

Le moulage par injection de haute précision est au cœur de la production en série, en laboratoire, de pièces micro-complexes.
Vous pouvez avoir un prototype parfaitement conçu en laboratoire, mais lorsque le rendement de production chute brutalement en usine en raison d'une tolérance de 0,005 mm, trouver la solution adéquate pour surmonter ce goulot d'étranglement devient un véritable défi.
Lorsque l'exigence de tolérance est aussi stricte que 0,005 mm, même le plus petit défaut du moule ou une modification du processus peut entraîner la mise au rebut de la totalité du lot.
Pour de nombreux responsables d'ingénierie et d'achats, le principal obstacle au passage d'un concept à la commercialisation d'un produit est la difficulté à trouver un fabricant de moules d'injection capable de fournir un équilibre optimal entre haute précision et haut débit.
Résumé des réponses principales
| Aspects | Contenu clé |
| Défis fondamentaux | La contradiction entre le contrôle de la tolérance (±5μm) et le zéro défaut dans la production en série de composants micro-complexes. |
| JS Precision Solution | En optimisant la conception des pièces pour le moulage par injection, en utilisant la technologie des moules à empilage rotatif et en mettant en œuvre un contrôle rigoureux du processus, JS Precision permet de produire en série des composants de micro-précision avec un mélange d'adhésifs rigides et flexibles. |
| Valeur client | Réduction des coûts liés aux essais et erreurs, cycles de projet plus courts et approvisionnement stable et fiable en composants plastiques de précision. |
Points clés à retenir :
- La tolérance est déterminante pour le succès : si vous avez besoin d’installations de production en série dépassant la tolérance de micro-moulage par injection de 0,005 mm, recherchez toujours la capacité de production de l’usine plutôt que des données de laboratoire, car le fabricant ne peut satisfaire aux exigences de tolérance de micro-moulage par injection qu’à l’aide de données de laboratoire.
- La conception influe sur les coûts : le facteur le plus important pour maîtriser les coûts de production est de maintenir une épaisseur de paroi uniforme, car elle contrôle les contraintes et le retrait du matériau.
- La capacité d'intégration est essentielle : pour traiter des pièces complexes moulées par injection telles que le collage adhésif souple et dur, il est nécessaire de choisir un fabricant de micro-moulage sur mesure doté d'une technologie d'intégration multicomposante .
Pourquoi choisir les services de moulage par injection de haute précision de JS Precision ?
Dans le domaine du moulage par injection de haute précision, ce que les clients apprécient le plus, c'est la capacité de l'entreprise à toujours répondre aux exigences de la production de masse, et c'est précisément la principale compétence de JS Precision.
Spécialisée dans la fabrication de composants micro-complexes par moulage par injection, JS Precision est certifiée ISO 13485:2016 pour le moulage par injection médical et bénéficie de plus de 15 ans d'expérience. L'entreprise a servi plus de 500 clients de renom à travers le monde. Ses domaines d'expertise comprennent le médical, l'électronique et l'automobile.
À titre d'exemple, un client international du secteur des dispositifs médicaux avait demandé que les composants de ses microcapteurs présentent une tolérance de 0,003 mm. Les travaux menés avec trois fabricants de moules d'injection différents avaient été interrompus en raison de taux de rendement inférieurs à 60 %.
JS Precision a non seulement repensé la pièce de moulage par injection pour le client, mais surtout, l'utilisation d'un centre d'usinage suisse Mikron pour fabriquer le moule, puis sa combinaison avec une machine de moulage par injection entièrement électrique FANUC, a permis d'augmenter le rendement de la production de masse à 99,7 %.
Notre entreprise produit chaque année plus de 10 millions de pièces de composants plastiques de précision et aide ses clients à réduire leurs coûts de production de 30 %.
Le principal atout de JS Precision réside dans sa capacité à gérer l'intégralité du processus de production , de la conception à la livraison finale en grande série, et non pas seulement le moulage par injection. Les écarts entre les données de laboratoire et les résultats de production ne seront plus un souci pour vous.
En effet, chaque procédé que nous utilisons a été validé en production de masse des milliers de fois, et l'indice de capabilité du procédé (Cpk) reste à 1,33. Cela signifie que les pièces en plastique de précision sont fabriquées en permanence selon les normes les plus strictes.
Vous souhaitez comprendre rapidement les clés de la production en série de pièces moulées par injection de haute précision ? Téléchargez dès maintenant le livre blanc exclusif de JS Precision pour déjouer les pièges de la production en série de microcomposants, maîtriser facilement les méthodes essentielles pour un approvisionnement stable en composants plastiques de précision , éviter les détours et réduire les coûts liés aux essais et erreurs.
Pourquoi le rendement de vos composants de microprécision ne répond-il jamais aux normes lors de la production en série ?
De nombreux clients obtiennent d'excellents résultats en production d'échantillons en laboratoire, mais lorsque la production augmente, leur rendement chute brutalement sous la barre des 50 %. La cause principale ? L'extrême sensibilité des microcomposants aux tolérances.
Avec un niveau de tolérance de 0,005 mm, même de très petites variations de température ou d'usure des moules peuvent entraîner un dépassement des tolérances par les pièces.
De plus, en se référant à la norme ASTM D6400-19 , la difficulté de production de micro-pièces en série est beaucoup plus élevée que celle des macro-pièces, et c'est la raison fondamentale du faible rendement.
L'enfer des tolérances des microcomposants
Les tolérances des microcomposants sont de 0,005 mm. L'erreur sur les pièces de grande taille peut ne pas être suffisamment importante pour affecter la fonctionnalité du produit, mais dans le cas des microcomposants, même un petit écart peut entraîner une défaillance.
Autrement dit, il s'agit d'un niveau de tolérance comparable à celui nécessaire pour enfiler une aiguille , et JS Precision continue de garantir un enfilage précis sans faille.
Le piège du rendement lors de la mise à l'échelle
En général, les essais de production en petits lots donnent de bons résultats en termes de rendement, mais celui-ci chute drastiquement avec l'utilisation de moules multicavités. Un client du secteur de l'électronique a constaté une baisse de rendement de 95 % à 68 % avec un moule à 16 cavités, car les petites différences entre les cavités s'accentuaient.
Grâce à l'équilibrage des systèmes à canaux chauds et à l'inspection en ligne, JS Precision joue un rôle important dans la constance de la production de composants multicavités, résolvant ainsi ce problème de production en volume.
Face aux problèmes de rendement liés à la production en série de microcomposants, fini les tâtonnements ! Contactez un ingénieur JS Precision pour une consultation personnalisée et gratuite. Il identifiera précisément les causes des faibles rendements et vous proposera des solutions d'optimisation ciblées pour le moulage par injection haute précision, vous permettant ainsi de surmonter rapidement les obstacles à la production de masse.
Qu’est-ce que le moulage par injection de haute précision pouvant être produit en série ?
Nombre de fabricants maîtrisent la qualité uniquement pour la production d'une seule pièce, sans se soucier de sa constance lors de la production en grande série. La véritable précision en moulage par injection repose sur la capacité à maintenir les dimensions critiques dans les limites spécifiées pour des millions d'unités.
L'indice de capabilité des processus (Cpk) est la seule norme
L'indice de capabilité des processus (Cpk) est la principale norme d'évaluation de la capacité à produire avec précision en grande série. Plus le Cpk est élevé, plus la production de masse est stable. Les producteurs de très haute précision ont besoin d'un Cpk de 1,33 ou plus.
En d'autres termes, la valeur Cpk est comparable à celle de votre contrôleur qualité sur la chaîne de production. Un Cpk de 1,33 signifie que vous disposez d'un contrôleur qualité compétent et fiable qui vérifie la conformité de chaque produit aux normes, sans que vous ayez besoin de le superviser.
Vous trouverez ci-dessous la stabilité de la production en série et les scénarios applicables correspondant aux différentes valeurs de Cpk, ce qui vous permettra d'évaluer rapidement les capacités d'un fabricant :
| Valeur Cpk | Stabilité de la production de masse | Taux de défauts (par million de pièces) | Scénarios applicables | Répond aux exigences de haute précision |
| ≥1,33 | Extrêmement élevé, fluctuation minimale | ≤63 | Composants de base pour le secteur médical, l'électronique haut de gamme et l'automobile | Oui |
| 1,0-1,33 | Niveau moyen, nécessite une surveillance fréquente | 63-2 700 | Électronique courante, articles de première nécessité | Non |
| 0,67-1,0 | Faible, forte fluctuation | 2 700 à 63 000 | Produits en plastique bas de gamme | Non |
| <0,67 | Extrêmement pauvre, incapable d'atteindre une production de masse stable | >63 000 | La production de masse à grande échelle n'a aucune valeur. | Non |
Le service de moulage par injection de haute précision de JS Precision présente une valeur Cpk stable de 1,33, et de 1,67 pour les gammes de produits haut de gamme, garantissant des pièces en plastique stables et précises et résolvant les problèmes de fluctuation de la production.
Le contrôle qualité est maintenu tout au long du processus.
Le moulage par injection de haute précision n'est possible que si chaque étape du processus est maîtrisée. Un contrôle rigoureux à chaque étape, de la conception aux tests, est la méthode permettant de garantir la conformité et l'intégrité des produits.
- Phase de conception : Participation à la conception des pièces, application de la simulation d’écoulement de moule Moldex 3D pour identifier les défauts et trouver les meilleures solutions, minimisant ainsi les risques d’erreurs dans la production en série.
- Fabrication de moules : Équipés de centres d’usinage suisses Mikron, la précision des moules peut atteindre 1 m. Un acier à outils de la plus haute qualité est utilisé pour la fabrication des moules, ce qui contribue à leur stabilité et à leur longue durée de vie.
- Fabrication par moulage par injection : Réglage précis des paramètres des machines de moulage par injection entièrement électriques , variation de température de 1 °C, garantissant ainsi la stabilité du processus.
- Examen final : L'inspection en ligne et l'utilisation d'une machine à mesurer tridimensionnelle (MMT) permettent d' identifier et d'éliminer les défauts des composants plastiques de précision.

Figure 1 : Une collection de diverses pièces moulées par injection, y compris des engrenages et des boîtiers de différentes couleurs, disposées sur un fond gris avec un pied à coulisse.
Comment résoudre les défauts de moulage de pièces micro-complexes en optimisant la conception des pièces moulées par injection ?
Certains défauts de conception, comme le retrait et la déformation des pièces microcomplexes, sont dus à une conception inadéquate. En corrigeant la conception dès les premières étapes, on réduit non seulement les défauts et améliore le rendement, mais on réalise également d'importantes économies sur les coûts liés aux essais et erreurs.
Uniformité de l'épaisseur des parois : éliminer le retrait et les contraintes à la source
Les variations d'épaisseur de paroi non progressives sont la principale cause d'échecs fréquents dans la production de pièces complexes, engendrant des retassures et des concentrations de contraintes. En résumé, un remplissage et un refroidissement irréguliers de la matière fondue provoquent des contraintes internes qui, à leur tour, affectent la fonctionnalité du produit.
En résumé, la conception de l'épaisseur des parois des micro-pièces est comparable au gonflage d'un ballon. Une épaisseur irrégulière peut très facilement entraîner un gonflement, voire un éclatement. Seule une contrainte uniforme peut garantir que la pièce ne se rétractera pas et ne se déformera pas après le moulage, évitant ainsi les défauts intrinsèques du produit.
JS Precision recommande que les parois des micro-pièces soient conçues avec une épaisseur constante, idéalement comprise entre 0,2 et 0,5 mm, et que la transition entre les différentes épaisseurs soit progressive . Suite à la modification de la conception par le client, le retrait a été réduit de 8 % à 0,5 %.
| Conception de l'épaisseur des parois | Plage d'épaisseur de paroi (mm) | Taux de rétrécissement (%) | Déformation (mm) | Taux de défauts de moulage (%) | Types de pièces applicables |
| Épaisseur de paroi uniforme | 0,2-0,3 | 0,3-0,6 | ≤0,002 | 0,5-1,2 | Connecteurs microélectroniques |
| Épaisseur de paroi uniforme | 0,3-0,5 | 0,6-1,0 | ≤0,003 | 1.2-2.0 | microcathéters médicaux |
| Changements soudains d'épaisseur de paroi | 0,2-0,4 | 5.0-8.0 | 0,010-0,015 | 15-25 | Aucun scénario applicable |
| Épaisseur de paroi trop faible | <0,2 | 3.0-5.0 | 0,008-0,012 | 10-18 | Capteurs micro spéciaux |
| Épaisseur de paroi trop importante | >0,5 | 1.0-3.0 | 0,005-0,008 | 3.0-5.0 | Base de microcomposants étendue |
Emplacement de la porte et chemin de circulation
La position de l'orifice de coulée détermine l'ordre dans lequel le matériau en fusion remplit la cavité. Une conception inadéquate peut entraîner la formation de lignes de soudure et compromettre la résistance du produit.
JS Precision positionne les points d'injection de manière optimale en fonction du niveau de complexité de la conception de la pièce. À titre d'exemple, le réglage des points d'injection pour les pièces en plastique souple et dur a permis d'éliminer les lignes de soudure et d'augmenter la résistance de la pièce de 35 %.
Une vanne bien positionnée assure un flux constant de matière fondue et permet non seulement d'éliminer la formation de dépôts, mais aussi de répondre aux besoins et aux attentes du client.
Vous craignez des défauts dans la conception de vos pièces moulées par injection ? Soumettez vos plans de conception et JS Precision vous fournira gratuitement des services d’analyse DFM pour prédire avec précision les risques de moulage, optimiser les détails de conception, réduire les coûts liés aux essais et erreurs dès la source et améliorer le rendement de la production en série.
Pourquoi choisir un fabricant de micro-moulage sur mesure pour répondre à des exigences de haute précision telles que le collage adhésif souple et rigide ?
Il est courant de fabriquer des pièces composées de plastiques souples et rigides. La plupart des fabricants ne peuvent tolérer de légers décalages de positionnement lors de la seconde injection. Les fabricants professionnels de micro-moulage sur mesure maîtrisent les écarts à ± 5 microns près afin de garantir la stabilité du produit.
Capacités d'intégration du micro-moulage par injection multi-doses
Un mauvais alignement lors du surmoulage provoque souvent des ruptures d'étanchéité dans ces mélanges plastiques. Un serrage manuel classique peut entraîner un décalage de 0,015 mm, largement suffisant pour causer des défaillances d'étanchéité et faire grimper le taux de défauts à plus de 20 % . C'est inacceptable pour des produits haut de gamme.
Le système de serrage se dérègle et perturbe l'alignement des surfaces. JS Precision utilise un système de moules rotatifs empilés pour fabriquer des pièces monoblocs, éliminant ainsi tout besoin de serrage. Cela résout le problème de désalignement à la source.
Cette technologie intégrée assure un ajustement parfait entre les surfaces de contact de chaque composant complexe, évitant ainsi tout risque de défaillance d'étanchéité et garantissant les performances du produit.
±5 micromètres : la garantie fondamentale de la fiabilité de l’étanchéité
L'étanchéité des pièces médicales et automobiles est cruciale. La résistance de la liaison détermine directement le bon fonctionnement d'un produit. JS Precision maintient une variation inférieure à 5 micromètres. La plupart des entreprises ne peuvent égaler cette précision. Un client utilisant des capteurs a échoué aux tests : les joints ont cédé dans 18 % des cas.
Le stockage des moules dans un système rotatif a permis d'améliorer l'homogénéité de la production. La nouvelle configuration a considérablement réduit les fissures d'étanchéité. Il ne s'agissait pas d'une simple amélioration, mais d'un changement radical. Chaque pièce est désormais d'une intégrité supérieure. Cette modification a rendu le produit fiable sous contrainte. Sous pression, la liaison reste ferme, même après des utilisations répétées.
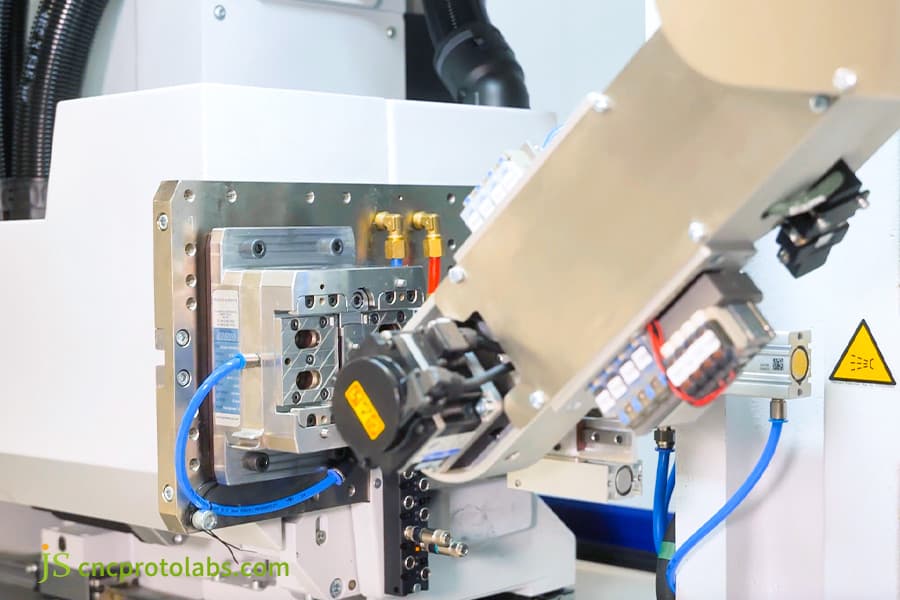
Figure 2 : Vue rapprochée d'un composant complexe de moule métallique avec des tuyaux et des câbles dans un environnement industriel.
Quels sont les principaux indicateurs à prendre en compte lors du choix d'un fabricant de moules d'injection ?
Choisir le bon fabricant de moules d'injection est primordial pour une production en série de haute précision. Outre le prix, il est essentiel de considérer des facteurs internes tels que la qualité de l'acier utilisé, la précision d'usinage, etc., avant de prendre une décision définitive.
Choisir l'acier approprié et la précision d'usinage du moule
Le moule est l'élément central du moulage par injection de haute précision ; sa précision et sa durée de vie déterminent directement la qualité des composants plastiques de précision. La qualité de ce moule dépend du matériau de l'acier utilisé et de la précision de sa fabrication.
Nous recommandons de travailler avec des usines qui importent de l'acier à moules de Daido Steel (Japon) ou de Grss Steel (Allemagne) et qui utilisent l'électroérosion à fil lent afin que la cavité du moule puisse être mesurée avec une grande précision en microns.
Vous trouverez ci-dessous un tableau comparatif des aciers à moules couramment utilisés et des aciers à moules ordinaires de JS Precision, afin de vous aider à bien distinguer les différences :
| Type d'acier à moule | Origine | Dureté (HRC) | Précision d'usinage (μm) | Durée de vie du moule (10 000 cycles) | Scénarios applicables |
| Japon Daido NAK80 | Japon | 38-42 | ±1 | 100-150 | Pièces médicales et électroniques haut de gamme |
| Allemagne Gritz 1.2738 | Allemagne | 34-38 | ±1,5 | 80-120 | Pièces automobiles et électroniques complexes |
| P20 domestique ordinaire | Chine | 28-32 | ±5 | 30-50 | Produits en plastique ordinaires |
| Acier domestique 45# | Chine | 20-25 | ±10 | 10-20 | Moules de production pilote bas de gamme |
Conception des canaux chauds et du système de refroidissement
L'équilibrage des canaux chauds et le contrôle précis de la température à ±1 °C près sont deux facteurs essentiels pour garantir des cycles de moulage courts et réguliers dans les moules multicavités. Chez JS Precision, nous utilisons une technologie de pointe pour assurer un écart d'équilibrage du fluide fondu inférieur à 5 %.
Comment la fabrication de prototypes en plastique peut-elle vous aider à réduire considérablement les coûts liés aux essais et aux erreurs avant la production en série ?
Lancer la production en série de moules sans réaliser de prototypes en plastique peut facilement entraîner des modifications de moules dues à des problèmes de conception, augmentant ainsi les coûts et les cycles d'essais et d'erreurs. La fabrication de prototypes permet de vérifier la faisabilité de la conception à moindre coût.
Intégration fluide : du prototypage rapide aux moules de production en série
JS Precision conçoit des prototypes en plastique qui alimentent directement la conception des moules pour la production en série. Aucune zone morte. Aucune supposition. Les données des premières phases de fabrication sont directement intégrées aux plans définitifs des moules.
Ils produisent rapidement des moules, en aluminium ou en acier doux, en deux à quatre semaines . Les pièces sont ainsi conformes aux productions en série. Les coûts restent de 10 % à 20 % du prix des moules de production classiques. Ces moules permettent de réaliser des tests dans différentes conditions.
Une entreprise d'électronique a rapidement décelé des problèmes de conception de portes logiques avec cette méthode. Elle a ainsi économisé 8 000 $ et évité un retard de quatre semaines dans le lancement.
Les données des prototypes sont immédiatement intégrées à la planification de la production en série. Aucun effort redondant. Les projets avancent plus vite. Les produits sont expédiés plus rapidement et avec moins de pression.
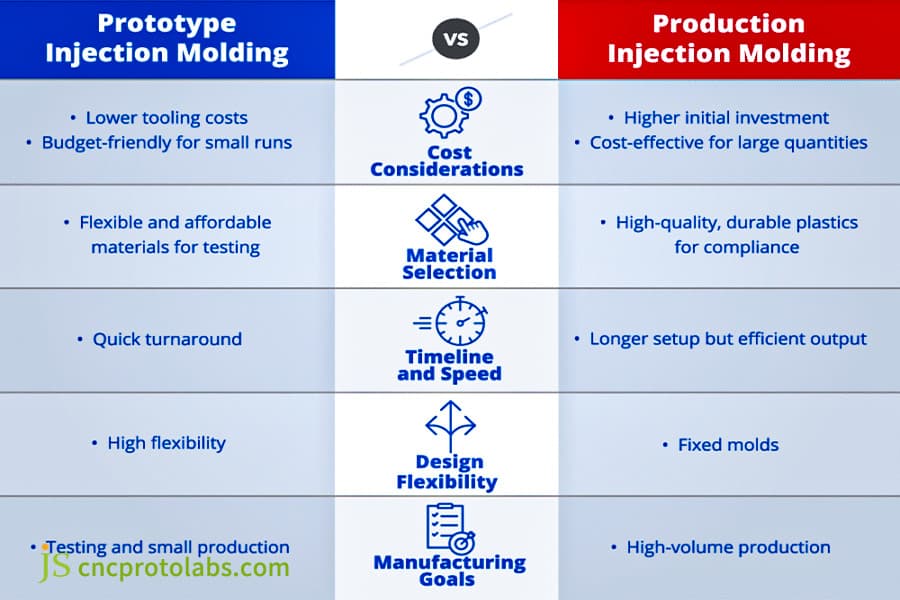
Figure 3 : Une infographie comparant le moulage par injection de prototypes et de production, mettant en évidence les différences de coût, de matériaux, de délais, de flexibilité et d'objectifs.
Comment obtenir rapidement des devis de moulage par injection et réduire efficacement les délais de livraison des projets ?
Le projet nécessite un devis précis pour le moulage par injection . JS Precision réalisera son étude sous 24 heures après réception de toutes les informations nécessaires à l'analyse DFM.
Ingénierie parallèle DFM : la clé pour raccourcir le cycle
La plupart des usines attendent l'établissement du devis pour examiner les plans. JS Precision réalise la conception et l'établissement du prix simultanément, ce qui permet de gagner deux à trois semaines. Il en résulte une livraison plus rapide et une production moins retardée. Plus besoin d'attendre les approbations ou les retours d'information après l'émission du devis : la production démarre immédiatement.
Un client du secteur médical utilisant ce système a réduit son processus de devis et d'optimisation de conception de six à trois semaines, ce qui lui a permis de démarrer son processus de production en série plus tôt que prévu.
Le rapport d'analyse DFM identifiera clairement les points d'optimisation de la conception, les risques de moulage et les solutions, vous donnant ainsi une compréhension claire de la faisabilité du projet.
Processus de devis standardisé
JS Precision a mis en place un processus de devis standardisé qui garantit à ses clients des prix précis et une visibilité complète sur les tarifs. Pour obtenir un devis rapidement, il vous suffit de fournir les éléments suivants :
- Dessins 3D : format STP/IGS, indiquant les dimensions et tolérances principales.
- Dessins 2D : indiquant les exigences techniques des pièces et les normes d’essai.
- Sélection des matériaux : spécification de la qualité et des exigences de performance des matériaux.
- Demande annuelle : faciliter l'optimisation de la conception des moules et réduire les coûts unitaires.
JS Precision fournira un devis initial accompagné d'une analyse de faisabilité (DFM) dans les 24 heures suivant la réception de tous les documents requis. Le devis définitif sera transmis sous 48 heures, permettant ainsi un démarrage rapide du projet.
Étude de cas : Comment JS Precision atteint-elle un taux d’étanchéité de 99,8 % pour les embouts de microcathéters médicaux ?
L'étanchéité des composants des dispositifs médicaux exige des tolérances quasi parfaites. À l'heure actuelle, atteindre ce niveau de précision représente un véritable défi.
Défis rencontrés
Un client du secteur médical avait besoin d'embouts de microcathéters de moins de 2 mm avec des adhésifs à la fois durs et souples. Deux tentatives précédentes de micro-moulage par injection sur mesure n'avaient pas permis d'obtenir une production stable. Les problèmes ne se limitaient pas à l'ajustement ; ils impliquaient deux problèmes fondamentaux :
- La surface de contact devait présenter un écart inférieur à 0,008 mm. Même un écart infime pouvait provoquer une fuite et rendre le dispositif dangereux.
- L'épaisseur irrégulière des parois a entraîné des erreurs de positionnement de 0,015 mm lors du surmoulage, faisant chuter le rendement en dessous de 70 %. Ils avaient besoin d'une production à grande échelle en moins de 12 semaines et ont donc insisté pour obtenir des cycles de production rapides.
JS Precision a réuni des spécialistes pour concevoir un processus de moulage par injection précis répondant à ces exigences exactes.
Solution
JS Precision a résolu les problèmes de son client en proposant des solutions dans trois domaines : les processus, la conception et la fabrication. L’entreprise a également garanti une production de masse stable et une qualité de produit irréprochable.
1. Processus intégré :
Ils ont utilisé une technologie de moules rotatifs empilables permettant de former simultanément des plastiques souples et rigides en une seule pièce et d'éliminer les erreurs de serrage secondaires. L'écart de collage est inférieur ou égal à ±5 µm et le temps de cycle de moulage a été réduit de 30 à 22 secondes.
2. Optimisation de la conception :
Grâce à l'analyse de l'écoulement du matériau dans le moule, la conception de la pièce a été modifiée. L'épaisseur de la paroi en plastique dur a été ajustée (0,12 mm) et une structure de guidage d'écoulement a été ajoutée. De plus, l'emplacement du point d'injection a été optimisé et les lignes de soudure ont été totalement éliminées.
3. Fabrication de précision :
Grâce à l'utilisation de centres d'usinage suisses Mikron et d'acier à moules japonais Daido NAK80, la tolérance de la cavité du moule est garantie à 1,5 m. De plus, l'inspection en ligne et la machine à mesurer tridimensionnelle (MMT) viennent également confirmer cette performance.
Résultats finaux
La solution a répondu aux exigences du client grâce à des tolérances de surface d'accouplement stables de 5 µm, un taux de défaillance d'étanchéité inférieur à 0,2 % et un rendement de production en série passant de 70 % à 99,8 %. Théoriquement, l'amélioration de la fiabilité est une conséquence directe de la réduction des déchets et de l'augmentation de l'uniformité.
Le projet a été réalisé en seulement 10 semaines, soit 6 semaines plus tôt que prévu. Grâce à cela, le produit du client a pu entamer les essais cliniques 6 mois plus tôt. L'efficacité de la production de masse a augmenté de 30 % et les coûts unitaires ont diminué de 25 %. Ce simple changement de calendrier a permis de gagner un temps précieux en recherche et développement.
Suite à cela, le client nous a accordé sa pleine confiance et nous a confié l'intégralité de ses travaux de moulage par injection de haute précision pour des pièces micromédicales. Aujourd'hui, nous livrons plus de cinq millions de pièces plastiques de précision par an : un chiffre éloquent et une qualité irréprochable.
Vous souhaitez reproduire le succès d'un taux de rendement d'étanchéité de 99,8 % pour les pièces médicales ? Soumettez vos exigences détaillées en matière de moulage par injection pour pièces complexes , et JS Precision vous proposera une solution de moulage par injection de haute précision sur mesure, permettant à votre produit d'obtenir rapidement la validation et de conquérir des parts de marché.
FAQ
Q1 : Quelles tolérances peut atteindre le moulage par injection de haute précision ?
Les tolérances de production en série par moulage par injection haute précision de JS Precision sont stables à 0,005 mm, et ce de manière constante d'une production à l'autre. Pour les applications médicales et électroniques haut de gamme, la tolérance descend à 0,003 mm , ce qui répond aux normes les plus strictes, moyennant toutefois un contrôle rigoureux du processus.
Q2 : Quelle est l'épaisseur de paroi typique pour les composants micro-complexes ?
La plupart des pièces microcomplexes utilisent une épaisseur de paroi comprise entre 0,2 et 0,5 mm. L'uniformité de cette épaisseur permet de réduire le retrait et les contraintes internes. Pour les projets atypiques, JS Precision peut vous accompagner dans la conception d'une structure robuste.
Q3 : Pourquoi les pièces composées d'une combinaison de plastiques durs et mous sont-elles sujettes aux défaillances d'étanchéité ?
Le joint présente souvent des défaillances dues à des décalages de positionnement lors de l'injection secondaire ; ce défaut d'alignement engendre des jeux à l'interface. Le moulage par injection multicomposant intégré résout directement ce problème.
Q4 : Comment garantir une qualité constante pour chaque pièce lors de la production en série de moules multicavités ?
Nous nous concentrons sur la construction de moules précis avec des canaux chauds équilibrés et surveillons la production en utilisant des valeurs Cpk supérieures à 1,33 - cela maintient la variation des pièces à ≤±3μm dans toutes les cavités.
Q5 : Le prototypage en plastique est-il nécessaire ?
Oui, c'est indispensable. Cela permet de tester les conceptions de pièces à moindre coût, de repérer les problèmes rapidement, de réduire les approximations et d'accélérer le déroulement des projets, notamment pour les petites séries.
Q6 : Quels documents sont nécessaires pour obtenir un devis de moulage par injection ?
Pour obtenir un devis précis , veuillez envoyer des dessins 3D au format STP ou IGS, des fiches techniques 2D, le matériau exact souhaité et le nombre d'unités nécessaires par an.
Q7 : Quel est le délai de livraison habituel pour les moules ?
La fabrication des moules standards prend entre 4 et 8 semaines . Pour les prototypes en petite série, nous pouvons les réaliser en 2 à 4 semaines si vous êtes pressé.
Q8 : Comment garantissez-vous la durée de vie des moisissures ?
Nous utilisons un acier à moules de haute qualité et le traitons thermiquement avec soin lors de l'usinage. Cela nous permet d'atteindre une durée de vie de plus d'un million de cycles, réduisant ainsi la fréquence de remplacement des moules.
Résumé
La production à grande échelle de composants micro-complexes exige un contrôle complet des tolérances, de la conception, des processus et des capacités d'intégration.
En tant que fabricant professionnel de micro-moulage sur mesure, JS Precision optimise la conception des pièces moulées par injection, intègre la technologie et effectue des contrôles stricts afin de réduire les coûts, d'accélérer le processus et de vous fournir des composants en plastique de précision stables.
Agissez sans tarder pour obtenir votre devis exclusif de moulage par injection !
Veuillez nous envoyer vos dessins , et notre équipe d'ingénieurs vous fournira une analyse DFM gratuite et un devis préliminaire sous 24 heures, pour démarrer ensemble votre projet vers la réussite.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

