

Lo stampaggio a iniezione di LSR è una soluzione molto affidabile per la tenuta alle alte temperature nel settore automobilistico, elimina completamente il problema del cedimento della tenuta e porta a una significativa riduzione delle perdite in garanzia e di produzione.
L'LSR può generalmente funzionare in un intervallo di temperatura compreso tra -50℃ e 250℃ e, dopo 22 ore a 175℃, la sua deformazione permanente sarà solo del 15%, un valore nettamente inferiore al 40% della gomma NBR convenzionale.
Le perdite dovute alle alte temperature nei turbocompressori delle auto, l'inquinamento da silossani nei pacchi batteria dei veicoli elettrici e i cedimenti delle guarnizioni durante gli avviamenti a temperature molto basse potrebbero essere tutti superati grazie alla soluzione combinata di legame chimico molecolare a livello del substrato e processo di sovrastampaggio LSR a zero sbavature.
Grazie alla certificazione IATF 16949, JS Precision non solo offre servizi di valutazione della progettazione per la produzione (DFM), ma prosegue con servizi di produzione personalizzati fino alla produzione di massa, raggiungendo in modo efficace l'obiettivo di ridurre i costi e aumentare l'efficienza per la vostra azienda.
Riepilogo delle risposte principali
Domande chiave | Risposte principali |
Definizione di sovrastampaggio LSR | LSR e il substrato formano un legame chimico nello stampo per creare una sigillatura integrata senza giunture, con un intervallo di temperatura di esercizio da -50 °C a 250 °C. |
Scenari automobilistici applicabili | Guarnizioni per turbocompressori, guarnizioni per pacchi batteria di veicoli elettrici, guarnizioni per corpi valvola del liquido di raffreddamento, paraoli per alberi rotanti e altri componenti ad alta temperatura e alta pressione. |
Vantaggi rispetto ai sistemi tradizionali | Minore deformazione permanente da compressione ( ≤15% rispetto a ≥40% per la gomma tradizionale ), maggiore elasticità e superiore resistenza all'invecchiamento termico. |
Servizi offerti da JS Precision | Servizi completi di sovrastampaggio certificati IATF 16949, dal campione alla produzione di massa in 4-6 settimane. |
Conclusioni principali:
- Lo stampaggio a iniezione di LSR è una scelta eccellente per le applicazioni di tenuta più impegnative nel settore automobilistico, che richiedono stabilità in un ampio intervallo di temperature, da -50℃ a 250℃.
- Compressione aumentata del 15%, un notevole passo avanti rispetto al 40% della gomma tradizionale.
- JS Precision offre un servizio completo di sovrastampaggio in 4-6 settimane, comprensivo di una rapida valutazione DFM (Design for Manufacturing).
Perché scegliere JS Precision per lo stampaggio a iniezione di guarnizioni LSR? Produzione di guarnizioni per autoveicoli di alta qualità.
Se fornite componenti di tenuta per il settore automobilistico resistenti alle alte temperature, la scelta di un fornitore di servizi di sovrastampaggio affidabile è fondamentale non solo per evitare rischi di approvvigionamento, ma anche per garantire la vostra capacità produttiva.
Grazie alla sua competenza professionale, alla solida esperienza e alle autorevoli certificazioni, JS Precision è la prima scelta per voi, per le case automobilistiche e per i fornitori di primo livello.
I nostri prodotti soddisfano sia i requisiti di qualità IATF 16949 per l'industria automobilistica, sia gli standard di biocompatibilità ISO 10993-10 .
In questo modo, i vostri prodotti saranno adatti alle più svariate e difficili situazioni del settore automobilistico, non solo grazie alle caratteristiche intrinseche dei prodotti stessi, ma anche grazie all'intero processo produttivo. Inoltre, sarete supportati nel superare i rischi legati alla conformità agli standard di qualità.
JS Precision dà priorità ai tuoi interessi principali:
- I tempi di produzione, che solitamente nel settore si aggirano tra le 8 e le 10 settimane in media, possono essere ridotti a 4-6 settimane con noi, consentendovi di conquistare rapidamente quote di mercato e di accorciare i tempi di lancio del prodotto.
- Stampaggio a zero bave combinato con tecnologia a canale freddo e serraggio sottovuoto, utilizzo del materiale al 100%, che ridurrà direttamente i costi dei materiali di circa il 20%.
- Un sistema di ispezione AOI online è in grado di controllare oltre 300 pezzi al minuto con un tasso di identificazione dei difetti del 99,9%. Ciò garantisce spedizioni a zero PPM (parti per milione) e una riduzione dei costi di rilavorazione e manodopera.
Un fornitore tedesco di primo livello di componenti per auto, che riceveva ogni anno richieste di garanzia per oltre un milione di dollari a causa di perdite dalle guarnizioni dei turbocompressori, non solo ha eliminato completamente il problema delle perdite dopo il passaggio al nostro servizio di sovrastampaggio LSR, ma ha anche ottenuto componenti più leggeri del 38% e più economici del 22%, con un risparmio di circa 900.000 dollari all'anno grazie alla produzione di 2 milioni di unità.
Il nostro servizio completo, dall'inizio alla fine, comprende la valutazione DFM (Design for Manufacturing), la creazione di una formulazione speciale e la fornitura della produzione in serie. I nostri ingegneri professionisti offrono supporto completo, adattando le soluzioni alle vostre esigenze specifiche, guidandovi nell'evitare errori e realizzando in modo efficiente le soluzioni di tenuta.
Se riscontrate difficoltà con le sigillature per applicazioni automobilistiche ad alta temperatura e desiderate una soluzione di sovrastampaggio LSR personalizzata, inviateci i disegni del vostro prodotto. Entro 24 ore vi forniremo gratuitamente un'analisi DFM e una valutazione dei costi per aiutarvi a risolvere rapidamente i problemi e ridurre le spese.
Cos'è lo stampaggio a iniezione LSR per guarnizioni automobilistiche ad alta temperatura?
Lo stampaggio a iniezione di LSR è una delle tecnologie progettate specificamente per scenari che prevedono temperature molto elevate. Comprendendone appieno la definizione e i principi di processo, si può individuare il suo valore fondamentale : la capacità di risolvere i problemi delle guarnizioni tradizionali.
Definizione e processo principali di sovrastampaggio LSR
Lo stampaggio a iniezione di gomma siliconica liquida (LSR) è un processo che consiste nell'iniettare una gomma siliconica liquida bicomponente in uno stampo, dove essa esegue una reazione di addizione catalizzata dal platino con il substrato preesistente, formando così un componente integrato e chimicamente legato.
Questa tecnica è diversa dai tradizionali processi di polimerizzazione prima dell'assemblaggio .
Inoltre, anche dopo essere stato sottoposto a invecchiamento termico a 150℃ per 1000 ore, il materiale LSR conserva l'80% della sua resistenza alla trazione, garantendo un'affidabilità duratura della tenuta e riducendo i costi di sostituzione e garanzia.
In altre parole, è come rivestire ogni substrato con una pellicola protettiva in silicone personalizzata e senza giunture. Il metodo di stampaggio in un unico pezzo fa sì che il silicone aderisca saldamente al substrato, prevenendo così le perdite fin dall'origine.
Perché la sigillatura ad alta temperatura nel settore automobilistico è indispensabile grazie a questa tecnologia.
L'intervallo di temperatura di esercizio del sistema di alimentazione automobilistico raggiunge i 300 °C (da -50 °C a 250 °C) e le prestazioni delle tradizionali guarnizioni in gomma si deteriorano drasticamente. I tre vantaggi chiave dello stampaggio a iniezione di LSR diventano essenziali per le vostre esigenze:
- Stabilità in un ampio intervallo di temperature: mantiene inalterate elasticità e capacità di tenuta nell'intervallo di temperatura compreso tra -50℃ e 250℃, con la capacità di tollerare brevi esposizioni a 300℃.
- L'adesione chimica elimina gli spazi di assemblaggio e una forza di distacco di 8 N/cm garantisce l'assenza di perdite dovute a disallineamenti.
- Ottima resistenza alla deformazione permanente: un tasso di deformazione del 15% a 175℃ per 22 ore, che è significativamente migliore del 40% della gomma NBR tradizionale, riducendo così la probabilità di rottura.
Confronto delle prestazioni tra guarnizioni in LSR e guarnizioni in gomma tradizionali
Indicatori di performance | LSR (gomma siliconica liquida) | NBR (gomma nitrilica tradizionale) | FKM (gomma fluorurata) | EPDM (gomma etilene-propilene-diene monomero) |
Intervallo di temperatura di funzionamento | Da -50 °C a 250 °C (300 °C per brevi periodi). | da -40 °C a 120 °C | da -20 °C a 200 °C | da -40 °C a 150 °C |
Tasso di deformazione permanente a 175 °C × 22 ore | ≤15% | ≥40% | ≥25% | ≥35% |
Metodo di incollaggio con substrato | Legame chimico a livello molecolare (senza primer). | Incollaggio meccanico (è necessario un adesivo). | Incollaggio meccanico (è necessario un adesivo). | Incollaggio meccanico (è necessario un adesivo). |
Tasso di mantenimento della resistenza alla trazione dopo invecchiamento termico a 150 °C × 1000 ore | ≥80% | ≤50% | ≥65% | ≤60% |
Forza di Peel | ≥8 N/cm | ≤3 N/cm | ≤4 N/cm | ≤3,5 N/cm |
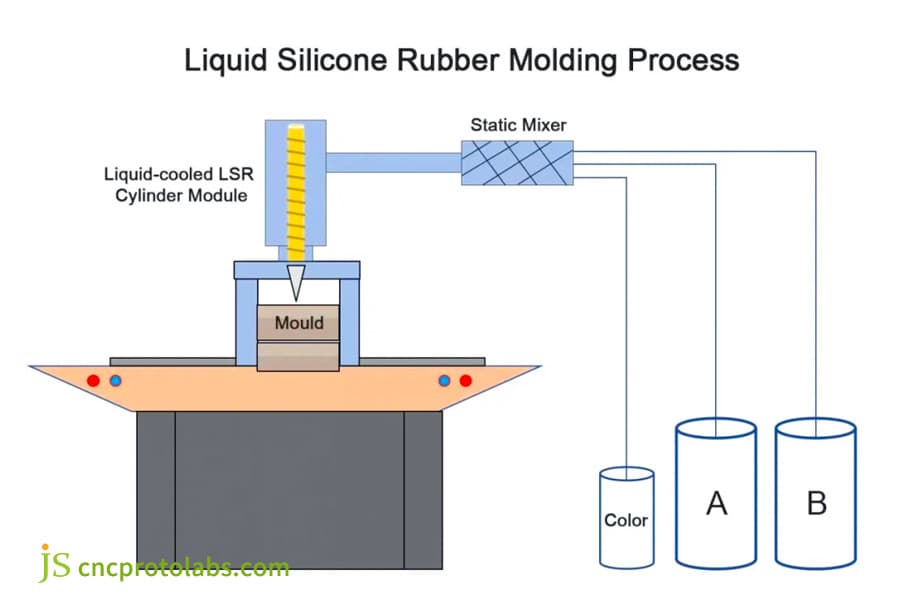
Figura 1: Schema tecnico che illustra il processo di stampaggio a iniezione della gomma siliconica liquida (LSR), con l'immagine del miscelatore statico, del modulo cilindrico raffreddato a liquido e dello stampo per la produzione di guarnizioni ad alta temperatura.
In che modo la sovrastampatura in silicone previene le perdite nelle guarnizioni del turbocompressore?
La tenuta dei turbocompressori è da sempre un problema. Il rivestimento in silicone integrato, senza componenti di tenuta esterni, è in grado di arrestare le perdite alla fonte, garantendo un adattamento preciso e perfetto alle condizioni operative di altissima temperatura e pressione del turbocompressore.
Le sfide ad alta temperatura e alta pressione che le guarnizioni dei turbocompressori devono affrontare
Entrambi i lati di un turbocompressore, aspirazione e scarico, operano in condizioni molto severe: la pressione sul lato di sovralimentazione è di 2,5-3,0 bar e presenta anche pulsazioni ad alta frequenza, mentre la temperatura sul lato di scarico varia da 180℃ a 220℃ con picchi fino a 250℃.
Piccole irregolarità sulla superficie della flangia metallica possono facilmente creare punti di perdita che non possono essere sigillati con le guarnizioni tradizionali, causando perdite di gas, perdite d'olio e, in definitiva, un aumento dei costi di garanzia.
Soluzione di stampaggio integrata per scheletro metallico e labbro di tenuta in silicone
La sovrastampatura in silicone consente di creare nervature di tenuta elastiche sul bordo della flangia metallica. Il rivestimento in silicone è progettato in modo tale da deformarsi e riempire le irregolarità microscopiche sulla superficie della flangia metallica quando i bulloni vengono serrati.
La durezza Shore dell'LSR varia da 20 a 70 gradi, un parametro regolabile, e il rapporto di compressione del 15% - 25% rappresenta la combinazione ottimale, consentendo di raggiungere un livello di protezione IP67/IP68 . Inoltre, il legame chimico impedisce le perdite dovute all'invecchiamento.
Parametri ottimizzati per la struttura a pressione antipulsante
Realizzando una scanalatura di scarico della pressione larga 2 mm e profonda 0,3 mm o un foro di ritorno dell'olio di 1,5 mm nello stampo integrato, insieme all'utilizzo di una formula LSR con modulo elastico di 3-5 MPa, le pulsazioni di pressione possono essere attenuate del 60%, il che porterà anche a un miglioramento dell'affidabilità della tenuta.
Avete problemi di perdite dalle guarnizioni del turbocompressore? Contattate i nostri ingegneri per una valutazione DFM gratuita e soluzioni di sovrastampaggio in silicone personalizzate per risolvere rapidamente i problemi di trafilamento dei gas di combustione e perdite d'olio.
Quali parametri del processo di sovrastampaggio garantiscono la tenuta stagna dei pacchi batteria?
La sicurezza della sigillatura dei pacchi batteria nei veicoli elettrici è di fondamentale importanza. Padroneggiare il processo di sovrastampaggio è l' unico modo per garantire l'assenza di perdite , il rispetto degli standard di pulizia e tenuta ed eliminare i rischi per la sicurezza.
Esigenze specifiche di sigillatura e pulizia dei pacchi batteria dei veicoli elettrici
La contaminazione dei circuiti ad alta tensione con particelle fini di silossano rilasciate dalle guarnizioni del sistema di sigillatura del pacco batteria può causare cortocircuiti e quindi aumentare i rischi post-vendita.
Il processo di vulcanizzazione al platino LSR non genera sottoprodotti. È conforme alle normative VDA 277 VOC e IATF 16949:2016 , garantisce una tenuta continua da -40℃ a 180℃, resiste alla corrosione elettrolitica e presenta un rapporto di compressione del 10% dopo 22 ore a 70℃.
Il processo di stagionatura secondaria rimuove le sostanze volatili
La polimerizzazione secondaria a 200℃ per 4 ore può ridurre il livello di composti a basso peso molecolare LSR dallo 0,8% allo 0,08%, ottenendo uno stampaggio privo di nebbia oleosa e con un'energia superficiale di 22 mN/m, che soddisfa pienamente i requisiti di pulizia del pacco batteria.
Si tratta di un'operazione simile alla pulizia accurata delle guarnizioni del pacco batteria: si eliminano sporco e contaminanti, si prevengono i rischi di cortocircuito e si riducono i reclami post-vendita.
Il canale freddo e il serraggio sottovuoto consentono di ottenere un controllo a zero della formazione di bave.
Il distacco flash è una delle principali problematiche nel processo di produzione delle batterie, poiché può causare cortocircuiti fornendo un percorso per l'ingresso di corpi estranei nel pacco batteria.
Lo stampaggio a iniezione sovrastampato è una tecnica di stampaggio a iniezione, che utilizza un canale freddo a 90-110 °C e un livello di vuoto di -0,095 MPa, in grado di controllare lo spessore delle bave a <0,02 mm.
Inoltre, l'utilizzo dell'ispezione visiva online consente la rimozione dei componenti a rischio e, in definitiva, è possibile raggiungere un obiettivo PPM=0.
Parametri di processo | Intervallo dei parametri | Obiettivo di controllo | Vantaggi per il cliente | Standard di prova |
Temperatura di scorrimento a freddo | 90-110 °C | Evitare la vulcanizzazione prematura della mescola. | Ridurre gli sprechi di materiale e abbassare i costi. | Fluttuazione della temperatura ≤±5°C. |
Grado di vuoto | ≤-0,095 MPa | Stampaggio senza bave. | Previeni il distacco del flash e garantisci la sicurezza della batteria. | Stabilità del grado di vuoto ≥95%. |
Temperatura post-polimerizzazione | 200 °C | Rimuovere le sostanze a basso peso molecolare. | Evitare la precipitazione dei silossani e proteggere i circuiti ad alta tensione . | Contenuto di sostanze a basso peso molecolare ≤0,08%. |
Tempo di post-polimerizzazione | 4 ore | Rimozione adeguata dei componenti volatili. | Migliora la pulizia delle guarnizioni e prolunga la loro durata. | Energia superficiale ≥22 mN/m. |
Velocità di rilevamento online | ≥300 pezzi/minuto | Spedizione senza difetti. | Riduci le rilavorazioni e migliora l'efficienza produttiva. | Tasso di rilevamento dei difetti ≥99,9%. |
Avete bisogno di un processo di sovrastampaggio personalizzato per i vostri pacchi batteria? Inviateci i requisiti dettagliati, ottenete preventivi accurati e stime dei tempi di produzione, e affidatevi ai nostri ingegneri professionisti che vi seguiranno durante tutto il processo per garantire la sicurezza della tenuta.
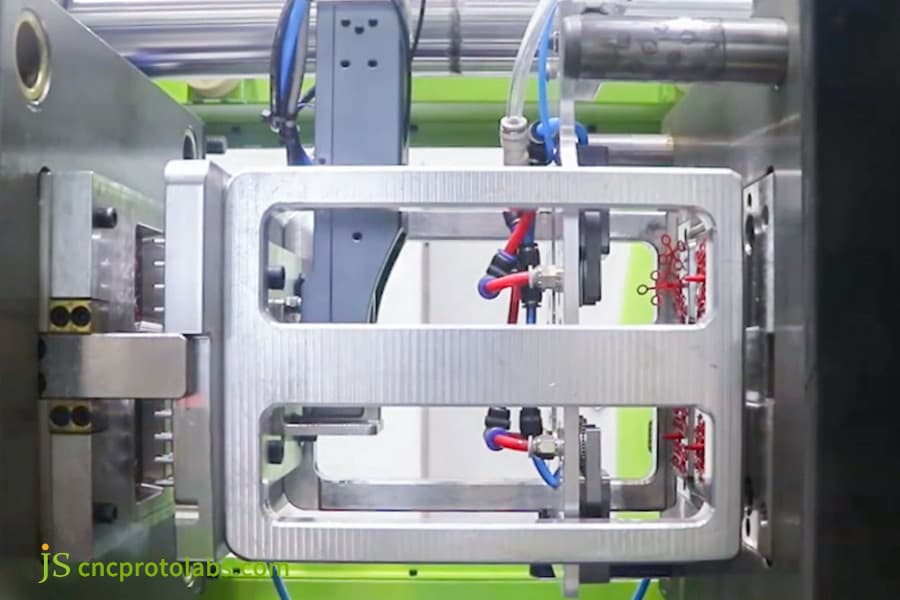
Figura 2: Vista dettagliata dell'interno di uno stampo per sovrastampaggio metallico, che mostra canali, componenti e tubi flessibili collegati per un controllo preciso del processo nella produzione di guarnizioni.
Lo stampaggio a iniezione con sovrastampaggio è la soluzione ideale per le guarnizioni termiche leggere dei veicoli elettrici?
La riduzione del peso è il fattore principale per aumentare l'autonomia dei veicoli elettrici a batteria. Grazie allo stampaggio a iniezione con sovrastampaggio, la sigillatura e la struttura possono essere eseguite in un unico passaggio. Oltre a ridurre il peso, si mantiene la tenuta stagna, creando così un doppio vantaggio per l'utente.
Sistemi di gestione termica per veicoli elettrici: la duplice esigenza di riduzione del peso e di miglioramento
Rispetto alle leghe di alluminio, le plastiche tecniche PA66/PPA pesano solo il 45%. Stampando il componente di tenuta LSR direttamente nell'involucro di plastica, è possibile fare a meno di guarnizioni e assemblaggi separati, ottenendo così leggerezza, prestazioni migliori e un controllo dei costi simultaneo.
Analisi costi-benefici della sostituzione dell'acciaio con materiali plastici e della sua integrazione funzionale
Elementi di confronto | Schema tradizionale (guscio in lega di alluminio + guarnizione in gomma indipendente) | Schema di stampaggio a iniezione con sovrastampaggio (scheletro in PA66/PPA + guarnizione integrata in LSR) | Vantaggi per il cliente |
Peso | In genere 380 g (corpo valvola del liquido di raffreddamento). | In genere 210 g (corpo valvola del liquido di raffreddamento). | Ridurre il peso del 40-50% e prolungare la durata della batteria. |
Costo della distinta base | 100 USD/pezzo (prezzo di riferimento). | 70-80 USD/pezzo (prezzo di riferimento). | Ridurre i costi del 20-30%. |
Processo di assemblaggio | Lavorazione del guscio → installazione della guarnizione → serraggio dei bulloni (3 fasi). | Stampaggio a iniezione in un'unica fase. | Ridurre i tempi del ciclo di assemblaggio e migliorare l'efficienza produttiva. |
Rischio di perdite | Elevato (la perdita è probabilmente dovuta a un'installazione errata della guarnizione). | Molto basso (nessuna interruzione nello stampaggio integrato). | Ridurre il rischio di perdite di circa il 60% e diminuire le perdite in garanzia. |
Tasso di mantenimento delle prestazioni di tenuta | ≤85% (dopo cicli prolungati). | ≥95% (dopo cicli di utilizzo prolungati). | Migliorare l'affidabilità del prodotto e prolungarne la durata. |
Corpo valvola del liquido di raffreddamento a semplice effetto: peso ridotto del 40% grazie all'eliminazione di tre processi.
La versione iniziale di un corpo valvola a cinque vie per il liquido di raffreddamento in un'auto elettrica era costituita da un involucro in lega di alluminio con cinque O-ring in EPDM, per un peso totale di 380 g e un tempo di assemblaggio di 65 secondi.
Dopo la conversione dell'alloggiamento in PA66-GF30 e del LSR in uno stampaggio ibrido, il peso è sceso a 210 g, il tempo di assemblaggio a 15 secondi, il prezzo per unità è diminuito del 28% e il tasso di mantenimento della capacità di tenuta è rimasto al 95%.
Perché scegliere lo stampaggio a iniezione di LSR anziché il PTFE per le guarnizioni paraolio ad alta temperatura?
Per garantire una tenuta efficace e duratura del motore, è fondamentale che le guarnizioni paraolio ad alta temperatura siano in grado di assorbire efficacemente i movimenti dinamici. In applicazioni dinamiche, lo stampaggio a iniezione di LSR può offrire risultati migliori rispetto al PTFE, eliminandone molti svantaggi.
L'integrazione dello stampaggio a iniezione di gomma personalizzato nel processo produttivo consente di adattare il prodotto a diverse tipologie di applicazioni con alberi rotanti.
Le carenze delle guarnizioni paraolio in PTFE per la tenuta degli alberi rotanti
Essendo un materiale anelastico, il PTFE rappresenta un grave difetto nelle guarnizioni per alberi rotanti: richiede un'eccentricità di installazione molto precisa (<0,05 mm), presenta un'elevata coppia di avviamento (0,8 Nm), una costosa lavorazione dell'albero (Ra0,2 μm) e non è in grado di compensare l'eccentricità dell'albero, con conseguenti perdite e maggiori costi di lavorazione e manutenzione.
Tra i vantaggi delle guarnizioni paraolio dinamiche LSR si annoverano il basso attrito e la natura autolubrificante.
L'utilizzo di una formula autolubrificante chimicamente modificata è una caratteristica distintiva delle guarnizioni paraolio stampate a iniezione LSR. Il rilascio dell'olio siliconico dopo la vulcanizzazione funge da lubrificante superficiale, riducendo il coefficiente di attrito a valori compresi tra 0,15 e 0,20.
La coppia di avviamento è inferiore del 30% rispetto al PTFE e anche la generazione di calore da attrito è ridotta del 20%. Lo strato di olio siliconico raggiunge l'equilibrio dinamico entro 24 ore , garantendo una maggiore durata.
Resilienza e capacità di compensazione dell'eccentricità dell'albero di LSR
LSR è in grado di resistere alle variazioni e di continuare a sigillare anche se l'albero è leggermente disallineato, adattandosi a un'eccentricità radiale di 0,2 mm, dimostrando così una resilienza del 75%.
D'altra parte, il PTFE non è elastico e si verificano perdite non appena l'eccentricità dell'albero supera 0,1 mm, pertanto non può essere utilizzato in situazioni operative complesse.
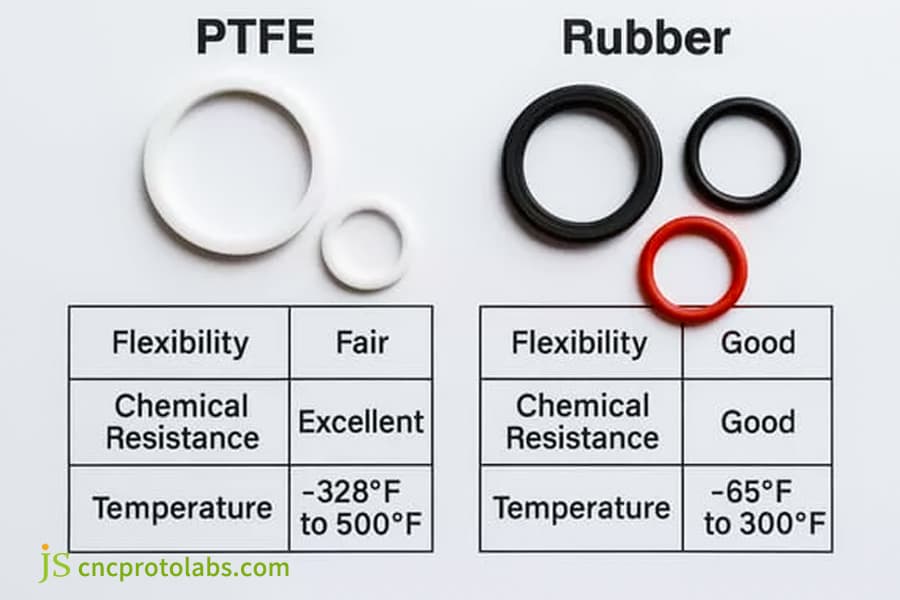
Figura 3: Tabella comparativa dettagliata che elenca le proprietà chiave come flessibilità, resistenza chimica e intervallo di temperatura per i materiali in gomma siliconica e PTFE utilizzati nelle guarnizioni per alte temperature.
Quali caratteristiche personalizzate dello stampaggio a iniezione di gomma prevengono il cedimento della guarnizione all'avvio a freddo?
Nelle regioni estremamente fredde, le guarnizioni tendono a indurirsi e a cedere durante l'avviamento a freddo. Lo stampaggio a iniezione di gomma personalizzato , grazie a una progettazione specifica e all'ottimizzazione della formula, può garantire una tenuta stabile a -50 °C, contribuendo a ridurre le perdite in garanzia e ad adattarsi a scenari di freddo estremo.
Meccanismo di rottura per indurimento delle guarnizioni in gomma in ambienti estremamente freddi
La maggior parte delle gomme comunemente utilizzate tende a irrigidirsi molto se esposte a basse temperature. La durezza dell'HNBR, in particolare, aumenta da 70 Shore A a 95 Shore A nelle peggiori condizioni di ghiaccio (-40℃).
Pertanto, la pressione dell'olio durante l'avviamento a freddo raggiunge i 300 kPa e il labbro di tenuta in retromarcia tende a non deformarsi, rendendolo facilmente soggetto a danni che portano a perdite d'olio , danneggiando gravemente anche l'immagine del vostro prodotto di marca e aumentando i costi di assistenza post-vendita a causa della perdita di clienti.
Come il design di compensazione dell'accumulo di energia con molla metallica gestisce le basse temperature
Lo stampaggio a iniezione di gomma personalizzato incorpora un anello elastico metallico nel labbro di tenuta in silicone, fornendo una forza di serraggio radiale costante di 5-15 N, insensibile alla temperatura. Può compensare la forza di tenuta a basse temperature, garantendo una pressione di contatto ≥ 0,15 MPa e prevenendo la rottura della guarnizione.
Mantenimento dell'elasticità a basse temperature di speciali formule di fenilsilicone
Le formule a base di fenilsilicone riducono la temperatura di transizione vetrosa fino a -60℃ o -100℃.
Queste formule sono in grado di raggiungere un tasso di ritorno in compressione dell'85% a -50℃, una variazione di durezza di 5 Shore A e un aumento del 50% della tolleranza alla pressione dell'olio all'avviamento a freddo. Disponiamo di formule con contenuto di fenile che possono essere personalizzate in base alle vostre esigenze.
Come scegliere servizi di sovrastampaggio conformi agli standard IATF 16949?
Quando si tratta di approvvigionarsi di componenti come le guarnizioni per il settore automobilistico, è fondamentale scegliere servizi di sovrastampaggio conformi agli standard IATF 16949.
Innanzitutto, è necessario prestare attenzione al potenziale tecnico del fornitore di servizi e alle misure di controllo qualità, senza dimenticare che è fondamentale conformarsi anche agli standard ISO 9001:2015 .
La capacità tecnica di un fornitore non vale nulla senza una valutazione approfondita: tre punti da considerare
Per ottenere il massimo da un fornitore di servizi di sovrastampaggio, non solo è necessario approfondire il suo know-how produttivo, ma anche stilare un elenco di tre indicatori tecnici principali che vi aiuteranno a valutare la qualità del prodotto:
- Capacità di ispezione visiva automatizzata: il fornitore è in grado di implementare un sistema di ispezione ottica automatizzata (AOI) basato sull'intelligenza artificiale, in grado di controllare oltre 300 unità in 60 secondi per garantire la spedizione di soli prodotti privi di difetti?
- Test di resistenza all'adesione: il fornitore è in grado di fornire curve standardizzate di forza di estrazione per diversi substrati, in modo da garantire che la guarnizione aderisca saldamente al substrato?
- Simulazione di invecchiamento al banco: il fornitore è dotato di apparecchiature per la simulazione delle condizioni operative ed è in grado di rilasciare un rapporto completo di verifica della validità del prodotto?
L'importanza dei controlli di pulizia e dello screening dimensionale continuo
La massima pulizia è fondamentale per la qualità delle guarnizioni per autoveicoli. L'ispezione AOI deve pertanto coprire parametri quali la tolleranza del diametro della sezione trasversale (0,02 mm) e lo spessore della bava (0,05 mm).
La nostra macchina AOI è in grado di ispezionare 300 pezzi al minuto, con un tasso di rilevamento dei difetti del 99,9% e un CPK dimensionale di 1,33, consentendo quindi di ottenere spedizioni a zero PPM e di ridurre al minimo le perdite dovute alle rilavorazioni dei prodotti.
Verifica dell'affidabilità dell'adesione a diversi substrati plastici ad alta temperatura
Le proprietà adesive dei diversi tecnopolimeri all'LSR variano, motivo per cui è fondamentale eseguire test standardizzati. Personalizziamo le soluzioni di incollaggio per vari substrati e forniamo report sulla forza di estrazione per garantire una resistenza al distacco di 8 N/cm, soddisfacendo i requisiti per un utilizzo a lungo termine.
Caso di studio JS Precision: Guarnizione metallica per un turbocompressore tedesco di livello 1.
Ecco un caso di studio reale e il risultato della nostra collaborazione con un fornitore tedesco di primo livello, in cui abbiamo risolto i problemi di tenuta dei turbocompressori mediante sovrastampaggio LSR.
Premesse e problematiche
La guarnizione di tenuta (in acciaio inossidabile + grafite) del lato di scarico del turbocompressore 2.0T di un fornitore tedesco di primo livello ha mostrato numerosi problemi durante il test di durata:
- Dopo 300 ore di invecchiamento, il tasso di rimbalzo della grafite era solo del 65%, mentre il tasso di perdita era di 12 ml/min.
- La tolleranza di rivettatura era di 0,12 mm con un tasso di guasto del 5%.
- Il peso del singolo pezzo, pari a 87 g, non soddisfaceva i requisiti di leggerezza. Di conseguenza, si sono rivolti a noi per chiedere aiuto.
Soluzione
Avendo compreso a fondo le frustrazioni e le difficoltà dei nostri clienti, il nostro team di ingegneri ha proposto una soluzione di stampaggio a iniezione con sovrastampaggio LSR precisa e integrata.
1. Riprogettando la disposizione del substrato, lo spessore del telaio in acciaio inossidabile stampato è stato ridotto da 1,2 mm a 0,8 mm, ottenendo non solo una significativa riduzione di peso, ma anche mantenendo la resistenza della struttura.
2. L'impiego di una miscela LSR resistente alle alte temperature fino a 250℃ , in grado di sopportare una deformazione permanente del 15% a 175℃ per 1000 ore, la rende compatibile con l'ambiente ad alta temperatura del turbocompressore.
3. Utilizzando una reazione di addizione catalizzata dal platino, si produce un potente legame chimico all'interfaccia tra LSR e acciaio inossidabile, raggiungendo una forza di pelatura di 10,2 N/cm e impedendo completamente le perdite.
4. Questo stampo utilizza la tecnologia di chiusura sottovuoto con canale freddo a valvola ad ago , gestendo lo spessore della bava a meno di 0,03 mm, eliminando così i rischi associati al distacco della bava e migliorando la uniformità dell'aspetto del prodotto.
5. Inoltre, offriamo valutazioni DFM (Design for Manufacturing) gratuite per ottimizzare la progettazione degli stampi, riducendo i tempi di spedizione dei campioni a 10 giorni e consentendo ai clienti di procedere rapidamente con i test.
Risultati finali
La soluzione ha portato a risultati eccezionali, come la riduzione del peso del prodotto a 54 g, l'eliminazione della rivettatura e dei processi di assemblaggio separati, la riduzione del tempo del ciclo di assemblaggio da 40 a 18 secondi, l'assenza di perdite dopo 300 ore di invecchiamento e un tasso di tenuta del 100% nei test di shock termico.
Grazie alla riduzione del costo unitario del 22%, si è ottenuto un risparmio annuo di 900.000 dollari con un volume di produzione di 2 milioni di unità. La produzione di massa è iniziata e il livello di soddisfazione del cliente ha raggiunto il 98%.
Avete esigenze simili per guarnizioni per turbocompressori o guarnizioni per alte temperature e alte pressioni? Inviateci i disegni del vostro prodotto per ricevere un'analisi DFM e una valutazione dei costi gratuite. Vi risponderemo entro 24 ore, aiutandovi a risolvere rapidamente i problemi di tenuta e a ridurre i costi.

Figura 4: Quattro sigilli circolari neri identici, ciascuno con un nucleo interno metallico, che esemplificano il risultato di un processo di sovrastampaggio per applicazioni di tenuta durevoli.
FAQ
D1: Qual è l'intervallo di temperatura che i pezzi sovrastampati in LSR possono sopportare?
I componenti realizzati con LSR possono essere utilizzati in modo continuativo a temperature comprese tra -50℃ e 250℃ e possono essere riscaldati fino a 300℃ per brevi periodi. Inoltre, una formulazione appositamente sviluppata consente una tolleranza termica ancora maggiore, adatta a diverse situazioni estreme del settore automobilistico ad alte temperature.
D2: Di quanto è inferiore la deformazione permanente da compressione dei componenti sovrastampati in LSR rispetto alla gomma tradizionale?
Dopo essere stato riscaldato a 175℃ per 22 ore, l'LSR cambia forma solo del 15%, mentre la gomma NBR si deforma del 40%; una differenza così ampia può ridurre efficacemente la probabilità di guasto della guarnizione e portare a una maggiore affidabilità del prodotto.
D3: È possibile ottenere un'adesione senza primer con substrati plastici mediante sovrastampaggio LSR?
In linea di massima la risposta è sì. Con le miscele LSR autoadesive, è possibile ottenere un legame chimico diretto con diverse materie plastiche tecniche come PA e PPS, con una forza di distacco pari o superiore a 8 N/cm. Pertanto, non è necessario un adesivo, il che si traduce anche in un processo più semplice.
D4: La sigillatura del pacco batteria richiede una vulcanizzazione secondaria?
La risposta è affermativa: la vulcanizzazione secondaria a 200°C per 4 ore può ridurre il livello di composti a basso peso molecolare dallo 0,8% allo 0,08%, garantendo così il rispetto degli standard di pulizia del pacco batteria e prevenendo la contaminazione dei circuiti ad alta tensione.
D5: Quanto tempo richiede solitamente il ciclo di produzione per i pezzi sovrastampati?
Dalla revisione DFM alla preparazione dei campioni per la produzione di massa , occorrono solo 4-6 settimane, un tempo decisamente inferiore alla media del settore. La tempistica per la produzione di massa può essere modificata in modo molto flessibile a seconda della complessità dello stampo e del volume dell'ordine.
D6: Quali tipi di componenti automobilistici possono essere realizzati con il processo di sovrastampaggio LSR?
Si tratta principalmente di componenti esposti ad alte temperature, alte pressioni e condizioni di pulizia elevate, come turbocompressori, pacchi batteria, corpi valvola del liquido di raffreddamento e paraoli dell'albero rotante, che fanno parte dei sistemi di propulsione e dei sistemi elettronici.
D7: È necessaria la certificazione IATF 16949 per i servizi di sovrastampaggio?
Senza dubbio, la certificazione IATF 16949 è diventata un requisito fondamentale per i fornitori del settore automobilistico. Siamo in possesso di questa certificazione affinché i nostri clienti sappiano che il nostro livello qualitativo è conforme agli standard del settore.
D8: Quali sono i vantaggi del metodo a canale freddo rispetto al metodo a canale caldo?
Il metodo a canale freddo mantiene la mescola di gomma a una bassa temperatura di 20-25 °C, impedendone la polimerizzazione all'interno dello stampo. Questa tecnologia garantisce l'assenza totale di bave, un utilizzo del 100% del materiale, una riduzione dei costi e una maggiore uniformità estetica.
Riepilogo
Nella progettazione di sistemi di tenuta per componenti automobilistici esposti ad alte temperature, l'attenzione si concentra principalmente su affidabilità, efficienza e basso costo.
Lo stampaggio a iniezione di gomma siliconica liquida (LSR) risolve i problemi delle tradizionali guarnizioni in gomma, resiste alle condizioni di lavoro più severe e, al contempo, riduce i costi e aumenta l'efficienza dei clienti.
In qualità di fornitore di servizi per la certificazione IATF 16949, offriamo anche un servizio completo di sovrastampaggio con gomma siliconica liquida (LSR), dalla valutazione DFM fino alla consegna per la produzione in serie. La forza di adesione è di 8 N/cm grazie alla tecnologia a canale freddo + serraggio sottovuoto, e l'ispezione AOI online garantisce zero PPM alla spedizione.
Inviaci i disegni del tuo prodotto per ottenere un'analisi DFM e una valutazione dei costi gratuite. Ti risponderemo entro 24 ore. Collabora con noi per risolvere i problemi di tenuta e aumentare la competitività dei tuoi prodotti.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

