

Das LSR-Umspritzen ist eine sehr zuverlässige Lösung für die Hochtemperaturabdichtung in Automobilen; es beseitigt das Problem des Dichtungsversagens vollständig und führt zu einer signifikanten Reduzierung von Garantie- und Produktionsausfällen.
LSR kann üblicherweise im Temperaturbereich von -50℃ bis 250℃ eingesetzt werden, und nach 22 Stunden bei 175℃ beträgt sein Druckverformungsrest nur 15 %, was deutlich besser ist als die 40 % des herkömmlichen NBR-Kautschuks.
Hochtemperaturleckagen in Turboladern von Autos, Siloxanverschmutzungen in EV-Batteriepacks und Dichtungsversagen bei sehr kalten Starts könnten alle durch die kombinierte Lösung der molekularen chemischen Bindung auf Substratebene und des strahlungsfreien LSR-Umspritzverfahrens überwunden werden.
Mit einer IATF 16949-Zertifizierung bietet JS Precision nicht nur Design-for-Manufacture-Bewertungen (DFM) an, sondern setzt auch kundenspezifische Produktions- und Massenproduktionsdienstleistungen fort, um das Ziel der Kostenreduzierung und Effizienzsteigerung für Ihr Unternehmen auf effektive Weise zu erreichen.
Zusammenfassung der Kernantwort
Schlüsselfragen | Kernantworten |
Definition von LSR-Umspritzen | LSR und das Substrat bilden in der Form eine chemische Bindung, um eine integrierte, nahtlose Abdichtung zu erzeugen, mit einem Betriebstemperaturbereich von -50°C bis 250°C. |
Anwendbare Szenarien im Automobilbereich | Turboladerdichtungen, Dichtungen für Elektrofahrzeug-Akkus, Kühlmittelventilgehäusedichtungen, Wellenöldichtungen und andere Hochtemperatur- und Hochdruckkomponenten. |
Vorteile gegenüber herkömmlichen Systemen | Niedrigere Druckverformungsrestrate ( ≤15 % gegenüber ≥40 % bei herkömmlichem Gummi ), bessere Elastizität und überlegene Beständigkeit gegen Wärmealterung. |
Von JS Precision angebotene Dienstleistungen | Komplette Umspritzdienstleistungen, zertifiziert nach IATF 16949, von der Mustererstellung bis zur Serienproduktion in 4-6 Wochen. |
Wichtigste Schlussfolgerungen:
- Das LSR-Umspritzen ist eine ausgezeichnete Wahl für anspruchsvolle Dichtungsanwendungen im Automobilbereich, die in einem breiten Temperaturbereich von -50℃ bis 250℃ stabil bleiben müssen.
- Die Druckverformung beträgt 15 %, was eine deutliche Verbesserung gegenüber den 40 % bei herkömmlichem Gummi darstellt.
- JS Precision bietet einen kompletten 4-6-wöchigen Umspritzservice inklusive schneller DFM-Bewertung.
Warum JS Precision für LSR-Umspritzung wählen? Expertise in der Herstellung von Automobildichtungen
Wenn Sie Dichtungskomponenten für die Automobilindustrie mit hohen Temperaturen liefern, ist die Auswahl eines zuverlässigen Anbieters von Umspritzdienstleistungen unerlässlich, nicht nur um Beschaffungsrisiken zu vermeiden, sondern auch um Ihre Produktionskapazität zu sichern.
Mit seiner professionellen Expertise, soliden Erfahrung und maßgeblichen Zertifizierungen ist JS Precision die erste Wahl für Sie, die Automobilhersteller und die Tier-1-Zulieferer.
Unsere Produkte erfüllen sowohl die Qualitätsanforderungen der IATF 16949 für die Automobilindustrie als auch die Biokompatibilitätsstandards der ISO 10993-10 .
Dadurch eignen sich Ihre Produkte nicht nur aufgrund ihrer Beschaffenheit, sondern auch im gesamten Herstellungsprozess für diverse anspruchsvolle Situationen im Automobilbereich. Darüber hinaus werden Sie bei der Bewältigung von Qualitätsrisiken unterstützt.
JS Precision räumt Ihren wichtigsten Interessen Priorität ein:
- Die Zeitspanne von der Mustererstellung bis zur Serienproduktion, die in der Branche durchschnittlich 8-10 Wochen beträgt, kann bei uns auf 4-6 Wochen verkürzt werden. So gewinnen Sie schnell Marktanteile und verkürzen die Produkteinführungszeit.
- Die gratfreie Spritzgießtechnik in Kombination mit Kaltkanal- und Vakuumklemmtechnologie ermöglicht eine 100%ige Materialausnutzung und reduziert Ihre Materialkosten um ca. 20%.
- Ein Online-AOI-Inspektionssystem kann mehr als 300 Teile pro Minute mit einer Fehlererkennungsrate von 99,9 % prüfen. Dies garantiert fehlerfreie Lieferungen und reduziert Nacharbeits- und Arbeitskosten.
Ein deutscher Tier-1-Tier-1-Zulieferer von Automobilteilen, der aufgrund undichter Turboladerdichtungen jährlich Gewährleistungsansprüche in Höhe von über einer Million Dollar erhielt, hat durch den Wechsel zu unserem LSR-Umspritzverfahren nicht nur das Leckageproblem vollständig beseitigt, sondern ist auch 38 % leichter und 22 % billiger geworden, was bei der Herstellung von 2 Millionen Einheiten zu jährlichen Einsparungen von rund 900.000 Dollar führte.
Unser Komplettservice umfasst die DFM-Analyse, die Entwicklung einer speziellen Rezeptur und die Serienproduktion. Unsere erfahrenen Ingenieure bieten Ihnen umfassende Unterstützung, passen die Lösungen an Ihre individuellen Bedürfnisse an, helfen Ihnen, Fehler zu vermeiden und setzen Dichtungslösungen effizient um.
Wenn Sie Probleme mit der Abdichtung von Automobilen bei hohen Temperaturen haben und eine maßgeschneiderte LSR-Umspritzlösung wünschen, senden Sie uns Ihre Produktzeichnungen. Wir bieten Ihnen innerhalb von 24 Stunden eine kostenlose DFM-Analyse und Kostenbewertung, damit Sie schnell Lösungen finden und Kosten senken können.
Was ist LSR-Umspritzung für Hochtemperatur-Automobildichtungen?
Das LSR-Umspritzen ist eine Technologie, die speziell für Anwendungen mit sehr hohen Temperaturen entwickelt wurde. Wer die Definition und die Prozessprinzipien versteht, erkennt die Kernvorteile, die die Probleme herkömmlicher Dichtungen lösen können.
Die Hauptdefinition und der Prozess des LSR-Umspritzens
Beim Flüssigsilikonkautschuk-Umspritzen (LSR) wird ein zweikomponentiger Flüssigsilikonkautschuk in eine Form eingespritzt, wo er eine platinkatalysierte Additionsreaktion mit dem zuvor platzierten Substrat durchführt und so ein integriertes, chemisch gebundenes Bauteil bildet.
Dieses Verfahren unterscheidet sich von der herkömmlichen Aushärtung vor Montageprozessen .
Darüber hinaus behält das LSR-Material auch nach einer Wärmebehandlung bei 150 °C über 1000 Stunden noch 80 % seiner Zugfestigkeit, was eine lange Lebensdauer der Dichtung gewährleistet und die Kosten für Austausch und Gewährleistung reduziert.
Anders ausgedrückt: Es ist vergleichbar mit dem Aufbringen einer maßgeschneiderten, nahtlosen Silikonschutzfolie auf jedes Substrat. Durch das einteilige Formverfahren wird das Silikon fest mit dem Substrat verbunden, wodurch Leckagen direkt an der Quelle verhindert werden.
Warum diese Technologie für die Hochtemperaturdichtung in der Automobilindustrie unverzichtbar ist
Der Betriebstemperaturbereich von Kfz-Antriebssystemen erreicht 300 °C (-50 °C bis 250 °C), wodurch die Leistung herkömmlicher Gummidichtungen stark nachlässt. Die drei Hauptvorteile des LSR-Umspritzens werden daher für Sie unerlässlich:
- Stabilität über einen großen Temperaturbereich: Behält seine Elastizität und Dichtungsfähigkeit im Temperaturbereich von -50℃ bis 250℃ unverändert bei und ist in der Lage, kurzzeitige Einwirkung von 300℃ zu tolerieren.
- Durch die chemische Verklebung werden Montagespalte vermieden, und eine Schälfestigkeit von 8 N/cm gewährleistet, dass es aufgrund von Fehlausrichtungen zu keinen Leckagen kommt.
- Sehr gute Beständigkeit gegen bleibende Verformung: Eine Verformungsrate von 15 % bei 175 °C über 22 Stunden, was deutlich besser ist als die 40 % bei herkömmlichem NBR-Kautschuk und somit die Ausfallwahrscheinlichkeit verringert.
Leistungsvergleich von LSR- und herkömmlichen Gummidichtungen
Leistungsindikatoren | LSR (Flüssigsilikonkautschuk) | NBR (Traditioneller Nitrilkautschuk) | FKM (Fluorkautschuk) | EPDM (Ethylen-Propylen-Dien-Monomer-Kautschuk) |
Betriebstemperaturbereich | -50 °C bis 250 °C (kurzzeitig bis 300 °C). | -40 °C bis 120 °C | -20 °C bis 200 °C | -40 °C bis 150 °C |
Druckverformungsrestrate bei 175°C × 22 Stunden | ≤15% | ≥40% | ≥25% | ≥35% |
Bindungsmethode mit Substrat | Chemische Bindungen auf molekularer Ebene (ohne Primer). | Mechanische Verbindung (Klebstoff erforderlich). | Mechanische Verbindung (Klebstoff erforderlich). | Mechanische Verbindung (Klebstoff erforderlich). |
Zugfestigkeitserhalt nach Wärmebehandlung bei 150 °C × 1000 Stunden | ≥80% | ≤50% | ≥65% | ≤60% |
Schälfestigkeit | ≥8 N/cm | ≤3 N/cm | ≤4 N/cm | ≤3,5 N/cm |
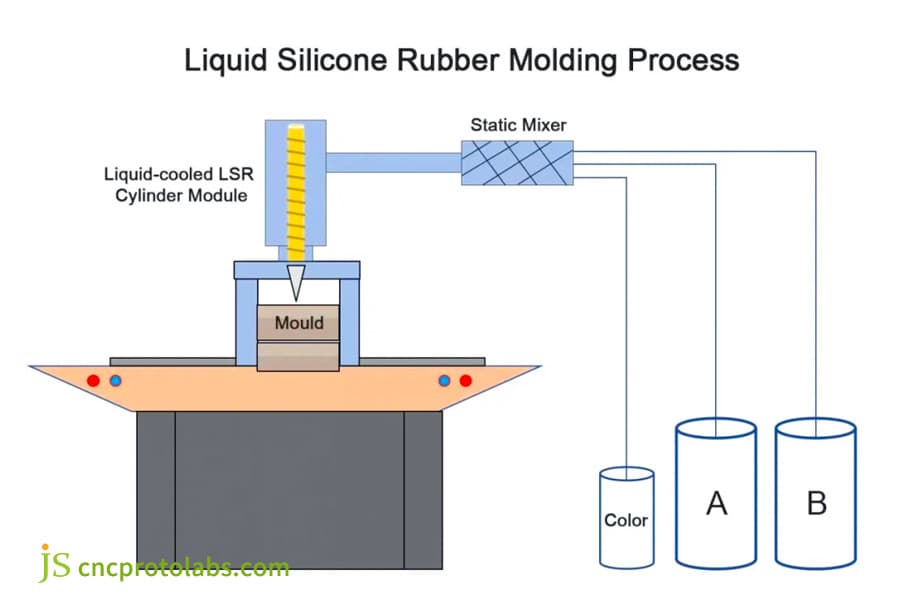
Abbildung 1: Ein technisches Diagramm, das den Spritzgießprozess von Flüssigsilikonkautschuk (LSR) veranschaulicht und den statischen Mischer, das flüssigkeitsgekühlte Zylindermodul und die Form für die Herstellung von Hochtemperaturdichtungen zeigt.
Wie verhindert Silikon-Umspritzung Leckagen an Turboladerdichtungen?
Die Abdichtung von Turboladern stellt seit jeher ein Problem dar. Die integrierte Silikonumspritzung ohne externe Dichtungselemente kann Leckagen sogar direkt an der Quelle stoppen, indem sie eine präzise und perfekte Passform für die Betriebsbedingungen des Turboladers mit sehr hohen Temperaturen und Drücken gewährleistet.
Hohe Temperaturen und hoher Druck: Herausforderungen, denen sich Turboladerdichtungen stellen müssen.
Beide Seiten eines Turboladers – Ansaug- und Abgasseite – arbeiten unter extremen Bedingungen. Der Druck auf der Ladeseite beträgt 2,5-3,0 bar und weist zudem hochfrequente Pulsationen auf. Die Temperatur auf der Abgasseite schwankt zwischen 180℃ und 220℃ mit Spitzenwerten von bis zu 250℃.
Geringfügige Unregelmäßigkeiten auf der Oberfläche des Metallflansches können leicht zu Leckagen führen, die mit herkömmlichen Dichtungen nicht abgedichtet werden können. Dies verursacht Gas- und Ölleckagen und erhöht letztendlich die Garantiekosten.
Integrierte Formlösung für Metallskelett und Silikondichtlippe
Durch das Silikon-Umspritzen lassen sich elastische Dichtungsrippen am Metallflanschrand erzeugen. Die Silikonhaut ist so beschaffen, dass sie sich beim Anziehen der Schrauben verformt und die mikroskopischen Unebenheiten der Metallflanschoberfläche ausfüllt.
Die Shore-Härte von LSR liegt zwischen 20 und 70 und ist ein einstellbarer Parameter. Ein Kompressionsverhältnis von 15 % bis 25 % ist optimal, wodurch die Schutzart IP67/IP68 erreicht wird . Die chemische Bindung verhindert zudem Leckagen durch Alterung.
Optimierte Parameter für eine Antipulsationsdruckstruktur
Durch die Integration einer 2 mm breiten und 0,3 mm tiefen Druckentlastungsnut oder eines 1,5 mm großen Ölrücklauflochs in die Form sowie durch die Verwendung einer LSR-Formel mit einem Elastizitätsmodul von 3-5 MPa können Druckimpulse um 60 % gedämpft werden, was auch zu einer Verbesserung der Dichtungssicherheit führt.
Haben Sie Probleme mit undichten Turboladerdichtungen? Kontaktieren Sie unsere Ingenieure für eine kostenlose DFM-Analyse und maßgeschneiderte Silikon-Umspritzungslösungen, um Blow-by- und Ölleckageprobleme schnell zu beheben.
Welche Parameter des Umspritzverfahrens gewährleisten auslaufsichere Akkudichtungen?
Die Dichtigkeit von Akkus in Elektrofahrzeugen ist von höchster Wichtigkeit. Nur durch die Beherrschung des Umspritzverfahrens lassen sich Leckagen, die Einhaltung von Reinheits- und Dichtungsstandards sowie die Beseitigung von Sicherheitsrisiken garantieren .
Besondere Anforderungen an die Abdichtung und Sauberkeit von Akkus für Elektrofahrzeuge
Eine partikuläre Verunreinigung von Hochspannungskreisen mit feinen Siloxanmolekülen, die aus den Dichtungen des Batteriepack-Versiegelungssystems freigesetzt werden, kann zu Kurzschlüssen führen und somit die After-Sales-Risiken erhöhen.
Die LSR-Platinhärtung erzeugt keine Nebenprodukte. Sie entspricht den VDA 277 VOC- und IATF 16949:2016 -Vorschriften, gewährleistet eine kontinuierliche Dichtwirkung von -40 °C bis 180 °C, ist beständig gegen Elektrolytkorrosion und weist nach 22 Stunden bei 70 °C ein Kompressionsverhältnis von 10 % auf.
Durch einen zweiten Härtungsprozess werden flüchtige Substanzen entfernt.
Durch eine Nachhärtung bei 200℃ für 4 Stunden kann der Anteil an LSR-Niedermolekularverbindungen von 0,8% auf 0,08% reduziert werden, wodurch ein Formteil entsteht, das frei von Ölnebel ist und eine Oberflächenenergie von 22 mN/m aufweist, die die Reinheitsanforderungen des Batteriepacks vollständig erfüllt.
Dies ist vergleichbar mit der gründlichen Reinigung der Dichtungen des Akkupacks – Beseitigung von Schmutz und Verunreinigungen, Vermeidung von Kurzschlussgefahren und Verringerung der Reklamationen nach dem Kauf.
Kaltkanal- und Vakuumklemmung erreichen gratfreie Kontrolle
Das Ablösen von Blitzmaterial ist ein großes Problem im Batterieherstellungsprozess, da es Kurzschlüsse verursachen kann, indem es einen Weg für Fremdkörper in das Batteriepack bietet.
Beim Umspritzen handelt es sich um ein Spritzgießverfahren, bei dem durch einen 90-110℃ kalten Kanal und unter Verwendung eines Vakuumniveaus von -0,095 MPa die Gratdicke auf <0,02 mm begrenzt werden kann.
Durch den Einsatz der Online-Sichtprüfung können zudem risikobehaftete Bauteile aussortiert werden, sodass letztendlich ein Zielwert von PPM=0 erreicht werden kann.
Prozessparameter | Parameterbereich | Kontrollziel | Kundenvorteile | Prüfstandards |
Kaltlauftemperatur | 90-110 °C | Eine vorzeitige Vulkanisation der Mischung ist zu vermeiden. | Materialverschwendung reduzieren und Kosten senken. | Temperaturschwankung ≤±5°C. |
Vakuumgrad | ≤-0,095 MPa | Gratfreies Spritzgießen. | Verhindern Sie das Ablösen des Blitzgeräts und gewährleisten Sie die Sicherheit der Batterie. | Vakuumstabilität ≥95%. |
Nachhärtungstemperatur | 200 °C | Niedermolekulare Substanzen entfernen. | Siloxanausfällung vermeiden und Hochspannungskreise schützen . | Gehalt an niedermolekularen Substanzen ≤0,08%. |
Nachhärtungszeit | 4 Stunden | Ausreichende Entfernung flüchtiger Bestandteile. | Verbessern Sie die Sauberkeit der Dichtungen und verlängern Sie deren Lebensdauer. | Oberflächenenergie ≥22mN/m. |
Online-Erkennungsgeschwindigkeit | ≥300 Stück/Minute | Lieferung ohne Mängel. | Nacharbeiten reduzieren und die Produktionseffizienz steigern. | Fehlererkennungsrate ≥99,9%. |
Benötigen Sie ein maßgeschneidertes Umspritzverfahren für Akkupacks? Übermitteln Sie detaillierte Anforderungen, erhalten Sie genaue Angebote und Produktionszyklusprognosen und lassen Sie sich von professionellen Ingenieuren während des gesamten Prozesses begleiten, um die Dichtigkeit zu gewährleisten.
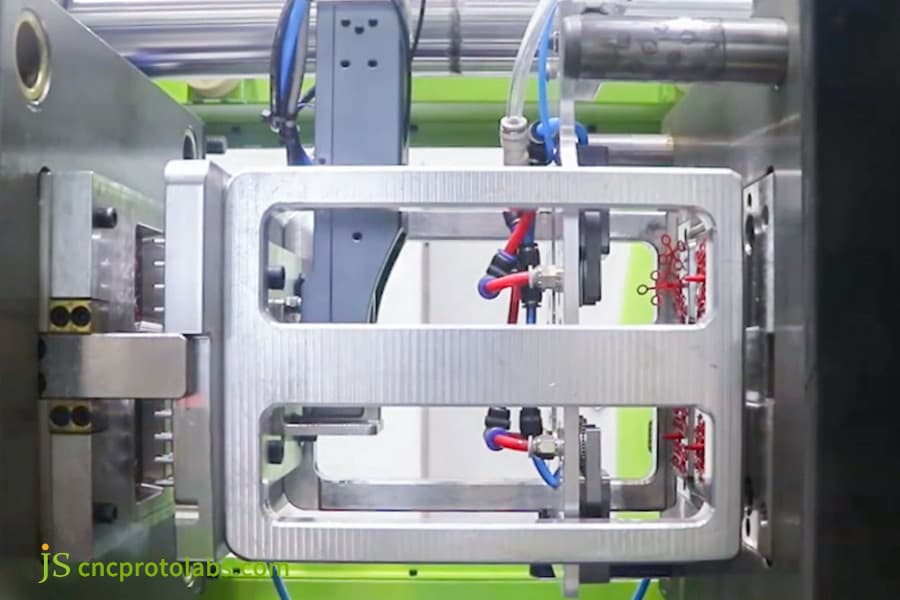
Abbildung 2: Detailansicht des Inneren einer Metallumspritzform, die komplizierte Kanäle, Komponenten und angeschlossene Schläuche zur präzisen Prozesssteuerung bei der Dichtungsherstellung zeigt.
Ist das Umspritzen von Spritzgussteilen ideal für leichte thermische Dichtungen von Elektrofahrzeugen?
Leichtbau ist der Hauptfaktor für die Reichweitensteigerung von batterieelektrischen Fahrzeugen. Durch das Umspritzen im Spritzgussverfahren lassen sich Abdichtung und Rahmenkonstruktion in einem Arbeitsgang realisieren. Neben der Gewichtsreduzierung bleibt die Dichtigkeit erhalten, wodurch ein doppelter Nutzen für den Anwender entsteht.
Wärmemanagementsysteme für Elektrofahrzeuge: Doppelte Anforderungen an Gewichtsreduzierung und Leistungssteigerung
Im Vergleich zu Aluminiumlegierungen sind die technischen Kunststoffe PA66/PPA nur 45 % schwerer. Durch die direkte Einbettung des LSR-Dichtungselements in das Kunststoffgehäuse entfällt die Notwendigkeit separater Dichtungen und Baugruppen. Dies ermöglicht gleichzeitig ein geringeres Gewicht, eine höhere Leistungsfähigkeit und Kosteneinsparung.
Kosten-Nutzen-Analyse des Ersatzes von Stahl durch Kunststoffe und der funktionalen Integration
Vergleichsartikel | Traditionelle Bauweise (Gehäuse aus Aluminiumlegierung + separate Gummidichtung) | Spritzgießverfahren mit Umspritzung (PA66/PPA-Skelett + integrierte LSR-Dichtung) | Kundenvorteile |
Gewicht | Typischerweise 380 g (Kühlmittelventilkörper). | Typischerweise 210 g (Kühlmittelventilkörper). | Gewichtsreduzierung um 40-50% und Verlängerung der Akkulaufzeit. |
Stücklistenkosten | 100 USD/Stück (Richtpreis). | 70-80 USD/Stück (Richtpreis). | Die Kosten um 20-30 % senken. |
Montageprozess | Gehäusebearbeitung → Dichtungseinbau → Schraubenanziehen (3 Schritte). | Einstufiges Spritzgießen. | Verkürzen Sie den Montagezyklus und verbessern Sie die Produktionseffizienz. |
Leckagerisiko | Hoch (Leckage ist wahrscheinlich auf Abweichungen bei der Dichtungsmontage zurückzuführen). | Sehr gering (keine Lücken in der integrierten Formgebung). | Das Leckagerisiko wird um etwa 60 % reduziert, wodurch Garantieverluste verringert werden. |
Dichtungsleistung Rückhalterate | ≤85% (nach längerem Radfahren). | ≥95% (nach langfristigem Radfahren). | Produktzuverlässigkeit verbessern und Lebensdauer verlängern. |
Einfachwirkendes Gehäuse für Kühlmittelventile: Gewichtsreduzierung um 40 % durch Wegfall von drei Arbeitsschritten
Die erste Version eines Fünfwege-Kühlmittelventilgehäuses in einem Elektroauto war ein Gehäuse aus Aluminiumlegierung mit fünf EPDM-O-Ringen, einem Gesamtgewicht von 380 g und einer Montagezeit von 65 Sekunden.
Nach der Umstellung des PA66-GF30-Gehäuses und des LSR auf ein Hybrid-Formverfahren sank das Gewicht auf 210 g, die Montagezeit betrug 15 Sekunden, der Preis pro Einheit verringerte sich um 28 % und die Dichtheitsrate blieb bei 95 %.
Warum sollte man bei Hochtemperatur-Öldichtungen LSR-Spritzgießen gegenüber PTFE wählen?
Die effektive Abdichtung dynamischer Bewegungen in Hochtemperatur-Öldichtungen ist entscheidend für die Lebensdauer des Motors. Bei dynamischen Anwendungen kann das LSR-Spritzgießen im Vergleich zu PTFE bessere Ergebnisse liefern, da es viele seiner Nachteile beseitigt.
Durch den Einsatz von kundenspezifischem Gummispritzguss in der Fertigung kann dieser an verschiedene Arten von Anwendungen mit rotierenden Wellen angepasst werden.
Die Schwächen von PTFE-Öldichtungen für die Abdichtung von Drehwellen
Aufgrund seiner Unebenheit ist PTFE ein großer Nachteil bei der Abdichtung von Drehwellen: Es erfordert eine sehr präzise Einbauexzentrizität (<0,05 mm), hat ein hohes Anlaufdrehmoment (0,8 Nm), eine kostspielige Wellenbearbeitung (Ra 0,2 μm) und kann zudem keinen Wellenrundlauf ausgleichen, was zu Leckagen und höheren Bearbeitungs- und Wartungskosten führt.
Zu den Vorteilen von LSR-Dynamiköldichtungen gehören ihre geringe Reibung und ihre selbstschmierende Eigenschaft.
Die Verwendung einer selbstschmierenden, chemisch modifizierten Formel ist ein charakteristisches Merkmal von LSR-Spritzguss-Öldichtungen. Das nach der Vulkanisation austretende Silikonöl wirkt als Oberflächenschmierstoff und reduziert den Reibungskoeffizienten auf 0,15–0,20.
Das Anlaufdrehmoment ist im Vergleich zu PTFE um 30 % geringer, und auch die Reibungswärmeentwicklung wird um 20 % reduziert. Die Silikonölschicht erreicht innerhalb von 24 Stunden ein dynamisches Gleichgewicht , was zu einer längeren Lebensdauer führt.
Widerstandsfähigkeit und Wellenrundlaufkompensationsfähigkeit von LSR
LSR kann Veränderungen standhalten und dichtet auch dann noch ab, wenn die Welle leicht falsch ausgerichtet ist, indem es sich an einen Radialschlag von 0,2 mm anpasst und dadurch eine Elastizität von 75 % aufweist.
Andererseits ist PTFE nicht elastisch und es kommt zu Leckagen, sobald der Wellenrundlauf 0,1 mm überschreitet. Daher kann es nicht für komplizierte Betriebssituationen eingesetzt werden.
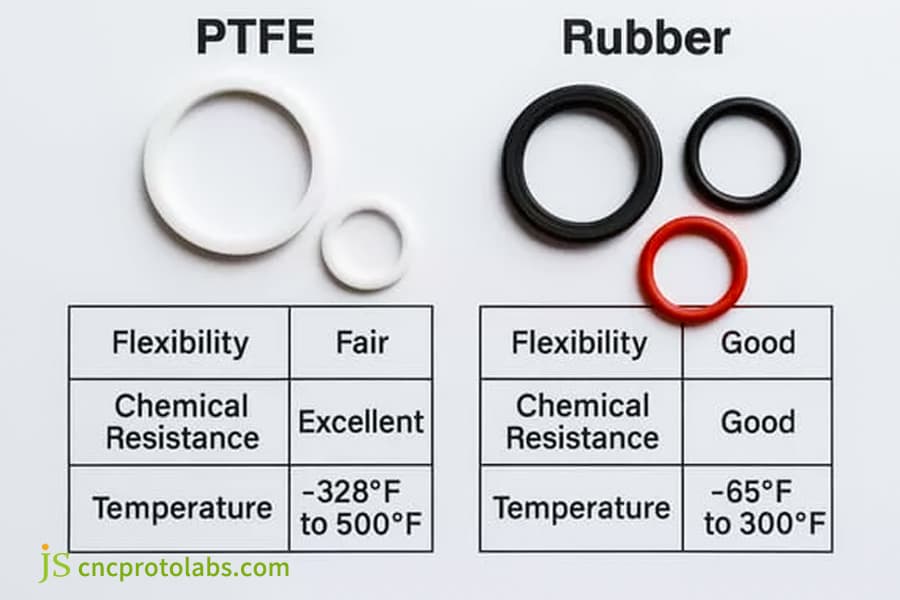
Abbildung 3: Eine detaillierte Vergleichstabelle mit wichtigen Eigenschaften wie Flexibilität, chemischer Beständigkeit und Temperaturbereich für Silikonkautschuk- und PTFE-Materialien, die in Hochtemperaturdichtungen verwendet werden.
Welche Merkmale der kundenspezifischen Gummispritzgusstechnik verhindern ein Versagen der Kaltstartdichtung?
Dichtungen neigen in extrem kalten Regionen beim Kaltstart zum Aushärten und Versagen. Kundenspezifische Gummispritzgussverfahren gewährleisten durch spezielle Konstruktion und Rezepturoptimierung eine stabile Abdichtung bei -50 °C und helfen Ihnen so, Gewährleistungsverluste zu reduzieren und sich an extreme Kältebedingungen anzupassen.
Versagensmechanismus der Aushärtung von Gummidichtungen in extrem kalten Umgebungen
Die meisten gebräuchlichen Gummisorten neigen dazu, bei niedrigen Temperaturen sehr steif zu werden. Die Härte von HNBR steigt selbst unter extremen Eisbedingungen (-40 °C) von 70 Shore A auf 95 Shore A.
Daher erreicht der Öldruck beim Kaltstart 300 kPa, und an der Dichtlippe im Rückwärtsgang neigt diese dazu, sich nicht zu verformen, was zu Beschädigungen und in der Folge zu Ölleckagen führt. Dies schädigt/zerstört ernsthaft das Image Ihres Markenprodukts und führt aufgrund von Kundenverlusten zu steigenden After-Sales-Kosten.
Wie die Energiespeicherkompensationskonstruktion mit Metallfedern mit niedrigen Temperaturen zurechtkommt
Durch ein spezielles Gummispritzgussverfahren wird ein Metallfederring in die Silikondichtlippe eingebettet, der eine konstante radiale Klemmkraft von 5–15 N gewährleistet, die von der Temperatur unbeeinflusst bleibt. Er kompensiert die Dichtkraft bei niedrigen Temperaturen, sichert einen Anpressdruck von ≥ 0,15 MPa und verhindert so ein Versagen der Dichtung.
Elastizitätserhalt bei niedrigen Temperaturen von speziellen Phenyl-Silikon-Formulierungen
Phenylsilikonformulierungen senken die Glasübergangstemperatur auf -60℃ oder -100℃.
Diese Rezepturen erreichen eine Kompressionsrückstellrate von 85 % bei -50 °C, eine Härteabweichung von 5 Shore A und eine um 50 % erhöhte Kaltstart-Öldrucktoleranz. Wir bieten Phenylgehaltsrezepturen an, die individuell auf Ihre Bedürfnisse zugeschnitten werden können.
Wie wählt man Umspritzungsdienstleistungen aus, die den IATF 16949-Standards entsprechen?
Bei der Beschaffung von Bauteilen wie beispielsweise Automobildichtungen ist die Auswahl von Umspritzdienstleistungen , die den IATF 16949-Standards entsprechen, von entscheidender Bedeutung.
Vor allem muss man auf das technische Potenzial des Dienstleisters sowie auf die Qualitätskontrollmaßnahmen achten; vergessen Sie aber nicht, dass man auch die Normen der ISO 9001:2015 einhalten sollte .
Die technische Leistungsfähigkeit eines Lieferanten ist ohne eine gründliche Bewertung wertlos: Drei zu beachtende Punkte
Um das Beste aus einem Anbieter von Umspritzungsdienstleistungen herauszuholen, müssen Sie nicht nur tief in dessen Produktions-Know-how eintauchen, sondern auch eine Liste mit drei wichtigsten technischen Indikatoren erstellen, die Ihnen bei der Beurteilung der Produktqualität helfen:
- Automatisierte visuelle Inspektionsfähigkeit: Ist der Lieferant in der Lage, eine KI-basierte AOI zu implementieren, die über 300 Einheiten in 60 Sekunden prüfen kann, um sicherzustellen, dass nur fehlerfreie Waren versendet werden?
- Prüfung der Haftfestigkeit: Ist der Lieferant in der Lage, standardisierte Auszugskraftkurven für verschiedene Substrate bereitzustellen, um sicherzustellen, dass die Dichtung fest mit dem Substrat verbunden ist?
- Alterungssimulation im Labor: Verfügt der Lieferant über die nötigen Geräte für Betriebssimulationstests und ist er in der Lage, einen umfassenden PV-Verifizierungsbericht auszustellen?
Die Bedeutung von Sauberkeitskontrollen und kontinuierlicher Dimensionsprüfung
Absolute Sauberkeit ist von zentraler Bedeutung für die Qualität von Automobildichtungen. Die AOI-Prüfung muss daher die entsprechenden Parameter abdecken, z. B. die Toleranz des Querschnittsdurchmessers (0,02 mm) und die Gratdicke (0,05 mm).
Unsere AOI-Maschine ist in der Lage, 300 Teile pro Minute zu prüfen, hat eine Fehlererkennungsrate von 99,9 % und einen dimensionalen CPK-Wert von 1,33. Dadurch können fehlerfreie Lieferungen ohne Ausfälle erreicht und Sie bei der Minimierung von Verlusten durch Nacharbeiten unterstützt werden.
Zuverlässigkeitsprüfung der Verklebung mit verschiedenen Hochtemperatur-Kunststoffsubstraten
Die Haftfestigkeit verschiedener technischer Kunststoffe auf LSR ist unterschiedlich, weshalb standardisierte Prüfungen unerlässlich sind. Wir entwickeln individuelle Haftlösungen für unterschiedliche Substrate und erstellen Auszugskraftmessungen, um eine Schälfestigkeit von 8 N/cm zu gewährleisten und somit die Anforderungen für den Langzeiteinsatz zu erfüllen.
JS Precision Fallstudie: Metalldichtung für einen deutschen Tier-1-Turbolader
Hier ist eine reale Fallstudie und das Ergebnis unserer Zusammenarbeit mit einem deutschen Tier-1-Zulieferer, bei der wir Probleme mit der Turboladerabdichtung durch LSR-Umspritzung gelöst haben.
Hintergrund und Probleme
Die Dichtung (Edelstahl + Graphitdichtung) der Abgasseite des 2.0T-Turboladers eines deutschen Tier-1-Zulieferers wies während des Dauerlaufs zahlreiche Probleme auf:
- Nach 300 Stunden Alterung betrug die Rückprallrate des Graphits nur noch 65 %, die Leckrate lag bei 12 ml/min.
- Die Niettoleranz betrug 0,12 mm bei einer Ausfallrate von 5 %.
- Das Gewicht eines einzelnen Teils von 87 g entsprach nicht den Anforderungen an ein geringes Gewicht. Daher wandten sie sich an uns, um Hilfe zu erhalten.
Lösung
Nachdem unser Ingenieurteam die Frustrationen und Herausforderungen unserer Kunden genau verstanden hatte, präsentierte es eine präzise und einheitliche LSR- Umspritzungslösung .
1. Durch die Neugestaltung des Substratlayouts konnte die Dicke des gestanzten Edelstahlrahmens von 1,2 mm auf 0,8 mm reduziert werden, wodurch nicht nur eine primäre Gewichtsreduzierung erzielt, sondern auch die Festigkeit der Konstruktion erhalten blieb.
2. Durch den Einsatz einer bis 250 °C temperaturbeständigen LSR-Mischung , die einer Kompressionsverformung von 15 % bei 175 °C über 1000 Stunden standhält, ist sie mit der Hochtemperaturumgebung von Turboladern kompatibel.
3. Durch eine platin-katalysierte Additionsreaktion wird eine starke chemische Bindung an der Grenzfläche zwischen LSR und Edelstahl erzeugt, die eine Schälfestigkeit von 10,2 N/cm erreicht und ein Auslaufen vollständig verhindert.
4. Diese Form nutzt Vakuumklemmung mit Nadelventil-Kaltkanaltechnologie , wodurch die Gratdicke auf unter 0,03 mm begrenzt wird. Dadurch werden Risiken im Zusammenhang mit Gratablösung vermieden und die Konsistenz des Produktbildes verbessert.
5. Darüber hinaus bieten wir kostenlose DFM-Bewertungen (Design for Manufacturing) zur Verbesserung der Werkzeugkonstruktion an, wodurch sich die Musterversandzeit auf 10 Tage verkürzt und es den Kunden ermöglicht wird, schnell mit den Tests fortzufahren.
Endergebnisse
Die Lösung führte zu so großartigen Ergebnissen wie einer Verringerung des Produktgewichts auf 54 g, dem Wegfall von Nieten und separaten Montageprozessen, einer Verkürzung der Montagezykluszeit von 40 Sekunden auf 18 Sekunden, absoluter Dichtheit nach 300 Stunden Alterung und einer 100%igen Dichtungsbeständigkeit bei Thermoschocktests.
Durch die Senkung der Stückkosten um 22 % konnten bei einer Produktionsmenge von 2 Millionen Einheiten jährlich 900.000 US-Dollar eingespart werden. Die Serienproduktion hat begonnen, und die Kundenzufriedenheit liegt bei 98 %.
Benötigen Sie ähnliche Dichtungen für Turbolader oder Hochtemperatur-/Hochdruckdichtungen? Senden Sie uns Ihre Produktzeichnungen für eine kostenlose DFM-Analyse und Kostenbewertung. Wir melden uns innerhalb von 24 Stunden und helfen Ihnen, Dichtungsprobleme schnell zu lösen und Kosten zu senken.

Abbildung 4: Vier identische schwarze runde Dichtungen, jede mit einem metallischen Innenkern, die das Ergebnis eines Umspritzverfahrens für dauerhafte Dichtungsanwendungen veranschaulichen.
Häufig gestellte Fragen
Frage 1: Welchem Temperaturbereich können LSR-umspritzte Teile standhalten?
Mit LSR hergestellte Teile können dauerhaft bei Temperaturen zwischen -50 °C und 250 °C eingesetzt und kurzzeitig auf bis zu 300 °C erhitzt werden. Darüber hinaus ermöglicht eine speziell entwickelte Rezeptur eine noch höhere Temperaturbeständigkeit, die für verschiedene extreme Einsatzbedingungen im Automobilbereich bei hohen Temperaturen geeignet ist.
Frage 2: Um wie viel geringer ist der Druckverformungsrest von LSR-umspritzten Teilen im Vergleich zu herkömmlichem Gummi?
Nach 22 Stunden Erhitzen auf 175℃ verändert LSR seine Form nur um 15 %, NBR-Kautschuk hingegen verformt sich um 40 %. Dieser große Unterschied kann die Wahrscheinlichkeit eines Dichtungsversagens sehr effektiv verringern und zu einer höheren Zuverlässigkeit des Produkts führen.
Frage 3: Kann durch LSR-Umspritzen eine primerlose Verbindung mit Kunststoffsubstraten erzielt werden?
Die Antwort lautet größtenteils ja. Mit selbstklebenden LSR-Mischungen ist eine direkte chemische Verbindung mit verschiedenen technischen Kunststoffen wie PA und PPS möglich, was zu einer Schälfestigkeit von 8 N/cm oder mehr führt. Daher ist kein Klebstoff erforderlich, was den Prozess deutlich vereinfacht.
Frage 4: Ist für die Versiegelung des Akkupacks eine zusätzliche Vulkanisierung erforderlich?
Die Antwort lautet Ja, eine sekundäre Vulkanisation bei 200℃ über 4 Stunden kann den Anteil an niedermolekularen Verbindungen von 0,8% auf 0,08% senken. Dadurch werden die Reinheitsstandards für Batteriepacks erfüllt und eine Verunreinigung von Hochspannungskreisen vermieden.
Frage 5: Wie lange dauert der Produktionszyklus für Umspritzteile in der Regel?
Wir benötigen lediglich 4–6 Wochen von der DFM-Prüfung bis zur Fertigstellung der Serienmuster , was deutlich kürzer ist als der Branchendurchschnitt. Der Zeitplan für die Serienproduktion kann je nach Werkzeugkomplexität und Auftragsvolumen flexibel angepasst werden.
Frage 6: Welche Arten von Automobilteilen können mit dem LSR-Umspritzverfahren hergestellt werden?
Hierbei handelt es sich hauptsächlich um Komponenten, die hohen Temperaturen, hohem Druck und hohen Reinheitsanforderungen ausgesetzt sind, wie Turbolader, Akkus, Kühlmittelventilgehäuse und Wellendichtringe, die Teil des Antriebsstrangs und der Elektroniksysteme sind.
Frage 7: Ist für Umspritzungsdienstleistungen eine IATF 16949-Zertifizierung erforderlich?
Die IATF 16949-Norm ist zweifellos zu einer Grundvoraussetzung für Zulieferer der Automobilindustrie geworden. Wir besitzen diese Zertifizierung, um unseren Kunden zu zeigen, dass unsere Qualität den Branchenstandards entspricht.
Frage 8: Was sind die Vorteile der Kaltkanalmethode gegenüber der Heißkanalmethode?
Das Kaltkanalverfahren hält die Gummimischung bei einer niedrigen Temperatur von 20–25 °C, wodurch ein Aushärten innerhalb der Form verhindert wird. Diese Technologie führt zu absolut gratfreiem Gießen, vollständiger Materialausnutzung, Kostenreduzierung und einer gleichmäßigeren Optik.
Zusammenfassung
Der Schwerpunkt bei der Abdichtung von Automobilteilen, die hohen Temperaturen ausgesetzt sind, liegt hauptsächlich auf Zuverlässigkeit, Effizienz und niedrigem Preis.
Das Umspritzen mit Flüssigsilikonkautschuk (LSR) löst die Probleme herkömmlicher Gummidichtungen, hält auch extremen Arbeitsbedingungen stand und senkt sowohl die Kosten als auch die Effizienz der Kunden.
Als Dienstleister für die IATF 16949-Zertifizierung bieten wir Ihnen einen Komplettservice für das Umspritzen von Flüssigsilikonkautschuk (LSR) – von der DFM-Analyse bis zur Serienfertigung. Die Haftfestigkeit beträgt 8 N/cm dank Kaltkanal- und Vakuumklemmtechnik, und die Online-AOI-Prüfung gewährleistet eine Partikelgröße von null ppm bei Auslieferung.
Senden Sie uns Ihre Produktzeichnungen für eine kostenlose DFM-Analyse und Kostenbewertung. Sie erhalten innerhalb von 24 Stunden eine Antwort. Arbeiten Sie mit uns zusammen, um Dichtungsprobleme zu lösen und die Wettbewerbsfähigkeit Ihrer Produkte zu steigern.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

