

El sobremoldeo con LSR es una solución muy fiable para el sellado a altas temperaturas en automóviles, ya que elimina por completo el problema de los fallos de sellado y conlleva una reducción significativa de las pérdidas por garantía y de producción.
El LSR suele funcionar en un rango de temperatura de -50 ℃ a 250 ℃, y después de 22 horas a 175 ℃, su deformación permanente por compresión será de solo el 15 %, lo que es mucho mejor que el 40 % del caucho NBR convencional.
Las fugas a alta temperatura en los turbocompresores de los automóviles, la contaminación por siloxano en los paquetes de baterías de los vehículos eléctricos y los fallos de sellado durante los arranques en frío extremo podrían superarse mediante la solución combinada de la unión química molecular a nivel de sustrato y el proceso de sobremoldeo LSR sin rebabas.
Con la certificación IATF 16949, JS Precision no solo ofrece evaluación de diseño para la fabricación (DFM), sino que también continúa con servicios de producción personalizada y producción en masa, logrando así el objetivo de reducir costos y aumentar la eficiencia de su negocio de manera efectiva.
Resumen de la respuesta principal
Preguntas clave | Respuestas básicas |
Definición de sobremoldeo LSR | El LSR y el sustrato forman un enlace químico en el molde para crear un sellado integrado sin fisuras, con un rango de temperatura de funcionamiento de -50 °C a 250 °C. |
Escenarios automovilísticos aplicables | Juntas de turbocompresor, juntas de baterías de vehículos eléctricos, juntas de cuerpos de válvulas de refrigerante, juntas de aceite de ejes giratorios y otros componentes de alta temperatura y alta presión. |
Ventajas sobre los planes tradicionales | Menor índice de deformación permanente por compresión ( ≤15% frente a ≥40% para el caucho tradicional ), mayor elasticidad y resistencia superior al envejecimiento por calor. |
Servicios proporcionados por JS Precision | Servicios de sobremoldeo de proceso completo certificados por IATF 16949, desde la muestra hasta la producción en masa en 4-6 semanas. |
Conclusiones clave:
- El sobremoldeo con LSR es una excelente opción para aplicaciones de sellado automotriz exigentes que deben permanecer estables dentro de un amplio rango de temperatura de -50 ℃ a 250 ℃.
- Deformación permanente por compresión del 15%, lo que supone una gran mejora respecto al 40% del caucho tradicional.
- JS Precision ofrece un servicio completo de sobremoldeo de 4 a 6 semanas que incluye una rápida evaluación DFM (Diseño para la Fabricación).
¿Por qué elegir JS Precision para el sobremoldeo LSR? Fabricantes expertos de sellos para la industria automotriz.
Si usted suministra componentes de sellado para automóviles que funcionan a altas temperaturas, seleccionar un proveedor de servicios de sobremoldeo confiable es fundamental no solo para ayudarle a evitar riesgos de adquisición, sino también para garantizar su capacidad de producción.
Gracias a su experiencia profesional, su sólida trayectoria y sus certificaciones de prestigio, JS Precision es la primera opción para usted, los fabricantes de automóviles y los proveedores de primer nivel.
Nuestros productos cumplen con los requisitos de calidad IATF 16949 para la industria automotriz y con los estándares de biocompatibilidad ISO 10993-10 .
De esta forma, sus productos serán aptos para diversas situaciones exigentes en el sector automotriz, no solo por los productos en sí, sino también durante todo el proceso. Además, recibirá asistencia para superar los riesgos relacionados con el cumplimiento de las normas de calidad.
JS Precision da prioridad a sus intereses clave:
- El tiempo que transcurre desde la muestra hasta la producción en masa, que suele ser de 8 a 10 semanas de media en el sector, puede reducirse con nosotros a 4-6 semanas, lo que le ayudará a ganar cuota de mercado rápidamente y a acortar el tiempo de lanzamiento del producto.
- El moldeo sin rebabas, combinado con la tecnología de canal frío y sujeción por vacío, permite un aprovechamiento del material del 100%, lo que reducirá directamente sus costes de material en aproximadamente un 20%.
- Un sistema de inspección óptica automatizada (AOI) en línea puede revisar más de 300 piezas por minuto con una tasa de detección de defectos del 99,9 %. Esto garantiza cero envíos por millón de piezas y menores costos de retrabajo y mano de obra.
Un proveedor alemán de primer nivel de piezas de automóviles, que recibía cada año más de un millón de dólares en reclamaciones de garantía debido a fugas en las juntas de los turbocompresores, no solo eliminó por completo el problema de las fugas tras cambiar a nuestro servicio de sobremoldeo LSR, sino que también consiguió un 38 % de ligereza y un 22 % de descuento, lo que le permitió ahorrar unos 900 000 dólares anuales fabricando 2 millones de unidades.
Nuestro servicio integral abarca la evaluación DFM, la elaboración de una formulación especial y la entrega de la producción en masa. Nuestros ingenieros profesionales ofrecen asistencia completa, adaptando las soluciones a sus necesidades específicas, guiándolo para evitar errores y ejecutando de manera eficiente las soluciones de sellado.
Si tiene dificultades con el sellado de alta temperatura en la industria automotriz y busca una solución de sobremoldeo LSR personalizada, envíenos los planos de su producto. Le proporcionaremos un análisis DFM y una evaluación de costos gratuitos en 24 horas para ayudarle a resolver problemas rápidamente y reducir costos.
¿Qué es el sobremoldeo LSR para sellos automotrices de alta temperatura?
El sobremoldeo LSR es una de las tecnologías diseñadas específicamente para situaciones que implican temperaturas muy elevadas. Si se comprende claramente su definición y los principios del proceso, se podrá identificar su principal ventaja : solucionar los problemas de los sellos tradicionales.
Definición principal y proceso de sobremoldeo LSR
El sobremoldeo con caucho de silicona líquida (LSR, por sus siglas en inglés) es el proceso de inyectar un caucho de silicona líquida de dos componentes en un molde, donde realiza una reacción de adición catalizada por platino con el sustrato previamente colocado, formando así un componente integrado unido químicamente.
Esta técnica es diferente del curado tradicional previo a los procesos de ensamblaje .
Además, incluso después de someterse a un envejecimiento térmico de 150 ℃ durante 1000 horas, el material LSR conserva el 80 % de su resistencia a la tracción, lo que garantiza que el sellado seguirá siendo fiable durante mucho tiempo y que se reducirán los costes de sustitución y garantía.
En otras palabras, es similar a recubrir cada sustrato con una película protectora de silicona personalizada y sin juntas. El método de moldeo de una sola pieza da como resultado que la silicona se adhiera firmemente al sustrato, lo que significa que se evitarán las fugas desde el origen.
Por qué el sellado a alta temperatura en la industria automotriz no puede prescindir de esta tecnología.
El rango de temperatura de funcionamiento del sistema eléctrico automotriz alcanza los 300 °C (de -50 °C a 250 °C), y el rendimiento de los sellos de caucho tradicionales se deteriora gravemente. Las tres ventajas clave del sobremoldeo LSR se convierten en necesidades esenciales:
- Estabilidad en un amplio rango de temperaturas: Mantiene su elasticidad y capacidad de sellado inalteradas en un rango de temperaturas de -50 ℃ a 250 ℃, con capacidad para tolerar una exposición a corto plazo de hasta 300 ℃.
- La adhesión química elimina las holguras de montaje y una resistencia al despegue de 8 N/cm garantiza que no haya fugas debido a la desalineación.
- Excelente resistencia a la deformación permanente: una tasa de deformación del 15 % a 175 ℃ durante 22 horas, lo que es significativamente mejor que el 40 % del caucho NBR tradicional, reduciendo así la probabilidad de fallo.
Comparación del rendimiento de los sellos de caucho LSR y los sellos de caucho tradicionales.
Indicadores de desempeño | LSR (caucho de silicona líquida) | NBR (caucho de nitrilo tradicional) | FKM (caucho fluorado) | EPDM (caucho de monómero de etileno propileno dieno) |
Rango de temperatura de funcionamiento | De -50 °C a 250 °C (300 °C durante períodos cortos). | -40°C a 120°C | -20°C a 200°C | -40°C a 150°C |
Tasa de ajuste de compresión a 175 °C × 22 horas | ≤15% | ≥40% | ≥25% | ≥35% |
Método de unión con el sustrato | Enlace químico a nivel molecular (sin imprimación). | Unión mecánica (se requiere adhesivo). | Unión mecánica (se requiere adhesivo). | Unión mecánica (se requiere adhesivo). |
Tasa de retención de la resistencia a la tracción después del envejecimiento térmico a 150 °C durante 1000 horas. | ≥80% | ≤50% | ≥65% | ≤60% |
Fuerza de pelado | ≥8N/cm | ≤3N/cm | ≤4N/cm | ≤3,5 N/cm |
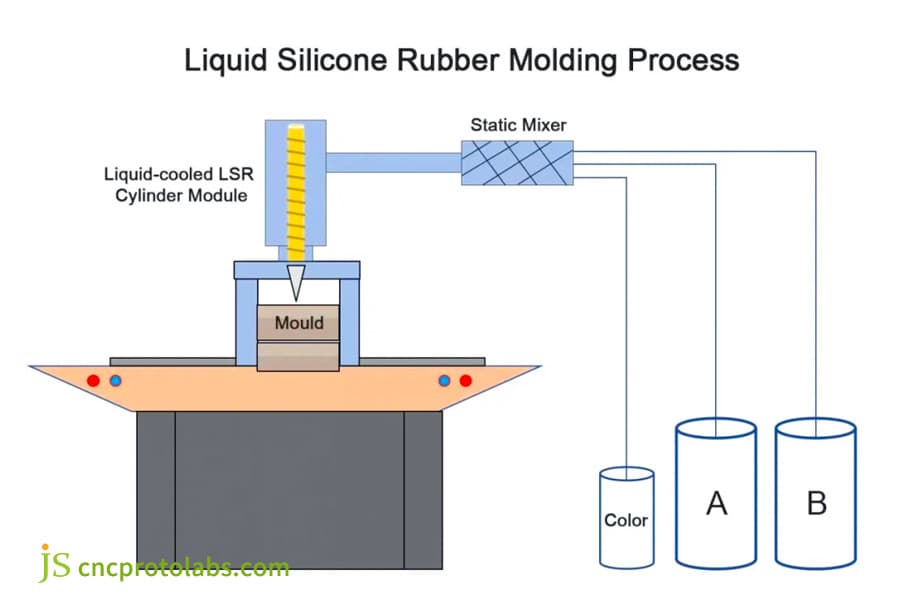
Figura 1: Diagrama técnico que ilustra el proceso de moldeo por inyección de caucho de silicona líquida (LSR), donde se muestran el mezclador estático, el módulo de cilindro refrigerado por líquido y el molde para la producción de sellos de alta temperatura.
¿Cómo previene el sobremoldeo de silicona las fugas en las juntas del turbocompresor?
El sellado de los turbocompresores ha sido un problema constante. El sobremoldeo de silicona integrado, sin componentes de sellado externos, puede incluso detener las fugas en su origen, proporcionando un ajuste preciso y perfecto a las condiciones de funcionamiento del turbocompresor, caracterizadas por temperaturas y presiones muy elevadas.
Desafíos de alta temperatura y alta presión a los que se enfrentan las juntas de los turbocompresores
Ambos lados de un turbocompresor, tanto de admisión como de escape, funcionan en condiciones muy severas. La presión en el lado de sobrealimentación es de 2,5 a 3,0 bares y además presenta pulsaciones de alta frecuencia; la temperatura en el lado de escape oscila entre 180 ℃ y 220 ℃, con picos de hasta 250 ℃.
Las pequeñas irregularidades en la superficie de la brida metálica pueden provocar fácilmente fugas que no pueden sellarse con juntas tradicionales, lo que causará fugas de gas, fugas de aceite y, en última instancia, aumentará los costes de garantía.
Solución de moldeo integrada para esqueleto metálico y labio de sellado de silicona
El sobremoldeo de silicona permite crear nervaduras de sellado elásticas en el borde de la brida metálica. La capa de silicona está diseñada para deformarse y rellenar las irregularidades microscópicas de la superficie de la brida metálica al apretar los tornillos.
La dureza Shore del LSR varía de 20 a 70 grados, un parámetro ajustable, y la relación de compresión del 15 % al 25 % resulta ser la óptima, logrando así un nivel de sellado IP67/IP68 . Además, la unión química evita fugas por envejecimiento.
Parámetros optimizados para la estructura de presión antipulsátil
Al crear una ranura de alivio de presión de 2 mm de ancho y 0,3 mm de profundidad, o un orificio de retorno de aceite de 1,5 mm en el molde integrado, junto con el uso de una fórmula LSR cuyo módulo elástico es de 3 a 5 MPa, los pulsos de presión se pueden atenuar en un 60 %, lo que también mejorará la fiabilidad del sellado.
¿Problemas de fugas en el sello del turbocompresor? Contacte con nuestros ingenieros para obtener una evaluación DFM gratuita y soluciones personalizadas de sobremoldeo de silicona para resolver rápidamente los problemas de fugas de gases y aceite.
¿Qué parámetros del proceso de sobremoldeo garantizan un sellado hermético de la batería?
El sellado seguro de las baterías en los vehículos eléctricos es de suma importancia. Dominar el proceso de sobremoldeo es la única manera de garantizar la ausencia de fugas , el cumplimiento de las normas de limpieza y sellado, y la eliminación de riesgos para la seguridad.
Necesidades específicas de sellado y limpieza de las baterías de vehículos eléctricos
La contaminación por partículas de los circuitos de alto voltaje, debido a las finas moléculas de siloxano liberadas por los sellos del sistema de sellado del paquete de baterías, puede provocar cortocircuitos y, por lo tanto, aumentar los riesgos posteriores a la venta.
El curado con platino LSR no genera subproductos. Cumple con las normas VDA 277 VOC e IATF 16949:2016 , admite un sellado continuo desde -40 ℃ hasta 180 ℃, resiste la corrosión electrolítica y presenta una relación de compresión del 10 % tras 22 horas a 70 ℃.
El proceso de curado secundario elimina las sustancias volátiles.
El curado secundario a 200 ℃ durante 4 horas puede reducir el nivel de compuestos de bajo peso molecular LSR del 0,8 % al 0,08 %, lo que da como resultado un molde libre de neblina de aceite y una energía superficial de 22 mN/m, que cumplen totalmente con los requisitos de limpieza del paquete de baterías.
Esto es similar a la limpieza exhaustiva de los sellos de la batería: eliminar la suciedad y los contaminantes, prevenir riesgos de cortocircuito y reducir las reclamaciones posventa.
El sistema de canal frío y la sujeción por vacío permiten un control total de las burbujas.
El desprendimiento del flash es una preocupación importante en el proceso de producción de baterías, ya que puede provocar cortocircuitos al proporcionar una vía para que objetos extraños entren en el paquete de baterías.
El sobremoldeo es una técnica de moldeo por inyección que, mediante un canal frío a 90-110 ℃ y utilizando un nivel de vacío de -0,095 MPa, permite controlar el espesor de la rebaba a <0,02 mm.
Además, el uso de la inspección visual en línea permite eliminar los componentes riesgosos y, en última instancia, se puede alcanzar un objetivo de PPM=0.
Parámetros del proceso | Rango de parámetros | Objetivo de control | Beneficios para el cliente | Normas de ensayo |
Temperatura del corredor frío | 90-110 °C | Evite la vulcanización prematura del compuesto. | Reduzca el desperdicio de materiales y disminuya los costos. | Fluctuación de temperatura ≤±5°C. |
Grado de vacío | ≤-0,095 MPa | Moldeo sin rebabas. | Evita el desprendimiento del flash y garantiza la seguridad de la batería. | Estabilidad del grado de vacío ≥95%. |
Temperatura de postcurado | 200°C | Eliminar las sustancias de bajo peso molecular. | Evite la precipitación de siloxano y proteja los circuitos de alto voltaje . | Contenido de sustancias de bajo peso molecular ≤0,08%. |
Tiempo de postcurado | 4 horas | Eliminación adecuada de los componentes volátiles. | Mejora la limpieza de las juntas y prolonga su vida útil. | Energía superficial ≥22 mN/m. |
Velocidad de detección en línea | ≥300 piezas/minuto | Envío sin defectos. | Reduzca las repeticiones de trabajo y mejore la eficiencia de la producción. | Tasa de detección de defectos ≥99,9%. |
¿Necesita un proceso de sobremoldeo de baterías personalizado? Envíe sus requisitos detallados, obtenga presupuestos precisos y estimaciones del ciclo de producción, y deje que ingenieros profesionales le acompañen durante todo el proceso para garantizar la seguridad del sellado.
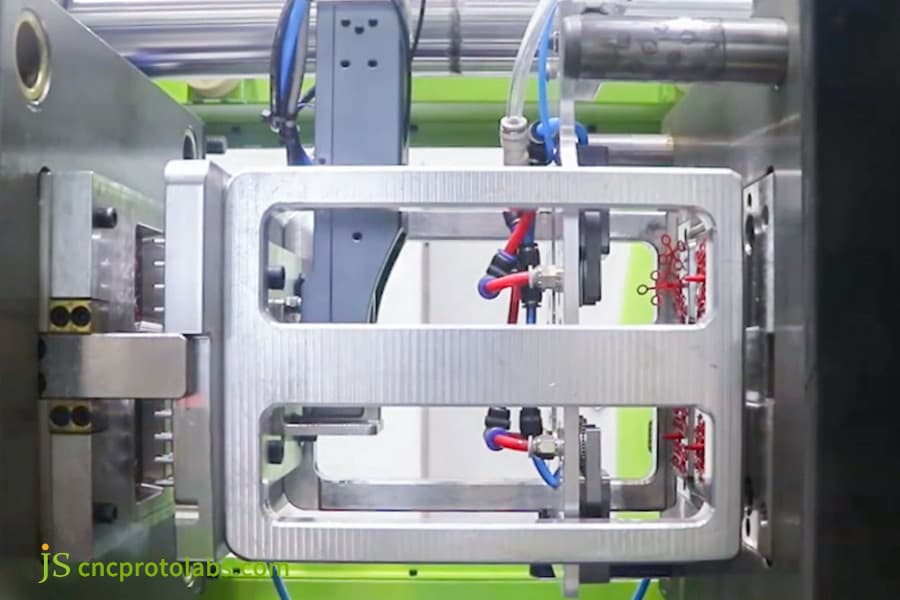
Figura 2: Vista detallada del interior de un molde de sobremoldeo metálico, que muestra intrincados canales, componentes y mangueras conectadas para un control preciso del proceso en la fabricación de sellos.
¿Es el moldeo por inyección con sobremoldeo la técnica ideal para los sellos térmicos ligeros de los vehículos eléctricos?
La reducción de peso es el factor principal para aumentar la autonomía de los vehículos eléctricos de batería. Mediante el moldeo por inyección con sobremoldeo, el sellado y el enmarcado se pueden realizar en un solo paso. Además de reducir el peso, se mantiene la estanqueidad, lo que ofrece un doble beneficio al usuario.
Sistemas de gestión térmica para vehículos eléctricos: Doble exigencia de reducción de peso y mejora de rendimiento.
En comparación con la aleación de aluminio, los plásticos de ingeniería PA66/PPA son solo un 45 % más pesados. Al moldear el componente de sellado LSR directamente en la carcasa de plástico, se eliminan las juntas y los ensamblajes separados, lo que permite lograr simultáneamente ligereza, mejor rendimiento y control de costos.
Análisis de costo-beneficio de la sustitución del acero por plásticos y su integración funcional.
Elementos de comparación | Esquema tradicional (carcasa de aleación de aluminio + junta de goma independiente) | Esquema de moldeo por inyección con sobremoldeo (esqueleto de PA66/PPA + sello integrado de LSR) | Beneficios para el cliente |
Peso | Normalmente 380 g (cuerpo de la válvula de refrigerante). | Normalmente 210 g (cuerpo de la válvula de refrigerante). | Reduce el peso entre un 40 % y un 50 % y prolonga la duración de la batería. |
Costo de la lista de materiales | 100 USD/unidad (precio de referencia). | 70-80 USD/unidad (precio de referencia). | Reduzca los costos entre un 20% y un 30%. |
Proceso de ensamblaje | Procesamiento de la carcasa → instalación de la junta → apriete de los pernos (3 pasos). | Moldeo por inyección en un solo paso. | Acortar el ciclo de montaje y mejorar la eficiencia de la producción. |
Riesgo de fugas | Alta (es probable que la fuga se deba a una desviación en la instalación de la junta). | Muy bajo (sin huecos en el moldeado integrado). | Reduzca el riesgo de fugas en aproximadamente un 60 % y disminuya las pérdidas por garantía. |
Tasa de retención del rendimiento del sello | ≤85% (después de un ciclo prolongado). | ≥95% (después de un ciclo prolongado). | Mejorar la fiabilidad del producto y prolongar su vida útil. |
Carcasa de válvula de refrigerante de simple efecto: peso reducido en un 40 % gracias a la eliminación de tres procesos.
La versión inicial de un cuerpo de válvula de refrigerante de cinco vías para un coche eléctrico consistía en una carcasa de aleación de aluminio con cinco juntas tóricas de EPDM, con un peso total de 380 g y un tiempo de montaje de 65 segundos.
Tras la conversión de la carcasa de PA66-GF30 y el LSR a un molde híbrido, el peso se redujo a 210 g, el tiempo de montaje fue de 15 segundos, el precio por unidad disminuyó un 28 % y la tasa de retención de la capacidad de sellado se mantuvo en un 95 %.
¿Por qué elegir el moldeo por inyección de LSR en lugar de PTFE para juntas de aceite de alta temperatura?
Para garantizar la durabilidad del motor, es fundamental que los retenes de aceite de alta temperatura se adhieran eficazmente a los movimientos dinámicos. En aplicaciones dinámicas, el moldeo por inyección de LSR ofrece mejores resultados que el PTFE, al eliminar muchas de sus desventajas.
La incorporación del moldeo por inyección de caucho a medida en la fabricación permite adaptarlo a diferentes tipos de aplicaciones de ejes giratorios.
Las deficiencias de los sellos de aceite de PTFE para el sellado de ejes rotativos
Debido a su inelasticidad, el PTFE presenta un gran inconveniente en el sellado de ejes rotativos: requiere una excentricidad de instalación muy precisa (<0,05 mm), tiene un par de arranque elevado (0,8 Nm), un mecanizado del eje costoso (Ra0,2 μm) y tampoco puede compensar la excentricidad del eje, lo que provoca fugas y mayores costes de mecanizado y mantenimiento.
Entre las ventajas de los sellos de aceite dinámicos LSR se incluyen su baja fricción y su naturaleza autolubricante.
El uso de una fórmula autolubricante modificada químicamente es una característica distintiva de las juntas de aceite moldeadas por inyección de LSR. La liberación del aceite de silicona después de la vulcanización actúa como lubricante superficial, reduciendo el coeficiente de fricción a 0,15-0,20.
El par de arranque es un 30 % menor que con el PTFE, y la generación de calor por fricción también se reduce en un 20 %. La capa de aceite de silicona alcanza el equilibrio dinámico en 24 horas , lo que prolonga su vida útil.
Capacidad de compensación de la resistencia y la desviación del pozo de LSR
El LSR puede soportar cambios y mantener el sellado incluso si el eje está ligeramente desalineado, adaptándose a una desviación radial de 0,2 mm, demostrando así una resiliencia del 75 %.
Por otro lado, el PTFE no es elástico y se producirán fugas en cuanto la desviación del eje supere los 0,1 mm, por lo que no puede utilizarse en situaciones de funcionamiento complejas.
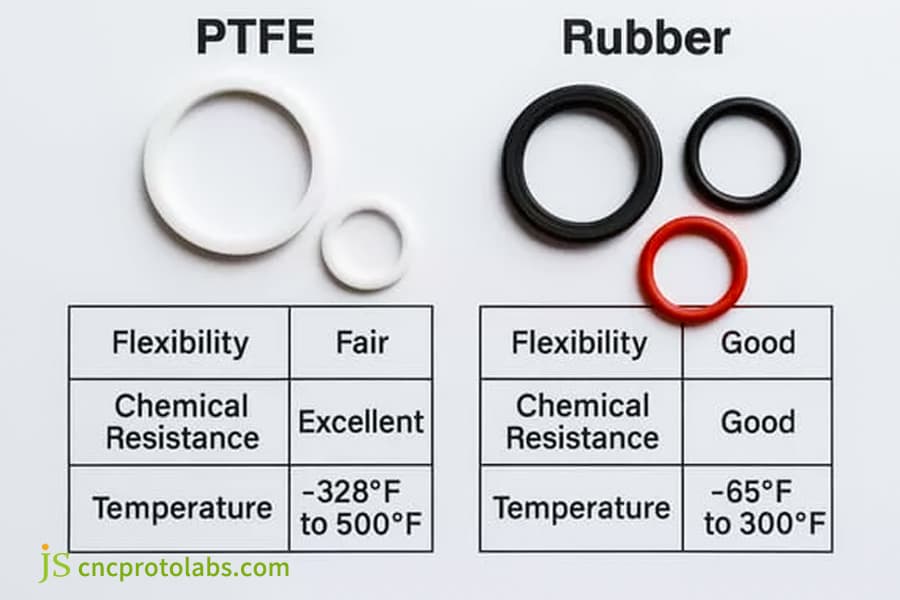
Figura 3: Tabla comparativa detallada que enumera las propiedades clave, como la flexibilidad, la resistencia química y el rango de temperatura, de los materiales de caucho de silicona y PTFE utilizados en sellos de alta temperatura.
¿Qué características del moldeo por inyección de caucho personalizado evitan fallos en el sellado durante el arranque en frío?
Las juntas son propensas a endurecerse y fallar durante el arranque en frío en regiones extremadamente frías. El moldeo por inyección de caucho a medida , mediante un diseño especial y la optimización de la fórmula, garantiza un sellado estable a -50 °C, lo que ayuda a reducir las pérdidas por garantía y a adaptarse a escenarios de frío extremo.
Mecanismo de falla por endurecimiento de juntas de goma en ambientes extremadamente fríos
La mayoría de los cauchos de uso común tienden a endurecerse mucho al exponerse a bajas temperaturas. La dureza del HNBR aumenta de 70 Shore A a 95 Shore A en las peores condiciones de hielo (-40 ℃).
Por lo tanto, la presión del aceite durante el arranque en frío alcanza los 300 kPa y en el labio de sellado en reversa tiende a no deformarse, lo que facilita los daños que provocan fugas de aceite , perjudicando gravemente la imagen de su producto de marca y aumentando los costos de posventa debido a la pérdida de clientes.
Cómo el diseño de compensación de almacenamiento de energía mediante resortes metálicos hace frente a las bajas temperaturas
El moldeo por inyección de caucho personalizado incorpora un anillo elástico metálico en el labio de sellado de silicona, lo que proporciona una fuerza de sujeción radial constante de 5 a 15 N, independientemente de la temperatura. Esto permite compensar la fuerza de sellado a bajas temperaturas, garantizando una presión de contacto de ≥ 0,15 MPa y evitando la rotura del sello.
Retención de la elasticidad a bajas temperaturas de fórmulas especiales de fenil silicona.
Las fórmulas de fenil silicona reducen la temperatura de transición vítrea hasta -60 ℃ o -100 ℃.
Estas fórmulas permiten alcanzar una tasa de recuperación de compresión del 85 % a -50 °C, una variación de dureza de 5 Shore A y un aumento del 50 % en la tolerancia a la presión de aceite en el arranque en frío. Disponemos de fórmulas con contenido de fenilo que se pueden adaptar a sus necesidades.
¿Cómo elegir servicios de sobremoldeo que cumplan con los estándares IATF 16949?
No se puede subestimar la importancia de seleccionar servicios de sobremoldeo que cumplan con las normas IATF 16949 al adquirir componentes como juntas para automóviles.
Principalmente, hay que prestar atención al potencial técnico del proveedor de servicios, así como a las medidas de control de calidad; sin embargo, no hay que olvidar que también se debe cumplir con las normas ISO 9001:2015 .
La capacidad técnica del proveedor no sirve de nada sin una evaluación exhaustiva: tres puntos a considerar.
Para sacar el máximo provecho de un proveedor de servicios de sobremoldeo, no solo hay que profundizar en sus conocimientos de producción, sino también elaborar una lista de tres indicadores técnicos principales que ayuden a evaluar la calidad del producto:
- Capacidad de inspección visual automatizada: ¿ El proveedor es capaz de implementar un sistema de inspección óptica automatizada (AOI) basado en inteligencia artificial que pueda revisar más de 300 unidades en 60 segundos para garantizar que solo se envíen productos sin defectos?
- Pruebas de resistencia de la unión: ¿Tiene el proveedor la capacidad de proporcionar curvas de fuerza de extracción estandarizadas para diferentes sustratos, de manera que se garantice que el sellado esté firmemente adherido al sustrato?
- Simulación de envejecimiento en banco de pruebas: ¿El proveedor cuenta con los recursos necesarios para realizar pruebas de simulación de condiciones de funcionamiento y tiene la capacidad de emitir un informe completo de verificación fotovoltaica?
La importancia de las comprobaciones de limpieza y el control dimensional continuo
La limpieza rigurosa es fundamental para la calidad de las juntas de la industria automotriz. Por lo tanto, la inspección AOI debe abarcar parámetros como la tolerancia del diámetro de la sección transversal (0,02 mm) y el espesor de la rebaba (0,05 mm).
Nuestra máquina AOI es capaz de inspeccionar a una velocidad de 300 piezas por minuto, con una tasa de detección de defectos del 99,9% y un CPK dimensional de 1,33, lo que permite lograr envíos con cero PPM y ayudarle a minimizar las pérdidas causadas por la reelaboración de productos.
Verificación de la fiabilidad de la unión a diferentes sustratos plásticos de alta temperatura.
La capacidad de adhesión de los distintos plásticos de ingeniería al LSR varía, por lo que las pruebas estandarizadas son imprescindibles. Personalizamos las soluciones de adhesión para diversos sustratos y emitimos informes de fuerza de extracción para garantizar una resistencia al despegue de 8 N/cm, cumpliendo así los requisitos para un uso prolongado.
Caso práctico de JS Precision: Junta metálica para un turbocompresor alemán de nivel 1
Aquí presentamos un caso práctico real y el resultado de nuestra colaboración con un proveedor alemán de primer nivel, donde solucionamos problemas de sellado de turbocompresores mediante sobremoldeo LSR.
Antecedentes y problemas
La junta de sellado (de acero inoxidable + grafito) del lado de escape del turbocompresor 2.0T de un proveedor alemán de primer nivel mostró muchos problemas durante la prueba de durabilidad:
- Tras 300 horas de envejecimiento, la tasa de recuperación del grafito fue de tan solo el 65%, y la tasa de fuga fue de 12 ml/min.
- La tolerancia de remachado fue de 0,12 mm con una tasa de fallos del 5 %.
- El peso de cada pieza, de 87 g, no cumplía con los requisitos de ligereza. Por consiguiente, acudieron a nosotros en busca de ayuda.
Solución
Tras comprender a fondo las frustraciones y los desafíos de nuestros clientes, nuestro equipo de ingeniería propuso una solución de moldeo por inyección de sobremoldeo LSR precisa y unificada.
1. Al rediseñar la disposición del sustrato, se redujo el grosor del marco de acero inoxidable estampado de 1,2 mm a 0,8 mm, lo que no solo proporcionó una reducción de peso primaria, sino que también mantuvo la resistencia de la estructura.
2. El empleo de una mezcla LSR resistente a altas temperaturas de 250 ℃ , que puede soportar una deformación permanente por compresión del 15 % a 175 ℃ durante 1000 horas, la hace compatible con el entorno de alta temperatura del turbocompresor.
3. Mediante una reacción de adición catalizada por platino, se produce un enlace químico potente en la interfaz entre el LSR y el acero inoxidable, alcanzando una resistencia al despegue de 10,2 N/cm y evitando por completo las fugas.
4. Este molde utiliza un sistema de sujeción por vacío con tecnología de canal frío de válvula de aguja , lo que permite controlar el espesor de la rebaba a menos de 0,03 mm, eliminando así los riesgos asociados con el desprendimiento de la rebaba y mejorando la uniformidad del aspecto del producto.
5. Además, ofrecemos evaluaciones DFM (Diseño para la Fabricación) gratuitas para mejorar el diseño de moldes, lo que reduce el tiempo de envío de muestras a 10 días y permite a los clientes avanzar rápidamente con las pruebas.
Resultados finales
La solución dio lugar a resultados tan importantes como una disminución del peso del producto a 54 g, la eliminación del remachado y de los procesos de ensamblaje por separado, la reducción del tiempo del ciclo de ensamblaje de 40 segundos a 18 segundos, cero fugas después de 300 horas de envejecimiento y una tasa de retención de sellado del 100 % en las pruebas de choque térmico.
Gracias a la reducción del 22% en el costo unitario, se ha logrado un ahorro anual de $900,000 con un volumen de producción de 2 millones de unidades. La producción en masa ya ha comenzado y el nivel de satisfacción del cliente se sitúa en el 98%.
¿Necesita sellos para turbocompresores o sellos para altas temperaturas y presiones? Envíenos los planos de su producto para recibir un análisis DFM y una evaluación de costos gratuitos. Le responderemos en 24 horas y le ayudaremos a resolver rápidamente los problemas de sellado y a reducir costos.

Figura 4: Cuatro juntas circulares negras idénticas, cada una con un núcleo metálico interno, que ejemplifican el resultado de un proceso de sobremoldeo para aplicaciones de sellado duraderas.
Preguntas frecuentes
P1: ¿Qué rango de temperaturas pueden soportar las piezas sobremoldeadas de LSR?
Las piezas fabricadas con LSR pueden utilizarse de forma continua a temperaturas entre -50 °C y 250 °C, y también pueden calentarse hasta 300 °C durante un breve periodo. Además, una formulación especialmente desarrollada permite una tolerancia a temperaturas aún mayores, adecuada para diversas situaciones extremas en la industria automotriz a altas temperaturas.
P2: ¿Cuánto menor es la deformación permanente por compresión de las piezas sobremoldeadas de LSR en comparación con el caucho tradicional?
Tras calentarse a 175 ℃ durante 22 horas, el LSR solo cambia de forma en un 15 %, mientras que el caucho NBR se deforma en un 40 %. Esta gran diferencia puede reducir eficazmente la probabilidad de fallo del sellado y aumentar la fiabilidad del producto.
P3: ¿Es posible lograr una unión sin imprimación con sustratos plásticos mediante el sobremoldeo con LSR?
En general, la respuesta es sí. Con las mezclas autoadhesivas de LSR, es posible una unión química directa con múltiples plásticos de ingeniería como PA y PPS, lo que resulta en una resistencia al despegue de 8 N/cm o más. Por lo tanto, no se necesita adhesivo, lo que también implica un proceso menos complejo.
P4: ¿El sellado del paquete de baterías requiere vulcanización secundaria?
La respuesta es afirmativa: la vulcanización secundaria a 200 ℃ durante 4 horas puede reducir el nivel de compuestos de bajo peso molecular del 0,8 % al 0,08 %, de esta manera se cumplen los estándares de limpieza del paquete de baterías y se evita la contaminación de los circuitos de alto voltaje.
P5: ¿Cuánto suele durar el ciclo de producción de las piezas sobremoldeadas?
Solo necesitamos de 4 a 6 semanas desde la revisión del DFM hasta tener las muestras listas para la producción en masa , lo cual es mucho menos que el tiempo promedio de la industria. El cronograma de producción en masa se puede modificar de forma muy flexible según la complejidad del molde y el volumen del pedido.
P6: ¿Qué tipos de piezas de automoción se pueden fabricar mediante el proceso de sobremoldeo LSR?
Se trata principalmente de componentes que están expuestos a altas temperaturas, altas presiones y altos niveles de limpieza, como los turbocompresores, los paquetes de baterías, los cuerpos de válvulas del refrigerante y los sellos de aceite del eje rotatorio, que forman parte de los sistemas electrónicos y de transmisión.
P7: ¿Es necesario contar con la certificación IATF 16949 para los servicios de sobremoldeo?
Sin duda, la norma IATF 16949 se ha convertido en un requisito fundamental para los proveedores de la industria automotriz. Contamos con este certificado para que nuestros clientes sepan que nuestro nivel de calidad cumple con los estándares del sector.
P8: ¿Cuáles son las ventajas del método de canal frío sobre el método de canal caliente?
El método de canal frío mantiene el compuesto de caucho a una baja temperatura de 20-25 °C, lo que evita que se cure dentro del molde. Esta tecnología elimina por completo las rebabas, permite un aprovechamiento del 100 % del material, reduce los costos y mejora la uniformidad de la apariencia.
Resumen
El principal objetivo del sellado de piezas de automoción expuestas a altas temperaturas se centra principalmente en la fiabilidad, la eficiencia y el bajo precio.
El sobremoldeo con caucho de silicona líquida (LSR) soluciona los problemas de las juntas de caucho tradicionales, tolera las condiciones de trabajo más severas y, además, reduce los costes y aumenta la eficiencia de los clientes.
Como proveedor de servicios con certificación IATF 16949, también ofrecemos un servicio integral de sobremoldeo de caucho de silicona líquida (LSR), desde la evaluación DFM hasta la entrega para producción en masa. La resistencia de la unión es de 8 N/cm gracias a la tecnología de canal frío y sujeción por vacío, y la inspección AOI en línea garantiza cero PPM en el envío.
Proporcione los planos de su producto para obtener un análisis DFM y una evaluación de costos gratuitos. Le responderemos en 24 horas. Colabore con nosotros para solucionar los problemas de sellado y aumentar la competitividad de sus productos.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

