

Le surmoulage LSR est une solution très fiable pour l'étanchéité à haute température dans les automobiles ; il élimine complètement le problème des défaillances d'étanchéité et entraîne une réduction significative des pertes liées à la garantie et à la production.
Le LSR peut généralement fonctionner dans une plage de températures allant de -50℃ à 250℃, et après 22 heures à 175℃, sa déformation rémanente par compression ne sera que de 15 %, ce qui est nettement mieux que les 40 % du caoutchouc NBR conventionnel.
Les fuites à haute température dans les turbocompresseurs automobiles, la pollution au siloxane dans les batteries de véhicules électriques et les défaillances d'étanchéité lors des démarrages à très froid pourraient toutes être surmontées par la solution combinée de la liaison chimique moléculaire au niveau du substrat et du procédé zéro flash du surmoulage LSR .
Grâce à sa certification IATF 16949, JS Precision propose non seulement une évaluation de la conception pour la fabrication (DFM), mais assure également des services de production personnalisés jusqu'à la production en série, atteignant ainsi l'objectif de réduction des coûts et d'augmentation de l'efficacité de votre entreprise de manière efficace.
Résumé des réponses principales
Questions clés | Réponses principales |
Définition du surmoulage LSR | Le LSR et le substrat forment une liaison chimique dans le moule pour créer un joint intégré sans couture, avec une plage de température de fonctionnement de -50°C à 250°C. |
Scénarios automobiles applicables | Joints de turbocompresseur, joints de batterie de véhicule électrique, joints de corps de vanne de liquide de refroidissement, joints d'huile d'arbre rotatif et autres composants haute température et haute pression. |
Avantages par rapport aux systèmes traditionnels | Taux de compression plus faible ( ≤15 % contre ≥40 % pour le caoutchouc traditionnel ), meilleure résilience et résistance supérieure au vieillissement thermique. |
Services fournis par JS Precision | Services de surmoulage complets certifiés IATF 16949, de l'échantillon à la production en série en 4 à 6 semaines. |
Principales conclusions :
- Le surmoulage LSR est un excellent choix pour les applications d'étanchéité automobile exigeantes qui doivent rester stables dans une large plage de températures allant de -50℃ à 250℃.
- La déformation rémanente à la compression est de 15 %, ce qui représente une nette amélioration par rapport aux 40 % du caoutchouc traditionnel.
- JS Precision propose un service complet de surmoulage en 4 à 6 semaines, incluant une évaluation DFM rapide.
Pourquoi choisir JS Precision pour le surmoulage LSR ? Fabrication experte de joints automobiles
Si vous fournissez des composants d'étanchéité automobile haute température, le choix d'un prestataire de services de surmoulage fiable est impératif non seulement pour vous aider à éviter les risques d'approvisionnement, mais aussi pour garantir votre capacité de production.
Grâce à son expertise professionnelle, sa solide expérience et ses certifications reconnues, JS Precision est le premier choix des constructeurs automobiles et des fournisseurs de rang 1.
Nos produits répondent aux exigences de qualité IATF 16949 pour l'industrie automobile et aux normes de biocompatibilité ISO 10993-10 .
Ainsi, vos produits seront adaptés aux situations automobiles les plus exigeantes, grâce à leurs propriétés intrinsèques et à leur utilisation tout au long du processus. De plus, vous bénéficierez d'un accompagnement pour maîtriser les risques liés à la conformité aux normes de qualité.
JS Precision donne la priorité à vos intérêts principaux :
- Le délai entre l'échantillon et la production en série, qui est généralement de 8 à 10 semaines en moyenne dans le secteur, peut être réduit à 4 à 6 semaines avec nous, ce qui vous permet de gagner rapidement des parts de marché et de raccourcir le délai de lancement de votre produit.
- Le moulage sans bavures, combiné à la technologie des canaux froids et du serrage sous vide, permet une utilisation à 100 % des matériaux, ce qui réduira directement vos coûts de matériaux d'environ 20 %.
- Un système d'inspection AOI en ligne peut contrôler plus de 300 pièces par minute avec un taux d'identification des défauts de 99,9 %. Ceci garantit des livraisons sans défaut (PPM) et réduit les coûts de retouche et de main-d'œuvre.
Un fournisseur allemand de premier rang de pièces automobiles, qui recevait chaque année plus d'un million de dollars de demandes de garantie en raison de fuites au niveau des joints de turbocompresseur, a non seulement éliminé complètement le problème de fuite après le passage à notre service de surmoulage LSR, mais a également réduit le poids de ses pièces de 38 % et son coût de 22 %, ce qui lui a permis d' économiser environ 900 000 dollars par an sur une production de 2 millions d'unités.
Notre service complet inclut l'évaluation de la fabricabilité (DFM), la formulation sur mesure et la production en série. Nos ingénieurs experts vous accompagnent à chaque étape, adaptant les solutions à vos besoins spécifiques, vous aidant à éviter les erreurs et à mettre en œuvre efficacement des solutions d'étanchéité.
Si vous rencontrez des difficultés d'étanchéité à haute température dans le secteur automobile et souhaitez une solution de surmoulage LSR personnalisée, soumettez vos plans de produit. Nous vous fournirons gratuitement une analyse DFM et une estimation des coûts sous 24 heures afin de vous aider à résoudre rapidement vos problèmes et à réduire vos dépenses.
Qu’est-ce que le surmoulage LSR pour les joints automobiles haute température ?
Le surmoulage LSR est une technologie conçue spécifiquement pour les applications à très haute température. Une bonne compréhension de sa définition et de ses principes de fonctionnement permet d'en saisir l'atout majeur : sa capacité à résoudre les problèmes des joints traditionnels.
Définition et processus principaux du surmoulage LSR
Le surmoulage de caoutchouc de silicone liquide (LSR) est le processus d'injection d'un caoutchouc de silicone liquide à deux composants dans un moule, où il effectue une réaction d'addition catalysée par le platine avec le substrat pré-placé, formant ainsi un composant intégré chimiquement lié.
Cette technique diffère des procédés de durcissement traditionnels avant assemblage .
De plus, même après avoir été soumis à un vieillissement thermique de 150 °C pendant 1 000 heures, le matériau LSR conserve 80 % de sa résistance à la traction, ce qui garantit une étanchéité fiable sur le long terme et réduit les coûts de remplacement et de garantie.
En d'autres termes, cela revient à recouvrir chaque substrat d'un film protecteur en silicone sur mesure et sans joint. La méthode de moulage monobloc permet une liaison ferme du silicone au substrat, ce qui empêche les fuites à la source.
Pourquoi l'étanchéité haute température automobile ne peut se passer de cette technologie
La plage de températures de fonctionnement du système d'alimentation automobile atteint 300 °C (de -50 °C à 250 °C), et les performances des joints en caoutchouc traditionnels se dégradent fortement. Les trois principaux avantages du surmoulage LSR deviennent alors indispensables :
- Stabilité sur une large plage de températures : conserve son élasticité et sa capacité d'étanchéité inchangées sur une plage de températures de -50℃ à 250℃, avec une capacité à tolérer une exposition de courte durée à 300℃.
- L'adhérence chimique élimine les espaces d'assemblage, et une résistance au pelage de 8 N/cm garantit l'absence de fuites dues à un mauvais alignement.
- Très bonne résistance à la déformation permanente : un taux de déformation de 15 % à 175 °C pendant 22 heures, ce qui est nettement supérieur aux 40 % du caoutchouc NBR traditionnel, réduisant ainsi le risque de défaillance.
Comparaison des performances des joints LSR et des joints en caoutchouc traditionnels
Indicateurs de performance | LSR (caoutchouc silicone liquide) | NBR (caoutchouc nitrile traditionnel) | FKM (Fluorocaoutchouc) | EPDM (caoutchouc éthylène-propylène-diène monomère) |
Plage de températures de fonctionnement | -50°C à 250°C (300°C pendant de courtes périodes). | -40°C à 120°C | -20°C à 200°C | -40°C à 150°C |
Taux de compression à 175 °C × 22 heures | ≤15% | ≥40% | ≥25% | ≥35% |
Méthode de liaison avec le substrat | Liaison chimique au niveau moléculaire (sans primaire). | Collage mécanique (adhésif requis). | Collage mécanique (adhésif requis). | Collage mécanique (adhésif requis). |
Taux de rétention de la résistance à la traction après vieillissement thermique à 150 °C × 1000 heures | ≥80% | ≤50% | ≥65% | ≤60% |
Force du pelage | ≥8N/cm | ≤3N/cm | ≤4N/cm | ≤3,5 N/cm |
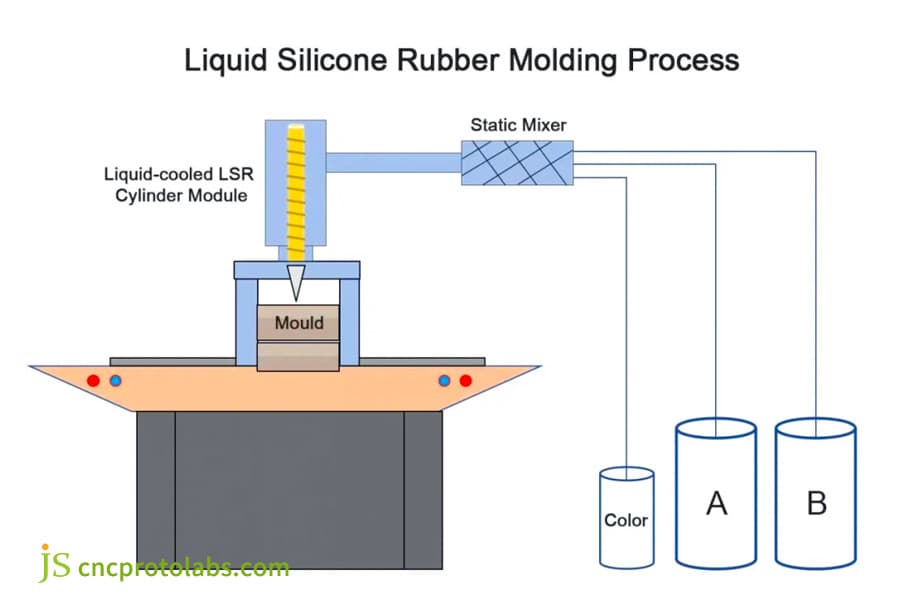
Figure 1 : Un schéma technique illustrant le processus de moulage par injection de caoutchouc de silicone liquide (LSR), montrant le mélangeur statique, le module de cylindre refroidi par liquide et le moule pour la production de joints à haute température.
Comment le surmoulage en silicone prévient-il les fuites des joints de turbocompresseur ?
L'étanchéité des turbocompresseurs constitue un problème récurrent. Le surmoulage en silicone intégré, sans aucun composant d'étanchéité externe, permet de stopper les fuites à la source grâce à une adaptation précise et parfaite aux conditions de fonctionnement du turbocompresseur, caractérisées par des températures et des pressions très élevées.
Défis liés aux hautes températures et aux hautes pressions auxquels les joints de turbocompresseur doivent faire face
Les deux côtés d'un turbocompresseur - admission et échappement - fonctionnent dans des conditions très sévères : la pression du côté suralimentation est de 2,5 à 3,0 bars et elle présente également des pulsations à haute fréquence ; la température du côté échappement varie de 180 °C à 220 °C avec des pics jusqu'à 250 °C.
De petites irrégularités sur la surface de la bride métallique peuvent facilement créer des voies de fuite qui ne peuvent pas être colmatées par des joints traditionnels, ce qui entraînera des fuites de gaz, des fuites d'huile et, à terme, une augmentation des coûts de garantie.
Solution de moulage intégrée pour squelette métallique et lèvre d'étanchéité en silicone
Le surmoulage en silicone permet de créer des nervures d'étanchéité élastiques sur le bord de la bride métallique. La peau en silicone est conçue pour se déformer et combler les irrégularités microscopiques de la surface de la bride métallique lors du serrage des boulons.
La dureté Shore du LSR varie de 20 à 70 degrés ; ce paramètre est ajustable et un taux de compression de 15 % à 25 % est optimal, permettant ainsi d’atteindre un niveau d’étanchéité IP67/IP68 . De plus, la liaison chimique empêche les fuites dues au vieillissement.
Paramètres optimisés pour une structure de pression anti-pulsatoire
En créant une rainure de décharge de pression de 2 mm de large et 0,3 mm de profondeur ou un trou de retour d'huile de 1,5 mm dans le moule intégré, ainsi qu'en utilisant une formule LSR dont le module d'élasticité est de 3 à 5 MPa, les impulsions de pression peuvent être atténuées de 60 %, ce qui conduira également à une amélioration de la fiabilité de l'étanchéité.
Vous rencontrez des problèmes d'étanchéité au niveau du joint de votre turbocompresseur ? Contactez nos ingénieurs pour une évaluation DFM gratuite et des solutions de surmoulage silicone sur mesure afin de résoudre rapidement les problèmes de fuites de compression et d'huile.
Quels paramètres du processus de surmoulage garantissent l'étanchéité des joints des blocs-batteries ?
L'étanchéité des batteries des véhicules électriques est primordiale. La maîtrise du surmoulage est le seul moyen de garantir l'absence de fuites , le respect des normes de propreté et d'étanchéité, et d'éliminer les risques pour la sécurité.
Besoins spécifiques en matière d'étanchéité et de propreté des batteries de véhicules électriques
La contamination particulaire des circuits haute tension par de fines molécules de siloxane libérées par les joints du système d'étanchéité du bloc-batterie peut entraîner des courts-circuits et ainsi augmenter les risques après-vente.
Le durcissement au platine du LSR ne génère aucun sous-produit. Il est conforme aux normes VDA 277 COV et IATF 16949:2016 , assure une étanchéité continue de -40 °C à 180 °C, résiste à la corrosion électrolytique et présente un taux de compression de 10 % après 22 heures à 70 °C.
Le processus de séchage secondaire élimine les substances volatiles
Une cuisson secondaire à 200 °C pendant 4 heures permet de réduire le niveau de composés de faible poids moléculaire du LSR de 0,8 % à 0,08 %, ce qui donne un moulage exempt de brouillard d'huile et une énergie de surface de 22 mN/m, répondant ainsi pleinement aux exigences de propreté du pack de batteries.
Cela s'apparente au nettoyage approfondi des joints de la batterie : éliminer la saleté et les contaminants, prévenir les risques de court-circuit et réduire les réclamations après-vente.
Le canal froid et le serrage sous vide permettent d'obtenir un contrôle zéro des bavures
Le détachement du flash est une préoccupation majeure dans le processus de production des batteries, car il peut provoquer des courts-circuits en offrant une voie d'accès à des corps étrangers pour pénétrer dans la batterie.
Le surmoulage est une technique de moulage par injection, à travers un canal froid de 90 à 110 °C et utilisant un niveau de vide de -0,095 MPa, qui permet de contrôler l'épaisseur des bavures à <0,02 mm.
De plus, le recours à l'inspection visuelle en ligne permet d'éliminer les composants à risque et, au final, d'atteindre un objectif de PPM=0.
Paramètres du processus | Plage de paramètres | Cible de contrôle | Avantages pour le client | Normes d'essai |
Température du canal froid | 90-110°C | Éviter la vulcanisation prématurée du composé. | Réduire le gaspillage de matériaux et diminuer les coûts. | Fluctuation de température ≤±5°C. |
degré de vide | ≤-0,095MPa | Moulage sans bavures. | Empêcher le détachement du flash et assurer la sécurité de la batterie. | Stabilité du degré de vide ≥95%. |
Température de post-cuisson | 200°C | Éliminer les substances de faible masse moléculaire. | Éviter la précipitation des siloxanes et protéger les circuits haute tension . | Teneur en substances de faible masse moléculaire ≤0,08%. |
Temps de post-durcissement | 4 heures | Élimination adéquate des composants volatils. | Améliorer la propreté des joints et prolonger leur durée de vie. | Énergie de surface ≥22mN/m. |
Vitesse de détection en ligne | ≥300 pièces/minute | Livraison zéro défaut. | Réduire les retouches et améliorer l'efficacité de la production. | Taux de détection des défauts ≥99,9%. |
Vous avez besoin d'un procédé de surmoulage de blocs-batteries sur mesure ? Soumettez vos exigences détaillées, obtenez des devis précis et des estimations de cycle de production, et bénéficiez d'un suivi assuré par des ingénieurs spécialisés tout au long du processus afin de garantir la sécurité de l'étanchéité.
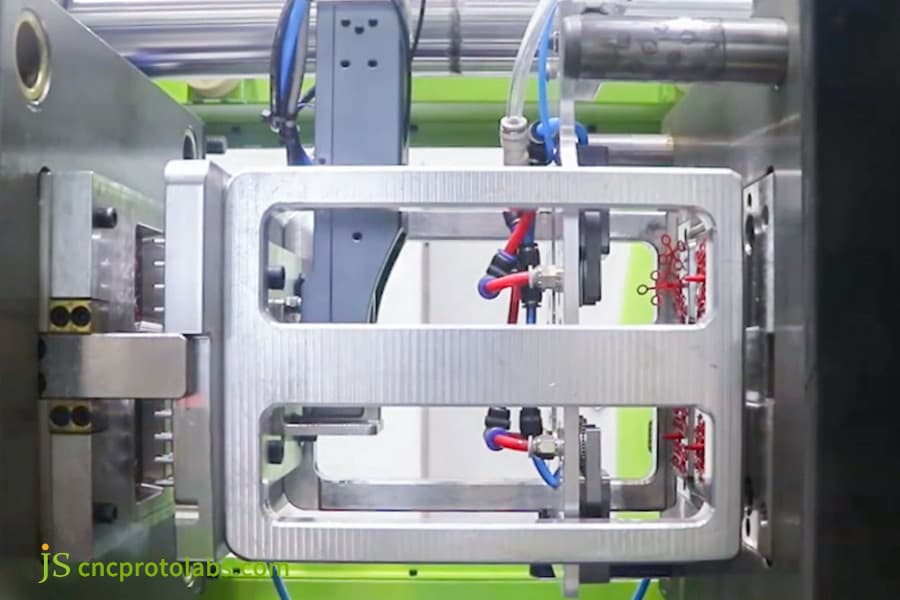
Figure 2 : Vue détaillée de l'intérieur d'un moule de surmoulage métallique, montrant des canaux complexes, des composants et des tuyaux connectés pour un contrôle précis du processus dans la fabrication des joints.
Le surmoulage par injection est-il idéal pour les joints thermiques légers des véhicules électriques ?
L'allègement est le principal facteur d'augmentation de l'autonomie des véhicules électriques à batterie. Grâce au surmoulage par injection, l'étanchéité et le cadre peuvent être réalisés en une seule étape. Outre la réduction du poids, l'étanchéité est préservée, offrant ainsi un double avantage à l'utilisateur.
Systèmes de gestion thermique des véhicules électriques : double exigence de réduction de poids et d’amélioration
Comparé à l'alliage d'aluminium, le plastique technique PA66/PPA est seulement 45 % plus léger. En intégrant directement le joint LSR dans la coque en plastique, on s'affranchit des joints et assemblages séparés, ce qui permet d'obtenir simultanément légèreté, performances accrues et maîtrise des coûts.
Analyse coûts-avantages du remplacement de l'acier par des matériaux à base de plastique et de son intégration fonctionnelle
Éléments de comparaison | Schéma traditionnel (coque en alliage d'aluminium + joint en caoutchouc indépendant) | Schéma de surmoulage par injection (Squelette PA66/PPA + Joint intégré LSR) | Avantages pour le client |
Poids | Généralement 380 g (corps de vanne de liquide de refroidissement). | Généralement 210 g (corps de vanne de liquide de refroidissement). | Réduisez le poids de 40 à 50 % et prolongez l'autonomie de la batterie. |
Coût de la nomenclature | 100 USD/pièce (prix de référence). | 70-80 USD/pièce (prix de référence). | Réduire les coûts de 20 à 30 %. |
Processus d'assemblage | Traitement de la coque → installation du joint → serrage des boulons (3 étapes). | Moulage par injection en une seule étape. | Réduire le cycle d'assemblage et améliorer l'efficacité de la production. |
Risque de fuite | Élevée (la fuite est probablement due à un défaut d'installation du joint). | Très faible (aucun interstice dans le moulage intégré). | Réduisez les risques de fuite d'environ 60 % et diminuez les pertes liées à la garantie. |
Taux de rétention des performances d'étanchéité | ≤85% (après un cyclisme à long terme). | ≥95% (après un cyclisme à long terme). | Améliorer la fiabilité des produits et prolonger leur durée de vie. |
Boîtier de vanne de refroidissement à simple effet : poids réduit de 40 % grâce à la suppression de trois procédés.
La version initiale d'un corps de vanne de liquide de refroidissement à cinq voies pour voiture électrique était un boîtier en alliage d'aluminium avec cinq joints toriques en EPDM, pour un poids total de 380 g et un temps d'assemblage de 65 secondes.
Après la conversion du boîtier PA66-GF30 et du LSR en un moulage hybride, le poids est tombé à 210 g, le temps d'assemblage à 15 secondes, le prix d'une unité a diminué de 28 % et le taux de rétention de la capacité d'étanchéité était toujours de 95 %.
Pourquoi choisir le moulage par injection LSR plutôt que le PTFE pour les joints d'huile haute température ?
L'étanchéité efficace des joints d'huile haute température, soumise à des mouvements dynamiques, est essentielle à la longévité du moteur. Dans ces conditions dynamiques, le moulage par injection de LSR offre de meilleurs résultats que le PTFE en éliminant nombre de ses inconvénients.
L'intégration du moulage par injection de caoutchouc sur mesure dans la fabrication permet de l'adapter à différents types d'applications d'arbres rotatifs.
Les inconvénients des joints d'huile en PTFE pour l'étanchéité des arbres rotatifs
Étant inélastique, le PTFE constitue un défaut majeur dans l'étanchéité des arbres rotatifs : il nécessite une excentricité d'installation très précise (<0,05 mm), un couple de démarrage élevé (0,8 Nm), un usinage d'arbre coûteux (Ra 0,2 μm) et ne peut pas non plus compenser le faux-rond de l'arbre, ce qui entraîne des fuites et des coûts d'usinage et de maintenance plus élevés.
Les avantages des joints d'huile dynamiques LSR incluent leur faible friction et leur caractère autolubrifiant.
L'utilisation d'une formule autolubrifiante chimiquement modifiée est une caractéristique distinctive des joints d'huile moulés par injection en LSR. La libération de l'huile de silicone après vulcanisation agit comme un lubrifiant de surface, réduisant le coefficient de frottement à 0,15-0,20.
Le couple de démarrage est inférieur de 30 % à celui du PTFE et la génération de chaleur par friction est également réduite de 20 %. La couche d'huile de silicone atteint un équilibre dynamique en 24 heures , ce qui prolonge sa durée de vie.
Capacité de résilience et de compensation du faux-rond de l'arbre du LSR
Le LSR peut résister aux changements et continuer à assurer l'étanchéité même si l'arbre est légèrement désaligné en s'adaptant à un faux-rond radial de 0,2 mm, démontrant ainsi sa résilience à un taux de 75 %.
En revanche, le PTFE n'est pas résilient et des fuites se produiront dès que le faux-rond de l'arbre dépassera 0,1 mm ; il ne peut donc pas être utilisé dans des situations d'exploitation complexes.
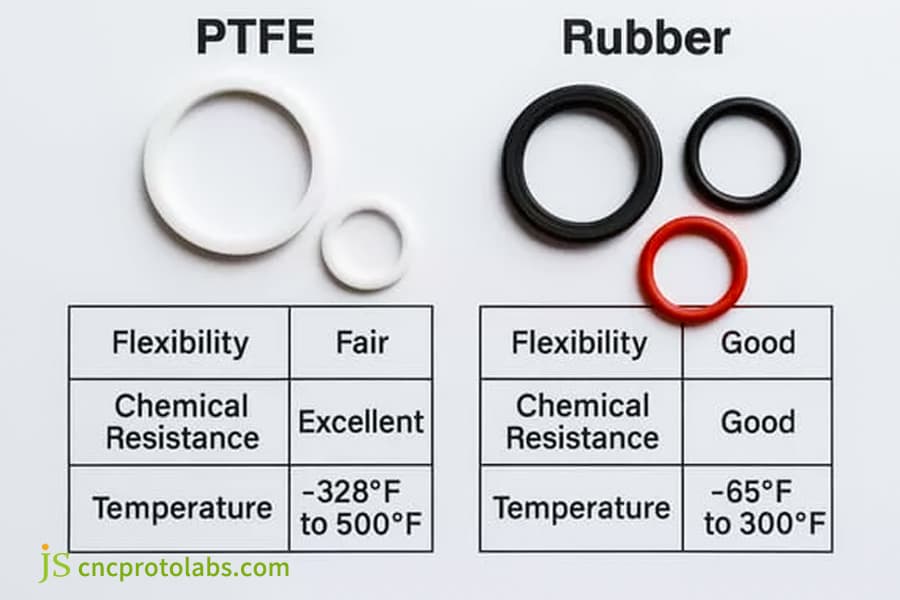
Figure 3 : Un tableau comparatif détaillé répertoriant les propriétés clés telles que la flexibilité, la résistance chimique et la plage de température des matériaux en caoutchouc de silicone et en PTFE utilisés dans les joints haute température.
Quelles sont les caractéristiques du moulage par injection de caoutchouc sur mesure qui empêchent la défaillance du joint d'étanchéité au démarrage à froid ?
Dans les régions aux températures extrêmement basses, les joints d'étanchéité sont sujets au durcissement et à la défaillance lors des démarrages à froid. Le moulage par injection de caoutchouc sur mesure , grâce à une conception spécifique et à une optimisation de la formule, garantit une étanchéité stable jusqu'à -50 °C, contribuant ainsi à réduire les pertes sous garantie et à s'adapter aux conditions de froid extrême.
Mécanisme de rupture par durcissement des joints en caoutchouc dans des environnements extrêmement froids
La plupart des caoutchoucs couramment utilisés ont tendance à devenir très rigides lorsqu'ils sont exposés à de basses températures. La dureté du HNBR augmente en fait de 70 Shore A à 95 Shore A dans les conditions de glace les plus extrêmes (-40 °C).
Par conséquent, la pression d'huile lors du démarrage à froid atteint 300 kPa et, au niveau de la lèvre d'étanchéité en marche arrière, celle-ci a tendance à ne pas se déformer, ce qui facilite les dommages et entraîne des fuites d'huile , nuisant ainsi gravement à l'image de votre marque et provoquant une augmentation des coûts après-vente due à la perte de clients.
Comment le système de compensation d'énergie à ressort métallique réagit aux basses températures
Le moulage par injection de caoutchouc sur mesure intègre un anneau métallique à ressort dans la lèvre d'étanchéité en silicone, assurant une force de serrage radiale constante de 5 à 15 N, indépendante de la température. Ce système compense la force d'étanchéité à basse température, garantissant une pression de contact ≥ 0,15 MPa et prévenant ainsi la défaillance du joint.
Maintien de l'élasticité à basse température des formules spéciales de silicone phénylique
Les formules à base de silicone phénylique abaissent la température de transition vitreuse jusqu'à -60℃ ou -100℃.
Ces formules permettent d'atteindre un taux de compression/décompression de 85 % à -50 °C, une variation de dureté de 5 Shore A et une tolérance à la pression d'huile au démarrage à froid accrue de 50 %. Nous proposons des formules à teneur en phényle personnalisables selon vos besoins.
Comment choisir des services de surmoulage conformes aux normes IATF 16949 ?
Le choix de services de surmoulage conformes aux normes IATF 16949 ne saurait être sous-estimé lors de l'approvisionnement en composants tels que les joints automobiles.
Il faut principalement prêter attention au potentiel technique du prestataire de services ainsi qu'aux mesures de contrôle de la qualité ; toutefois, n'oubliez pas qu'il convient également de se conformer aux normes ISO 9001:2015 .
Les capacités techniques d'un fournisseur ne valent rien sans une évaluation approfondie : trois points à considérer
Pour tirer le meilleur parti d'un prestataire de services de surmoulage, il ne suffit pas d'analyser en profondeur son savoir-faire en matière de production ; il faut également établir une liste de trois principaux indicateurs techniques qui vous aideront à évaluer la qualité du produit :
- Capacité d'inspection visuelle automatisée : Le fournisseur est-il capable de mettre en œuvre un système d'inspection visuelle automatisée basé sur l'IA qui peut contrôler plus de 300 unités en 60 secondes afin de garantir que seules des marchandises sans défaut soient expédiées ?
- Tests de résistance d'adhérence : Le fournisseur est-il en mesure de fournir des courbes de force d'arrachement normalisées pour différents substrats afin de garantir que le joint est solidement collé au substrat ?
- Simulation du vieillissement en laboratoire : Le fournisseur est-il équipé pour les tests de simulation des conditions de fonctionnement et est-il compétent pour émettre un rapport de vérification PV complet ?
L'importance des contrôles de propreté et du contrôle dimensionnel continu
La propreté rigoureuse est essentielle à la qualité des joints automobiles. L'inspection AOI doit donc porter sur des paramètres tels que la tolérance du diamètre de la section transversale (0,02 mm) et l'épaisseur des bavures (0,05 mm).
Notre machine AOI est capable d'inspecter une vitesse de 300 pièces par minute, un taux de reconnaissance des défauts de 99,9 %, un CPK dimensionnel de 1,33, permettant ainsi d'atteindre des livraisons à zéro PPM et de vous aider à minimiser les pertes dues aux retouches de produits.
Vérification de la fiabilité du collage sur différents substrats plastiques haute température
Les propriétés d'adhérence des différents plastiques techniques au LSR varient, d'où l'importance de tests standardisés. Nous personnalisons nos solutions de collage pour divers substrats et fournissons des rapports de résistance à l'arrachement afin de garantir une résistance au pelage de 8 N/cm, répondant ainsi aux exigences d'une utilisation durable.
Étude de cas JS Precision : Joint métallique pour turbocompresseur allemand de catégorie 1
Voici une étude de cas réelle et le résultat de notre collaboration avec un fournisseur allemand de premier rang, où nous avons résolu les problèmes d'étanchéité des turbocompresseurs par surmoulage LSR.
Contexte et problèmes
Le joint d'étanchéité (joint en acier inoxydable + graphite) du côté échappement du turbocompresseur 2.0T d'un fournisseur allemand de premier rang a présenté de nombreux problèmes lors du test de durabilité :
- Après 300 heures de vieillissement, le taux de rebond du graphite n'était que de 65 %, le taux de fuite était de 12 ml/min.
- La tolérance de rivetage était de 0,12 mm avec un taux d'échec de 5 %.
- Le poids unitaire de 87 g ne répondait pas aux exigences de légèreté. Par conséquent, ils se sont tournés vers nous pour obtenir de l'aide.
Solution
Ayant parfaitement compris les frustrations et les défis de nos clients, notre équipe d'ingénieurs a proposé une solution de surmoulage LSR par injection précise et unifiée.
1. En repensant la disposition du substrat, l'épaisseur du cadre en acier inoxydable estampé a été réduite de 1,2 mm à 0,8 mm, ce qui permet non seulement une réduction de poids primaire, mais aussi de conserver la solidité de la structure.
2. L'utilisation d' un mélange LSR résistant aux hautes températures de 250 °C , qui peut supporter une déformation rémanente de 15 % à 175 °C pendant 1000 heures, le rend compatible avec l'environnement à haute température du turbocompresseur.
3. En utilisant une réaction d'addition catalysée par le platine, une liaison chimique puissante est produite à l'interface du LSR et de l'acier inoxydable, atteignant une résistance au pelage de 10,2 N/cm et empêchant totalement les fuites.
4. Ce moule utilise un serrage sous vide avec une technologie de canal froid à vanne à aiguille , gérant l'épaisseur de bavure à moins de 0,03 mm, éliminant ainsi les risques associés au détachement de bavure et améliorant la constance de l'apparence du produit.
5. De plus, nous offrons des évaluations DFM (Design for Manufacturing) gratuites pour améliorer la conception des moules, ce qui permet de réduire le délai d'expédition des échantillons à 10 jours et de permettre aux clients de passer rapidement aux tests.
Résultats finaux
Cette solution a permis d'obtenir des résultats exceptionnels, tels qu'une réduction du poids du produit à 54 g, la suppression du rivetage et des processus d'assemblage séparés, une réduction du temps de cycle d'assemblage de 40 secondes à 18 secondes, une étanchéité parfaite après 300 heures de vieillissement et un taux de rétention des joints de 100 % lors des tests de choc thermique.
Grâce à une baisse de 22 % du coût unitaire, une économie annuelle de 900 000 $ a été réalisée pour un volume de production de 2 millions d'unités. La production en série a débuté et le taux de satisfaction client atteint 98 %.
Vous avez des besoins similaires en matière de joints de turbocompresseur ou de joints haute température et haute pression ? Soumettez vos plans de produit pour bénéficier d’une analyse DFM et d’une estimation des coûts gratuites. Nous vous répondrons sous 24 h et vous aiderons à résoudre rapidement vos problèmes d’étanchéité et à réduire vos coûts.

Figure 4 : Quatre joints circulaires noirs identiques, chacun avec un noyau interne métallique, illustrant le résultat d'un processus de surmoulage pour des applications d'étanchéité durables.
FAQ
Q1 : Quelle plage de températures peuvent supporter les pièces surmoulées en LSR ?
Les pièces fabriquées en LSR peuvent être utilisées en continu à des températures comprises entre -50 °C et 250 °C et peuvent également être chauffées jusqu'à 300 °C pendant une courte durée. De plus, une formulation spécialement développée permet une tolérance aux températures encore plus élevées, adaptée à différentes situations automobiles extrêmes à haute température.
Q2 : De combien la déformation rémanente à la compression des pièces surmoulées en LSR est-elle inférieure à celle du caoutchouc traditionnel ?
Après un chauffage à 175 °C pendant 22 heures, le LSR ne change de forme que de 15 %, tandis que le caoutchouc NBR se déforme de 40 %. Un tel écart important permet de réduire considérablement le risque de défaillance du joint et d'améliorer la fiabilité du produit.
Q3 : Le surmoulage LSR permet-il un collage sans primaire avec des substrats plastiques ?
La réponse est globalement oui. Grâce aux mélanges LSR auto-adhésifs, une liaison chimique directe est possible avec plusieurs plastiques techniques comme le PA et le PPS, ce qui permet d'obtenir une résistance au pelage de 8 N/cm ou plus. L'utilisation d'un adhésif est donc superflue, ce qui simplifie également le processus.
Q4 : Le scellement du bloc-batterie nécessite-t-il une vulcanisation secondaire ?
La réponse est affirmative : une vulcanisation secondaire à 200 °C pendant 4 heures permet de réduire le taux de composés de faible poids moléculaire de 0,8 % à 0,08 %, respectant ainsi les normes de propreté des batteries et évitant la contamination des circuits haute tension.
Q5 : Quelle est la durée habituelle du cycle de production des pièces surmoulées ?
Nous n'avons besoin que de 4 à 6 semaines entre l'analyse de la fabricabilité (DFM) et la préparation des échantillons pour la production en série , ce qui est bien plus rapide que la moyenne du secteur. Le calendrier de production en série est très flexible et peut être adapté en fonction de la complexité du moule et du volume de la commande.
Q6 : Quels types de pièces automobiles peuvent être fabriqués par le procédé de surmoulage LSR ?
Il s'agit principalement de composants soumis à des températures élevées, à des pressions élevées et à un niveau de propreté élevé, tels que les turbocompresseurs, les batteries, les corps de vannes de liquide de refroidissement et les joints d'huile d'arbre rotatif, qui font partie des systèmes de transmission et électroniques.
Q7 : Est-il nécessaire d'avoir la certification IATF 16949 pour les services de surmoulage ?
L'IATF 16949 est sans conteste devenue une exigence fondamentale pour les fournisseurs de l'industrie automobile. Nous détenons cette certification, ce qui garantit à nos clients que notre niveau de qualité est conforme aux normes du secteur.
Q8 : Quels sont les avantages de la méthode à canaux froids par rapport à la méthode à canaux chauds ?
Le procédé de moulage à canaux froids maintient le composé de caoutchouc à une température basse de 20 à 25 °C, empêchant ainsi sa vulcanisation à l'intérieur du moule. Cette technologie permet d'obtenir des pièces parfaitement lisses, un rendement de matière de 100 %, une réduction des coûts et une meilleure homogénéité d'aspect.
Résumé
L'objectif principal de l'étanchéité des pièces automobiles exposées à des températures élevées est principalement axé sur la fiabilité, l'efficacité et le faible coût.
Le surmoulage en caoutchouc de silicone liquide (LSR) résout les problèmes des joints en caoutchouc traditionnels, tolère les conditions de travail les plus difficiles et permet à la fois de réduire les coûts et d'accroître l'efficacité des clients.
En tant que prestataire de services certifié IATF 16949, nous proposons également un service complet de surmoulage de silicone liquide (LSR), de l'analyse de fabrication (DFM) à la livraison en production de masse. La résistance de liaison est de 8 N/cm grâce à la technologie de canaux froids et de serrage sous vide, et l'inspection AOI en ligne garantit un taux de défauts nul (0 PPM) à l'expédition.
Fournissez-nous les plans de vos produits pour obtenir gratuitement une analyse de fabricabilité (DFM) et une estimation des coûts. Nous vous répondrons sous 24 heures. Collaborez avec nous pour résoudre les problèmes d'étanchéité et améliorer la compétitivité de vos produits.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

