

Medizinisches Einlegeformen ist eine grundlegende Technologie zur Herstellung präziser Verpackungen bei der Herstellung medizinischer Komponenten. Bei der Herstellung medizinischer Geräte führt eine Verschiebung des Einsatzes oder ein Versagen der Verbindung nicht nur zu einer sehr hohen Ausschussquote (bis zu 5–8 %) , sondern kann auch ein Risiko für die Sicherheit des Patienten darstellen.
Wie erreicht man also eine Verpackungspräzision im Mikrometerbereich, ohne die empfindlichen elektronischen Komponenten oder Präzisionsmetallnadeln zu beschädigen?
Als einer der führenden Hersteller von Komponenten für medizinische Geräte bietet JS Precision seinen Kunden kundenspezifische Lösungen mit hoher Ausbeute und geringem Risiko durch fortschrittliche Einsatzformtechnologien und ein strenges medizinisches Fertigungssystem gemäß 13485 und geht so effektiv auf ihre Kernprobleme bei der Produktion medizinischer Komponenten ein.
Übersicht über die Kernantworten
| Abmessungen | Kerntechnologielösungen | Wertlieferung |
| Präzise Kontrolle | Durch die Verwendung einer Niederdruckbefüllung (Halten des Drucks unter 0,05 N) zusammen mit der Heißkanaltechnologie mit sequentiellen Ventilen, um den Einfluss der Schmelze vollständig zu beseitigen. | Das Risiko einer Verschiebung des Einsatzes wird um 90 % reduziert, eine hochpräzise Verpackungsstabilität auf dem 0,01-mm-Niveau ist garantiert. |
| Qualitätskonformität | Durchführung IQ/OQ/PQ auf sehr strenge Weise im Rahmen der ISO 13485-Umgebung und des Risikomanagements basierend auf ISO 14971. | Erreichen Sie 100 % Chargenkonsistenz und liefern Sie hochwertige, vollständig rückverfolgbare Lebenszyklen (DHR), die den gesetzlichen Anforderungen entsprechen. |
| Kostenoptimierung | Setzen Sie eine automatische 6-Achsen-Roboterbeladung und ein Heißkanal-DFM-Design ein, um die Verschwendung teurer medizinischer Harze zu minimieren . | Reduzierung der Spritzgießzykluszeit um etwa 25 %, ein wichtiger Schritt zur Optimierung der Stückkosten und der Produktionseffizienz. |
Wichtige Erkenntnisse:
- Ultimative Präzision:
Durch den Einsatz von Druckausgleichs- und Präzisionsbegrenzungstechnologien wird die Verschiebung kleinster Einsätze mit sehr hoher Präzision innerhalb eines Toleranzbereichs von 0,01 mm gesteuert.
- Compliance-Sicherung:
Die ISO 13485-Zertifizierung verringert nicht nur das Risiko der Einhaltung gesetzlicher Vorschriften, sondern stellt auch sicher, dass der Produktionsprozess den wichtigsten weltweiten Standards für den Zugang zum medizinischen Markt wie FDA/CE entspricht.
- Kostensenkung und Effizienzsteigerung:
Die Kombination der automatisierten Integration mit Heißkanalsystemen erhöht nicht nur die Produktionskapazität, sondern verringert auch den Verlust hochpreisiger medizinischer Harze wie PEEK um 15–20 %.
- Technologische Vertiefung:
Kompetenter Verpackungsservice selbst für die kompliziertesten Teile wie CGM-Sensoren. ZB hohe Hermetik und starke Verbindung der Metall-Kunststoff-Grenzfläche.
Warum sollten Sie sich für den medizinischen Insert-Molding-Service von JS Precision entscheiden?
Hersteller medizinischer Komponenten, die sich für einen vertrauenswürdigen medizinischen Umspritzservice entscheiden, müssen die Tatsache berücksichtigen, dass sich dies auf die Produktsicherheit, Compliance und Wettbewerbsfähigkeit auf dem Markt auswirkt.
Aufgrund seiner Branchenkenntnisse und Fähigkeiten hat sich JS Precision zum bevorzugten Partner führender Hersteller medizinischer Geräte weltweit entwickelt.
Wir führen unseren Betrieb gemäß den Anforderungen von FDA 21 CFR Teil 820 Wir erfüllen den Standard für die Herstellung medizinischer Geräte und bieten Ihnen dadurch ein breites Spektrum an Möglichkeiten zur Risikominderung und Nutzengenerierung aus Sicht der Technologie-Compliance-Kosten und der Bereitstellung.
Die jahrelange Forschung und Entwicklung im Bereich der Insert-Molding-Technologie bei JS Precision hat zu Niederdruckfüllungen und Heißkanälen mit sequentiellen Ventilen geführt, bei denen es sich um äußerst präzise Technologien zur Unterstützung der Produktion medizinischer Komponenten handelt.
Diese Technologien helfen bei der Steuerung der Verschiebung von winzigen Einsätzen innerhalb sehr enger Toleranzen von nur 0,01 mm und lösen so die in der Branche üblichen Probleme der Verschiebung der Einsätze und des Haftungsversagens vollständig.
Darüber hinaus sorgt die Tatsache, dass es einen extrem hohen CpK-Index (größer als 1,33) aufweist und bei Wiederholbarkeitstests für drei aufeinanderfolgende Chargen (mindestens 1000 Stück pro Charge) keine Schwankungen in der Leistung gezeigt hat, für eine wirksame Gewährleistung der Produktkonsistenz und eine Verringerung des Risikos von Qualitätsschwankungen.
Beispiele aus der Praxis bestätigen noch mehr die Bedeutung unserer Partnerschaft. Ein Kunde produzierte eine minimalinvasive chirurgische Führungsdrahtanordnung, deren Metallnadeldurchmesser nur 0,3 mm betrug. Das herkömmliche Spritzgießen führte zu einer Verschiebung von 0,12 mm, was zu einer Ausschussrate von 7 % führte.
Andererseits führte die personalisierte medizinische Einlegeformlösung von JS Precision zu einer Verschiebung des Einlegeteils bis auf 0,01 mm, und der Kunde konnte eine stabile Ausbeute von 99,2 % erreichen.
Dies schont nicht nur die Umwelt, sondern ermöglicht dem Unternehmen auch eine höhere Produktivität und sorgt gleichzeitig dafür, dass das Produkt den geforderten Standards entspricht, was Ihnen im Grunde die realen Vorteile der technischen Vorteile bietet.
Wenn Sie mit Präzisions- und Compliance-Problemen bei der Verpackung medizinischer Komponenten zu kämpfen haben, kontaktieren Sie einen JS Precision-Ingenieur für kostenlose Falldetails, um intuitiv zu verstehen, wie wir Ihre Probleme lösen und Mehrwert schaffen können.
Warum sollten Sie sich für Dienstleistungen im Rahmen des medizinischen Fertigungssystems ISO 13485 entscheiden?
Das Wesentliche bei der Herstellung medizinischer Teile ist die Gewährleistung von Compliance und Sicherheit. A 13485 medizinische Herstellung System bietet diese grundlegende Sicherheit. Es ist nicht nur ein Dokument, sondern eine Qualität, die in der gesamten Produktionskette verankert ist. Das Umspritzen von Einlegeteilen ist ein sehr wichtiger Schritt und muss mit diesem System durchgeführt werden.
JS Precision bekennt sich voll und ganz zum ISO 13485-Anforderungsrahmen für die IQ/OQ/PQ-Validierung und zum ISO 14971-Ansatz für das Risikomanagement. Mittels Prozesskontrolle ermitteln wir Fehlermöglichkeiten beim Spritzgießen und tragen so dazu bei, dass Leistung/Toleranzen/unverändert über mehrere Chargen hinweg erhalten bleiben.
Auf diese Weise unterstützen wir die Bemühungen unserer Kunden , globale Marktzugangsgenehmigungen der FDA/CE zu erhalten.
Detaillierter Validierungsprozess (IQ/OQ/PQ) zur Konsistenzsicherung
Die dreistufige IQ-, OQ- und PQ-Validierung ist der „gesetzliche Pass“ für medizinische Geräte, die auf den europäischen und amerikanischen Markt gelangen, und bestätigt die Gerätekonformität, den stabilen Betrieb und die Leistungsstandards.
Mein CpK-Index > 1,33, wobei drei aufeinanderfolgende Chargen (1000 Stück pro Charge) die Einhaltung der Wiederholbarkeitstests erreichen und so die Produktkonsistenz effektiv garantieren.
Auf den Punkt gebracht bedeutet dies eine tägliche Mahlzeitproduktion, die eine Hygieneüberwachung vor der Produktion und die Sicherstellung der Geschmackskonsistenz in jeder Charge während der Produktion erfordert, damit das Produkt auf dem Markt verfügbar ist und sich die Verbraucher sicher fühlen können.
Produktionsrisikopräventionsmanagement basierend auf ISO 14971
Wir identifizieren potenzielle Gefahren in fünf Bereichen: Mensch, Maschine, Material, Methoden und Umwelt. Wir verwenden die FMEA-Bewertungsmethode zusammen mit einem Reinraum der Klasse 10.000 (Partikelanzahl < 3520 Partikel/m³, 0,5 μm), um Qualitätsrisiken an der Quelle zu beseitigen und die Wahrscheinlichkeit von Produktrückrufen für unsere Kunden zu minimieren.

Abbildung 1: Eine geräumige, saubere Fertigungswerkstatt mit geordneten Reihen großer Geräte, die von Personal in Schutzkleidung bedient wird, was auf eine Produktionsumgebung mit hohem Standard hinweist.
Wie kann die Verschiebung von Einsätzen in Präzisionskomponenten durch medizinisches Einsatzformen gelöst werden?
Die Verschiebung von Einlegeteilen ist eines der größten Probleme beim Spritzgießen medizinischer Einlegeteile. Die empfindlichen Teile wie lange Nadeln und Elektroden in Mikropräzisionsbauteilen können durch den Aufprall geschmolzenen Materials verschoben werden, was zu Problemen bei der Produktsicherheit führen kann.
JS Precision hat eine spezielle Lösung herausgebracht, die einen guten Kompromiss zwischen Genauigkeit und Geschwindigkeit darstellen kann Insert-Molding-Technologien .
Wir installieren ein Füllsystem mit niedrigem Druck und langsamer Geschwindigkeit sowie ein Heißkanal-Sequenzventilsystem, um sicherzustellen, dass die Kraft auf den Einsatz weniger als 0,05 N beträgt, wodurch das Risiko einer Verschiebung grundsätzlich ausgeschlossen wird. Es ist das Ergebnis zweier Haupttechnologien:
Druckausgleichstechnik und Folgeventilsteuerung
Wir verwenden in Segmente unterteilte Druckschemata (jede Änderung < 0,5 MPa), kombiniert mit einer Verzögerungszeit für das Öffnen der Ventilnadel von 0,01 s bis 0,05 s.
Mit Hilfe der Multipoint-Injection-Selbstzentrierung neutralisieren wir die seitliche Kraft der Schmelze auf einer Seite und verhindern so ein Verrutschen des Einsatzes. Dies ist der Hauptvorteil unserer Insert-Molding-Technologien.
Mit anderen Worten: Es ähnelt dem vorsichtigen Eingießen von Wasser in einen sehr schmalen Behälter. Indem Sie die Geschwindigkeit und den Winkel des Wasserflusses ändern, können Sie verhindern, dass es spritzt und der Behälter wackelt, und so ein sehr präzises und leckagefreies Ausgießen gewährleisten.
Präzise Positionierung von Mikroeinsätzen und Feinabstimmung der Form
Unsere Positionierungsstifte werden mit einer Toleranzkontrolle von +0,002 mm/-0 hergestellt. Darüber hinaus kann die Härte des Formeinsatzes bis zu 58–62 auf der HRC-Skala betragen. Das Schleifen bis auf den Mikrometerbereich sorgt für eine wackelfreie Arretierung des Einsatzes.
Zusammen mit der professionellen Spritzguss-Einlegetechnik führt dies zu einer deutlichen Verbesserung der Vergussgenauigkeit.
| Technische Parameter | Kontrollstandards | Traditionelle Prozessebene | Kundenvorteile | Anwendbare Szenarien |
| Installationskraft | ≤0,05 N | 0,1–0,2 N | Reduziert die Verformung und Verschiebung der Wendeschneidplatte | Mikroelektrode, Metallnadelkapselung |
| Verzögerung beim Öffnen der Ventilnadel | 0,01 s–0,05 s | Über 0,1 s | Gleicht die Aufprallkraft der Schmelze aus | Ultradünnwandiges Bauteilformteil |
| Positionierungsstifttoleranz | +0,002 mm/-0,00 | +0,01 mm/-0,01 mm | Wackelfreie Positionierung | Präzise Sensorkapselung |
| Härte des Formeinsatzes | HRC 58-62 | HRC 50-55 | Verlängert die Lebensdauer der Form und sorgt für stabile Präzision | Massenproduktionsprojekte |
Wenn Sie vor der Herausforderung stehen, Präzisionskomponenteneinsätze zu verschieben, reichen Sie Ihre Produktzeichnungen ein. JS Precision wird dann eine spezielle medizinische Einsatzformlösung für Sie anpassen und eine kostenlose Kostenberechnung erstellen.
Welche Insert-Molding-Technologien eignen sich für die Verpackung von CGM-Sensoren zur kontinuierlichen Glukoseüberwachung?
Komplexe Komponenten wie CGM-Sensorgehäuse erfordern häufig die Integration mehrerer Materialien, darunter Metall, Keramik und elektronische Komponenten, was eine äußerst hohe Kompatibilität mit Umspritztechnologien erfordert .
Fähigkeit von JS Precision, einer der führenden Hersteller von Komponenten für medizinische Geräte , um diesen Anforderungen mit ihren flexiblen Lösungen gerecht zu werden.
Schutz wärmeempfindlicher Komponenten mit filmunterstützter Formtechnologie
Beim filmunterstützten Formverfahren werden Polyimidfolien (PI) verwendet, um Sensorteile vor Temperaturschocks zu schützen. PI-Schichten werden zwischen 25 m und 50 m dick gehalten. Dies trägt dazu bei, die Hohlraumtemperaturen bei 15 °C bis 20 °C zu halten.
Und dieser Aufbau reduziert die Hitzebelastung empfindlicher Schaltkreise und Beschichtungen. Es scheint, dass der Effekt vor allem in Hochdruckumgebungen spürbar ist. Und der dünne Film fungiert als Barriere und schützt empfindliche Teile vor dem direkten Kontakt mit extremer Hitze.
Anwendung von Präzisionsbegrenzungseinsätzen in Miniatur-Sensorgehäusen
Der Platz in Miniatursensoren ist knapp, daher kommt es auf die Elektrodenkompression an. Wir halten das Verhältnis unter 5 % und über 3 %, wodurch Impedanzverschiebungen nach der Verpackung auf unter 0,5 % begrenzt werden.
Durch die Verwendung mechanischer Einsätze verhindern wir, dass die Kompression während des Formens die elektrischen Messwerte beeinflusst. Es ist schwer zu ignorieren, wie dies die CGM-Genauigkeit direkt unterstützt. Es gibt keinen Spielraum für Variationen in der Ausrichtung oder im Druck.
Wie kann ein professioneller medizinischer Insert-Molding-Service das Problem der Haftung zwischen Metall und Kunststoff lösen?
Eine unzureichende Verbindung zwischen Metall und Kunststoff kann leicht dazu führen, dass medizinische Teile reißen und sich ablösen. Deshalb ist es wichtig, die Sicherheitsvorschriften zu befolgen . JS Precision nutzt sein Fachwissen Medizinischer Insert-Molding-Service Neben anderen Techniken trägt es zur Verbesserung der Verbindungsfestigkeit bei und erfüllt auch die hohen Anforderungen an die Qualität von Spritzgusseinsätzen.
Verbesserung der Haftfestigkeit durch den Einsatz eines Einsatzvorwärmsystems
Wir verwenden ein Vorheizsystem für den Einsatz, sodass die Temperatur des Einsatzes bei 100 °C ± 5 °C gehalten werden kann. Der Kunststoff kühlt normal ab und kondensiert , ohne dass es zu Störungen durch den Einsatz kommt. Auf diese Weise können Polymermolekülketten leichter in die Metallmikroporen eindringen.
Dadurch wird die thermische Belastung verringert und eine Grenzflächenbindungsfestigkeit von 15 MPa oder mehr erreicht.
Auswirkungen der Oberflächenmodifikationstechnologie auf die hermetische Abdichtung
Wir verwenden eine Plasmabehandlung, um die Metalloberflächenspannung auf über 48 dyn/cm zu erhöhen. Dies ist eine Möglichkeit, die chemische Bindung zu fördern und eine hermetische Abdichtung gemäß IP67 oder höher sicherzustellen. Die Dichtung verfügt über eine Helium-Leckerkennungsrate von < 1 10 mbarl/s und ist beständig gegen mehrfache Sterilisationen im Autoklaven.
| Verarbeitungsmethode | Kernparameter | Bindungsstärke | Luftdichtheitsstandard | Sterilisationstoleranzzyklen | Anwendbare Materialien |
| Vorwärmen einsetzen | 100°C ± 5°C | >15MPa | IP65 | 50+ Zyklen | Edelstahl, medizinische Kunststoffe |
| Plasmabehandlung | Oberflächenspannung >48 dyn/cm | >20MPa | IP67 | Über 100 Zyklen | Titanlegierung, PEEK, PC/ABS |
| Unbehandelt | Raumtemperatur | <5MPa | IP54 | Weniger als 10 Zyklen | Allgemeine Metalle, Kunststoffe |
| Plasma + Vorwärmen | 100 °C ± 5 °C, Oberflächenspannung >48 dyn/cm | >25MPa | IP68 | Über 200 Zyklen | Verschiedene medizinische Metalle, Hochleistungskunststoffe |
Möchten Sie wissen, wie Sie die Metall-Kunststoff-Bindungsfestigkeit Ihres Produkts durch einen medizinischen Einlegeformservice verbessern können? Kontaktieren Sie einen JS Precision-Ingenieur für eine persönliche, professionelle Beratung.
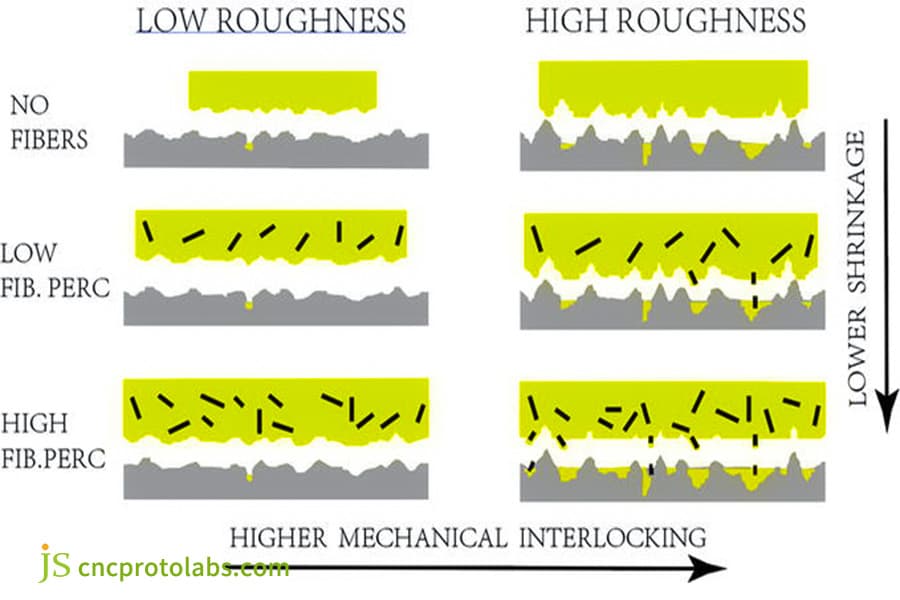
Abbildung 2: Ein technisches Diagramm, das veranschaulicht, wie Fasergehalt und Oberflächenrauheit die Schrumpfung und mechanische Verzahnung (Adhäsion) von Spritzgussteilen beeinflussen.
Welche Insert-Molding-Technologien können die Integrationsherausforderungen komplexer medizinischer Komponenten bewältigen?
Dabei handelt es sich häufig um Griffe chirurgischer Instrumente, Sensorgehäuse und andere komplexe medizinische Komponenten Multi-Material-Integration , was eine extrem hohe Stabilität der Insert-Molding-Technologien erfordert . JS Precision ist einer der führenden Hersteller von Komponenten für medizinische Geräte und bietet durch flexible Lösungen eine Reihe von Antworten auf diese Integrationsprobleme.
Vergleich vertikaler und horizontaler Spritzgusslösungen
Wir bieten vertikale und horizontale Spritzgießanlagen mit Schließkräften von 30T bis 250T. Vertikale Maschinen nutzen die Schwerkraft zur Selbstzentrierung langer Nadeln und mehrerer Einsätze, wobei der Schwerkraftversatz der Einsätze 0,001 mm beträgt. Horizontale Maschinen eignen sich besser für die Kapselung großer Gehäuse und sorgen für ein ausgewogenes Verhältnis zwischen Effizienz und Präzision.
Automatisches Beladen mit 6-Achsen-Roboter und verbesserte Ausbeute
Wir präsentieren eine automatisierte 6-Achsen-Roboterbeladung, die zu einer Wiederholgenauigkeit von 0,02 mm und einem Pick-and-Place-Zyklus führt, der 40 % schneller ist als die manuelle Beladung. Darüber hinaus führt die berührungslose Belastung zu einer geringeren Beschädigung der empfindlichen medizinischen Oberflächen und somit zu einer höheren Ausbeute beim Spritzgießen medizinischer Geräte.
Multi-Material-Integration (Metall-/Keramik-/Elektronikkomponenten) Verpackungsstrategie
Wir ändern die Parameter des Prozesses, um die Scherfestigkeit an der Grenzfläche deutlich um 30–50 % zu erhöhen , den CTE-Unterschied unterschiedlicher Materialien genau anzupassen, Risse zu vermeiden und die Fusion von Metallen, Keramik und medizinischen Kunststoffen in einem Zyklus zu erreichen, was die Produktionseffizienz steigern kann.
Wie können hervorragende Hersteller medizinischer Gerätekomponenten DFM optimieren, um Kosten zu senken?
Optimizing Design for Manufacturability (DFM) ist die Grundlage für Kostensenkung und Effizienzsteigerung . JS Precision unterstützt als professioneller Hersteller von Komponenten für medizinische Geräte seine Kunden beim Controlling Spritzguss für medizinische Geräte Kosten durch kleinste Änderungen, die die Produktleistung dennoch nicht beeinträchtigen.
Empfehlungen zur Einfügungsstandardisierung und Reduzierung der Formenkomplexität
Wir geben unseren Kunden Vorschläge für die Gestaltung von Wendeschneidplatten, z. B. die Einhaltung eines Fasenwinkels zwischen 0,5° und 1° und die Beibehaltung des Verhältnisses von Einstecktiefe zu Durchmesser nahe dem Idealwert von 2:1 . Diese Änderungen führen zu einer kürzeren Formbearbeitungszeit und einer einfacheren Einlegeverarbeitung beim Spritzgießen.
Der Wert der Heißkanaltechnologie in medizinischen Harzen
Medizinische Harze wie PEEK sind sehr teuer. Darüber hinaus führen herkömmliche Methoden zu einer Verschwendung von bis zu 30 %. Unsere Heißkanaltechnologie reduziert die Abfallrate auf weniger als 3 % , was eine schnelle Amortisation der anfänglichen Forminvestition und niedrigere Stückkosten für eine langfristige Massenproduktion bedeutet.
Lösung zur Zykluszeitoptimierung
Durch die Verwendung von konformer Kühlung und Materialien mit hoher Wärmeleitfähigkeit können wir für Kühlwasserkanäle eine Reynolds-Zahl (Re) von über 4000 erreichen, was bedeutet, dass die Spritzgusszykluszeit um 10–15 Sekunden verkürzt wird. Dies ermöglicht eine höhere Produktion pro Stunde, was Kosten spart und die Effizienz verbessert.
Wie lässt sich die langfristige Lieferfähigkeit von Lieferanten für medizinische Einsatzformen bewerten?
Die Massenproduktion medizinischer Komponenten erfordert eine stabile Lieferfähigkeit der Fabrik. JS Precision hält sich strikt an die Norm ISO 13485:2016 und verfügt über eine hervorragende Skalierbarkeit vom Prototyp bis zur Massenproduktion , wodurch die Produktionsanforderungen der Kunden langfristig erfüllt werden.
Skalierbarkeit vom Prototyp mit einer Kavität bis hin zu hocheffizienten Formen mit mehreren Kavitäten
Wir sind für 1x4, 1x8 und 1x16 gerüstet Form mit mehreren Kavitäten , mit Maßabweichungen zwischen den Hohlräumen <±0,01 mm.
Ein äußerst gut ausgestatteter interner Werkzeugraum erleichtert die schnelle Wartung und Iteration der Formen und erfüllt so unterschiedliche Anforderungen vom Prototyp bis zur Massenproduktion.
Digitale DHR-Aufzeichnung und vollständige Rückverfolgbarkeit des Produktionszyklus
Wir realisieren die digitale DHR-Aufzeichnung über ein MES-System, wobei die Parametererfassungsfrequenz 10 ms beträgt und die Rückverfolgbarkeitsaufzeichnungen über ein Jahrzehnt lang archiviert werden . Jedes Teil ist auf die Rohstoffe, Bediener und Prozessparameter rückverfolgbar und entspricht somit den behördlichen und FDA-Prüfungsanforderungen.
Möchten Sie unsere langfristigen Lieferfähigkeiten beurteilen? Sehen Sie sich die Fallstudien von JS Precision für die Massenproduktion von Mehrkavitätenformen an und kontaktieren Sie uns für detaillierte Lieferfähigkeitsspezifikationen und Zertifizierungen.

Abbildung 3: Eine Nahaufnahme der Hände eines Bedieners, der an einer Spritzgießmaschine arbeitet, die zylindrische medizinische Komponenten herstellt.
JS Precision-Fallstudie: Hochpräzise Verpackung eines 0,3-mm-Führungsdrahteinsatzes
Miniatur-Einlegeverpackungen sind für Kunden ein großes Thema. Herkömmliche medizinische Einsatzformen führen häufig dazu, dass sich Metalleinsätze mit einem Durchmesser von weniger als 0,5 mm lösen und verziehen. JS Precision ist in der Lage, dieses Problem durch den Einsatz modernster Umspritztechnologien vollständig zu lösen.
Herausforderungen
Der Kunde stellte eine minimalinvasive chirurgische Führungsdrahtanordnung her, die aus Metallnadeln mit einem Durchmesser von nur 0,3 mm bestand. Beim herkömmlichen Spritzgießen kam es zu einer Verschiebung von 0,12 mm, die über der 0,05-mm-Toleranz lag, was zu einer Ausschussrate von 7 % führte.
Darüber hinaus war es ziemlich schwierig, das zu bekommen ISO 13485-Zertifizierung , was eine Voraussetzung für den Marktzugang in Europa und den Vereinigten Staaten ist und auch zu Verschwendung und Lieferverzögerungen führt.
Lösung
Nachdem die Bedürfnisse des Kunden verstanden worden waren, stellte JS Precision eine professionelle Ingenieursgruppe zusammen, um eine einzigartige medizinische Einlegeformlösung zu entwickeln, die perfekt mit den Produkten des Kunden kompatibel ist.
- Unsere Niederdruck- und langsame Füllmethode reduziert den Spitzendruck um 40 % , wodurch das Problem des Aufpralls der Schmelze vollständig beseitigt wird und die verrückte Verschiebung von Metallstiften durch übermäßige Krafteinwirkung verhindert wird.
- Wir haben in Verbindung mit der Mikrometer-Schleiftechnologie einen Präzisions-Begrenzungsschiebereinsatz entwickelt, um die Toleranz des Positionierungsstifts auf +0,002 mm/-0 zu kontrollieren und so sicherzustellen , dass sich der Metallstift nicht innerhalb des Formhohlraums bewegt.
- Die sequentielle Heißkanal-Ventilsteuerungstechnologie ermöglicht es uns, vier Ventilnadeln nach einer bestimmten Verzögerung (bis zu 0,01 s) zu öffnen, was dazu beiträgt, dass die Schmelzen gleichzeitig von beiden Seiten des Einsatzes zusammenlaufen und die seitlichen Kräfte gut ausgleichen.
- Wir stellen sicher, dass die Gesundheitssicherheitsanforderungen erfüllt werden, indem wir das medizinische Herstellungssystem ISO 13485 sehr strikt befolgen und gleichzeitig die dreistufige Validierung von IQ/OQ/PQ implementieren. Als Ergebnis der FMEA hat das Risikomanagement Mensch, Maschine, Material, Methode und Umgebung als die Hauptrisiken der Produktion identifiziert und Maßnahmen gegen diese Risiken ergriffen, um kontinuierliche Chargen sicherzustellen.
- Gleichzeitig trägt die automatische 6-Achsen-Roboterbeladungstechnologie dazu bei, Kontaminationsrisiken und Positionsabweichungen durch manuelle Eingriffe zu beseitigen und die Produktionseffizienz zu steigern.
Endgültige Ergebnisse
Die Verschiebung wurde auf 0,01 mm verringert, die Ausbeute stieg um bis zu 99,2 %, die monatlichen Ausschussverluste sanken um 2.000 US-Dollar. Das Produkt erhielt nicht nur die ISO 13485-Zertifizierung und 10.000 Ermüdungstests, sondern gelangte auch auf den europäischen und amerikanischen Markt, und der Spritzgusszyklus wurde um 25 % verkürzt.
Stehen auch Ihre Produkte vor der Herausforderung der Mikro-Insert-Verkapselung? Senden Sie Ihre detaillierten Anforderungen , und JS Precision passt für Sie eine spezielle medizinische Insert-Molding-Lösung an und bietet eine kostenlose DFM-Analyse.
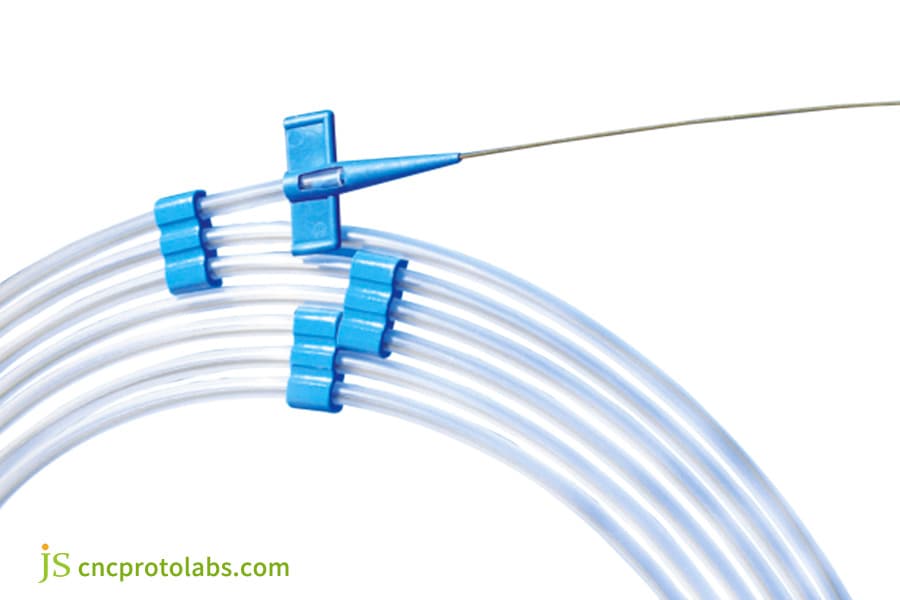
Abbildung 4: Ein transparenter Schlauch mit einem blauen Anschluss und einem dünnen Metalldraht als Beispiel für eine hochpräzise minimalinvasive chirurgische Führungsdrahtkomponente.
FAQs
F1: Was ist die ISO 13485-Zertifizierung für medizinisches Insert-Molding?
ISO 13485 ist ein Qualitätsmanagementstandard , der speziell für die Medizingeräteindustrie entwickelt wurde . Es definiert die Anforderungen an das medizinische Insert-Molding sowie andere Herstellungsprozesse, um sicherzustellen, dass alles konform und sicher ist. Diese Zertifizierung erleichtert auch den Zugang medizinischer Geräte zu globalen Märkten.
F2: Wie trägt das automatische Laden zur Qualität bei?
Der 6-Achsen-Roboter verfügt über eine Positionierungsgenauigkeit von 0,02 mm , wodurch menschliche Fehler und Verunreinigungen vermieden werden, die Einheitlichkeit medizinischer Insert-Molding-Produkte verbessert und die Produktionseffizienz gesteigert wird.
F3: Wie kann die Luftdichtheit der Metall-Kunststoff-Schnittstelle sichergestellt werden?
Durch Plasmabehandlung (Oberflächenenergie 48 Dyn) und Vorwärmen der Einsätze wird die chemische Bindung der Oberflächen aktiviert. Dadurch ist die Grenzflächenverklebung wasserdicht nach IP67 und hält auch mehreren Sterilisationszyklen stand.
F4: Wie können die Kosten für medizinisches Spritzgießen durch DFM optimiert werden?
Unter all den Möglichkeiten Durchführung von Design for Manufacturing (DFM) Durch die Auswahl der optimalen Wandstärke, die Minimierung der Anzahl von Hinterschneidungen , die Standardisierung der Spezifikationen der Spritzgusseinsätze und die Verwendung von Heißkanalformen können die medizinischen Spritzgusskosten um 15 bis 25 % gesenkt und die Produktionskapazität erhöht werden.
F5: Wie stellt JS Precision die Rückverfolgbarkeit der Produkte sicher?
Mithilfe des MES-Systems wird ein digitaler DHR-Datensatz erstellt, über den jede Teilecharge auf Rohstoffe, Bediener und Prozessparameter zurückgeführt werden kann und so die ISO 13485-Standards eingehalten werden.
F6: Wie können wir die Schwierigkeiten beim Formen von Hochleistungskunststoffen wie PEEK bewältigen?
Die Aufrechterhaltung der Kristallinität von PEEK gemäß der Norm ist der Schlüssel zur Reduzierung von Formfehlern . Dies kann durch den Einsatz eines 200°C-Hochtemperatur-Formtemperaturreglers und die Verfeinerung der Parameter der Insert-Molding-Technologie erreicht werden.
F7: Sind Sie in der Lage, mit Mikrogehäusen umzugehen, die eine Genauigkeit von 0,1 mm erfordern?
Tatsächlich ist unsere CGM-Sensorverpackung ein Beispiel für eine Verpackung im Mikrometerbereich, bei der es uns durch Präzisionspositionierung und Niederdruck-Fülltechnologie gelingt, eine Genauigkeit von 0,1 mm sowie den Schutz der Kernkomponenten zu erreichen.
F8: Wie lange dauert es normalerweise vom Prototypen eines neuen Projekts bis zur Massenproduktion?
Im Allgemeinen dauert die Herstellung von Prototypenformen 15 bis 20 Tage. Nach der IQ/OQ/PQ-Verifizierung wird die Ausweitung der Massenproduktion 45–60 Tage dauern. Der Zeitplan kann je nach den Anforderungen zur Sicherstellung einer schnellen Lieferung geändert werden.
Zusammenfassung
Der wichtigste Faktor bei der präzisen Verpackung medizinischer Komponenten ist die Wahl eines Experten für medizinisches Umspritzen, mit dem Sie eine zuverlässige Partnerschaft eingehen können.
JS Precision ist nach wie vor kundenorientiert und nutzt modernste Insert-Molding-Technologien und ein strenges 13485-Medizinfertigungssystem, um Schwachstellen wie Insert-Bewegungen und Compliance zu bekämpfen und wirtschaftliche Lösungen aus einer Hand anzubieten.
Vom Prototyping bis zur Massenproduktion sind wir in der Lage, Sie bei der Eroberung des Marktes passgenau zu unterstützen. Nehmen Sie Kontakt mit dem Ingenieur von JS Precision auf Fordern Sie sofort einen kostenlosen DFM-Analysebericht an.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

