

A sobremoldagem com LSR é uma solução muito confiável para vedação em altas temperaturas em automóveis, eliminando completamente o problema de falhas de vedação e levando a uma redução significativa nas perdas de garantia e produção.
O LSR geralmente pode operar na faixa de temperatura de -50℃ a 250℃ e, após 22 horas a 175℃, sua deformação permanente por compressão será de apenas 15%, o que é muito melhor do que os 40% da borracha NBR convencional.
Vazamentos em altas temperaturas em turbocompressores de automóveis, poluição por siloxano em baterias de veículos elétricos e falhas de vedação durante partidas a frio extremo podem ser superados pela solução combinada de ligações químicas moleculares em nível de substrato e processo de sobremoldagem de LSR sem rebarbas.
Com a certificação IATF 16949, a JS Precision não só oferece avaliação de projeto para fabricação (DFM), como também presta serviços de produção personalizada e em massa, atingindo o objetivo de redução de custos e aumento da eficiência para o seu negócio de forma eficaz.
Resumo da Resposta Principal
Questões-chave | Respostas Essenciais |
Definição de sobremoldagem LSR | O LSR e o substrato formam uma ligação química no molde para criar uma vedação integrada e sem emendas, com uma faixa de temperatura operacional de -50°C a 250°C. |
Cenários Automotivos Aplicáveis | Vedações de turbocompressores, vedações de baterias de veículos elétricos, vedações do corpo da válvula de refrigeração, retentores de óleo do eixo rotativo e outros componentes de alta temperatura e alta pressão. |
Vantagens em relação aos esquemas tradicionais | Menor taxa de deformação permanente por compressão ( ≤15% vs. ≥40% para borracha tradicional ), melhor resiliência e resistência superior ao envelhecimento térmico. |
Serviços prestados pela JS Precision | Serviços completos de sobremoldagem certificados pela IATF 16949, desde a amostra até a produção em massa em 4 a 6 semanas. |
Principais conclusões:
- A sobremoldagem com LSR é uma excelente opção para aplicações de vedação automotiva exigentes que precisam permanecer estáveis em uma ampla faixa de temperatura, de -50°C a 250°C.
- A deformação permanente por compressão é de 15%, o que representa um grande avanço em relação aos 40% da borracha tradicional.
- A JS Precision oferece um serviço completo de sobremoldagem com prazo de entrega de 4 a 6 semanas, incluindo avaliação rápida de DFM (Design for Manufacturing).
Por que escolher a JS Precision para sobremoldagem de LSR? Fabricação especializada de vedações automotivas.
Se você fornece componentes de vedação automotiva para altas temperaturas, selecionar um fornecedor de serviços de sobremoldagem confiável é fundamental não apenas para evitar riscos de aquisição, mas também para garantir sua capacidade de produção.
Com sua expertise profissional, sólida experiência e certificações de renome, a JS Precision é a primeira escolha para você, para as montadoras e para os fornecedores de primeiro nível.
Nossos produtos atendem aos requisitos de qualidade da norma IATF 16949 para a indústria automotiva e aos padrões de biocompatibilidade da norma ISO 10993-10 .
Dessa forma, seus produtos estarão adequados para diversas situações exigentes no setor automotivo, não apenas em termos de qualidade dos produtos em si, mas também ao longo de todo o processo. Além disso, você receberá auxílio para superar os riscos de não conformidade com os padrões de qualidade.
JS Precision prioriza seus principais interesses:
- O tempo entre a produção de amostras e a produção em massa, que normalmente leva de 8 a 10 semanas em média no setor, pode ser reduzido para 4 a 6 semanas conosco, ajudando você a ganhar participação de mercado rapidamente e a reduzir o tempo de lançamento do produto.
- Moldagem sem rebarbas combinada com tecnologia de canal frio e fechamento a vácuo, aproveitamento de 100% do material, o que reduzirá diretamente seus custos com materiais em aproximadamente 20%.
- Um sistema de inspeção AOI online pode verificar mais de 300 peças por minuto com uma taxa de identificação de defeitos de 99,9%. Isso garante zero envios de peças com defeito por milhão (PPM) e menos custos com retrabalho e mão de obra.
Um fornecedor alemão de peças automotivas de primeira linha, que recebia anualmente mais de um milhão de dólares em reclamações de garantia devido a vazamentos em juntas de turbocompressores, não só eliminou completamente o problema de vazamento após a adoção do nosso serviço de sobremoldagem LSR, como também obteve uma redução de 38% no peso e de 22% no custo, o que resultou em uma economia de cerca de 900 mil dólares por ano na produção de 2 milhões de unidades.
Nosso serviço completo inclui avaliação de DFM (Design for Manufacturing), desenvolvimento de formulações especiais e entrega em produção em massa. Engenheiros especializados oferecem suporte integral, adaptando soluções às suas necessidades específicas, orientando você para evitar erros e executando soluções de vedação com eficiência.
Se você está enfrentando dificuldades com a vedação automotiva em altas temperaturas e deseja uma solução personalizada de sobremoldagem de LSR, envie seus desenhos de produto. Forneceremos uma análise de DFM e uma avaliação de custos gratuitas em até 24 horas para ajudá-lo a resolver problemas rapidamente e reduzir custos.
O que é a sobremoldagem de LSR para vedações automotivas de alta temperatura?
A sobremoldagem de LSR é uma das tecnologias projetadas especificamente para cenários que envolvem temperaturas muito altas. Se você entender claramente sua definição e princípios de processo, poderá identificar seu principal valor : a capacidade de solucionar os problemas das vedações tradicionais.
Definição e processo principais de sobremoldagem de LSR
A sobremoldagem com borracha de silicone líquida (LSR) é o processo de injeção de uma borracha de silicone líquida bicomponente em um molde, onde ocorre uma reação de adição catalisada por platina com o substrato previamente posicionado, formando assim um componente integrado e quimicamente ligado.
Essa técnica é diferente dos processos tradicionais de cura antes da montagem .
Além disso, mesmo após ser submetido a envelhecimento térmico a 150°C por 1000 horas, o material LSR mantém 80% de sua resistência à tração, o que garante que a vedação permanecerá confiável por um longo período, reduzindo os custos de substituição e garantia.
Em outras palavras, é semelhante a revestir cada substrato com uma película protetora de silicone personalizada e sem emendas. O método de moldagem em peça única resulta na adesão firme do silicone ao substrato, o que significa que os vazamentos serão evitados desde a sua origem.
Por que a vedação automotiva de alta temperatura não pode prescindir desta tecnologia
A faixa de temperatura de operação do sistema de energia automotivo atinge 300 °C (de -50 °C a 250 °C), e o desempenho das vedações de borracha tradicionais se deteriora severamente. As três principais vantagens da sobremoldagem em LSR tornam-se essenciais para você:
- Estabilidade em uma ampla faixa de temperatura: Mantém sua elasticidade e capacidade de vedação inalteradas na faixa de temperatura de -50℃ a 250℃, com capacidade de tolerar exposição de curto prazo a 300℃.
- A adesão química elimina as folgas de montagem, e uma resistência ao descascamento de 8 N/cm garante que não haja vazamentos devido ao desalinhamento.
- Excelente resistência à deformação permanente: uma taxa de deformação de 15% a 175°C durante 22 horas, significativamente superior aos 40% da borracha NBR tradicional, reduzindo assim a probabilidade de falhas.
Comparação de desempenho entre vedações de borracha LSR e vedações de borracha tradicionais
Indicadores de desempenho | LSR (Borracha de Silicone Líquida) | NBR (Borracha Nitrílica Tradicional) | FKM (Fluororubber) | EPDM (Borracha de Monômero de Etileno Propileno Dieno) |
Faixa de temperatura operacional | -50°C a 250°C (300°C por curtos períodos). | -40°C a 120°C | -20°C a 200°C | -40°C a 150°C |
Taxa de compressão definida a 175°C por 22 horas | ≤15% | ≥40% | ≥25% | ≥35% |
Método de ligação com o substrato | Ligações químicas em nível molecular (sem introdução). | Colagem mecânica (adesivo necessário). | Colagem mecânica (requer adesivo). | Colagem mecânica (adesivo necessário). |
Taxa de retenção da resistência à tração após envelhecimento térmico a 150°C por 1000 horas. | ≥80% | ≤50% | ≥65% | ≤60% |
Força de Descascamento | ≥8N/cm | ≤3N/cm | ≤4N/cm | ≤3,5 N/cm |
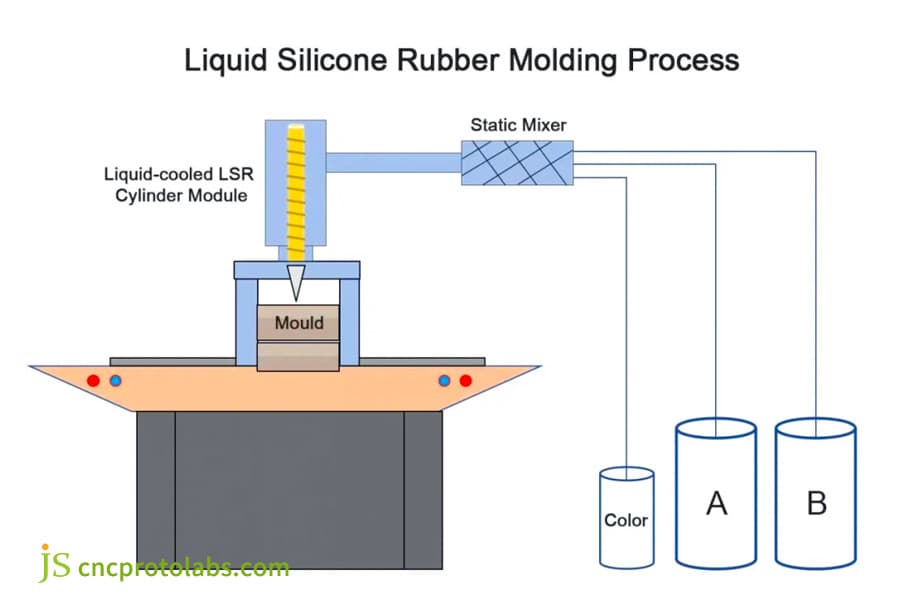
Figura 1: Diagrama técnico ilustrando o processo de moldagem por injeção de borracha de silicone líquida (LSR), mostrando o misturador estático, o módulo de cilindro refrigerado a líquido e o molde para produção de vedação de alta temperatura.
Como a sobremoldagem com silicone previne vazamentos em juntas de turbocompressores?
A vedação de turbocompressores tem sido um problema constante. A sobremoldagem integrada de silicone, sem quaisquer componentes de vedação externos, pode até mesmo estancar vazamentos na origem, proporcionando um encaixe preciso e perfeito para as condições de operação do turbocompressor, que envolvem temperaturas e pressões extremamente elevadas.
Desafios de alta temperatura e alta pressão que as vedações do turbocompressor precisam enfrentar.
Ambos os lados de um turbocompressor - admissão e escape - operam sob condições muito severas; a pressão no lado de sobrealimentação é de 2,5 a 3,0 bar e também apresenta pulsação de alta frequência; a temperatura no lado de escape varia de 180 °C a 220 °C, com picos de até 250 °C.
Pequenas irregularidades na superfície do flange metálico podem facilmente resultar em caminhos de vazamento que não podem ser vedados por juntas tradicionais, causando vazamento de gás, vazamento de óleo e, eventualmente, aumentando os custos de garantia.
Solução de moldagem integrada para esqueleto metálico e lábio de vedação de silicone
A sobremoldagem com silicone permite criar nervuras de vedação elásticas na borda do flange metálico. A camada de silicone é projetada para se deformar e preencher as irregularidades microscópicas na superfície do flange metálico quando os parafusos são apertados.
A dureza Shore do LSR varia de 20 a 70 graus, sendo um parâmetro ajustável, e a taxa de compressão ideal entre 15% e 25% resulta em um nível de vedação IP67/IP68 . Além disso, a ligação química impede vazamentos devido ao envelhecimento.
Parâmetros otimizados para estrutura de pressão antipulsante
Ao criar um sulco de alívio de pressão de 2 mm de largura e 0,3 mm de profundidade ou um orifício de retorno de óleo de 1,5 mm no molde integrado, juntamente com o uso de uma fórmula LSR cujo módulo de elasticidade é de 3 a 5 MPa, os pulsos de pressão podem ser atenuados em 60%, o que também levará a uma melhoria na confiabilidade da vedação.
Enfrentando problemas de vazamento nas vedações do turbocompressor? Entre em contato com nossos engenheiros para uma avaliação DFM gratuita e soluções personalizadas de sobremoldagem de silicone para resolver rapidamente problemas de vazamento de óleo e gases de escape.
Quais parâmetros do processo de sobremoldagem garantem a vedação perfeita das baterias?
A segurança da vedação das baterias em veículos elétricos é de extrema importância. Dominar o processo de sobremoldagem é a única maneira de garantir a ausência de vazamentos , a conformidade com os padrões de limpeza e vedação e a eliminação de riscos à segurança.
Necessidades específicas de vedação e limpeza de baterias de veículos elétricos
A contaminação por partículas finas de siloxano liberadas pelas vedações do sistema de vedação da bateria em circuitos de alta tensão pode causar curtos-circuitos e, consequentemente, aumentar os riscos pós-venda.
A cura de platina em LSR não gera subprodutos. Está em conformidade com as normas VDA 277 VOC e IATF 16949:2016 , suporta vedação contínua de -40 °C a 180 °C, resiste à corrosão por eletrólitos e apresenta uma taxa de compressão de 10% após 22 horas a 70 °C.
O processo de cura secundária remove substâncias voláteis.
A cura secundária a 200 °C durante 4 horas pode reduzir o nível de compostos de baixo peso molecular LSR de 0,8% para 0,08%, resultando em uma peça moldada livre de névoa de óleo e com energia superficial de 22 mN/m, atendendo plenamente aos requisitos de limpeza da bateria.
Isso é semelhante à limpeza completa das vedações da bateria – remover a sujeira e os contaminantes, prevenir riscos de curto-circuito e reduzir as reclamações pós-venda.
O sistema de canais frios e o fechamento a vácuo permitem o controle de zero rebarbas.
O desprendimento de partículas rebarbadas é uma grande preocupação no processo de produção de baterias, pois pode causar curtos-circuitos ao fornecer um caminho para a entrada de objetos estranhos no conjunto de baterias.
A sobremoldagem é uma técnica de moldagem por injeção que utiliza um sistema de canais frios a 90-110°C e um nível de vácuo de -0,095MPa, permitindo controlar a espessura do excesso de material para menos de 0,02mm.
Além disso, o uso da inspeção visual online permite a remoção de componentes de risco e, ao final, é possível atingir uma meta de PPM=0.
Parâmetros do processo | Intervalo de parâmetros | Alvo de controle | Benefícios para o cliente | Padrões de teste |
Temperatura do canal frio | 90-110°C | Evite a vulcanização prematura do composto. | Reduzir o desperdício de materiais e diminuir os custos. | Flutuação de temperatura ≤±5°C. |
Grau de vácuo | ≤-0,095MPa | Moldagem sem rebarbas. | Evite o desprendimento do flash e garanta a segurança da bateria. | Estabilidade do grau de vácuo ≥95%. |
Temperatura pós-cura | 200°C | Remover substâncias de baixo peso molecular. | Evite a precipitação de siloxanos e proteja os circuitos de alta tensão . | Teor de substâncias de baixo peso molecular ≤0,08%. |
Tempo pós-cura | 4 horas | Remoção adequada de componentes voláteis. | Melhora a limpeza das vedações e prolonga sua vida útil. | Energia superficial ≥22mN/m. |
Velocidade de detecção online | ≥300 peças/minuto | Envio sem defeitos. | Reduzir o retrabalho e melhorar a eficiência da produção. | Taxa de reconhecimento de defeitos ≥99,9%. |
Precisa de um processo de sobremoldagem de baterias personalizado? Envie seus requisitos detalhados, obtenha orçamentos precisos e estimativas do ciclo de produção, e conte com o acompanhamento de engenheiros especializados durante todo o processo para garantir a segurança da vedação.
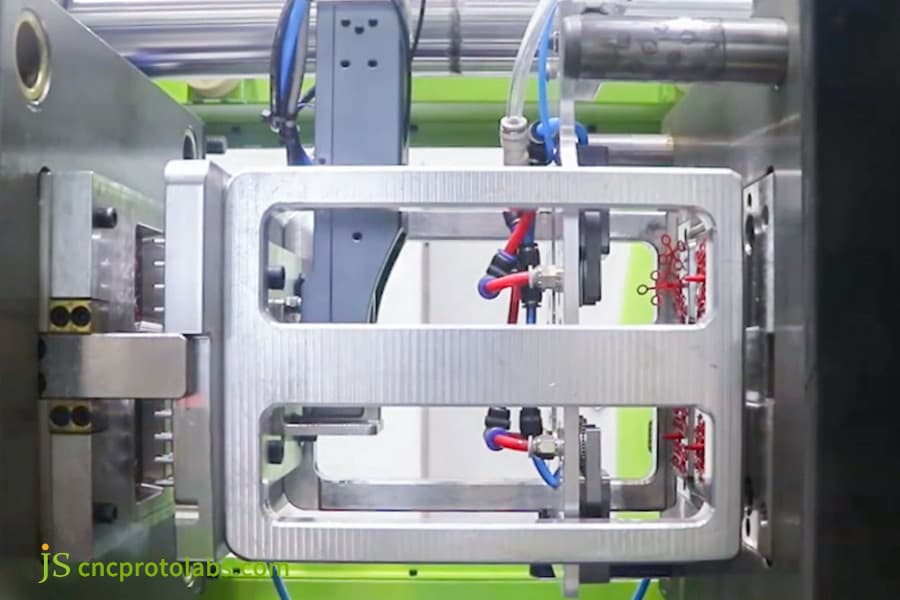
Figura 2: Visão detalhada do interior de um molde de sobremoldagem de metal, mostrando canais complexos, componentes e mangueiras conectadas para controle preciso do processo na fabricação de vedações.
A moldagem por injeção com sobremoldagem é ideal para vedações térmicas leves em veículos elétricos?
A redução de peso é o principal fator para aumentar a autonomia dos veículos elétricos a bateria. Através da moldagem por injeção com sobremoldagem, a vedação e a estrutura podem ser feitas em uma única etapa. Além de reduzir o peso, a propriedade de vedação é mantida, criando assim um benefício duplo para o usuário.
Sistemas de gerenciamento térmico para veículos elétricos: demandas duplas de redução de peso e aprimoramento.
Em comparação com a liga de alumínio, os plásticos de engenharia PA66/PPA têm apenas 45% do peso. Ao moldar o componente de vedação LSR diretamente na carcaça plástica, é possível dispensar juntas e conjuntos separados, obtendo-se, assim, leveza, melhor desempenho e controle de custos simultaneamente.
Análise de custo-benefício da substituição do aço por plástico e sua integração funcional.
Itens de comparação | Esquema tradicional (carcaça em liga de alumínio + junta de borracha independente) | Esquema de moldagem por injeção com sobremoldagem (esqueleto de PA66/PPA + vedação integrada de LSR) | Benefícios para o cliente |
Peso | Normalmente 380g (corpo da válvula de refrigeração). | Normalmente 210g (corpo da válvula de refrigeração). | Reduzir o peso em 40% a 50% e prolongar a vida útil da bateria. |
Custo da lista de materiais | 100 USD/unidade (preço de referência). | 70-80 USD/unidade (preço de referência). | Reduzir custos em 20% a 30%. |
Processo de montagem | Processamento da carcaça → instalação da junta → aperto dos parafusos (3 etapas). | Moldagem por injeção em uma única etapa. | Reduzir o ciclo de montagem e melhorar a eficiência da produção. |
Risco de vazamento | Alto (o vazamento provavelmente se deve a uma instalação incorreta da junta). | Muito baixo (sem folgas na moldagem integrada). | Reduza o risco de vazamentos em cerca de 60% e diminua as perdas com garantia. |
Taxa de retenção do desempenho da vedação | ≤85% (após ciclismo de longa duração). | ≥95% (após ciclismo de longa duração). | Melhorar a confiabilidade do produto e prolongar sua vida útil. |
Corpo da válvula de refrigeração de ação simples: Peso reduzido em 40% com a eliminação de três processos.
A versão inicial de um corpo de válvula de refrigeração de cinco vias para um carro elétrico era uma caixa de liga de alumínio com cinco anéis de vedação de EPDM, com um peso total de 380g e um tempo de montagem de 65 segundos.
Após a conversão da carcaça de PA66-GF30 e do LSR em uma moldagem híbrida, o peso foi reduzido para 210g, o tempo de montagem passou a ser de 15 segundos, o preço de uma unidade diminuiu 28% e a taxa de retenção da capacidade de vedação permaneceu em 95%.
Por que escolher a moldagem por injeção de LSR em vez de PTFE para retentores de óleo de alta temperatura?
A vedação eficaz contra movimentos dinâmicos em retentores de óleo de alta temperatura é essencial para determinar a longevidade do motor. Em aplicações dinâmicas, a moldagem por injeção de LSR (argila de superfície lisa) pode oferecer melhores resultados do que o PTFE, eliminando muitas de suas desvantagens.
A incorporação da moldagem por injeção de borracha personalizada na fabricação permite que ela seja adaptada a diferentes tipos de aplicações de eixos rotativos.
As desvantagens dos retentores de óleo de PTFE para vedação de eixos rotativos
Por ser inelástico, o PTFE apresenta uma grande desvantagem na vedação de eixos rotativos: exige uma excentricidade de instalação muito precisa (<0,05 mm), possui um alto torque de partida (0,8 Nm), usinagem dispendiosa do eixo (Ra0,2 μm) e também não consegue acomodar a oscilação do eixo, resultando em vazamentos e maiores custos de usinagem e manutenção.
Os benefícios dos retentores dinâmicos de óleo LSR incluem seu baixo atrito e sua natureza autolubrificante.
O uso de uma fórmula autolubrificante quimicamente modificada é uma característica distintiva dos retentores de óleo moldados por injeção de LSR. A liberação do óleo de silicone após a vulcanização atua como um lubrificante de superfície que reduz o coeficiente de atrito para 0,15-0,20.
O torque inicial é 30% menor em comparação com o PTFE e a geração de calor por fricção também é reduzida em 20%. A camada de óleo de silicone atinge o equilíbrio dinâmico em 24 horas , resultando em uma vida útil mais longa.
Resiliência e capacidade de compensação de excentricidade do poço da LSR
O LSR consegue suportar alterações e continuar a vedar mesmo que o eixo esteja ligeiramente desalinhado, adaptando-se a uma excentricidade radial de 0,2 mm, demonstrando assim uma resiliência de 75%.
Por outro lado, o PTFE não é resiliente e ocorrerão vazamentos assim que o desalinhamento do eixo exceder 0,1 mm, portanto, não pode ser usado em situações operacionais complexas.
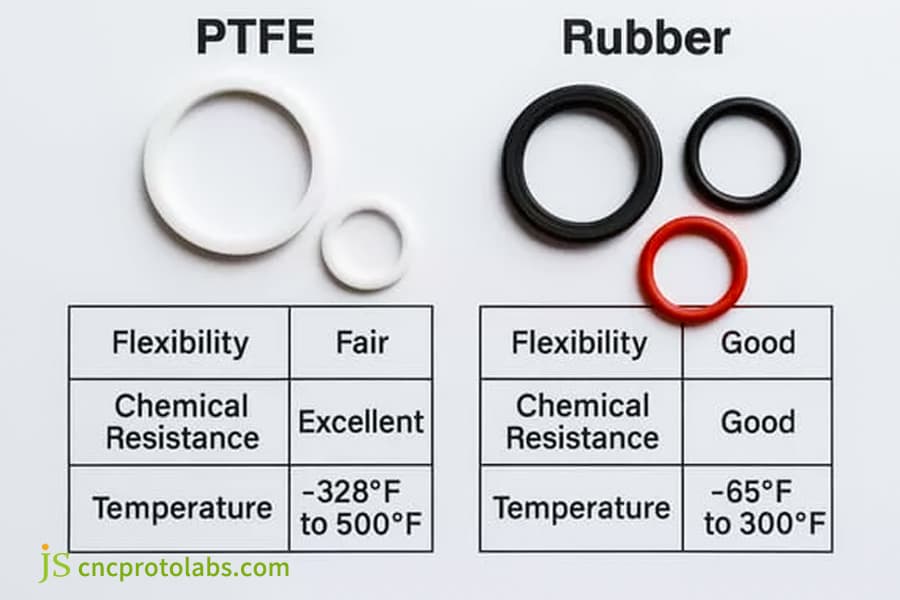
Figura 3: Tabela comparativa detalhada listando propriedades importantes como flexibilidade, resistência química e faixa de temperatura para materiais de borracha de silicone e PTFE usados em vedações de alta temperatura.
Quais características personalizadas de moldagem por injeção de borracha previnem falhas de vedação na partida a frio?
Em regiões extremamente frias, as vedações são propensas a endurecer e falhar durante a partida a frio. A moldagem por injeção de borracha personalizada , através de um design especial e otimização da fórmula, pode garantir uma vedação estável a -50°C, ajudando a reduzir as perdas com garantia e a adaptar-se a cenários de frio extremo.
Mecanismo de falha por endurecimento de vedações de borracha em ambientes extremamente frios.
As borrachas mais comuns tendem a ficar muito rígidas quando expostas a baixas temperaturas. A dureza do HNBR, na verdade, aumenta de 70 Shore A para 95 Shore A nas piores condições de gelo (-40°C).
Portanto, a pressão do óleo durante a partida a frio atinge 300 kPa e, na vedação em marcha à ré, esta tende a não se deformar, tornando-se suscetível a danos que levam a vazamentos de óleo, prejudicando seriamente a imagem da sua marca e resultando em aumento dos custos pós-venda devido à perda de clientes.
Como o projeto de compensação de armazenamento de energia por mola metálica lida com baixas temperaturas
A moldagem por injeção de borracha personalizada incorpora um anel de mola metálico no lábio de vedação de silicone, proporcionando uma força de aperto radial constante de 5 a 15 N, independentemente da temperatura. Isso permite compensar a força de vedação em baixas temperaturas, garantindo uma pressão de contato de ≥ 0,15 MPa e evitando a ruptura da vedação.
Retenção da elasticidade em baixas temperaturas de fórmulas especiais de fenil silicone.
As fórmulas de fenil silicone reduzem a temperatura de transição vítrea para -60°C ou -100°C.
Essas fórmulas são capazes de atingir uma taxa de recuperação da compressão de 85% a -50 °C, uma variação de dureza de 5 Shore A e um aumento de 50% na tolerância à pressão do óleo na partida a frio. Temos fórmulas com diferentes teores de fenil que podem ser personalizadas de acordo com suas necessidades.
Como escolher serviços de sobremoldagem que atendam aos padrões IATF 16949?
A importância de selecionar serviços de sobremoldagem que atendam aos padrões IATF 16949 não pode ser subestimada na aquisição de componentes como vedações automotivas.
Principalmente, você deve prestar atenção ao potencial técnico do prestador de serviços, bem como às medidas de controle de qualidade, mas não se esqueça de que também é preciso estar em conformidade com as normas ISO 9001:2015 .
A capacidade técnica do fornecedor não vale nada sem uma avaliação completa: três pontos a considerar.
Para obter o máximo proveito de um fornecedor de serviços de sobremoldagem, você não só precisa analisar profundamente seu conhecimento de produção, como também deve formular uma lista com três indicadores técnicos principais que o ajudarão a avaliar a qualidade do produto:
- Capacidade de Inspeção Visual Automatizada: O fornecedor é capaz de implementar um sistema de Inspeção Óptica Automatizada (AOI) baseado em IA que possa verificar mais de 300 unidades em 60 segundos para garantir que apenas produtos sem defeitos sejam enviados?
- Teste de resistência de adesão: O fornecedor tem capacidade para fornecer curvas de força de arrancamento padronizadas para diferentes substratos, de forma a garantir que a vedação esteja firmemente aderida ao substrato?
- Simulação de envelhecimento em bancada: O fornecedor possui equipamentos para testes de simulação de condições operacionais e é capaz de emitir um relatório completo de verificação fotovoltaica?
A importância das verificações de limpeza e da triagem dimensional contínua
A limpeza rigorosa é fundamental para a qualidade das vedações automotivas. Portanto, a inspeção AOI deve abranger parâmetros como a tolerância do diâmetro da seção transversal (0,02 mm) e a espessura da rebarba (0,05 mm).
Nossa máquina AOI é capaz de inspecionar uma velocidade de 300 peças por minuto, com uma taxa de reconhecimento de defeitos de 99,9% e um CPK dimensional de 1,33, podendo assim atingir zero PPM em remessas e auxiliar na minimização de perdas causadas por retrabalho de produtos.
Verificação da confiabilidade da adesão a diferentes substratos plásticos de alta temperatura
A capacidade de adesão de diferentes plásticos de engenharia ao LSR varia, por isso os testes padronizados são imprescindíveis. Personalizamos soluções de adesão para diversos substratos e emitimos relatórios de força de arrancamento para garantir uma resistência ao descascamento de 8 N/cm, atendendo aos requisitos para uso a longo prazo.
Estudo de Caso da JS Precision: Junta Metálica para um Turbocompressor Alemão de Nível 1
Apresentamos aqui um estudo de caso real e o resultado da nossa colaboração com um fornecedor alemão de nível 1, onde resolvemos problemas de vedação de turbocompressores através da sobremoldagem de LSR.
Contexto e problemas
A junta de vedação (aço inoxidável + junta de grafite) do lado do escape do turbocompressor 2.0T, de um fornecedor alemão de nível 1 , apresentou diversos problemas durante o teste de durabilidade:
- Após 300 horas de envelhecimento, a taxa de recuperação da grafite foi de apenas 65%, e a taxa de vazamento foi de 12 ml/min.
- A tolerância de rebitagem foi de 0,12 mm, com uma taxa de falha de 5%.
- O peso de uma única peça, de 87g, não atendia aos requisitos de leveza. Consequentemente, eles nos procuraram para obter ajuda.
Solução
Após compreendermos profundamente as frustrações e os desafios de nossos clientes, nossa equipe de engenharia apresentou uma solução precisa e unificada de moldagem por injeção com sobremoldagem de LSR.
1. Ao redesenhar o layout do substrato, a espessura da estrutura de aço inoxidável estampada foi reduzida de 1,2 mm para 0,8 mm, proporcionando não apenas uma redução significativa de peso, mas também mantendo a resistência da estrutura.
2. O uso de uma mistura LSR resistente a altas temperaturas de 250°C , capaz de suportar uma deformação permanente de 15% a 175°C por 1000 horas, torna-a compatível com o ambiente de alta temperatura dos turbocompressores.
3. Utilizando uma reação de adição catalisada por platina, uma forte ligação química é produzida na interface entre o LSR e o aço inoxidável, atingindo uma resistência ao descascamento de 10,2 N/cm e impedindo totalmente o vazamento.
4. Este molde utiliza fechamento a vácuo com tecnologia de canal frio com válvula de agulha , controlando a espessura do excesso de material para menos de 0,03 mm, eliminando assim os riscos associados ao desprendimento do excesso e melhorando a consistência da aparência do produto.
5. Além disso, oferecemos avaliações DFM (Design for Manufacturing) gratuitas para aprimorar o projeto do molde, resultando na redução do tempo de envio de amostras para 10 dias e permitindo que os clientes avancem rapidamente com os testes.
Resultados finais
A solução levou a resultados tão expressivos como a redução do peso do produto para 54g, a eliminação da rebitagem e dos processos de montagem separados, a redução do tempo do ciclo de montagem de 40 segundos para 18 segundos, zero vazamentos após 300 horas de envelhecimento e uma taxa de retenção de vedação de 100% em testes de choque térmico.
Graças à redução de 22% no custo unitário, foi possível economizar US$ 900.000 por ano com um volume de produção de 2 milhões de unidades. A produção em massa já foi iniciada e o nível de satisfação do cliente atingiu 98%.
Precisa de vedações semelhantes para turbocompressores ou vedações para altas temperaturas e pressões? Envie seus desenhos de produto para receber uma análise DFM e uma avaliação de custos gratuitas. Responderemos em até 24 horas, ajudando você a resolver rapidamente os problemas de vedação e reduzir custos.

Figura 4: Quatro vedações circulares pretas idênticas, cada uma com um núcleo interno metálico, exemplificando o resultado de um processo de sobremoldagem para aplicações de vedação duráveis.
Perguntas frequentes
P1: Qual a faixa de temperatura que as peças sobremoldadas com LSR podem suportar?
As peças fabricadas com LSR podem ser usadas continuamente em temperaturas entre -50 °C e 250 °C, e também podem ser aquecidas até 300 °C por um curto período. Além disso, uma formulação especialmente desenvolvida permite uma tolerância a temperaturas ainda maiores, adequada para diversas situações extremas em automóveis, em altas temperaturas.
Q2: Qual a diferença na deformação permanente por compressão das peças sobremoldadas com LSR em comparação com a borracha tradicional?
Após aquecimento a 175°C por 22 horas, o LSR altera sua forma em apenas 15%, enquanto a borracha NBR se deforma em 40%. Essa grande diferença pode reduzir significativamente a probabilidade de falha da vedação e resultar em maior confiabilidade do produto.
Q3: A sobremoldagem de LSR consegue obter adesão sem primer a substratos plásticos?
Em grande parte, a resposta é sim. Com misturas de LSR autoadesivas, é possível uma ligação química direta com diversos plásticos de engenharia, como PA e PPS, resultando em uma resistência ao descascamento de 8 N/cm ou mais. Portanto, não há necessidade de adesivo, o que também significa um processo menos complexo.
Q4: A selagem da bateria requer vulcanização secundária?
A resposta é afirmativa: a vulcanização secundária a 200 °C durante 4 horas pode reduzir o nível de compostos de baixo peso molecular de 0,8% para 0,08%, atendendo assim aos padrões de limpeza da bateria e evitando a contaminação dos circuitos de alta tensão.
Q5: Quanto tempo normalmente leva o ciclo de produção de peças sobremoldadas?
Precisamos de apenas 4 a 6 semanas desde a revisão do DFM até a preparação das amostras para produção em massa , o que é muito menos tempo do que a média do setor. O cronograma de produção em massa pode ser alterado de forma bastante flexível, dependendo da complexidade do molde e do volume do pedido.
Q6: Que tipos de peças automotivas podem ser fabricadas pelo processo de sobremoldagem de LSR?
Trata-se principalmente de componentes que envolvem exposição a altas temperaturas, altas pressões e alta limpeza, como turbocompressores, baterias, corpos de válvulas de refrigeração e retentores de óleo de eixos rotativos, que fazem parte dos sistemas de transmissão e eletrônicos.
Q7: É necessário ter a certificação IATF 16949 para serviços de sobremoldagem?
Sem dúvida, a norma IATF 16949 tornou-se um requisito básico para fornecedores na indústria automotiva. Possuímos essa certificação para que nossos clientes saibam que nosso nível de qualidade atende aos padrões da indústria.
Q8: Quais são as vantagens do método de canal frio em relação ao método de canal quente?
O método de canal frio mantém o composto de borracha a uma temperatura baixa de 20-25°C, o que impede a cura do composto dentro do molde. Essa tecnologia resulta em ausência total de rebarbas, aproveitamento de 100% do material, redução de custos e maior uniformidade na aparência.
Resumo
O foco principal da vedação para peças automotivas expostas a altas temperaturas reside, sobretudo, nos aspectos de confiabilidade, eficiência e baixo custo.
A sobremoldagem com borracha de silicone líquida (LSR) resolve os problemas das vedações de borracha tradicionais, tolera as condições de trabalho mais severas e reduz custos, além de aumentar a eficiência para os clientes.
Como fornecedores de serviços de certificação IATF 16949, também oferecemos um serviço completo de sobremoldagem de borracha de silicone líquida (LSR), desde a avaliação de DFM até a entrega da produção em massa. A resistência da ligação é de 8 N/cm² utilizando a tecnologia de canal frio com fixação a vácuo, e a inspeção AOI online garante zero PPM no embarque.
Envie-nos os desenhos do seu produto para obter uma análise DFM e uma avaliação de custos gratuitas. Responderemos em até 24 horas. Trabalhe conosco para solucionar problemas de vedação e aumentar a competitividade dos seus produtos.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

