

高精度注塑成型是实验室大规模生产微型复杂零件的核心。
你可能在实验室里设计了一个完美的样机,但是当工厂因为 0.005 毫米的公差而导致生产良率急剧下降时,找到正确的解决方案来克服这个瓶颈就变成了一场真正的游戏。
当公差要求严格到 0.005 毫米时,即使模具出现最轻微的缺陷或工艺发生改变,也可能导致整批产品报废。
对于许多工程经理和采购经理来说,将产品从概念推向市场过程中最大的障碍是找到一家能够真正实现高精度和高产量平衡的注塑成型制造商。
核心答案概要
| 方面 | 主要内容 |
| 核心挑战 | 微型复杂元件批量生产中公差控制(±5μm)与零缺陷之间的矛盾。 |
| JS精密解决方案 | 通过改进注塑成型零件的设计,采用旋转堆叠模具技术,并对工艺进行严格控制,JS Precision 能够利用刚性和柔性粘合剂的混合,大规模生产微型精密零件。 |
| 客户价值 | 降低试错成本,缩短项目周期,并稳定可靠地供应精密塑料部件。 |
要点总结:
- 公差决定成败:如果您需要进行批量生产,且微注塑成型的公差超过 0.005 毫米,请务必寻找工厂的生产能力,而不是实验室数据,因为制造商只能通过实验室数据来满足微注塑成型的公差要求。
- 设计即成本:控制生产成本的最重要因素是保持壁厚均匀,因为它可以控制材料的应力和收缩。
- 集成能力是关键:要处理注塑成型的复杂零件,例如软硬粘合剂粘合,必须选择具有多组分集成技术的定制微型模具制造商。
为什么选择JS Precision的高精度注塑成型服务?
在高精度注塑成型领域,客户最看重的是公司始终能够满足大批量生产需求的能力,而这正是 JS Precision 的主要竞争力。
作为一家技术精湛的微型复杂零部件注塑成型生产商,JS Precision不仅通过了ISO 13485:2016医疗注塑成型认证,还拥有超过15年的经验,服务过全球500多家一流客户。其精密制造领域涵盖医疗、电子和汽车等行业。
举例来说,一家国际医疗器械客户曾要求微型传感器组件的公差达到 0.003 毫米。由于良率低于 60%,与三家不同的注塑模具制造商的合作项目均已终止。
JS Precision 不仅为客户重新设计了注塑成型零件,更重要的是,使用瑞士 Mikron 加工中心制造模具,然后将其与 FANUC 全电动注塑机相结合,使批量生产的良率提高到 99.7%。
我们公司每年生产超过 1000 万件精密塑料组件,并帮助客户降低 30% 的生产成本。
JS Precision 的主要优势在于,它能够提供从设计优化到最终批量生产发货的全流程服务,而不仅仅是注塑成型。您无需再担心实验室数据与生产结果之间的差异。
这是因为我们使用的每一个工艺流程都经过了数千次的批量生产验证,工艺能力指数(Cpk)始终保持在 1.33。这意味着我们始终以最高标准制造精密塑料零件。
想快速掌握高精度注塑成型批量生产的关键?立即下载JS Precision独家白皮书,揭开微型零件批量生产的陷阱,轻松掌握精密塑料零件稳定供应的核心方法,避免走弯路,节省试错成本。
为什么贵公司生产的微型精密元件在批量生产过程中良率总是达不到标准?
许多客户在实验室中都能顺利制备出合格的样品,但当他们扩大生产规模时,成品率却会急剧下降到50%以下。真正的原因是微型元件对公差极其敏感。
在 0.005 毫米的公差水平下,即使温度发生非常小的变化或模具磨损,也可能导致零件超出公差范围。
此外,参照ASTM D6400-19 标准,微型零件批量生产的难度远高于宏观零件,这是其产量低的根本原因。
微型元件的公差地狱
微型元件的公差为0.005毫米。大型零件的误差可能不足以影响产品的功能,但对于微型元件而言,即使是微小的偏差也可能导致故障。
换句话说,这种公差水平堪比穿针引线,而 JS Precision 始终能够提供精准的穿线,从未出现任何差错。
规模化生产的收益陷阱
通常情况下,小批量试生产时良率表现良好,但使用多腔模具后良率会急剧下降。一位电子产品客户在使用16腔模具时就遇到了这种情况,良率从95%下降到68% ,原因是模腔内微小的差异被放大了。
通过平衡热流道系统和在线检测,JS Precision 在多腔生产零件的一致性方面发挥着重要作用,从而解决了这一批量生产问题。
面对微型零件批量生产的良率难题,无需盲目试错!联系JS Precision工程师,即可获得免费的一对一咨询,精准定位低良率的根本原因,并针对高精度注塑成型提供有针对性的优化方案,快速突破批量生产的瓶颈。
什么是可批量生产的高精度注塑成型?
许多生产商只擅长制造单个零件,却无法确保大规模生产时的质量稳定性。注塑成型的真正精度意味着能够保证数百万件产品的关键尺寸始终保持在规定的范围内。
过程能力指数(Cpk)是唯一的标准
过程能力指数 (Cpk) 是评估批量生产精度能力的主要标准。Cpk 值越大,批量生产越稳定。真正的高精度生产商需要 Cpk 值达到 1.33 或更高。
简单来说,Cpk 值相当于生产线上的质检员。Cpk 值为 1.33 表示您有一位优秀可靠的质检员,能够确保每件产品都符合标准,而无需您亲自监督。
下面列出了不同 Cpk 值对应的批量生产稳定性及适用场景,帮助您快速评估制造商的能力:
| CPK值 | 大规模生产稳定性 | 缺陷率(每百万件) | 适用场景 | 满足高精度要求 |
| ≥1.33 | 极高,波动极小 | ≤63 | 医疗、高端电子产品、汽车核心部件 | 是的 |
| 1.0-1.33 | 中等,需要频繁监测 | 63-2,700 | 普通电子产品,日常必需品 | 不 |
| 0.67-1.0 | 低,大幅波动 | 2,700-63,000 | 低端塑料制品 | 不 |
| <0.67 | 极差,无法实现稳定的大规模生产 | >63,000 | 大规模生产没有价值 | 不 |
JS Precision 的高精度注塑成型服务,其Cpk 值稳定在 1.33,顶级产品线更是高达 1.67,不仅能够提供稳定、精确的塑料零件,还能解决生产波动问题。
整个过程中都保持质量控制。
只有严格控制生产过程中的每一步,才能真正实现高精度注塑成型。从设计到测试,每个环节都进行严格把控,才能确保产品始终保持原状并符合标准。
- 设计阶段:参与零件设计,应用Moldex 3D 模流模拟来识别缺陷并找到最佳解决方案,从而最大限度地降低批量生产中的错误风险。
- 模具制造:配备瑞士米克龙加工中心,模具精度可达1米,模具采用最高等级的工具钢,从而保证了模具的稳定性和使用寿命。
- 注塑成型制造:全电动注塑机的精确参数设置,温度偏差1℃,从而保证工艺稳定性。
- 最终检验:在线检验 + 坐标测量机 (CMM) 有助于识别和消除精密塑料部件中的缺陷。

图 1:各种注塑成型的零件,包括不同颜色的齿轮和外壳,排列在灰色背景上,旁边放有一把卡尺。
如何通过优化注塑成型零件设计来解决微型复杂零件的成型缺陷?
某些设计缺陷,例如微型复杂零件的收缩和翘曲,都可以追溯到不合理的设计。通过在早期阶段调整设计,不仅可以减少缺陷、提高成品率,还能节省大量的试错成本。
壁厚均匀性:从源头消除收缩和应力
壁厚变化不均匀是导致复杂零件生产失败的主要原因,会造成缩孔和应力集中。本质上,熔体填充和冷却不均匀会导致内应力,进而影响产品的功能。
简单来说,微型零件的壁厚设计类似于气球充气。壁厚不均很容易导致鼓包甚至爆裂。只有均匀的应力才能保证零件成型后不会收缩或变形,从而避免产品出现固有缺陷。
JS Precision建议微型零件的壁厚应保持一致,最佳厚度为0.2-0.5毫米,且厚度过渡应平滑。客户修改设计后,收缩率从8%降低至0.5%。
| 壁厚设计 | 壁厚范围(毫米) | 缩水率(%) | 翘曲度(毫米) | 成型缺陷率(%) | 适用零件类型 |
| 均匀壁厚 | 0.2-0.3 | 0.3-0.6 | ≤0.002 | 0.5-1.2 | 微电子连接器 |
| 均匀壁厚 | 0.3-0.5 | 0.6-1.0 | ≤0.003 | 1.2-2.0 | 医用微导管 |
| 壁厚突变 | 0.2-0.4 | 5.0-8.0 | 0.010-0.015 | 15-25 | 无适用场景 |
| 壁厚过薄 | <0.2 | 3.0-5.0 | 0.008-0.012 | 10-18 | 特殊微型传感器 |
| 壁厚过厚 | >0.5 | 1.0-3.0 | 0.005-0.008 | 3.0-5.0 | 大型微型元件库 |
闸门位置和流路
浇口的位置控制着熔融材料填充型腔的顺序。设计不当可能导致熔接线的形成,从而降低产品的强度。
JS Precision能够根据零件设计的复杂程度,精准定位浇口位置。例如,针对软硬塑料零件的浇口调整,消除了焊接线,并将零件强度提高了35%。
位置合适的浇口可使熔体流动稳定,不仅可以消除焊缝的形成,还能满足客户的需求和期望。
担心注塑成型零件设计存在缺陷?提交您的零件设计图纸,JS Precision 将提供免费的 DFM 分析服务,以准确预测成型风险、优化设计细节、从源头上减少试错成本并提高批量生产良率。
为什么选择定制微型模具制造商来满足软硬粘合剂粘合等高精度要求?
混合了软硬塑料的零件很常见。大多数制造商在进行二次注塑时无法处理微小的位置偏差。专业的定制微型模具制造商可以将偏差控制在±5微米以内,从而确保产品的稳定性。
多射微注塑成型的集成能力
二次成型过程中对准错误常常会导致这些塑料混合物的密封失效。即使是使用手工夹紧的常规装配,也可能出现 0.015 毫米的偏差——这足以造成密封失效,使失效率超过 20% 。这对于高端产品来说是绝对不能接受的。
夹具设置出现偏差,导致表面对合不良。JS Precision 使用旋转叠层模具系统制造一体式零件,完全无需夹具。这从根本上解决了错位问题。
这种集成技术确保每个复杂组件的配合面完美契合,完全避免密封失效的风险,从而保证产品性能。
±5微米:密封可靠性的核心保障
医疗和汽车零部件的密封要求非常严格。粘合强度直接决定产品的性能。JS Precision 将偏差控制在 5 微米以内。大多数公司都无法达到这样的精度。一位传感器客户的测试失败了——密封件的破损率高达 18%。
将模具存放在旋转系统中提高了产品的一致性。新的装置显著减少了密封裂纹。这并非微小的改进,而是彻底改变了结果。现在,每个零件的完整性都得到了提升。这一改变使产品在压力下依然可靠。即使反复使用,在压力下粘合依然牢固。
图 2:工业环境中带有软管和电缆的复杂金属模具组件的特写视图。
选择注塑模具制造商时应重点关注哪些核心指标?
如果想要实现高精度的大规模生产,选择合适的注塑模具制造商至关重要。除了价格之外,在最终决定之前,您还需要考虑模具钢材的质量、加工精度等内部因素。
选择合适的钢材和模具加工精度
模具是高精度注塑成型的核心,其精度和使用寿命直接决定了精密塑料零件的质量。而模具的核心又取决于模具钢材的材质和加工精度。
我们建议与从日本大同钢铁公司或德国格罗斯钢铁公司进口模具钢的工厂合作,并使用慢速线切割放电加工,以便能够以微米为单位非常精确地测量模腔。
以下是JS Precision常用模具钢和普通模具钢的对比,以帮助您清楚地区分它们之间的区别:
| 模具钢型 | 起源 | 硬度(HRC) | 加工精度(μm) | 霉菌寿命(10,000 次循环) | 适用场景 |
| 日本大同NAK80 | 日本 | 38-42 | ±1 | 100-150 | 高端医疗和电子零件 |
| 德国 Gritz 1.2738 | 德国 | 34-38 | ±1.5 | 80-120 | 汽车和复杂电子部件 |
| 普通国内 P20 | 中国 | 28-32 | ±5 | 30-50 | 普通塑料制品 |
| 国产45号钢 | 中国 | 20-25 | ±10 | 10-20 | 低端试生产模具 |
热流道和冷却系统设计
在多腔模具中,热流道平衡和精确的温度控制(精度在±1°C以内)是保持成型周期稳定和快速的两个关键因素。JS Precision采用最先进的技术,确保熔体填充平衡偏差控制在5%以内。
塑料原型制造如何帮助您在大规模生产前显著降低试错成本?
未进行塑料原型制作就直接开始批量生产模具,很容易因设计问题而导致模具修改,增加试错成本和周期。原型制作可以低成本地验证设计的可行性。
从快速原型制作到批量生产模具的流体集成
JS Precision 制造的塑料原型可直接用于批量生产模具设计,没有死角,没有假设。早期制造数据直接导入最终模具蓝图。
他们能在两到四周内快速生产铝制或软钢模具,因此零件与批量生产的零件完全一致。成本仅为批量生产模具价格的10%到20%。这些模具能够应对各种条件下的测试。
一家电子公司利用这种方法及早发现了栅极设计问题,节省了 8000 美元,并避免了因设计缺陷而导致的四周产品发布延期。
原型数据可直接用于批量模具设计,避免重复工作,项目进展更快,产品更快交付,压力更小。
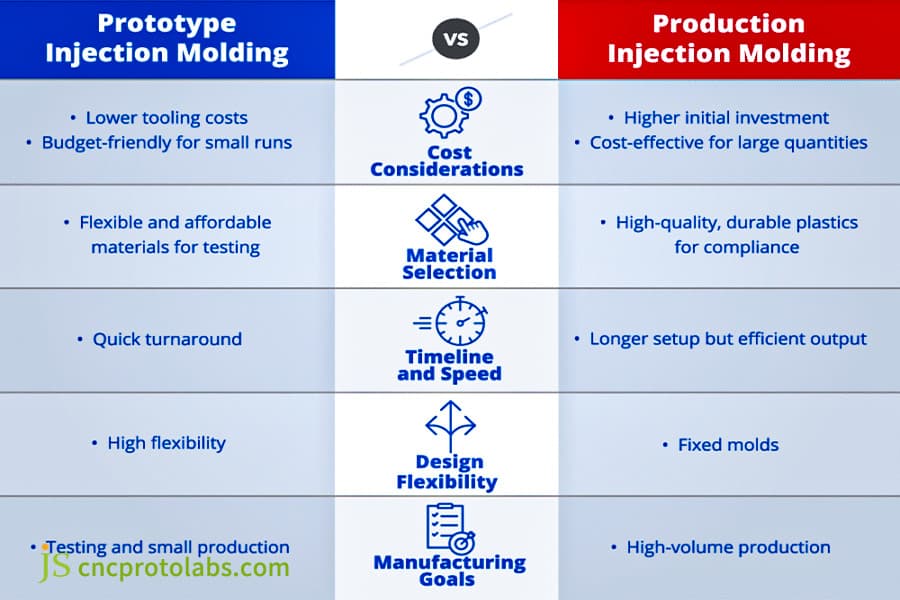
图 3:比较原型注塑成型和生产注塑成型的信息图,重点展示了成本、材料、时间、灵活性和目标方面的差异。
如何快速获取注塑成型报价并有效缩短项目交付时间?
该项目需要精准的注塑成型报价才能启动。JS Precision 将在您提供所有必要信息后 24 小时内完成工作,以启动 DFM 分析。
DFM并行工程:缩短周期的关键
大多数工厂会在报价后才审核设计方案。而JS Precision则同时进行设计和报价,从而节省两到三周的时间。最终实现更快的交货速度和更少的生产延误。报价发出后无需等待审批或反馈,项目即可立即稳步推进。
该系统的一家医疗客户将其报价和设计优化流程从六周缩短到三周,这使得他们能够比计划更早地开始批量生产流程。
DFM 分析报告将明确指出设计优化点、成型风险和解决方案,使您清楚地了解项目的可行性。
标准化报价流程
JS Precision 建立了一套标准化的报价流程,旨在为客户提供精准的价格和完整的价格透明度。您只需提交以下材料即可快速获取报价:
- 3D图纸: STP/IGS格式,标明关键尺寸和公差。
- 二维图纸:标明零件技术要求和测试标准。
- 材料选择:明确材料等级和性能要求。
- 年度需求:有助于优化模具设计并降低单位成本。
JS Precision将在客户提交所有必需资料后的24小时内提供初步报价及DFM反馈。完整报价将在48小时内交付,以便项目快速启动。
案例研究:JS Precision 如何实现医用微导管尖端 99.8% 的密封率?
医疗器械中的密封部件对精度要求极高,近乎完美。目前,要达到这种精度水平仍然是一项真正的挑战。
遇到的挑战
一家医疗客户需要直径小于2毫米的微导管尖端,并要求同时具备硬质和软质粘合剂。此前两次定制微注塑成型的尝试均未能实现稳定的生产。问题不仅仅在于尺寸匹配,还涉及两个核心问题:
- 配合面之间的间隙必须保持在0.008毫米以内。即使是极小的缝隙也会导致泄漏,使设备不安全。
- 壁厚不均匀导致二次成型过程中定位误差达到0.015毫米,成品率降至70%以下。他们需要在12周内实现全面量产,并力求缩短生产周期。
JS Precision 汇集了各领域专家,设计了一种能够满足这些具体要求的精密注塑成型工艺。
解决方案
JS Precision通过在工艺、设计和制造三个方面提供解决方案,解决了客户的痛点。该公司还保证了稳定的批量生产和产品质量。
1.集成流程:
他们采用旋转叠层模具技术,将软硬塑料一次性成型,消除了二次夹紧误差。粘合偏差小于或等于±5μm,成型周期时间从30秒缩短至22秒。
2.设计优化:
借助模流分析,对零件设计进行了修改。硬质塑料壁厚调整为0.12毫米,并增加了导流结构。此外,浇口位置也进行了优化,并彻底消除了熔接线。
3.精密制造:
由于采用了瑞士米克龙加工中心和日本大同NAK80模具钢,模腔公差可保证在1.5米以内。此外,在线检测和坐标测量机(CMM)也为此提供了佐证。
最终结果
该解决方案满足了客户的要求,实现了5μm的稳定配合面公差、低于0.2%的密封失效率,并将批量生产良率从70%提高到99.8%。理论上,可靠性的提升直接源于废料的减少和一致性的提高。
项目仅用了10周就完成了,比原计划提前了6周。这使得客户的产品提前6个月进入临床试验阶段。批量生产效率提高了30%,单位成本降低了25%。仅仅调整了时间安排就节省了大量的研发时间。
此后,客户对我们充满信心,将所有用于微型医疗零件的高精度注塑成型工作都委托给了我们。如今,我们每年交付超过五百万件精密塑料零件,业绩优异,品质卓越。
想复制医疗器械零件99.8%的密封合格率吗?提交您详细的注塑成型复杂零件要求,JS Precision将为您量身定制高精度注塑成型解决方案,帮助您的产品快速通过验证并抢占市场份额。
常见问题解答
问题1:高精度注塑成型能达到多大的公差?
JS Precision的高精度注塑成型批量生产公差稳定在0.005毫米,且批次间一致性极佳。对于高端医疗和电子产品项目,公差可进一步降低至0.003毫米,满足最严格的标准,但这需要精细的工艺控制。
Q2:微型复杂元件的典型壁厚设计是多少?
大多数微型复杂零件的壁厚在 0.2 至 0.5 毫米之间。保持壁厚均匀有助于减少收缩和内应力。如果您正在设计一些特殊零件,JS Precision 可以帮助您设计出能够承受物理强度的结构。
Q3:为什么由硬塑料和软塑料组合制成的零件容易发生密封失效?
由于二次注塑过程中定位偏移,接合处经常出现故障——这种错位会导致界面处出现缝隙。采用集成式多组分注塑成型可以直接解决这个问题。
Q4:如何保证多腔模具批量生产过程中每个零件的质量一致?
我们专注于制造具有平衡热流道的精密模具,并使用高于 1.33 的 Cpk 值监控生产——这使得所有型腔的零件偏差保持在 ≤±3μm 以内。
Q5:是否需要制作塑料原型?
是的,这是必要的。它可以让你以低成本测试零件设计,及早发现问题,减少猜测,并加快项目推进速度,尤其适用于小批量生产。
Q6:获取注塑成型报价需要哪些文件?
如需准确报价,请发送 STP 或 IGS 格式的 3D 图纸、包含规格的 2D 图纸、您想要的确切材料以及您每年需要的数量。
Q7:模具的典型交货时间是多久?
标准模具制作需要4 到 8 周时间。如果您需要快速制作原型,我们可以在 2 到 4 周内完成。
Q8:如何保证模具的使用寿命?
我们采用优质模具钢材,并在加工过程中进行精细的热处理。这使得模具寿命超过一百万次循环——大大减少了您日后更换模具的频率。
概括
大规模生产微型复杂元件需要对公差、设计、工艺和集成能力进行全面控制。
作为一家专业的定制微型模具制造商,JS Precision 优化注塑成型零件设计,整合技术,并严格控制,以降低成本、加快速度,并为您提供稳定的精密塑料组件。
立即行动,获取您的专属注塑成型报价!
请将您的图纸发送给我们,我们的工程团队将在 24 小时内为您提供免费的 DFM 分析和初步报价,与您携手开启项目成功之旅。

免责声明
本页面内容仅供参考。JS Precision Services对信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 JS Precision 网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方有责任索取零件报价并明确各部分的具体要求。请联系我们了解更多信息。
JS 精准团队
JS Precision是一家行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择JS Precision,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

