

Литье под давлением с использованием LSR-материала — это очень надежное решение для высокотемпературной герметизации в автомобилях, оно полностью исключает проблему нарушения герметичности и приводит к значительному сокращению гарантийных и производственных потерь.
Обычно LSR может работать в диапазоне температур от -50℃ до 250℃, и после 22 часов при 175℃ его остаточная деформация при сжатии составит всего 15%, что значительно лучше, чем 40% у обычной резины NBR.
Утечки при высоких температурах в автомобильных турбокомпрессорах, загрязнение силоксанами аккумуляторных батарей электромобилей и нарушение герметичности при очень холодном запуске могут быть преодолены с помощью комбинированного решения, включающего молекулярную химическую связь на уровне подложки и процесс литья под давлением LSR без образования окалины.
Компания JS Precision, имеющая сертификат IATF 16949, не только проводит оценку технологичности производства (DFM), но и предлагает услуги по индивидуальному проектированию и серийному производству, направленные на снижение затрат и повышение эффективности вашего бизнеса.
Краткое изложение основных ответов
Ключевые вопросы | Основные ответы |
Определение процесса литья под давлением с использованием LSR-пластика | LSR и подложка образуют химическую связь в форме, создавая цельное бесшовное уплотнение с диапазоном рабочих температур от -50°C до 250°C. |
Применимые автомобильные сценарии | Уплотнения турбокомпрессоров, уплотнения аккумуляторных батарей электромобилей, уплотнения клапанов системы охлаждения, сальники вращающихся валов и другие компоненты, работающие при высоких температурах и давлении. |
Преимущества перед традиционными схемами | Более низкая остаточная деформация при сжатии ( ≤15% по сравнению с ≥40% для традиционной резины ), лучшая упругость и превосходная устойчивость к термическому старению. |
Услуги, предоставляемые компанией JS Precision. | Полный спектр услуг по литью под давлением, сертифицированный по стандарту IATF 16949, от изготовления образца до серийного производства за 4-6 недель. |
Основные выводы:
- Литий-серный смоляной компаунд (LSR) — отличный выбор для сложных автомобильных уплотнений, которые должны оставаться стабильными в широком диапазоне температур от -50℃ до 250℃.
- Остаточная деформация составляет 15%, что значительно выше, чем у традиционной резины (40%).
- Компания JS Precision предлагает полный спектр услуг по литью под давлением, занимающий 4-6 недель, включая быструю оценку DFM (проектирование с учетом технологичности).
Почему стоит выбрать JS Precision для литья под давлением LSR? Экспертное производство автомобильных уплотнений.
Если вы поставляете высокотемпературные автомобильные уплотнительные компоненты, то выбор надежного поставщика услуг по литью под давлением имеет первостепенное значение не только для того, чтобы избежать рисков при закупках, но и для обеспечения бесперебойности производственных мощностей.
Благодаря своему профессиональному опыту, солидной экспертизе и авторитетным сертификатам, компания JS Precision является лучшим выбором для вас, а также для автопроизводителей и поставщиков первого уровня.
Наша продукция соответствует требованиям качества IATF 16949 для автомобильной промышленности и стандартам биосовместимости ISO 10993-10 .
Таким образом, ваша продукция будет пригодна для различных сложных условий эксплуатации в автомобильной отрасли не только за счет самих изделий, но и на протяжении всего производственного процесса. Кроме того, вам будет оказана помощь в преодолении рисков, связанных с несоответствием стандартам качества.
JS Precision ставит ваши ключевые интересы на первое место:
- Сроки от изготовления образцов до серийного производства, которые в среднем по отрасли занимают 8-10 недель, с нашей помощью могут быть сокращены до 4-6 недель, что поможет вам быстро завоевать долю рынка и сократить время запуска продукта.
- Технология литья без облоя в сочетании с холодным каналом и вакуумным зажимом обеспечивает 100% использование материала, что напрямую снизит ваши затраты на материалы примерно на 20%.
- Система автоматизированного оптического контроля (АОИ) в режиме онлайн может проверять более 300 деталей в минуту с точностью выявления дефектов 99,9%. Это гарантирует нулевой процент брака при отгрузке и снижение затрат на доработку и рабочую силу.
Крупнейший немецкий поставщик автомобильных запчастей первого уровня, ежегодно получающий гарантийные претензии на сумму более миллиона долларов из-за протекающих прокладок турбокомпрессоров, не только полностью устранил проблему протечек после перехода на нашу услугу литья под давлением с использованием LSR-материала, но и снизил вес и стоимость своих изделий на 38%, что позволило сэкономить около 900 000 долларов в год при производстве 2 миллионов единиц продукции.
Наш комплексный сервис включает в себя оценку DFM (проектируемость для производства), разработку специальной рецептуры и запуск серийного производства. Профессиональные инженеры оказывают всестороннюю поддержку, адаптируя решения к вашим конкретным потребностям, помогая избежать ошибок и эффективно внедряя решения по герметизации.
Если у вас возникли проблемы с высокотемпературной автомобильной герметизацией и вам необходимо индивидуальное решение по литью под давлением LSR, предоставьте чертежи вашего изделия. Мы бесплатно проведем анализ DFM и оценку стоимости в течение 24 часов, чтобы помочь вам быстро решить проблемы и снизить затраты.
Что такое литье под давлением LSR для высокотемпературных автомобильных уплотнений?
Технология литья под давлением с использованием LSR (лакированного каучука) — одна из технологий, разработанных специально для условий очень высоких температур. Если вы четко понимаете ее определение и принципы процесса, вы сможете определить ее основное преимущество , заключающееся в возможности решения проблем традиционных уплотнений.
Основное определение и процесс литья под давлением с использованием LSR-пластика.
Литье под давлением с использованием жидкого силиконового каучука (LSR) — это процесс впрыскивания двухкомпонентного жидкого силиконового каучука в форму, где он вступает в реакцию присоединения с предварительно нанесенным субстратом, катализируемую платиной, образуя таким образом интегрированный химически связанный компонент.
Этот метод отличается от традиционной обработки перед сборкой .
Более того, даже после термической обработки при температуре 150℃ в течение 1000 часов материал LSR сохраняет 80% своей прочности на разрыв, что гарантирует надежную герметизацию в течение длительного времени, а также снижает затраты на замену и гарантийное обслуживание.
Другими словами, это похоже на нанесение на каждую поверхность индивидуальной бесшовной силиконовой защитной пленки. Метод цельного формования обеспечивает прочное сцепление силикона с поверхностью, что предотвращает протечки непосредственно у источника.
Почему высокотемпературная герметизация в автомобильной промышленности невозможна без этой технологии.
Диапазон рабочих температур автомобильной силовой установки достигает 300 °C (-50 °C до 250 °C), и характеристики традиционных резиновых уплотнений значительно ухудшаются. Три ключевых преимущества литья под давлением LSR становятся вашими основными потребностями:
- Стабильность в широком диапазоне температур: сохраняет свою эластичность и герметизирующие свойства в диапазоне температур от -50℃ до 250℃, а также выдерживает кратковременное воздействие температуры до 300℃.
- Химическая адгезия устраняет зазоры при сборке, а прочность на отслаивание 8 Н/см гарантирует отсутствие протечек из-за смещения.
- Очень высокая устойчивость к необратимой деформации: степень деформации составляет 15% при 175℃ в течение 22 часов, что значительно лучше, чем 40% у традиционной резины NBR, и, следовательно, снижает вероятность разрушения.
Сравнительная оценка характеристик уплотнений из LSR и традиционных резиновых уплотнений.
Показатели эффективности | LSR (жидкий силиконовый каучук) | НБР (традиционный нитриловый каучук) | ФКМ (фторкаучук) | ЭПДМ (этиленпропилендиеновый мономерный каучук) |
Диапазон рабочих температур | От -50°C до 250°C (300°C в течение коротких периодов). | от -40°C до 120°C | от -20°C до 200°C | от -40°C до 150°C |
Коэффициент остаточной деформации при 175°C × 22 часа | ≤15% | ≥40% | ≥25% | ≥35% |
Метод склеивания с подложкой | Химическая связь на молекулярном уровне (без праймера). | Механическое склеивание (требуется клей). | Механическое склеивание (требуется клей). | Механическое склеивание (требуется клей). |
Коэффициент сохранения прочности на растяжение после термического старения при 150°C × 1000 часов | ≥80% | ≤50% | ≥65% | ≤60% |
Прочность на отслаивание | ≥8 Н/см | ≤3 Н/см | ≤4 Н/см | ≤3,5 Н/см |
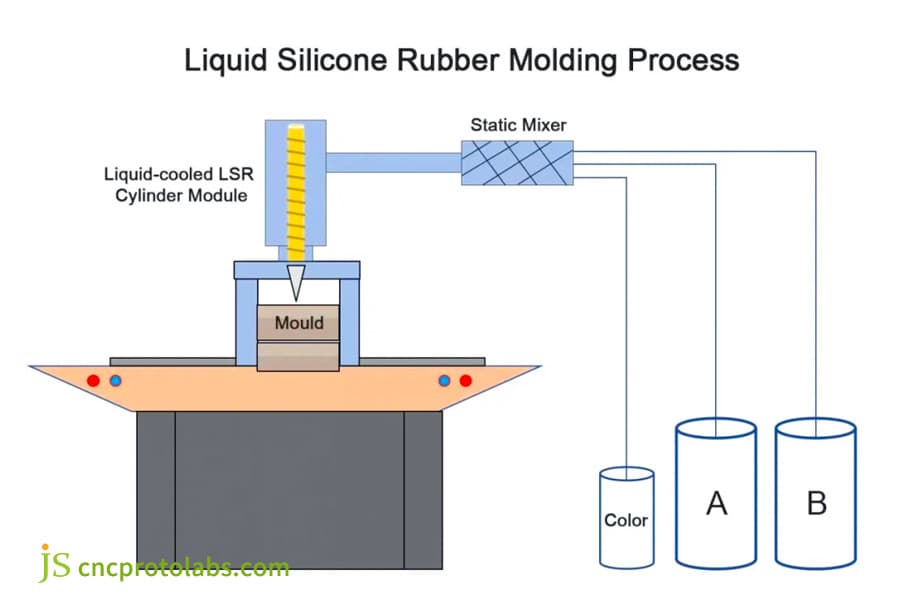
Рисунок 1: Техническая схема, иллюстрирующая процесс литья под давлением жидкого силиконового каучука (LSR), на которой показаны статический смеситель, модуль цилиндра с жидкостным охлаждением и пресс-форма для производства высокотемпературных уплотнений.
Как силиконовое литье предотвращает протечки в прокладках турбокомпрессора?
Герметизация турбокомпрессоров всегда была актуальной проблемой. Интегрированная силиконовая оболочка без каких-либо внешних уплотнительных компонентов может даже устранить утечки в источнике, обеспечивая точное и идеальное прилегание к турбокомпрессору в условиях его работы при очень высоких температурах и давлении.
Высокие температуры и высокое давление: проблемы, с которыми сталкиваются уплотнения турбокомпрессоров.
Обе стороны турбокомпрессора — впускная и выпускная — работают в очень жестких условиях: давление на стороне наддува составляет 2,5-3,0 бар и характеризуется высокочастотной пульсацией, температура на выпускной стороне колеблется от 180℃ до 220℃ с пиковыми значениями до 250℃.
Незначительные неровности на поверхности металлического фланца могут легко привести к образованию путей утечки, которые невозможно герметизировать традиционными прокладками, что вызовет утечку газа, утечку масла и, в конечном итоге, увеличит затраты на гарантийное обслуживание.
Комплексное решение для литья под давлением металлических каркасов и силиконовых уплотнительных кромок.
Силиконовое литье позволяет создавать эластичные уплотнительные ребра на кромке металлического фланца. Силиконовая оболочка имеет такую конструкцию, что при затягивании болтов она деформируется и заполняет микроскопические неровности на поверхности металлического фланца.
Твердость LSR по Шору варьируется от 20 до 70 градусов, что является регулируемым параметром, а степень сжатия 15% - 25% обеспечивает наилучшее соответствие, благодаря чему достигается уровень герметизации IP67/IP68 . Кроме того, химическая связь предотвращает протечки, вызванные старением.
Оптимизированные параметры для антипульсационной конструкции, работающей под давлением.
Создание в интегрированной пресс-форме канавки для сброса давления шириной 2 мм и глубиной 0,3 мм или отверстия для возврата масла диаметром 1,5 мм, а также использование состава LSR с модулем упругости 3-5 МПа позволяет ослабить импульсы давления на 60%, что также повысит надежность герметизации.
Столкнулись с проблемами утечки масла через уплотнения турбокомпрессора? Свяжитесь с нашими инженерами для бесплатной оценки DFM и разработки индивидуальных решений по силиконовому литью, которые быстро устранят прорыв газов и утечку масла.
Какие параметры процесса литья под давлением обеспечивают герметичность аккумуляторных батарей?
Герметизация аккумуляторных батарей в электромобилях имеет первостепенное значение. Освоение процесса литья под давлением — единственный способ гарантировать отсутствие протечек , соответствие стандартам чистоты и герметичности, а также устранение рисков для безопасности.
Особые требования к герметизации и чистоте аккумуляторных батарей электромобилей.
Загрязнение высоковольтных цепей мелкими молекулами силоксана, выделяющимися из уплотнений в системе герметизации аккумуляторного блока, может привести к коротким замыканиям и, следовательно, увеличить риски для послепродажного обслуживания.
Платиновое отверждение LSR не образует побочных продуктов. Оно соответствует требованиям VDA 277 VOC и IATF 16949:2016 , обеспечивает непрерывную герметизацию при температурах от -40℃ до 180℃, устойчиво к электролитической коррозии и имеет степень сжатия 10% после 22 часов при 70℃.
Вторичный процесс отверждения удаляет летучие вещества.
Вторичная полимеризация при 200℃ в течение 4 часов позволяет снизить содержание низкомолекулярных соединений LSR с 0,8% до 0,08%, в результате чего получается отливка без масляного тумана с поверхностной энергией 22 мН/м, что полностью соответствует требованиям к чистоте аккумуляторных батарей.
Это аналогично тщательной очистке уплотнений аккумуляторного блока — удалению грязи и загрязнений, предотвращению опасности короткого замыкания и снижению количества претензий по послепродажному обслуживанию.
Холодный канал и вакуумное зажимание обеспечивают контроль над образованием истечения расплава.
Отслоение герметика является серьезной проблемой в процессе производства батарей, поскольку оно может вызывать короткие замыкания, обеспечивая путь для попадания посторонних предметов в батарейный блок.
Технология литья под давлением с использованием системы холодного литья при температуре 90-110℃ и вакуума -0,095 МПа позволяет контролировать толщину облоя до <0,02 мм.
Кроме того, использование визуального контроля в режиме реального времени позволяет удалять опасные компоненты, и в итоге можно достичь целевого показателя PPM=0.
Параметры процесса | Диапазон параметров | Контрольная цель | Преимущества для клиентов | Стандарты тестирования |
Температура холодного канала | 90-110°C | Избегайте преждевременной вулканизации компаунда. | Сократите количество отходов материалов и снизьте затраты. | Колебания температуры ≤±5°C. |
Степень вакуума | ≤-0,095 МПа | Формование без образования облоя. | Предотвратите отсоединение вспышки и обеспечьте безопасность батареи. | Стабильность степени вакуума ≥95%. |
Температура постполимеризации | 200°C | Удалите низкомолекулярные вещества. | Избегайте осаждения силоксана и защищайте высоковольтные цепи . | Содержание низкомолекулярных веществ ≤0,08%. |
Время после отверждения | 4 часа | Надлежащее удаление летучих компонентов. | Улучшить чистоту уплотнений и продлить срок их службы. | Поверхностная энергия ≥22 мН/м. |
Скорость онлайн-обнаружения | ≥300 штук/минуту | Отгрузка без дефектов. | Сократить объем доработок и повысить эффективность производства. | Показатель выявления дефектов ≥99,9%. |
Вам необходима индивидуальная технология литья под давлением аккумуляторных батарей? Предоставьте подробные требования, получите точные расценки и оценки производственного цикла, а профессиональные инженеры будут следить за процессом на протяжении всего времени, обеспечивая надежную герметизацию.
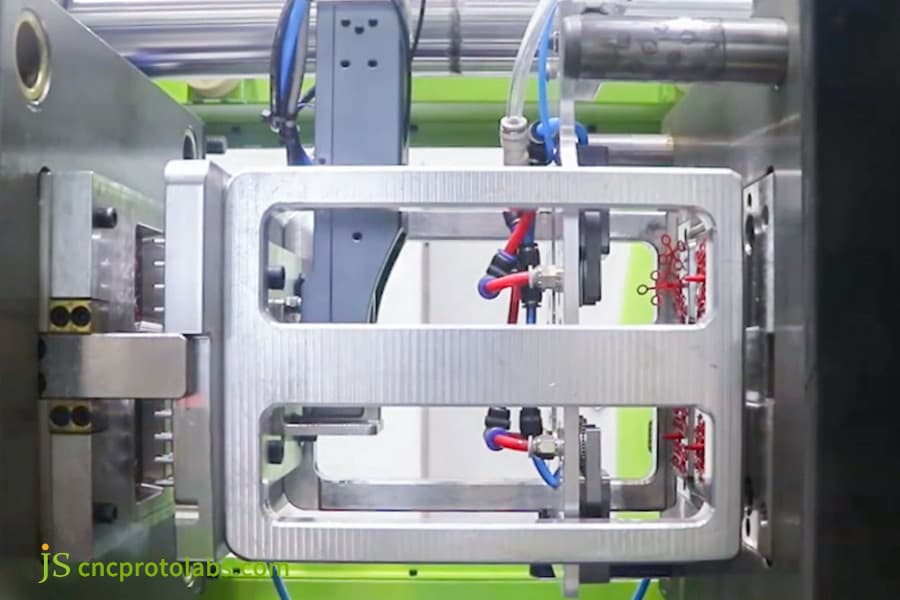
Рисунок 2: Детальный вид внутренней части металлической формы для литья под давлением, демонстрирующий сложные каналы, компоненты и соединенные шланги для точного контроля процесса при производстве уплотнений.
Подходит ли технология литья под давлением с наплавкой для изготовления легких термоуплотнений для электромобилей?
Снижение веса является основным фактором увеличения запаса хода электромобилей. Благодаря технологии литья под давлением с наложением герметика и каркас могут быть изготовлены за один этап. Помимо снижения веса, сохраняются герметичные свойства, что создает двойную выгоду для пользователя.
Системы управления тепловым режимом электромобилей: двойные требования: снижение веса и модернизация.
По сравнению с алюминиевым сплавом, конструкционные пластики PA66/PPA весят всего на 45% меньше. Благодаря формованию уплотнительного элемента из LSR непосредственно в пластиковый корпус, можно обойтись без отдельных прокладок и узлов, что позволяет одновременно снизить вес, улучшить характеристики и снизить затраты.
Анализ затрат и выгод замены стали на основе пластика и функциональной интеграции
Сравнительные элементы | Традиционная схема (корпус из алюминиевого сплава + независимая резиновая прокладка) | Схема литья под давлением с наложением слоев (каркас из PA66/PPA + интегрированное уплотнение из LSR) | Преимущества для клиентов |
Масса | Обычно 380 г (корпус клапана системы охлаждения). | Обычно 210 г (корпус клапана системы охлаждения). | Снизьте вес на 40-50% и продлите срок службы батареи. |
Стоимость спецификации материалов | 100 долларов США за штуку (ориентировочная цена). | 70-80 долларов США за штуку (ориентировочная цена). | Снизьте затраты на 20-30%. |
Процесс сборки | Обработка корпуса → установка прокладки → затяжка болтов (3 этапа). | Одноэтапное литье под давлением. | Сокращение цикла сборки и повышение эффективности производства. |
Риск утечки | Высокий уровень утечки (вероятная причина – неправильное расположение прокладки). | Очень низкий уровень (отсутствие зазоров в интегрированном литье). | Снизьте риск протечек примерно на 60% и уменьшите потери по гарантийным случаям. |
Коэффициент сохранения герметичности | ≤85% (после длительной езды на велосипеде). | ≥95% (после длительной езды на велосипеде). | Повышение надежности продукции и продление срока ее службы. |
Корпус клапана системы охлаждения одностороннего действия: снижение веса на 40% за счет исключения трех технологических процессов.
Первоначальная версия корпуса пятиходового клапана системы охлаждения для электромобиля представляла собой корпус из алюминиевого сплава с пятью уплотнительными кольцами из EPDM, общим весом 380 г и временем сборки 65 секунд.
После того, как корпус из PA66-GF30 и LSR были переработаны методом гибридного литья, вес снизился до 210 г, время сборки — до 15 секунд, цена одной единицы уменьшилась на 28%, а степень сохранения герметичности осталась на уровне 95%.
Почему стоит выбрать литье под давлением LSR вместо PTFE для высокотемпературных масляных уплотнений?
Эффективная герметизация динамических движений в высокотемпературных маслосальниках имеет решающее значение для долговечности двигателя. В динамических условиях литье под давлением LSR может дать лучшие результаты, чем PTFE, устраняя многие из его недостатков.
Внедрение в производство технологии литья резины под давлением позволяет адаптировать изделие к различным типам вращающихся валов.
Недостатки масляных уплотнений из ПТФЭ для герметизации вращающихся валов.
Неэластичный ПТФЭ является серьезным недостатком уплотнений вращающихся валов: он требует очень точной эксцентричности установки (<0,05 мм), имеет высокий пусковой момент (0,8 Нм), требует дорогостоящей обработки вала (Ra 0,2 мкм), а также не может компенсировать биение вала, что приводит к утечкам и увеличению затрат на механическую обработку и техническое обслуживание.
К преимуществам динамических масляных уплотнений LSR относятся низкое трение и самосмазывающиеся свойства.
Отличительной особенностью масляных уплотнений для литья под давлением из LSR является использование самосмазывающейся химически модифицированной формулы. Выделение силиконового масла после вулканизации представляет собой поверхностную смазку, которая снижает коэффициент трения до 0,15-0,20.
Пусковой момент на 30% меньше по сравнению с ПТФЭ, а выделение тепла от трения также снижено на 20%. Слой силиконового масла достигает динамического равновесия в течение 24 часов , что приводит к увеличению срока службы.
Устойчивость LSR и способность компенсировать биение вала
LSR способен выдерживать изменения и сохранять герметичность даже при незначительном смещении вала, адаптируясь к радиальному биению в 0,2 мм, демонстрируя при этом упругость на уровне 75%.
С другой стороны, ПТФЭ не обладает упругостью, и утечки начнутся, как только биение вала превысит 0,1 мм, поэтому его нельзя использовать в сложных условиях эксплуатации.
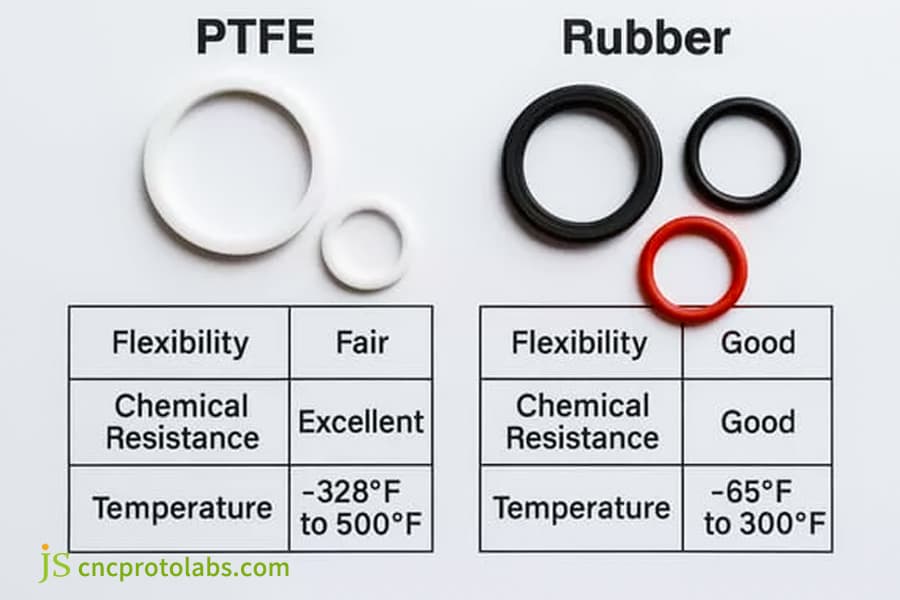
Рисунок 3: Подробная сравнительная таблица, в которой перечислены ключевые свойства силиконовой резины и ПТФЭ, используемых в высокотемпературных уплотнениях, такие как гибкость, химическая стойкость и температурный диапазон.
Какие особенности литья резины под давлением предотвращают выход из строя уплотнений при холодном пуске?
Уплотнения подвержены затвердеванию и разрушению при холодном запуске в экстремально холодных регионах. Специальное литье резины под давлением , благодаря оптимизации конструкции и формулы, может обеспечить стабильное уплотнение при -50°C, помогая сократить гарантийные потери и адаптироваться к экстремально низким температурам.
Механизм разрушения резиновых уплотнений в результате затвердевания в условиях экстремально низких температур
Наиболее распространенные виды резины, как правило, сильно затвердевают при воздействии низких температур. Твердость HNBR фактически увеличивается с 70 по Шору А до 95 по Шору А в самых неблагоприятных условиях обледенения (-40℃).
Таким образом, давление масла при холодном пуске достигает 300 кПа, и уплотнительная кромка в обратном направлении не деформируется, что облегчает ее повреждение и приводит к утечке масла , серьезно нанося ущерб даже имиджу вашей марки, что, в свою очередь, увеличивает затраты на послепродажное обслуживание из-за потери клиентов.
Как конструкция компенсации накопления энергии металлической пружины справляется с низкими температурами
Технология литья под давлением резины позволяет встраивать металлическое пружинное кольцо в силиконовый уплотнительный край, обеспечивая постоянное радиальное усилие зажима 5-15 Н, не зависящее от температуры. Это позволяет компенсировать усилие герметизации при низких температурах, обеспечивая контактное давление ≥ 0,15 МПа и предотвращая разрушение уплотнения.
Сохранение эластичности при низких температурах в специальных формулах на основе фенилсиликона.
Фенилсиликоновые составы снижают температуру стеклования до -60℃ или -100℃.
Эти формулы позволяют достичь коэффициента восстановления сжатия на 85% при -50℃, изменения твердости на 5 по Шору А и повышения на 50% устойчивости к давлению масла при холодном пуске. У нас есть формулы с различным содержанием фенила, которые можно адаптировать под ваши потребности.
Как выбрать услуги по литью под давлением, соответствующие стандартам IATF 16949?
При выборе таких компонентов, как автомобильные уплотнения, нельзя недооценивать важность услуг по литью под давлением , соответствующих стандартам IATF 16949.
В первую очередь, необходимо уделять внимание техническому потенциалу поставщика услуг, а также мерам контроля качества, однако не следует забывать о необходимости соблюдения стандартов ISO 9001:2015 .
Технические возможности поставщика ничего не значат без тщательной оценки: три момента, которые следует учитывать.
Чтобы получить максимальную выгоду от услуг компании, предоставляющей услуги литья под давлением, вам необходимо не только глубоко изучить их производственные знания, но и составить список из трех основных технических показателей, которые помогут оценить качество продукции:
- Возможность автоматизированного визуального контроля: Способен ли поставщик внедрить систему автоматизированного визуального контроля на основе ИИ, которая сможет проверить более 300 единиц продукции за 60 секунд, чтобы гарантировать отгрузку только бракованных товаров?
- Испытание прочности сцепления: Может ли поставщик предоставить стандартизированные кривые силы вытягивания для различных подложек, чтобы гарантировать прочное сцепление герметика с подложкой?
- Моделирование старения на стенде: Оснащен ли поставщик оборудованием для моделирования условий эксплуатации и обладает ли он необходимыми навыками для составления подробного отчета о проверке фотоэлектрических характеристик?
Важность проверок чистоты и непрерывного измерения размеров.
Строгая чистота является основополагающим фактором качества автомобильных уплотнений. Поэтому контроль с помощью автоматического оптического датчика должен охватывать такие параметры, как допуск на диаметр поперечного сечения (0,02 мм) и толщину облоя (0,05 мм).
Наша машина автоматического оптического контроля способна проверять 300 деталей в минуту, обеспечивая 99,9% выявления дефектов и коэффициент CPK 1,33, что позволяет добиться нулевого количества отгрузок на миллион единиц продукции и помочь вам минимизировать потери, вызванные доработкой продукции.
Проверка надежности склеивания с различными высокотемпературными пластиковыми подложками
Прочность сцепления различных конструкционных пластиков с LSR различается, поэтому стандартизированные испытания являются обязательными. Мы разрабатываем индивидуальные решения для склеивания различных материалов и предоставляем отчеты о силе отрыва, гарантирующие прочность на отслаивание 8 Н/см, что соответствует требованиям для длительного использования.
Пример из практики компании JS Precision: Металлическая прокладка для турбокомпрессора немецкого стандарта Tier 1.
Вот реальный пример и результат нашего сотрудничества с немецким поставщиком первого уровня, где мы решили проблемы с герметизацией турбокомпрессора с помощью литья под давлением с использованием LSR-материала.
Предпосылки и проблемы
Уплотнительная прокладка (из нержавеющей стали и графита) выпускной стороны турбокомпрессора 2.0T от немецкого поставщика первого уровня показала множество проблем во время испытаний на долговечность:
- После 300 часов выдержки скорость восстановления графита составила всего 65%, а скорость утечки — 12 мл/мин.
- Допуск на клепку составлял 0,12 мм, а частота отказов — 5%.
- Вес одного изделия в 87 г не соответствовал требованиям к легкости. В результате они обратились к нам за помощью.
Решение
Тщательно изучив проблемы и трудности, с которыми сталкиваются наши клиенты, наша инженерная команда предложила точное и унифицированное решение для литья под давлением с использованием LSR-покрытия.
1. Благодаря изменению компоновки подложки толщина штампованной рамы из нержавеющей стали уменьшилась с 1,2 мм до 0,8 мм, что не только обеспечило существенное снижение веса, но и сохранило прочность конструкции.
2. Использование высокотемпературной смеси LSR, выдерживающей температуру до 250℃ и остаточную деформацию при 15% при 175℃ в течение 1000 часов, делает ее совместимой с высокотемпературными условиями работы турбокомпрессора.
3. Благодаря реакции присоединения, катализируемой платиной, на границе раздела LSR и нержавеющей стали образуется прочная химическая связь, достигающая прочности на отслаивание 10,2 Н/см и полностью предотвращающая утечку.
4. В этой пресс-форме используется вакуумное зажимание с игольчатым клапаном и технологией холодного литья , что позволяет контролировать толщину облоя менее 0,03 мм, тем самым исключая риски, связанные с отслоением облоя, и повышая однородность внешнего вида изделия.
5. Кроме того, мы предлагаем бесплатную оценку DFM (проектирование с учетом технологичности производства) для улучшения конструкции пресс-форм, что позволяет сократить время отправки образцов до 10 дней и дает клиентам возможность быстро перейти к тестированию.
Окончательные результаты
Предложенное решение привело к таким замечательным результатам, как снижение веса изделия до 54 г, отказ от клепки и отдельных процессов сборки, сокращение времени цикла сборки с 40 секунд до 18 секунд, отсутствие утечек после 300 часов старения и 100% сохранение герметичности при испытаниях на термоудар.
Благодаря снижению себестоимости на 22%, удалось сэкономить 900 000 долларов в год при объеме производства в 2 миллиона единиц. Начато серийное производство, и уровень удовлетворенности клиентов составляет 98%.
Вам нужны аналогичные уплотнения для турбокомпрессоров или уплотнения для работы при высоких температурах и давлении? Отправьте чертежи вашей продукции, чтобы получить бесплатный анализ DFM и оценку стоимости. Мы ответим в течение 24 часов, помогая вам быстро решить проблемы с герметизацией и снизить затраты.

Рисунок 4: Четыре одинаковых черных круглых уплотнения, каждое с металлическим внутренним сердечником, демонстрирующие результат процесса литья под давлением для создания долговечных уплотнений.
Часто задаваемые вопросы
В1: Какой диапазон температур могут выдерживать детали, изготовленные методом литья под давлением с использованием LSR-покрытия?
Детали, изготовленные из LSR, могут непрерывно использоваться при температурах от -50℃ до 250℃, а также кратковременно нагреваться до 300℃. Кроме того, специально разработанный состав обеспечивает еще более высокую термостойкость, подходящую для различных экстремальных условий эксплуатации в автомобильной промышленности при высоких температурах.
В2: Насколько ниже остаточная деформация при сжатии деталей, изготовленных методом литья под давлением с использованием LSR, по сравнению с деталями из традиционной резины?
После нагревания при 175℃ в течение 22 часов LSR изменяет свою форму всего на 15%, в то время как резина NBR деформируется на 40%. Такой большой зазор может очень эффективно снизить вероятность нарушения герметичности и привести к повышению надежности изделия.
В3: Можно ли добиться бесшовного соединения пластиковых подложек методом литья под давлением с использованием LSR-покрытия?
В целом ответ — да. Самоклеящиеся смеси LSR позволяют создавать прямую химическую связь с различными конструкционными пластиками, такими как PA и PPS, что обеспечивает прочность на отслаивание 8 Н/см и более. Таким образом, нет необходимости в клее, что также означает упрощение процесса.
Вопрос 4: Требуется ли вторичная вулканизация для герметизации аккумуляторного блока?
Ответ утвердительный: вторичная вулканизация при 200℃ в течение 4 часов позволяет снизить содержание низкомолекулярных соединений с 0,8% до 0,08%, таким образом соблюдаются стандарты чистоты аккумуляторных батарей и предотвращается загрязнение высоковольтных цепей.
В5: Сколько времени обычно занимает производственный цикл для деталей, изготовленных методом литья под давлением?
С момента проверки DFM до готовности образцов к серийному производству нам требуется всего 4-6 недель, что значительно меньше, чем в среднем по отрасли. Сроки серийного производства могут быть гибко скорректированы в зависимости от сложности пресс-формы и объема заказа.
В6: Какие типы автомобильных деталей можно изготавливать методом литья под давлением с использованием LSR-пластика?
В основном это компоненты, подвергающиеся воздействию высоких температур, высокого давления и высокой степени чистоты, такие как турбокомпрессоры, аккумуляторные батареи, блоки клапанов системы охлаждения и сальники вращающихся валов, которые являются частью силовых агрегатов и электронных систем.
В7: Необходима ли сертификация IATF 16949 для услуг по литью под давлением?
Без сомнения, стандарт IATF 16949 стал базовым требованием для поставщиков в автомобильной промышленности. Мы имеем этот сертификат, чтобы наши клиенты знали, что наш уровень качества соответствует отраслевым стандартам.
В8: В чем преимущества метода холодного литья по сравнению с методом горячего литья?
Метод холодного литья поддерживает низкую температуру резиновой смеси в 20-25℃, что предотвращает её отверждение внутри формы. Эта технология обеспечивает полное отсутствие облоя, 100% использование материала, снижение затрат и более стабильное качество внешнего вида.
Краткое содержание
При герметизации автомобильных деталей, подвергающихся воздействию высоких температур, основное внимание уделяется надежности, эффективности и низкой стоимости.
Технология литья под давлением с использованием жидкого силиконового каучука (LSR) решает проблемы традиционных резиновых уплотнений, выдерживает самые суровые условия эксплуатации, а также снижает затраты и повышает эффективность для клиентов.
Являясь поставщиком услуг по сертификации IATF 16949, мы также предоставляем комплексные услуги по литью под давлением из жидкого силиконового каучука (LSR), начиная с оценки DFM и заканчивая поставкой готовой продукции для массового производства. Прочность сцепления составляет 8 Н/см при использовании технологии холодного литья и вакуумного зажима, а онлайн-контроль AOI гарантирует нулевое количество частиц на миллион при отгрузке.
Предоставьте чертежи вашей продукции , чтобы получить бесплатный анализ DFM и оценку стоимости. Мы ответим в течение 24 часов. Сотрудничайте с нами, чтобы решить проблемы с герметизацией и повысить конкурентоспособность вашей продукции.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

