control of tolerances, design, processes, and integration capabilities.
As a professional custom micro molding manufacturer, JS Precision optimizes injection molding part design, integrates technology, and strictly controls to reduce costs, speed up, and provide stable precision plastic components for you.
Take immediate action to obtain your exclusive injection molding quote!
Please send us your drawings, and our engineering team will provide you with free DFM analysis and preliminary quotation within 24 hours, starting your project success journey together.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

