

PCB overmolding creates a new approach to packaging which enables automotive and medical device packaging to solve reliability problems that existing methods cannot address.
Does your car's sensor fail after 30,000 kilometers due to oil seepage? Are the gaps in your handheld medical device's casing a sterilization dead zone?
Traditional casing solutions create hidden costs which decrease trustworthiness and require ongoing maintenance. The solution requires a complete transformation of existing packaging methods.
Key Answer Summary
|
Key Issues
|
Pain Points of Traditional Solutions
|
JS Precision Overmolding Advantages
|
|---|---|---|
|
Sealing and Protection
|
Screws create gaps, glue potting is prone to aging
|
Molecular level seamless overmolding, resistant to chemical corrosion
|
|
Dimensional Accuracy
|
Assembly tolerances accumulate, ADAS sensors are prone to misalignment
|
Deformation control within 0.1mm, ensuring accurate ranging
|
|
Certification Standards
|
Materials lack medical grade certification, difficult to pass ISO 10993
|
Provides USP Class VI and cleanroom production
|
Key Takeaways
- Abandon screws and casings:
The only effective method to achieve physical isolation in situations which face both high vibrations and constant cleaning needs requires organizations to utilize PCB overmolding technology.
- Medical Material Selection Criteria:
The medical field uses PCB potting services for implants while overmolding PCB serve as essential components for equipment which requires multiple rounds of external sterilization.
- Total Cost of Ownership:
The complete assembly and rework costs at JS Precision can be decreased by more than 30% through their comprehensive overmolding services.
Why Trust JS Precision For PCB Overmolding?
Choosing the right overmolding partner directly determines your product reliability and market competitiveness.
With 20 years of experience in PCB overmolding, JS Precision provides stable and reliable support, having served over 200 automotive and medical clients globally and completed over 500 customized projects, helping you mitigate cooperation risks.
Our production processes strictly adhere to the ISO 13485:2016 medical quality management system, which guarantees that every product you receive meets high industry standards and results in no quality issues.
JS Precision's overmolding services offer exact solutions for your packaging problems with L3 autonomous driving millimeter wave radar. These problems involve antenna warping and excessive ranging deviations which traditional screw fixings bring about:
The low pressure molding process achieves a reduction of range deviations which start at 2.5 meters and end at 0.3 meters. The 1000-hour salt spray test process ensures complete protection against leakage problems.
Our customized overmolding PCBs enable medical device companies to achieve USP Class VI certification, which allows their products to enter European and American markets while they pursue international business opportunities.
The JS Precision Class 7 cleanroom environment together with its fully automated injection molding machines enables you to reach 0.1mm precision control for your product needs.
Our all-inclusive service which begins with DFM analysis and mold design ends with mass production delivery allows you to decrease supply chain connections while achieving a 3-5 day decrease in delivery time and saving time expenses.
We provide customized solutions for both automotive electronics vibration resistance needs and medical device sterility requirements which help you decrease total ownership costs while boosting your product marketability.
If you are struggling with the reliability, accuracy, or certification issues of your PCB packaging, contact our engineers, submit your requirements, and receive a free DFM manufacturability analysis to unlock a customized solution.
Why Use PCB Overmolding For Auto And Medical Housings?
The process of PCB overmolding uses thermoplastic or thermoset polymer materials to create a single uninterrupted protective enclosure which protects the circuit board.
The system provides better protection against vibration and liquid spills than traditional screw fastening methods because it eliminates physical connections that create these problems.
The system enables equipment to function reliably for extended periods in extreme conditions while minimizing maintenance needs and equipment replacement expenses.
Automotive NVH Performance: Eliminating Screw Loosening and Resonance
Automotive operation generates a wide frequency range of 10-2000Hz vibrations. The traditional screw connection system loses 40% of its preload strength after 500 hours which makes it easy for equipment to break down.
Low pressure molding serves as the primary method for PCB overmolding. It protects both the PCB and connector tail by creating a damping system which stops all vibrations through the entire structure.
The process establishes a complete protective system which absorbs all high frequency vibrations when contact occurs between the car and its environment.
Medical Device Thorough Cleaning: Achieving Sterile Surfaces
Medical devices require extremely high sterility, with bacterial residue at the seams of the casing being far higher than on smooth surfaces.
Overmold injection molding produces casings without seams, with a surface roughness Ra < 0.8μm, which enables the material to withstand multiple sterilization cycles in a 134℃ autoclave while maintaining sterility standards.
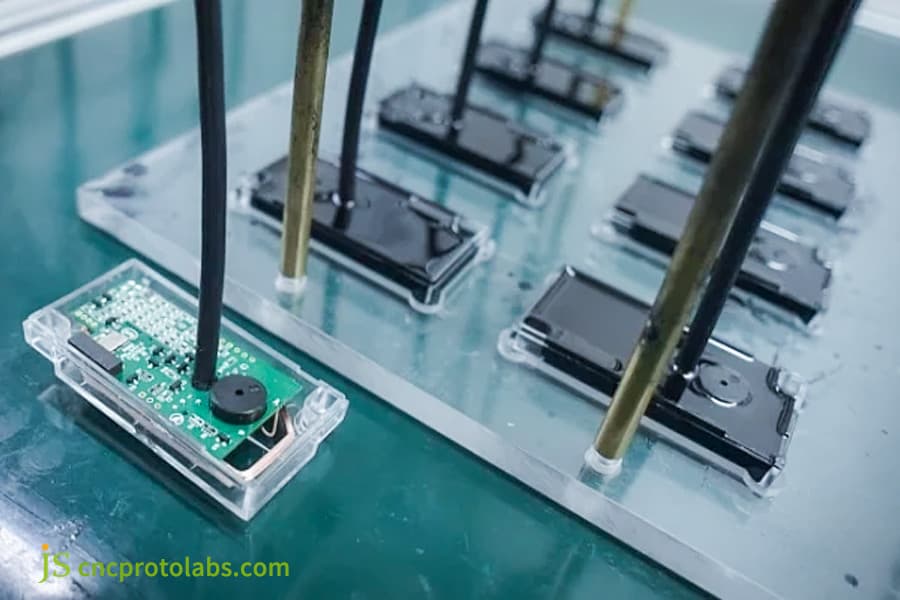
Figure 1: A close-up view of a green PCB positioned inside a transparent mold, with wires being inserted into its components, illustrating the setup for PCB overmolding.
PCB Potting Services Vs Overmolding: What's Medical Grade?
The medical industry uses elastomeric potting compounds for PCB potting services because these materials control pressure inside implants.
The medical industry uses medical grade overmolding to create thin and lightweight thermoplastic casings. The two materials have different uses because one works for in-body implants while the other works for external devices.
PCB Potting: Stress Buffering for Implants
Silicon based PCB potting services with an elastic modulus below 5MPa serve as a body protection system which protects pacemaker solder joints from 0.1-10Hz cyclic pressure. All potting compounds we use are USP Class VI certified, ensuring human safety.
The implanted PCB needs protective coating which acts like a "soft, cushioning sponge" that absorbs body movement while protecting solder joints from damage.
Overmolding: Used for Repeatedly Sterilized External Devices
Surgical handpieces and other external devices need to withstand more than 1000 sterilization cycles. Overmold injection molding uses PP or COC materials which have a Shore D surface hardness exceeding 65 to create a scratch resistant surface that will not absorb disinfectants while keeping its surface clean for extended time periods.
Comparison of Medical Grade Overmolding Materials
|
Material Type
|
Surface Hardness (Shore D)
|
Sterilization Cycles
|
Dielectric Constant (1MHz)
|
Volume Change Rate (24-hour immersion)
|
Applicable Scenarios
|
|---|---|---|---|---|---|
|
PP
|
65-70
|
≥1000 cycles
|
2.2-2.4
|
<0.3%
|
In Vitro Sterilization Equipment
|
|
COC
|
75-80
|
≥1500 cycles
|
2.8-3.0
|
<0.2%
|
High-Precision Medical Sensors
|
|
PA
|
70-75
|
≥800 cycles
|
3.2-3.4
|
<0.5%
|
Medical Device Housings
|
|
TPU
|
55-60
|
≥500 cycles
|
3.0-3.2
|
<0.4%
|
Medical Device Connecting Cables
|
|
PVDF
|
80-85
|
≥2000 cycles
|
2.5-2.7
|
<0.1%
|
Medical Devices in Highly Corrosive Environments
|
Unsure whether to choose PCB potting services or overmolding PCB for your medical equipment? Contact us for free selection advice and to mitigate material selection risks.
What Biocompatibility Certifications Are Required For Medical Grade Overmold Injection Molding?
Medical grade overmold injection molding must pass ISO 10993-4/-5/-10 tests for cytotoxicity, sensitization, and blood compatibility, and USP Class VI 121°C extraction test, complying with ISO 10993-1:2021 standards. The production environment must meet ISO 14644-1 Class 7 cleanroom standards.
Cleanroom Production and Material Safety
Medical grade overmold injection molding must be produced in a Class 7 cleanroom (< 352,000 particles >0.5μm per cubic meter) to avoid contamination.
The materials used in this process must obtain USP Class VI certification which demonstrates their safety for human consumption since they produce no acute systemic toxicity.
Sterilization Resistance: Autoclaving and Gamma Ray Resistance
Medical devices require repeated sterilization. The encapsulated overmolding PCB needs to endure 100 cycles of 134°C, 2 bar steam, or 25-50 kGy gamma irradiation without developing yellowing or cracking. Our commonly used PP and COC materials easily meet this requirement.
Ultra miniaturization Packaging: Handheld and Implantable Devices
The design of handheld and small implantable devices needs an overall wall thickness that should not exceed 1.5mm while the injection process needs to reach pressure levels above 2000 bar to successfully fill their internal spaces.
The mold requires both a hot runner system and a needle valve sequence system to operate effectively. Our technical team can precisely achieve this, making the devices smaller and more portable.
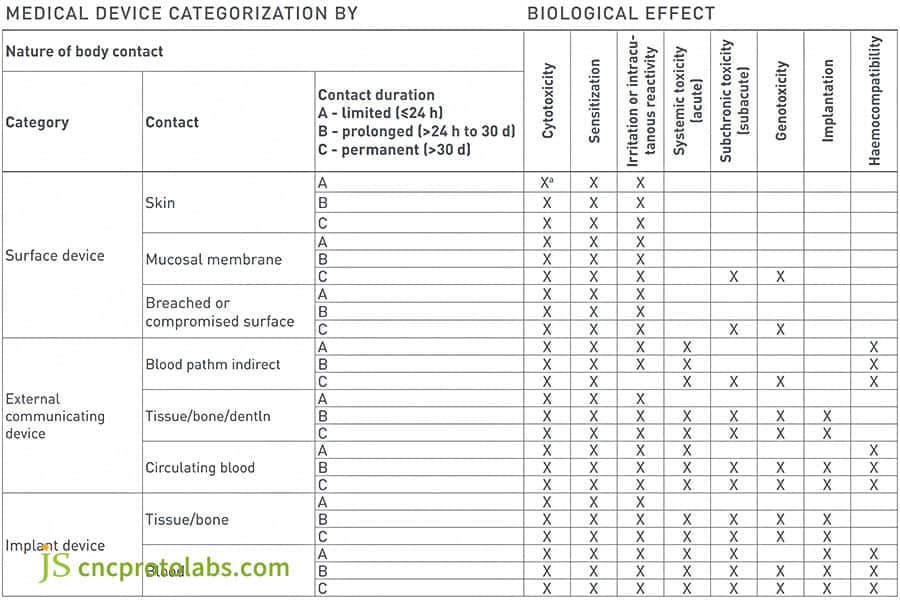
Figure 2: A detailed chart categorizing medical devices based on biological effects, contact nature, and duration, outlining the biocompatibility standards required for certification.
Can Low Pressure Molding Survive Car Fluids And Cold Start?
Low pressure molding uses polyamide or polyolefin materials to form molecular level chemical bonds with metal inserts which enable the material to withstand transmission fluid and brake fluid and de-icing salt penetration while maintaining a seal under -40°C cold starts.
Failure Modes of Traditional Seals
The use of transmission fluid causes traditional NBR rubber seals to expand by 15%-25% which results in a 30% hardness reduction that ultimately leads to leakage problems during extended operation.
Our overmolding services use non polar polyamide materials which show a maximum 24-hour immersion volume change of less than 0.5% to provide reliable sealing performance.
Achieving Zero Permeation Channels
Low pressure molding uses an injection pressure range of 5 to 30 bar which requires a melt viscosity of less than 500 Pa·s to enable material infiltration through 0.2 mm gaps between PCB components and leads.
After the curing process the material now creates a molecular level barrier which prevents oil and water vapor from entering the space at a water vapor permeability rate of less than 0.01 g/m²/day.
Simply put, it's like putting a "seamless polymer waterproof raincoat" on the PCB, where oil and water vapor can't even penetrate any gaps.
Comparison Table of Automotive Fluid Tolerance Test Data
|
Test Fluid
|
Test Condition
|
Traditional Sealing Ring (NBR)
|
Low Pressure Molding (PA Material)
|
Acceptance Standard
|
Customer Benefits
|
|---|---|---|---|---|---|
|
Transmission Fluid
|
120℃, 1000 hours
|
Volume expansion 22%, leakage
|
Volume expansion 0.4%, no leakage
|
Volume expansion <1%, no leakage
|
Prevents sensor failure, reduces maintenance costs
|
|
Brake Fluid
|
80℃, 500 hours
|
Volume expansion 18%, hardness decrease 28%
|
Volume expansion 0.3%, no change in hardness
|
Hardness change <5%, no leakage
|
Ensures the stability of braking system electronic equipment
|
|
De-icing Salt
|
Room temperature, 1,000 hours salt spray
|
Surface corrosion, sealing ring aging
|
No surface corrosion, intact seal
|
No corrosion, no leakage
|
Adaptable to harsh winter environments, extends product life
|
|
Gasoline
|
Room temperature, 24-hour immersion
|
Severe swelling, unusable
|
Volume expansion 0.2%, no leakage
|
Volume expansion <0.5%, no leakage
|
Suitable for fuel related electronic equipment
|
|
Coolant
|
100℃, 800 hours
|
Volume expansion 15%, leakage
|
Volume expansion of 0.3%, no leakage
|
Volume expansion of <1%, no leakage
|
Ensuring the reliability of peripheral electronic equipment
|
How To Achieve Zero Defect Manufacturing Of Automotive Electronics Through Overmolding Services?
The electronics used in vehicles must meet extremely high standards for reliability.
Overmolding services achieves zero defect delivery of automotive electronics through its standardized production system and its precise process control which results in less than 10 parts per million defects thus helping customers save on rework expenses.
IATF 16949 Compliance Manufacturing System
Our production lines operate according to IATF 16949 requirements because we use PFMEA methods and control plans for our operations. The system records and tracks injection molding process parameters which include temperature control within one degree Celsius and pressure control within 0.5 bar.
Strengthened Sensor and ECU Packaging Structure
The overmolding process results in complete protection of both the PCB and connector terminals which leads to an increase in pull out strength from 5kgf to 30kgf while the component can withstand 50g mechanical impact which protects against automotive vibration and shock that would otherwise cause connector detachment and damage.
Resistance to High Frequency Vibration and Thermal Cycling Fatigue
The overmolding PCB underwent testing according to ISO 16750 standards which demonstrated that no delamination cracks developed after 500 thermal cycles between -40℃ and 125℃.
We selected low modulus materials (such as TPU) to absorb the difference in thermal expansion between the PCB and the casing, avoiding encapsulation failure.
Overmolding PCB For ADAS: How To Keep Lidar Aiming True?
Through the use of low shrinkage mold design which compensates for shrinkage between 0.2% and 0.5% and glass fiber reinforcement, we achieved a flatness control of the overmolding PCB within 0.1mm which enables the LiDAR to maintain a ranging accuracy that meets ADAS requirements at 100-meter distances.
The Impact of 0.1mm Deformation on LiDAR
The mounting plane of the LiDAR optical lens must maintain a 0.1mm tilt because this causes a spot offset of 0.5 meters at 100 meters which results in lane recognition failure and subsequent false braking. Therefore, PCB overmolding needs to establish strict requirements for controlling warpage deformation.
Low Shrinkage Materials and Mold Compensation Design
Amorphous materials display a shrinkage rate between 0.5% and 0.7% but semi crystalline materials reach a shrinkage rate between 1.5% and 2.0% according to their measurements. The 3D mold cavities of our system use the measured shrinkage rate for compensation, and we add a 0.2° draft angle to prevent product warping.
Need to control the flatness of overmolding PCB to within 0.1mm? Submit your drawings to get a quote and enjoy one stop overmolding services.
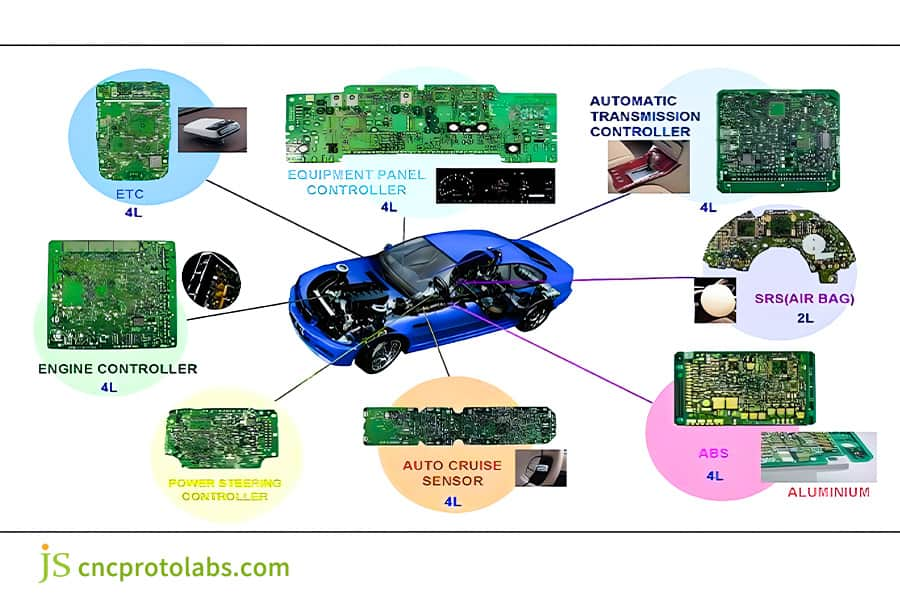
Figure 3: An illustrative diagram showing various automotive electronic control units and their corresponding PCBs, integrated into a car's structure, highlighting the application of overmolding in ADAS and other vehicle systems.
What Are The Common Engineering Failures And Preventive Measures In The Mold Design Of Over Molding Parts?
The overmolding parts quality receives its first assessment through mold design, which creates the initial criteria for evaluation. The three main types of mold failures include overflow problems, porosity issues, and insert components that become misaligned.
The DFM stage can prevent 90% of defects through three specific processes, which involve precision mold closing, venting groove design, and in-mold locating pillars that meet ASTM D3641-21 mold design standards.
Overflow Control: Precision Mold Parting Line
Assembly operations become impossible when overmolding thickness exceeds 0.05mm. Our overmolding services require mold steel hardness HRC 52 or higher, parting surface flatness < 0.01mm, and injection holding pressure switching point accurate to 0.1 seconds to effectively control overflow.
Porosity Elimination: Venting and Process Parameter Optimization
Porosity can reduce dielectric strength by 30%. We use staged injection molding, which combines low speed filling of 95% of the cavity with high speed stamping, and 0.02mm wide venting grooves to reduce residual gas to below 0.1%, completely eliminating porosity.
Insert Positioning: Preventing Injection Misalignment
Injection pressure can bend a 0.2mm thick PCB by more than 0.1mm, which results in insert components becoming misaligned. Our mold design includes 1.0mm diameter support pillars, which we use to pre-drill positioning holes on the PCB, and we set the positioning pin clearance at 0.005-0.01mm to achieve precise positioning.
Case Study: Self Driving Millimeter Wave Radar Antenna Module Encapsulation Project
A autonomous driving company known for its L3 level 77GHz millimeter wave radar faced difficulties during its mass production deployment because of problems with its radar encapsulation process. This issue was ultimately resolved successfully through JS Precision's overmolding services.
Challenges Encountered:
The client initially used screws to secure the casing. The assembly tolerances produced 0.12mm warping which affected the antenna plane, generating a 2.5-meter distance error at 150 meters, which caused false braking, and the system did not meet automotive grade testing requirements.
The casing gaps allowed thermal cycling to permit de-icing salt infiltration, which resulted in feed line corrosion that decreased performance by 4dB. The product yield achieved 75% while the five assembly processes demanded excessive manual labor which resulted in low production efficiency.
Solution:
JS Precision provided the client with one stop overmolding services, developing a customized solution to address their pain points.
The low pressure injection molding system we used to create the radar PCB and antenna feed line area, completely removed all assembly tolerances and casing gaps.
The selected low dielectric constant polyolefin material (Dk=3.0, 1MHz) provides excellent insulation properties while reducing signal interference to maintain precise radar detection.
The system maintained injection pressure at 20 bar while mold temperature stayed at 90℃ to prevent PCB overmolding parts from experiencing damage resulting from high temperature and pressure conditions.
Our mold design includes eight PCB support pillars with a diameter of 0.6mm to prevent PCB bending and deformation during injection molding.
We used 3D cavity compensation to correct material shrinkage rate (0.4%) while we added a 0.2° draft angle to achieve standard flatness requirements for completed products.
The coating thickness was strictly controlled at 1.2mm±0.05mm, ensuring sealing performance without affecting radar signal transmission. The production process went through optimization which decreased the number of assembly steps from five to one, resulting in major production efficiency gains.
Final Results:
The tests showed that the antenna warpage reached 0.03mm and the 150-meter range test resulted in a measurement error of 0.3 meters which met automotive grade standards.
The testing showed that there was no product leakage after 1000 hours of salt spray testing and 2000 hours of thermal shock testing. The feeder insertion loss performance improved to a value of -5.1dB. The product yield reached an increase of 99.8 percent.
The assembly process became simpler which resulted in assembly time for each unit decreasing from 12 minutes to 3 minutes and labor expenses dropping by 40 percent and overall unit expenses going down by 18 percent, which resulted in annual customer savings of almost $500,000.
The manufacturing process now requires 18 days instead of the previous 25 days for product delivery.
If your equipment faces similar packaging challenges, submit your 3D model to receive free DFM analysis, quickly find solutions, and reduce production costs.
FAQs
Q1: What is the minimum order quantity for PCB overmolding?
A minimum order of 10 pieces is sufficient for testing needs. For mass production we recommend 1000 pieces/year or more to better distribute mold costs and reduce unit production costs.
Q2: What thickness of PCB components can low pressure molding cover?
Low pressure molding can cover components up to 15mm thick with a minimum wall thickness of 0.8mm which meets the requirements of most automotive and medical electronic devices and miniaturized design applications.
Q3: Can overmolded PCBs be reworked?
Theoretically they can be reworked by softening the material with heat but the process is complex and costly and is generally considered non reworkable. Strict quality control during production is recommended.
Q4: Does medical grade overmolding material have inherent antibacterial properties?
Basic medical grade materials such as PP and COC do not have antibacterial properties. Silver/zinc ion antibacterial agents can be added to meet medical sterility requirements.
Q5: Can automotive grade overmolding withstand diesel or gasoline?
Ordinary polyamide materials are not fuel resistant. For fuel related equipment, we use fluoropolymers (such as PVDF), which can withstand long term fuel corrosion.
Q6: What is the approximate range of mold costs for overmolding?
Mold costs range from $20,000 to $80,000, primarily depending on the number of cavities, core pulling mechanism, and hot runner system. More complex structures result in higher costs.
Q7: What is the smallest PCB size that can be encapsulated?
We can encapsulate a wide range of sizes, from a minimum of 2mm x 2mm micro PCBs to a maximum of 500mm x 500mm large PCBs. Specific sizes can be adjusted to meet specific needs.
Q8: Can JS Precision provide both PCB assembly and overmolding services simultaneously?
Our company provides complete services for both PCB assembly and overmolding which streamline supply chain operations and cut expenses and enable faster delivery by 3 to 5 days.
Summary
The automotive and medical industries need more advanced solutions than standard screw and potting methods because these methods cannot deliver essential vibration and fluid control and sterility and accuracy standards.
PCB overmolding especially low pressure molding technology provides permanent protection because it seals at the molecular level and resists vibration and corrosion while maintaining high accuracy.
JS Precision overmolding services enable you to acquire products which satisfy both automotive and medical industry requirements. Our one stop service reduces assembly rework costs by over 30% and shortens lead times.
Our engineering team invites you to submit your 3D model and operational specifications, so we can provide you with free DFM analysis and tailored material suggestions.
We provide comprehensive support from prototyping to mass production, helping you reduce total cost of ownership and gain a competitive edge.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

