

يُعدّ التشكيل بالحقن باستخدام مطاط السيليكون السائل حلاً موثوقاً للغاية لإحكام الإغلاق في درجات الحرارة العالية في السيارات، فهو يقضي تماماً على مشكلة فشل الإحكام ويؤدي إلى انخفاض كبير في الضمان وخسائر الإنتاج.
يمكن أن يعمل مطاط السيليكون السائل عادةً في نطاق درجة حرارة من -50 درجة مئوية إلى 250 درجة مئوية، وبعد 22 ساعة عند 175 درجة مئوية، ستكون نسبة انضغاطه 15% فقط، وهو أفضل بكثير من نسبة 40% لمطاط النتريل بوتادين التقليدي.
يمكن التغلب على تسرب درجات الحرارة العالية في شواحن التوربو للسيارات، وتلوث السيليكون في حزم بطاريات السيارات الكهربائية، وفشل منع التسرب أثناء بدء التشغيل البارد للغاية، من خلال الحل المشترك للترابط الكيميائي الجزيئي على مستوى الركيزة وعملية التشكيل بالقولبة فوق السيليكون السائل بدون وميض.
بفضل شهادة IATF 16949، لا تقدم JS Precision تقييم التصميم للتصنيع (DFM) فحسب، بل تستمر أيضًا في تقديم خدمات الإنتاج المخصصة وصولاً إلى الإنتاج الضخم لتحقيق هدف خفض التكاليف وزيادة الكفاءة لعملك بطريقة فعالة.
ملخص الإجابة الأساسية
الأسئلة الرئيسية | الإجابات الأساسية |
تعريف عملية التشكيل بالحقن المباشر للسيليكون السائل | يشكل مطاط السيليكون السائل والركيزة رابطة كيميائية في القالب لإنشاء ختم متكامل سلس، مع نطاق درجة حرارة تشغيل من -50 درجة مئوية إلى 250 درجة مئوية. |
سيناريوهات السيارات القابلة للتطبيق | أختام الشاحن التوربيني، وأختام حزمة بطارية السيارة الكهربائية، وأختام جسم صمام التبريد، وأختام زيت العمود الدوار، ومكونات أخرى تتحمل درجات الحرارة العالية والضغط العالي. |
مزايا مقارنة بالخطط التقليدية | معدل انضغاط أقل ( ≤15% مقابل ≥40% للمطاط التقليدي )، ومرونة أفضل، ومقاومة فائقة للشيخوخة الحرارية. |
الخدمات المقدمة من شركة JS Precision | خدمات التشكيل بالحقن الكاملة المعتمدة من قبل IATF 16949، من العينة إلى الإنتاج الضخم في غضون 4-6 أسابيع. |
الاستنتاجات الرئيسية:
- يعتبر التشكيل بالحقن المباشر لـ LSR خيارًا ممتازًا لتطبيقات منع التسرب الصعبة في السيارات والتي يجب أن تظل مستقرة ضمن نطاق واسع من درجات الحرارة من -50 درجة مئوية إلى 250 درجة مئوية.
- نسبة الانضغاط 15%، وهي قفزة كبيرة مقارنة بنسبة 40% في المطاط التقليدي.
- تقدم شركة JS Precision خدمة التشكيل بالحقن الكاملة التي تستغرق من 4 إلى 6 أسابيع، بما في ذلك التقييم السريع للتصميم من أجل التصنيع.
لماذا تختار شركة JS Precision لتصنيع حشوات السيليكون السائل؟ خبراء في تصنيع موانع التسرب للسيارات
إذا كنت تقوم بتوريد مكونات منع التسرب للسيارات ذات درجات الحرارة العالية، فإن اختيار مزود خدمة التشكيل بالحقن الموثوق به أمر لا غنى عنه ليس فقط لمساعدتك على تجنب مخاطر الشراء ولكن أيضًا لضمان قدرتك الإنتاجية.
بفضل خبرتها المهنية وتجربتها الراسخة وشهاداتها المعتمدة، تُعد شركة JS Precision الخيار الأول لك ولشركات صناعة السيارات وموردي المستوى الأول.
منتجاتنا تلبي متطلبات الجودة IATF 16949 لصناعة السيارات ومعايير التوافق الحيوي ISO 10993-10 .
وبهذه الطريقة، ستكون منتجاتك مناسبة لمختلف الظروف الصعبة في قطاع السيارات، ليس فقط من حيث المنتجات نفسها، بل أيضاً من حيث العملية برمتها. إضافةً إلى ذلك، ستتلقى المساعدة اللازمة لتجاوز مخاطر الامتثال لمعايير الجودة.
تُعطي JS Precision الأولوية لاهتماماتك الرئيسية:
- يمكن تقليص الوقت اللازم للانتقال من مرحلة العينة إلى الإنتاج الضخم، والذي يستغرق عادةً من 8 إلى 10 أسابيع في المتوسط في هذا المجال، إلى 4 إلى 6 أسابيع معنا، مما يساعدك على اكتساب حصة سوقية بسرعة وتقصير وقت إطلاق المنتج.
- تقنية التشكيل بدون وميض مع نظام العداء البارد + تقنية التثبيت الفراغي، استخدام المواد بنسبة 100%، مما سيؤدي إلى تقليل تكاليف المواد الخاصة بك بشكل مباشر بنسبة 20% تقريبًا.
- يستطيع نظام الفحص البصري الآلي عبر الإنترنت فحص أكثر من 300 قطعة في الدقيقة بمعدل تحديد عيوب يصل إلى 99.9%. وهذا يضمن شحنات خالية من العيوب (PPM) وتقليل تكاليف إعادة العمل والعمالة.
لم يقم مورد ألماني من الدرجة الأولى لقطع غيار السيارات، والذي كان يتلقى أكثر من مليون دولار من مطالبات الضمان كل عام بسبب تسرب حشيات الشاحن التوربيني، بالقضاء تمامًا على مشكلة التسرب بعد التحول إلى خدمة التشكيل بالقولبة باستخدام السيليكون السائل (LSR)، بل أصبح أيضًا أخف وزنًا بنسبة 38% وأرخص بنسبة 22% مما أدى إلى توفير حوالي 900000 دولار سنويًا من خلال إنتاج مليوني وحدة.
تشمل خدمتنا المتكاملة تقييم قابلية التصنيع، وإعداد تركيبة خاصة، وتسليم الإنتاج بكميات كبيرة. يقدم مهندسونا المحترفون دعمًا كاملاً، ويُكيّفون الحلول وفقًا لاحتياجاتكم الخاصة، ويرشدونكم لتجنب الأخطاء، وينفذون حلول منع التسرب بكفاءة عالية.
إذا كنت تواجه صعوبة في عمليات منع التسرب في درجات الحرارة العالية للسيارات وترغب في حلول مخصصة لتشكيل السيليكون السائل بالقولبة، فأرسل لنا رسومات منتجك. سنقدم لك تحليلًا مجانيًا للتصميم من أجل التصنيع وتقييمًا للتكلفة خلال 24 ساعة لمساعدتك على حل المشكلات بسرعة وخفض التكاليف.
ما هي عملية التشكيل بالحقن المباشر للمطاط السائل (LSR) لأختام السيارات ذات درجات الحرارة العالية؟
تُعدّ تقنية التشكيل بالحقن السائل للسيليكون (LSR) إحدى التقنيات المصممة خصيصًا للبيئات التي تشهد درجات حرارة عالية جدًا. إذا فهمت تعريفها ومبادئها بوضوح، فستتمكن من تحديد قيمتها الأساسية في قدرتها على معالجة مشاكل موانع التسرب التقليدية.
التعريف الرئيسي وعملية التشكيل بالحقن المباشر للسيليكون السائل
التشكيل بالقولبة فوق مطاط السيليكون السائل (LSR) هو عملية حقن مطاط السيليكون السائل المكون من عنصرين في قالب، حيث يقوم بتفاعل إضافة محفز بالبلاتين مع الركيزة الموضوعة مسبقًا، وبالتالي تشكيل مكون متكامل مرتبط كيميائيًا.
تختلف هذه التقنية عن المعالجة التقليدية قبل عمليات التجميع .
علاوة على ذلك، حتى بعد تعرضها للتقادم الحراري عند درجة حرارة 150 درجة مئوية لمدة 1000 ساعة، تحتفظ مادة LSR بنسبة 80٪ من قوة الشد الخاصة بها، مما يضمن أن يظل الختم موثوقًا به لفترة طويلة، وسيتم تقليل تكاليف الاستبدال والضمان.
بمعنى آخر، يشبه الأمر تغطية كل ركيزة بغشاء سيليكون واقٍ مخصص وسلس. وتؤدي طريقة التشكيل من قطعة واحدة إلى ربط السيليكون بالركيزة بإحكام، مما يعني منع التسربات من مصدرها.
لماذا لا يمكن لتقنية منع التسرب في درجات الحرارة العالية للسيارات الاستغناء عن هذه التقنية؟
يصل نطاق درجة حرارة تشغيل نظام الطاقة في السيارات إلى 300 درجة مئوية (من -50 درجة مئوية إلى 250 درجة مئوية)، مما يؤدي إلى تدهور أداء موانع التسرب المطاطية التقليدية بشكل كبير. لذا، تُصبح المزايا الثلاث الرئيسية لتقنية التشكيل بالحقن السائل للمطاط (LSR) ضرورية لتلبية احتياجاتك الأساسية:
- الاستقرار على نطاق واسع من درجات الحرارة: يحافظ على مرونته وقدرته على الإحكام دون تغيير على نطاق درجة الحرارة من -50 درجة مئوية إلى 250 درجة مئوية، مع القدرة على تحمل التعرض قصير المدى لدرجة حرارة 300 درجة مئوية.
- تعمل خاصية الالتصاق الكيميائي على التخلص من فجوات التجميع، كما أن قوة التقشير البالغة 8 نيوتن/سم تضمن عدم حدوث تسريبات بسبب عدم المحاذاة.
- مقاومة جيدة جداً للتشوه الدائم: معدل تشوه بنسبة 15% عند 175 درجة مئوية لمدة 22 ساعة، وهو أفضل بكثير من نسبة 40% للمطاط NBR التقليدي، مما يقلل من احتمالية الفشل.
مقارنة أداء موانع التسرب المطاطية السائلة والمطاطية التقليدية
مؤشرات الأداء | مطاط السيليكون السائل (LSR) | مطاط النتريل التقليدي (NBR) | FKM (مطاط الفلورو) | مطاط EPDM (مطاط مونومر الإيثيلين بروبيلين ديين) |
نطاق درجة حرارة التشغيل | من -50 درجة مئوية إلى 250 درجة مئوية (300 درجة مئوية لفترات قصيرة). | من -40 درجة مئوية إلى 120 درجة مئوية | من -20 درجة مئوية إلى 200 درجة مئوية | من -40 درجة مئوية إلى 150 درجة مئوية |
معدل الانضغاط عند 175 درجة مئوية لمدة 22 ساعة | ≤15% | ≥40% | ≥25% | ≥35% |
طريقة الربط بالركيزة | الترابط الكيميائي على المستوى الجزيئي (بدون طبقة أساسية). | الربط الميكانيكي (يلزم استخدام مادة لاصقة). | الربط الميكانيكي (يلزم استخدام مادة لاصقة). | الربط الميكانيكي (يلزم استخدام مادة لاصقة). |
معدل الاحتفاظ بقوة الشد بعد التقادم الحراري عند 150 درجة مئوية لمدة 1000 ساعة | ≥80% | ≤50% | ≥65% | ≤60% |
قوة التقشير | ≥8 نيوتن/سم | ≤3 نيوتن/سم | ≤4 نيوتن/سم | ≤3.5 نيوتن/سم |
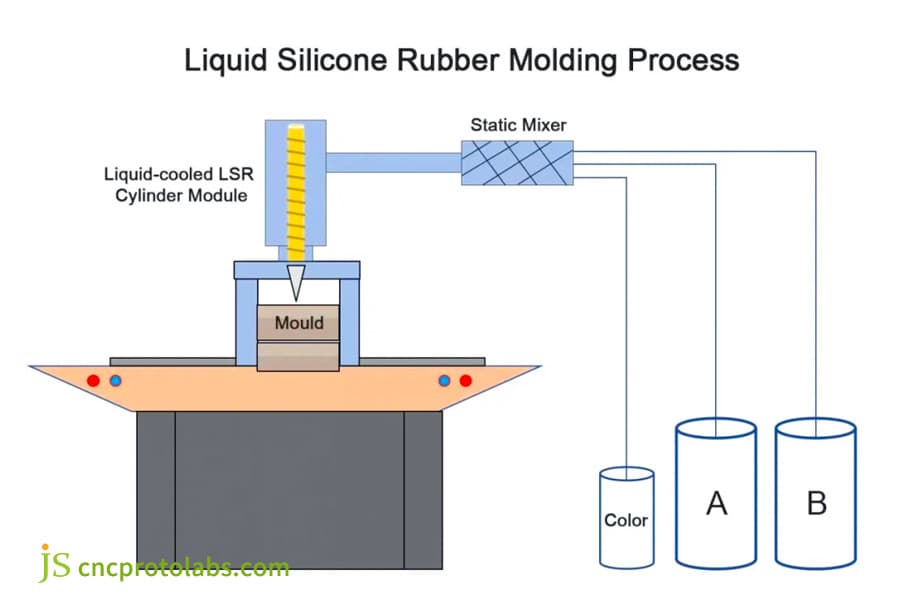
الشكل 1: رسم تخطيطي تقني يوضح عملية قولبة حقن مطاط السيليكون السائل (LSR)، ويظهر الخلاط الثابت ووحدة الأسطوانة المبردة بالسوائل وقالب إنتاج مانع التسرب عالي الحرارة.
كيف يمنع التشكيل بالسيليكون التسربات في حشيات الشاحن التوربيني؟
لطالما شكل إحكام إغلاق الشواحن التوربينية مشكلة مستمرة. ويمكن للقولبة السيليكونية المتكاملة، دون الحاجة إلى أي مكونات إحكام خارجية، أن توقف التسريبات من مصدرها، وذلك بفضل ملاءمتها الدقيقة والمثالية لظروف تشغيل الشاحن التوربيني التي تتسم بدرجة حرارة وضغط مرتفعين للغاية.
تحديات درجات الحرارة والضغط العالي التي تواجهها موانع التسرب في الشواحن التوربينية
يعمل كلا جانبي الشاحن التوربيني - المدخل والمخرج - في ظل ظروف قاسية للغاية، حيث يبلغ الضغط على جانب التعزيز 2.5-3.0 بار، كما أنه يتميز بنبضات عالية التردد، وتتراوح درجة الحرارة على جانب العادم من 180 درجة مئوية إلى 220 درجة مئوية مع ذروات تصل إلى 250 درجة مئوية.
يمكن أن تؤدي العيوب الطفيفة على سطح الشفة المعدنية بسهولة إلى مسارات تسرب لا يمكن سدها بواسطة الحشيات التقليدية، وهذا سيؤدي إلى تسرب الغاز وتسرب الزيت ، وفي النهاية زيادة تكاليف الضمان.
حلول قولبة متكاملة للهياكل المعدنية وحواف السيليكون المانعة للتسرب
تتيح عملية التشكيل بالقولبة السيليكونية إمكانية إنشاء أضلاع مانعة للتسرب مرنة على حافة الشفة المعدنية. صُممت طبقة السيليكون بطريقة تسمح لها بالتشوه وملء التجاويف المجهرية على سطح الشفة المعدنية عند إحكام ربط البراغي.
تتراوح صلابة شور لمطاط السيليكون السائل (LSR) بين 20 و70 درجة، وهي قيمة قابلة للتعديل، وتُعد نسبة الضغط بين 15% و25% هي الأمثل، مما يُحقق مستوى إحكام IP67/IP68 . كما أن الترابط الكيميائي يمنع التسرب الناتج عن التقادم.
معايير مُحسَّنة لهيكل الضغط المضاد للنبض
من خلال عمل أخدود لتخفيف الضغط بعرض 2 مم وعمق 0.3 مم أو فتحة لإرجاع الزيت بقطر 1.5 مم في القالب المتكامل إلى جانب استخدام تركيبة LSR التي يبلغ معامل مرونتها 3-5 ميجا باسكال، يمكن تخفيف نبضات الضغط بنسبة 60٪، وهذا سيؤدي أيضًا إلى تحسين موثوقية الإحكام.
هل تواجه مشاكل تسرب في مانع تسرب الشاحن التوربيني؟ تواصل مع مهندسينا للحصول على تقييم مجاني للتصنيع وحلول قولبة السيليكون المخصصة لحل مشاكل تسرب الغازات والزيت بسرعة.
ما هي معايير عملية التشكيل بالحقن التي تضمن عدم تسرب مواد مانعة للتسرب من حزمة البطارية؟
يُعدّ ضمان سلامة حزم البطاريات في المركبات الكهربائية أمراً بالغ الأهمية. وإتقان عملية التشكيل بالحقن هو السبيل الوحيد لضمان عدم التسرب ، والامتثال لمعايير النظافة والعزل، والقضاء على المخاطر الأمنية.
متطلبات فريدة لإحكام إغلاق ونظافة حزم بطاريات المركبات الكهربائية
يمكن أن يؤدي التلوث الجسيمي للدوائر ذات الجهد العالي بجزيئات السيلوكسان الدقيقة المنبعثة من موانع التسرب في نظام إحكام حزمة البطارية إلى حدوث دوائر قصر وبالتالي زيادة مخاطر ما بعد البيع.
لا ينتج عن معالجة راتنج السيليكون السائل بالبلاتين أي منتجات جانبية. وهو متوافق مع لوائح VDA 277 VOC و IATF 16949:2016 ، ويدعم إمكانية الإحكام المستمر من -40 درجة مئوية إلى 180 درجة مئوية، ويقاوم تآكل الإلكتروليت، ويبلغ معدل انضغاطه 10% بعد 22 ساعة عند درجة حرارة 70 درجة مئوية.
تزيل عملية المعالجة الثانوية المواد المتطايرة
يمكن للمعالجة الثانوية عند درجة حرارة 200 درجة مئوية لمدة 4 ساعات أن تقلل من مستوى مركبات LSR ذات الوزن الجزيئي المنخفض من 0.8٪ إلى 0.08٪، مما ينتج عنه قالب خالٍ من رذاذ الزيت وطاقة سطحية تبلغ 22 مللي نيوتن/متر، وهو ما يفي تمامًا بمتطلبات نظافة حزمة البطارية.
يشبه هذا التنظيف الشامل لأختام حزمة البطارية - التخلص من الأوساخ والملوثات، ومنع مخاطر قصر الدائرة، وتقليل مطالبات ما بعد البيع.
يضمن نظام التغذية الباردة والتثبيت بالتفريغ تحكمًا مثاليًا في الوميض
يُعد انفصال الفلاش مصدر قلق كبير في عملية إنتاج البطاريات لأنه يمكن أن يتسبب في حدوث دوائر قصر من خلال توفير مسار لدخول الأجسام الغريبة إلى حزمة البطارية.
التشكيل بالحقن هو تقنية تشكيل بالحقن، من خلال قناة باردة بدرجة حرارة 90-110 درجة مئوية وباستخدام مستوى فراغ يبلغ -0.095 ميجا باسكال، والتي يمكنها التحكم في سمك الزوائد إلى أقل من 0.02 مم.
كما أن استخدام الفحص البصري عبر الإنترنت يسمح بإزالة المكونات الخطرة، وفي النهاية يمكن تحقيق هدف PPM=0.
معلمات العملية | نطاق المعلمات | هدف التحكم | مزايا العميل | معايير الاختبار |
درجة حرارة نظام التبريد | 90-110 درجة مئوية | تجنب عملية الفلكنة المبكرة للمركب. | تقليل هدر المواد وخفض التكاليف. | تقلب درجة الحرارة ≤±5°C. |
درجة الفراغ | ≤-0.095 ميجا باسكال | تشكيل بدون زوائد. | منع انفصال الفلاش وضمان سلامة البطارية. | استقرار درجة الفراغ ≥95%. |
درجة حرارة ما بعد المعالجة | 200 درجة مئوية | إزالة المواد ذات الوزن الجزيئي المنخفض. | تجنب ترسب السيليكون واحمِ الدوائر ذات الجهد العالي . | محتوى المواد ذات الوزن الجزيئي المنخفض ≤0.08%. |
وقت ما بعد المعالجة | 4 ساعات | إزالة كافية للمكونات المتطايرة. | تحسين نظافة الأختام وإطالة عمرها الافتراضي. | طاقة السطح ≥22 ملي نيوتن/متر. |
سرعة الكشف عبر الإنترنت | ≥300 قطعة/دقيقة | شحنة خالية من العيوب. | تقليل إعادة العمل وتحسين كفاءة الإنتاج. | معدل اكتشاف العيوب ≥99.9%. |
هل تحتاج إلى عملية تغليف مخصصة لحزمة البطارية؟ قدم متطلباتك التفصيلية، واحصل على عروض أسعار دقيقة وتقديرات لدورة الإنتاج، وسيقوم مهندسون محترفون بمتابعة العملية بأكملها لضمان سلامة عملية التغليف.
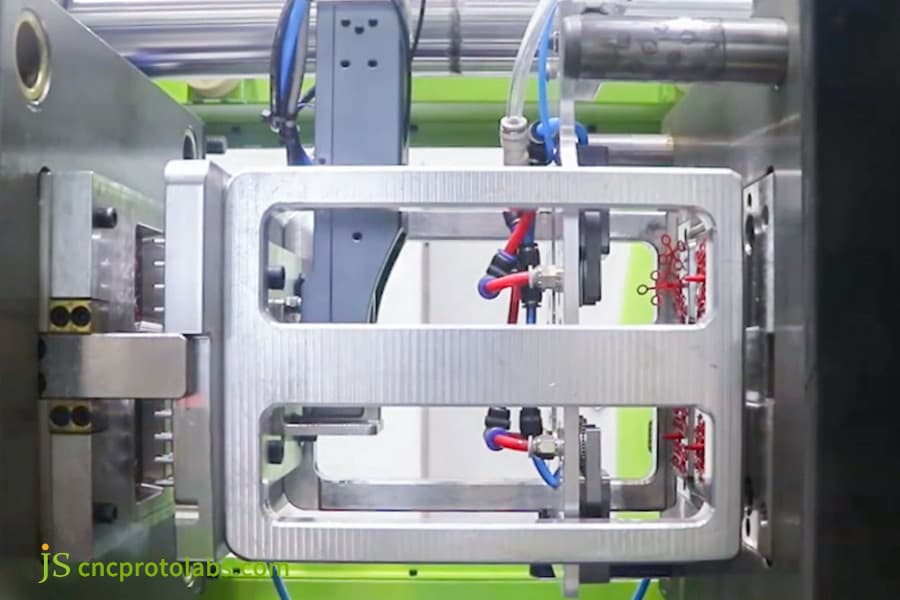
الشكل 2: عرض تفصيلي داخل قالب التشكيل المعدني، يوضح القنوات المعقدة والمكونات والخراطيم المتصلة للتحكم الدقيق في عملية تصنيع الأختام.
هل يُعدّ التشكيل بالحقن مع التغليف بالحقن مثاليًا للأختام الحرارية خفيفة الوزن للسيارات الكهربائية؟
يُعدّ تخفيف الوزن العامل الرئيسي في زيادة مدى سير المركبات الكهربائية التي تعمل بالبطاريات. ومن خلال تقنية التشكيل بالحقن، يُمكن إتمام عملية الإحكام والتشكيل في خطوة واحدة. فإلى جانب تقليل الوزن، تُحافظ هذه التقنية على خاصية الإحكام، مما يُوفر قيمة مُضاعفة للمستخدم.
أنظمة إدارة الحرارة في المركبات الكهربائية: متطلبات مزدوجة لتقليل الوزن والترقية
بالمقارنة مع سبائك الألومنيوم، فإن البلاستيك الهندسي PA66/PPA أخف بنسبة 45% فقط. وبفضل دمج مكون مانع التسرب LSR مباشرةً في الغلاف البلاستيكي، يُمكن الاستغناء عن الحشيات والوصلات المنفصلة، مما يُتيح الحصول على وزن خفيف وأداء أفضل وتحكم في التكاليف في آنٍ واحد.
تحليل التكلفة والعائد لاستبدال الفولاذ بالبلاستيك والتكامل الوظيفي
بنود المقارنة | التصميم التقليدي (غلاف من سبائك الألومنيوم + حشية مطاطية مستقلة) | مخطط قولبة الحقن بالتغليف (هيكل PA66/PPA + ختم متكامل من مطاط السيليكون السائل) | مزايا العميل |
وزن | يبلغ وزنها عادةً 380 غرام (جسم صمام التبريد). | يبلغ وزنها عادةً 210 غرام (جسم صمام التبريد). | قلل الوزن بنسبة 40%-50% وقم بإطالة عمر البطارية. |
تكلفة قائمة المواد | 100 دولار أمريكي/للقطعة (سعر مرجعي). | 70-80 دولار أمريكي/للقطعة (سعر مرجعي). | خفض التكاليف بنسبة 20%-30%. |
وقت التجميع | معالجة الهيكل ← تركيب الحشية ← شد البراغي (3 خطوات). | قولبة الحقن بخطوة واحدة. | تقصير دورة التجميع وتحسين كفاءة الإنتاج. |
خطر التسرب | مرتفع (من المرجح أن يكون التسرب ناتجًا عن انحراف في تركيب الحشية). | منخفض جداً (لا توجد فجوات في القالب المتكامل). | قلل من خطر التسرب بنسبة 60% تقريبًا وخفض خسائر الضمان. |
معدل الاحتفاظ بأداء الختم | ≤85% (بعد ركوب الدراجات لفترة طويلة). | ≥95% (بعد ركوب الدراجات لفترة طويلة). | تحسين موثوقية المنتج وإطالة عمره الافتراضي. |
علبة صمام تبريد أحادية الفعل: انخفاض الوزن بنسبة 40% مع إزالة ثلاث عمليات
كان الإصدار الأولي لجسم صمام التبريد ذي الخمسة اتجاهات في السيارة الكهربائية عبارة عن علبة من سبائك الألومنيوم مع خمس حلقات O من مادة EPDM، بوزن إجمالي يبلغ 380 جرامًا ووقت تجميع يبلغ 65 ثانية.
بعد تحويل غلاف PA66-GF30 و LSR إلى قالب هجين، انخفض الوزن إلى 210 جرام، وأصبح وقت التجميع 15 ثانية، وانخفض سعر الوحدة الواحدة بنسبة 28٪، وظل معدل الاحتفاظ بقدرة الإحكام 95٪.
لماذا نختار قولبة حقن السيليكون السائل (LSR) بدلاً من قولبة حقن مادة PTFE لأختام الزيت ذات درجات الحرارة العالية؟
يُعدّ إحكام إغلاق حركات المحرك الديناميكية في موانع تسرب الزيت ذات درجات الحرارة العالية أمرًا بالغ الأهمية لضمان عمر أطول للمحرك. في الحالات الديناميكية، يُمكن أن يُحقق قولبة حقن السيليكون السائل نتائج أفضل من قولبة حقن البولي تترافلوروإيثيلين (PTFE) من خلال التغلب على العديد من عيوبها.
إن دمج تقنية حقن المطاط المخصصة في عملية التصنيع يسمح بتخصيصها لأنواع مختلفة من تطبيقات الأعمدة الدوارة.
عيوب موانع تسرب الزيت المصنوعة من مادة PTFE في منع التسرب في الأعمدة الدوارة
نظرًا لكونه غير مرن، فإن مادة PTFE تمثل عيبًا رئيسيًا في منع التسرب في الأعمدة الدوارة: فهي تتطلب دقة عالية في تركيب اللامركزية (<0.05 مم)، ولها عزم دوران بدء تشغيل عالٍ (0.8 نيوتن متر)، وتكلفة عالية في تشغيل الأعمدة (Ra0.2 ميكرومتر)، كما أنها لا تستطيع استيعاب انحراف العمود، مما يؤدي إلى التسرب وزيادة تكاليف التشغيل والصيانة.
تشمل مزايا موانع التسرب الزيتية الديناميكية المصنوعة من السيليكون السائل (LSR) انخفاض الاحتكاك وخاصية التشحيم الذاتي.
يُعد استخدام تركيبة مُعدّلة كيميائيًا ذاتية التشحيم سمةً مميزةً لأختام الزيت المستخدمة في قولبة حقن السيليكون السائل. ويُشكّل إطلاق زيت السيليكون بعد عملية الفلكنة مادة تشحيم سطحية تُقلّل معامل الاحتكاك إلى 0.15-0.20.
يقل عزم الدوران الابتدائي بنسبة 30% مقارنةً بمادة PTFE، كما ينخفض توليد حرارة الاحتكاك بنسبة 20%. وتصل طبقة زيت السيليكون إلى حالة التوازن الديناميكي خلال 24 ساعة ، مما يؤدي إلى إطالة عمر الخدمة.
مرونة نظام LSR وقدرته على تعويض انحراف العمود
يمكن لـ LSR أن يتحمل التغييرات ويستمر في منع التسرب حتى لو كان العمود غير محاذي قليلاً عن طريق تكييف نفسه مع انحراف شعاعي بمقدار 0.2 مم، مما يدل على المرونة بمعدل 75٪.
من ناحية أخرى، فإن مادة PTFE غير مرنة وستحدث تسريبات بمجرد أن يتجاوز انحراف العمود 0.1 مم، وبالتالي لا يمكن استخدامها في حالات التشغيل المعقدة.
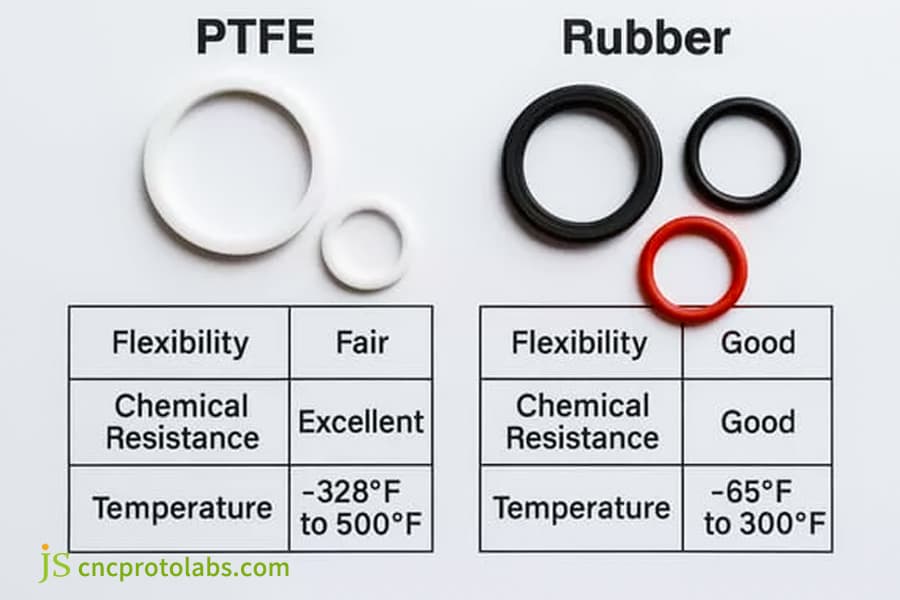
الشكل 3: مخطط مقارنة مفصل يسرد الخصائص الرئيسية مثل المرونة والمقاومة الكيميائية ونطاق درجة الحرارة لمواد مطاط السيليكون ومادة PTFE المستخدمة في موانع التسرب ذات درجات الحرارة العالية.
ما هي ميزات قولبة حقن المطاط المخصصة التي تمنع فشل مانع التسرب عند بدء التشغيل البارد؟
تتعرض موانع التسرب للتصلب والتلف أثناء بدء التشغيل البارد في المناطق شديدة البرودة. يضمن قولبة حقن المطاط المخصصة ، من خلال تصميم خاص وتحسين التركيبة، إحكامًا مستقرًا عند درجة حرارة -50 درجة مئوية، مما يساعدك على تقليل خسائر الضمان والتكيف مع ظروف البرودة الشديدة.
آلية فشل التصلب في الأختام المطاطية في البيئات شديدة البرودة
تميل معظم أنواع المطاط الشائعة الاستخدام إلى أن تصبح شديدة الصلابة عند تعرضها لدرجات حرارة منخفضة. في الواقع، تزداد صلابة مطاط HNBR من 70 شور A إلى 95 شور A في أسوأ ظروف الجليد (-40 درجة مئوية).
لذلك يصل ضغط الزيت أثناء بدء التشغيل البارد إلى 300 كيلو باسكال، وعند حافة الختم في الاتجاه المعاكس، يميل هذا الضغط إلى عدم التشوه مما يسهل حدوث تلف يؤدي إلى تسرب الزيت، وبالتالي الإضرار بشكل خطير بصورة منتجك ذي العلامة التجارية أو حتى تدميرها، مما يؤدي إلى زيادة تكاليف ما بعد البيع بسبب فقدان العملاء.
كيف يتكيف تصميم تعويض تخزين الطاقة باستخدام الزنبرك المعدني مع درجات الحرارة المنخفضة
تُدمج عملية حقن المطاط المخصصة حلقة زنبركية معدنية في حافة السيليكون المانعة للتسرب، مما يوفر قوة تثبيت شعاعية ثابتة تتراوح بين 5 و15 نيوتن، لا تتأثر بدرجة الحرارة. ويمكنها تعويض قوة منع التسرب عند درجات الحرارة المنخفضة، مما يضمن ضغط تلامس لا يقل عن 0.15 ميجا باسكال ويمنع تلف مانع التسرب.
الحفاظ على مرونة تركيبات السيليكون الفينيلية الخاصة في درجات الحرارة المنخفضة
تعمل تركيبات فينيل السيليكون على خفض درجة حرارة التحول الزجاجي إلى -60 درجة مئوية أو -100 درجة مئوية.
تتميز هذه التركيبات بقدرتها على تحقيق معدل ارتداد ضغط يصل إلى 85% عند درجة حرارة -50 درجة مئوية، وتفاوت في الصلابة يصل إلى 5 درجات على مقياس شور A، وزيادة بنسبة 50% في تحمل ضغط الزيت عند بدء التشغيل البارد. لدينا تركيبات تحتوي على الفينيل يمكن تعديلها لتناسب احتياجاتكم.
كيفية اختيار خدمات التشكيل بالحقن التي تلبي معايير IATF 16949؟
لا يمكن الاستهانة باختيار خدمات التشكيل بالحقن التي تتوافق مع معايير IATF 16949 عند الحصول على مكونات مثل موانع التسرب الخاصة بالسيارات.
بشكل أساسي، يجب عليك إيلاء الاهتمام للإمكانات التقنية لمقدم الخدمة بالإضافة إلى تدابير مراقبة الجودة، ولكن لا تنسى أنه يجب عليك أيضًا الالتزام بمعايير ISO 9001:2015 .
لا قيمة للقدرة الفنية للمورد بدون تقييم شامل: ثلاث نقاط يجب مراعاتها
لتحقيق أقصى استفادة من مزود خدمة التشكيل بالحقن، لا يتعين عليك فقط التعمق في خبرتهم الإنتاجية، بل يجب عليك أيضًا صياغة قائمة بثلاثة مؤشرات فنية رئيسية ستساعدك على تقييم جودة المنتج:
- القدرة على الفحص البصري الآلي: هل المورد قادر على تطبيق نظام فحص بصري آلي قائم على الذكاء الاصطناعي يمكنه فحص أكثر من 300 وحدة في 60 ثانية لضمان شحن البضائع الخالية من العيوب فقط؟
- اختبار قوة الترابط: هل يمتلك المورد القدرة على توفير منحنيات قوة السحب القياسية للركائز المختلفة لضمان أن يكون الختم ملتصقًا بإحكام بالركيزة؟
- محاكاة التقادم على المنصة: هل المورد مجهز باختبارات محاكاة ظروف التشغيل ولديه الكفاءة في إصدار تقرير شامل للتحقق من صحة الخلايا الكهروضوئية؟
أهمية فحوصات النظافة والفحص المستمر للأبعاد
تُعدّ النظافة الصارمة أساس جودة موانع التسرب في صناعة السيارات. لذا، يجب أن يشمل فحص AOI المعايير التالية، مثل تفاوت قطر المقطع العرضي (0.02 مم) وسماكة الزوائد (0.05 مم).
إن جهاز الفحص البصري الآلي الخاص بنا قادر على فحص 300 قطعة في الدقيقة، ومعدل التعرف على العيوب بنسبة 99.9٪، ومعامل CPK للأبعاد يبلغ 1.33، وبالتالي يمكنه تحقيق شحنات خالية من العيوب في المليون ومساعدتك في تقليل الخسائر الناجمة عن إعادة تصنيع المنتجات.
التحقق من موثوقية الالتصاق بركائز بلاستيكية مختلفة ذات درجة حرارة عالية
تختلف قدرة الالتصاق بين أنواع البلاستيك الهندسي المختلفة ومطاط السيليكون السائل، ولذلك يُعدّ الاختبار المعياري ضروريًا. نقوم بتخصيص حلول الالتصاق لمختلف المواد الأساسية، ونصدر تقارير قوة السحب لضمان قوة تقشير تبلغ 8 نيوتن/سم، ما يلبي متطلبات الاستخدام طويل الأمد.
دراسة حالة من شركة JS Precision: حشية معدنية لشاحن توربيني ألماني من الفئة الأولى
إليكم دراسة حالة حقيقية ونتيجة تعاوننا مع مورد ألماني من المستوى الأول، حيث قمنا بحل مشكلات منع التسرب في الشاحن التوربيني عن طريق التشكيل بالقولبة باستخدام مطاط السيليكون السائل.
الخلفية والمشاكل
أظهرت حشية منع التسرب (حشية من الفولاذ المقاوم للصدأ + حشية من الجرافيت) لجانب عادم الشاحن التوربيني 2.0T من مورد ألماني من المستوى الأول الكثير من المشاكل أثناء اختبار المتانة:
- بعد 300 ساعة من التقادم، كان معدل ارتداد الجرافيت 65% فقط، وكان معدل التسرب 12 مل/دقيقة.
- كان التفاوت المسموح به في التثبيت 0.12 مم مع معدل فشل بنسبة 5٪.
- لم يكن وزن القطعة الواحدة البالغ 87 غراماً كافياً لتلبية متطلبات الوزن الخفيف. ونتيجة لذلك، لجأوا إلينا طلباً للمساعدة.
حل
بعد أن فهم فريقنا الهندسي بشكل كامل إحباطات عملائنا وتحدياتهم، قدم حلاً دقيقاً وموحداً للقولبة بالحقن باستخدام السيليكون السائل.
1. من خلال إعادة تصميم تخطيط الركيزة، تم تقليل سمك إطار الفولاذ المقاوم للصدأ من 1.2 مم إلى 0.8 مم، مما لم يوفر فقط تخفيضًا أساسيًا في الوزن ولكن أيضًا الحفاظ على قوة الهيكل.
2. إن استخدام خليط LSR المقاوم لدرجة الحرارة العالية 250 درجة مئوية ، والذي يمكنه تحمل ضغط بنسبة 15٪ عند 175 درجة مئوية لمدة 1000 ساعة، يجعله متوافقًا مع بيئة الشاحن التوربيني ذات درجة الحرارة العالية.
3. باستخدام تفاعل إضافة محفز بالبلاتين، يتم إنتاج رابطة كيميائية قوية عند واجهة LSR والفولاذ المقاوم للصدأ، مما يصل إلى قوة تقشير تبلغ 10.2 نيوتن/سم ويمنع التسرب تمامًا.
4. يستخدم هذا القالب تقنية التثبيت الفراغي مع نظام التغذية الباردة بصمام الإبرة ، مما يسمح بالتحكم في سمك الزوائد بحيث يكون أقل من 0.03 مم، وبالتالي القضاء على المخاطر المرتبطة بانفصال الزوائد وتعزيز اتساق مظهر المنتج.
5. علاوة على ذلك، نقدم تقييمات مجانية للتصميم من أجل التصنيع (DFM) لتحسين تصميم القوالب، مما يؤدي إلى تقليل وقت إرسال العينات إلى 10 أيام وتمكين العملاء من المضي قدماً بسرعة في الاختبار.
النتائج النهائية
وقد أدى الحل إلى نتائج رائعة مثل انخفاض وزن المنتج إلى 54 جرامًا، وإزالة عمليات التثبيت والتجميع المنفصلة، وتقليل وقت دورة التجميع من 40 ثانية إلى 18 ثانية، وعدم وجود أي تسرب بعد 300 ساعة من التقادم، ومعدل احتفاظ بنسبة 100٪ في اختبارات الصدمات الحرارية.
بفضل انخفاض تكلفة الوحدة بنسبة ٢٢٪، تم توفير مبلغ سنوي قدره ٩٠٠ ألف دولار أمريكي مع حجم إنتاج يبلغ مليوني وحدة. وقد بدأ الإنتاج بكميات كبيرة، وسُجّل مستوى رضا العملاء بنسبة ٩٨٪.
هل لديك احتياجات مماثلة لأختام الشواحن التوربينية أو أختام الضغط والحرارة العالية؟ أرسل رسومات منتجك لتحصل على تحليل مجاني للتصميم من أجل التصنيع (DFM) وتقييم للتكلفة. سنرد عليك خلال 24 ساعة، لمساعدتك في حل مشكلات منع التسرب بسرعة وخفض التكاليف.

الشكل 4: أربعة أختام دائرية سوداء متطابقة، كل منها يحتوي على قلب معدني داخلي، توضح نتيجة عملية التشكيل بالحقن لتطبيقات منع التسرب المتينة.
الأسئلة الشائعة
س1: ما هو نطاق درجة الحرارة الذي يمكن أن تتحمله الأجزاء المصبوبة بالمطاط السائل؟
يمكن استخدام الأجزاء المصنوعة من مطاط السيليكون السائل (LSR) بشكل متواصل في درجات حرارة تتراوح بين -50 درجة مئوية و250 درجة مئوية، كما يمكن تسخينها حتى 300 درجة مئوية لفترة وجيزة. علاوة على ذلك، تسمح تركيبة مطورة خصيصًا بتحمل درجات حرارة أعلى، مما يجعلها مناسبة لمختلف الظروف القاسية في قطاع السيارات عند درجات الحرارة المرتفعة.
س2: ما مدى انخفاض معدل الانضغاط للأجزاء المصبوبة بالمطاط السائل مقارنة بالمطاط التقليدي؟
بعد التسخين عند 175 درجة مئوية لمدة 22 ساعة، يتغير شكل مطاط السيليكون السائل بنسبة 15% فقط، بينما يتشوه مطاط النتريل بنسبة 40%، ويمكن لهذه الفجوة الكبيرة أن تقلل بشكل فعال من احتمالية فشل الختم وتؤدي إلى موثوقية أعلى للمنتج.
س3: هل يمكن لعملية التشكيل بالحقن السائل للسيليكون تحقيق ربط بدون استخدام مادة أولية مع الركائز البلاستيكية؟
الإجابة في الغالب هي نعم. فباستخدام مزيجات السيليكون السائل ذاتية اللصق، يُمكن تكوين رابطة كيميائية مباشرة مع العديد من أنواع البلاستيك الهندسي مثل البولي أميد والبولي فينيل سلفيد، مما ينتج عنه قوة تقشير تبلغ 8 نيوتن/سم أو أكثر. لذا، لا حاجة إلى مادة لاصقة، مما يعني أيضاً عملية أقل تعقيداً.
س4: هل يتطلب إحكام غلق حزمة البطارية عملية فلكنة ثانوية؟
الإجابة هي نعم، فالمعالجة الحرارية الثانوية عند درجة حرارة 200 درجة مئوية لمدة 4 ساعات يمكن أن تقلل من مستوى المركب ذي الوزن الجزيئي المنخفض من 0.8% إلى 0.08%، وبهذه الطريقة يتم استيفاء معايير نظافة حزمة البطارية وتجنب تلوث الدوائر ذات الجهد العالي.
س5: كم تستغرق دورة الإنتاج عادةً للأجزاء المصبوبة بالحقن؟
لا نحتاج إلا إلى 4-6 أسابيع من مراجعة التصميم للتصنيع (DFM) حتى تصبح عينات الإنتاج جاهزة للإنتاج بكميات كبيرة ، وهو وقت أقل بكثير من متوسط الوقت في هذا القطاع. ويمكن تعديل الجدول الزمني للإنتاج بكميات كبيرة بمرونة عالية تبعًا لمدى تعقيد القالب وحجم الطلب.
س6: ما أنواع قطع غيار السيارات التي يمكن تصنيعها باستخدام عملية التشكيل بالحقن السائل للسيليكون؟
هذه مكونات رئيسية تتعرض لدرجات حرارة عالية وضغوط عالية ونظافة عالية مثل الشواحن التوربينية وحزم البطاريات وأجسام صمامات سائل التبريد وأختام زيت العمود الدوار، والتي تعد جزءًا من مجموعة نقل الحركة والأنظمة الإلكترونية.
س7: هل من الضروري الحصول على شهادة IATF 16949 لخدمات التشكيل بالحقن؟
لا شك أن شهادة IATF 16949 أصبحت شرطاً أساسياً للموردين في صناعة السيارات. ونحن نحمل هذه الشهادة لنؤكد لعملائنا أن مستوى الجودة لدينا يرقى إلى معايير الصناعة.
س8: ما هي فوائد طريقة القناة الباردة مقارنة بطريقة القناة الساخنة؟
تحافظ طريقة التبريد على مركب المطاط عند درجة حرارة منخفضة تتراوح بين 20 و25 درجة مئوية، مما يمنع تصلب المركب داخل القالب. وتؤدي هذه التقنية إلى انعدام الزوائد تمامًا، واستخدام كامل للمواد، وخفض التكاليف، وتحسين تناسق المظهر.
ملخص
ينصب التركيز الرئيسي في عمليات منع التسرب لأجزاء السيارات المعرضة لدرجات حرارة عالية في الغالب على جوانب الموثوقية والكفاءة والسعر المنخفض.
تعالج عملية التشكيل بالقولبة باستخدام مطاط السيليكون السائل (LSR) مشاكل الأختام المطاطية التقليدية، وتتحمل أقسى ظروف العمل، وتخفض التكلفة وتزيد من كفاءة العملاء.
بصفتنا مزود خدمة معتمد وفقًا لمعيار IATF 16949، نقدم أيضًا خدمة متكاملة لتشكيل مطاط السيليكون السائل (LSR) بدءًا من تقييم قابلية التصنيع (DFM) وصولًا إلى تسليم الإنتاج بكميات كبيرة. تبلغ قوة الربط 8 نيوتن/سم باستخدام تقنية القنوات الباردة والتثبيت الفراغي، ويضمن فحص AOI عبر الإنترنت خلو الشحنة من أي عيوب.
قدّم رسومات منتجك للحصول على تحليل مجاني للتصميم من أجل التصنيع وتقييم التكلفة. سنرد عليك خلال 24 ساعة. تعاون معنا لحل مشاكل منع التسرب وتعزيز القدرة التنافسية لمنتجاتك.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

