

Moulage d'inserts médicaux est une technologie fondamentale pour créer un emballage précis dans la fabrication de composants médicaux. Dans la fabrication de dispositifs médicaux, si l'insert est déplacé ou si la liaison échoue, cela entraîne non seulement un taux de rebut très élevé (jusqu'à 5 à 8 %) , mais cela peut également mettre en danger la sécurité du patient.
Alors, comment obtenir une précision d’emballage au micron sans endommager les composants électroniques délicats ou les aiguilles métalliques de précision ?
En tant que l'un des principaux fabricants de composants de dispositifs médicaux, JS Precision fournit à ses clients des solutions personnalisées à haut rendement et à faible risque grâce à des technologies avancées de moulage d'inserts et à un système de fabrication médicale 13485 strict, répondant efficacement à leurs principaux problèmes dans la production de composants médicaux.
Aperçu de la réponse principale
| Dimensions | Solutions technologiques de base | Livraison de valeur |
| Contrôle de précision | Grâce à l'utilisation d'un remplissage à basse pression (maintenant la pression inférieure à 0,05 N) ainsi que de la technologie de canaux chauds à vanne séquentielle pour éliminer totalement l'impact de la fonte. | Risque de déplacement de l'insert réduit de 90 %, stabilité du packaging ultra précise au niveau de 0,01 mm garantie. |
| Conformité de la qualité | Réalisation IQ/OQ/PQ de manière très stricte dans le cadre de l'environnement ISO 13485 et d'une gestion des risques basée sur la norme ISO 14971. | Obtenez une cohérence des lots à 100 % et fournissez des cycles de vie (DHR) de haute qualité, entièrement traçables et conformes aux exigences réglementaires. |
| Optimisation des coûts | Déployez un chargement automatique robotisé à 6 axes et une conception DFM à canaux chauds pour minimiser le gaspillage de résines coûteuses de qualité médicale. | Réduction du temps de cycle de moulage par injection d'environ 25 %, une étape majeure dans l'optimisation des coûts unitaires de traitement et de l'efficacité de la production. |
Points clés à retenir :
- Précision ultime :
Le déplacement des plus petites plaquettes est contrôlé avec une très haute précision dans une plage de tolérance de 0,01 mm grâce à l'utilisation de technologies de compensation de pression et de limitation de précision.
- Assurance de conformité :
La certification ISO 13485 réduit non seulement les risques de non-conformité juridique, mais garantit également que le processus de production est conforme aux principales normes mondiales d'accès au marché médical, telles que FDA/CE.
- Réduction des coûts et amélioration de l’efficacité :
La combinaison de l'intégration automatisée avec les systèmes à canaux chauds augmente non seulement la capacité de production, mais réduit également de 15 à 20 % la perte de résines de qualité médicale coûteuses telles que le PEEK.
- Approfondissement technologique :
Service d'emballage expert pour les pièces les plus complexes telles que les capteurs CGM. Par exemple, une herméticité élevée et une forte liaison de l'interface métal-plastique.
Pourquoi choisir le service de moulage d'inserts médicaux de JS Precision ?
Les fabricants de composants médicaux qui choisissent un service de moulage d'inserts médicaux digne de confiance doivent tenir compte du fait que cela a un impact sur la sécurité, la conformité et la compétitivité des produits sur le marché .
JS Precision est devenu le partenaire préféré des principaux fabricants de dispositifs médicaux du monde entier en raison de sa connaissance et de ses capacités du secteur.
Nous menons nos opérations conformément aux exigences de FDA 21 CFR Partie 820 norme de fabrication de dispositifs médicaux, vous offrant ainsi un large éventail d'opportunités de réduction des risques et de génération d'avantages du point de vue des coûts de conformité technologique et de la livraison.
Les années de recherche et de développement sur la technologie de moulage d'inserts chez JS Precision ont abouti au remplissage à basse pression et aux canaux chauds à vannes séquentielles, qui sont des technologies d'aide à la production de composants médicaux très précises.
Ces technologies aident à effectuer le contrôle du déplacement de minuscules inserts dans des tolérances très étroites aussi basses que 0,01 mm , résolvant ainsi complètement les problèmes habituels de l'industrie en matière de déplacement des inserts et de défaillance d'adhérence.
De plus, le fait qu'il ait un indice CpK extrêmement élevé (supérieur à 1,33) et qu'il n'ait montré aucune variation dans les performances des tests de répétabilité pour trois lots consécutifs (au moins 1 000 pièces par lot) garantit efficacement la cohérence du produit et réduit les risques de fluctuation de la qualité.
Des exemples concrets confirment encore davantage l’importance de notre partenariat. Un client produisait un ensemble de fil guide chirurgical mini-invasif, dont le diamètre de l'aiguille métallique n'était que de 0,3 mm. Le moulage par injection traditionnel entraînait un déplacement de 0,12 mm, provoquant un taux de rebut de 7 %.
D'autre part, la solution de moulage d'inserts médicaux personnalisés de JS Precision a permis un déplacement de l'insert jusqu'à 0,01 mm, et le client a pu atteindre un rendement stable de 99,2 %.
Cela permet non seulement de préserver l'environnement, mais permet également à l'entreprise d'être plus productive tout en maintenant le produit dans les normes requises, ce qui vous donne essentiellement les avantages réels des avantages technologiques.
Si vous rencontrez des problèmes de précision et de conformité dans le conditionnement de composants médicaux, contactez un ingénieur JS Precision pour obtenir gratuitement des détails sur le cas afin de comprendre intuitivement comment nous pouvons résoudre vos problèmes et créer de la valeur.
Pourquoi choisir les services du système de fabrication médicale ISO 13485 ?
L’essence de la fabrication de pièces médicales est d’assurer la conformité et la sécurité. UN 13485 fabrication médicale Le système offre cette assurance fondamentale. Il ne s’agit pas seulement d’un document, mais plutôt d’une qualité ancrée dans toute la chaîne de production. Le moulage par insert, étant une étape très importante, doit être réalisé selon ce système.
JS Precision s'engage pleinement envers le cadre d'exigences ISO 13485 pour la validation IQ/OQ/PQ et l'approche ISO 14971 pour la gestion des risques. Grâce au contrôle des processus, nous déterminons les modes de défaillance du moulage par injection, contribuant ainsi à garantir que les performances/tolérances/restent inchangées au cours de plusieurs lots.
De cette façon, nous soutenons les efforts des clients pour obtenir les approbations d'accès au marché mondial FDA/CE.
Processus de validation détaillé (IQ/OQ/PQ) pour l'assurance de la cohérence
La validation en trois étapes IQ, OQ et PQ constitue le « passeport légal » pour les dispositifs médicaux entrant sur les marchés européens et américains, confirmant la conformité des équipements, leur fonctionnement stable et leurs normes de performance.
Mon indice CpK > 1, 33, avec trois lots consécutifs (1 000 pièces par lot) atteignant la conformité des tests de répétabilité, garantissant efficacement la cohérence du produit.
En un mot, cela signifie une production quotidienne de repas qui nécessite une surveillance de l'hygiène avant la production et la garantie d'une cohérence du goût dans chaque lot pendant la production afin que le produit soit disponible sur le marché et que les consommateurs puissent se sentir en sécurité.
Gestion de la prévention des risques de production basée sur la norme ISO 14971
Nous identifions les dangers potentiels dans cinq domaines : les personnes, les machines, les matériaux, les méthodes et l'environnement. Nous utilisons la méthode d'évaluation FMEA, ainsi qu'une salle blanche de classe 10 000 (nombre de particules < 3 520 particules/m³, 0,5 μm), pour éliminer les risques qualité à la source et minimiser les risques de rappel de produits pour nos clients.

Figure 1 : Un atelier de fabrication spacieux et propre avec des rangées ordonnées de gros équipements, exploités par du personnel en tenue de protection, indiquant un environnement de production de haut niveau.
Comment résoudre le déplacement des inserts dans les composants de précision grâce au moulage d'inserts médicaux ?
Le déplacement des inserts est l’un des problèmes les plus importants dans le moulage d’inserts médicaux. Les pièces délicates telles que les longues aiguilles et les électrodes des composants de micro-précision peuvent être déplacées par l'impact du matériau en fusion, entraînant des problèmes de sécurité du produit.
JS Precision a sorti une solution dédiée qui peut être un bon compromis entre la précision et la rapidité de technologies de moulage d'inserts .
Nous installons un système de remplissage à basse pression et à vitesse lente ainsi qu'un système de vanne de séquence à canaux chauds pour garantir que la force exercée sur l'insert est inférieure à 0,05 N, éliminant ainsi fondamentalement le risque de déplacement. Elle est le résultat de deux technologies principales :
Technologie de compensation de pression et contrôle des vannes de séquence
Nous utilisons des schémas de pression décomposés en segments (chaque changement < 0,5 MPa), combinés à un temps de retard d'ouverture du pointeau de vanne de 0,01 s à 0,05 s.
Grâce à l'auto-centrage de l'injection multipoint, nous neutralisons la force latérale de la matière fondue d'un côté, empêchant ainsi l'insert de se déplacer. C’est le principal avantage de nos technologies de moulage par insert.
En d’autres termes, cela revient à verser doucement de l’eau dans un récipient très étroit. En modifiant la vitesse et l'angle du débit d'eau, vous pouvez empêcher les éclaboussures et le récipient de trembler, garantissant un versement très précis et sans fuite.
Positionnement de précision des micro-inserts et réglage fin du moule
Nos broches de positionnement sont fabriquées avec un contrôle de tolérance de +0,002 mm/-0. En outre, la dureté de l'insert de moule peut atteindre 58-62 sur l'échelle HRC . Les broyages jusqu'au micron assurent un verrouillage sans oscillation de l'insert.
Associé à la technologie professionnelle des inserts de moulage par injection, cela entraîne une grande amélioration de la précision de l'encapsulation.
| Paramètres techniques | Normes de contrôle | Niveau de processus traditionnel | Avantages client | Scénarios applicables |
| Force d'installation | ≤0,05N | 0,1-0,2N | Réduit la déformation et le déplacement de la plaquette | Microélectrode, encapsulation d'aiguille métallique |
| Retard d’ouverture de l’aiguille de valve | 0,01 s-0,05 s | Plus de 0,1 s | Équilibre la force d'impact de fonte | Moulage de composants de paroi ultra-mince |
| Tolérance de la broche de positionnement | +0,002mm/-0 | +0,01mm/-0 | Positionnement sans oscillation | Encapsulation de capteur de précision |
| Dureté de l'insert de moule | HRC 58-62 | HRC 50-55 | Prolonge la durée de vie du moule, assure une précision stable | Projets de production de masse |
Si vous êtes confronté au défi du déplacement précis des inserts de composants, soumettez vos dessins de produits et JS Precision personnalisera pour vous une solution de moulage d'inserts médicaux dédiée et vous fournira un calcul gratuit des coûts.
Quelles technologies de moulage par insert sont adaptées au conditionnement des capteurs de surveillance continue du glucose CGM ?
Les composants complexes tels que les boîtiers de capteurs CGM impliquent souvent l'intégration de plusieurs matériaux, notamment des composants métalliques, céramiques et électroniques, nécessitant une compatibilité extrêmement élevée avec les technologies de moulage par insert.
Capacité de JS Precision, l'un des leaders fabricants de composants pour dispositifs médicaux , pour répondre à ces exigences avec leurs solutions flexibles.
Protection des composants sensibles à la chaleur grâce à la technologie de moulage assisté par film
Le processus de moulage assisté par film utilise des films de polyimide (PI) pour protéger les pièces du capteur des chocs thermiques. Les couches PI ont une épaisseur comprise entre 25 et 50 m. Cela permet de maintenir la température de la cavité entre 15°C et 20°C.
Et cette configuration réduit l’exposition à la chaleur pour les circuits et revêtements délicats. Il semble que l’effet soit surtout visible dans les environnements à haute pression. Et le film mince agit comme une barrière, empêchant les parties sensibles du contact direct avec une chaleur extrême.
Application d'inserts de limitation de précision dans un emballage de capteur miniature
L’espace dans les capteurs miniatures est restreint, la compression des électrodes est donc importante. Nous maintenons le ratio en dessous de 5 % et au-dessus de 3 %, limitant ainsi les changements d'impédance après emballage à moins de 0,5 %.
En utilisant des inserts mécaniques, nous évitons que la compression pendant le moulage n'affecte les lectures électriques. Difficile d’ignorer à quel point cela soutient directement la précision du CGM. Il n'y a aucune place pour une variation d'alignement ou de pression.
Comment un service médical professionnel de moulage d’inserts peut-il résoudre le problème de l’adhérence entre le métal et le plastique ?
Une liaison insuffisante entre le métal et le plastique peut facilement provoquer des fissures et un pelage des pièces médicales, c'est pourquoi il est important de suivre les règles de sécurité . JS Précision met à profit son expertise service de moulage d'inserts médicaux , entre autres techniques, contribue à la force de liaison et répond également aux normes élevées de qualité des inserts de moulage par injection.
Amélioration de la force de liaison grâce à l'utilisation du système de préchauffage des inserts
Nous utilisons un système de préchauffage de l'insert afin que la température de l'insert puisse être maintenue à 100°C ± 5°C. Le plastique refroidira normalement et se condensera sans aucune perturbation de l'insert. Les chaînes moléculaires des polymères pénétreront ainsi plus facilement dans les micropores métalliques.
En conséquence, la quantité de contrainte thermique est diminuée et une force de liaison interfaciale de 15 MPa ou plus est obtenue.
Effet de la technologie de modification de surface sur l'étanchéité hermétique
Nous utilisons un traitement plasma pour augmenter la tension superficielle du métal au-dessus de 48 dynes/cm. C'est un moyen de favoriser la liaison chimique et d'assurer une étanchéité hermétique de niveau IP67 ou supérieur. Le joint est doté d'un taux de détection de fuite d'hélium < 1 10 mbarl/s et résiste à plusieurs stérilisations en autoclave.
| Méthode de traitement | Paramètres de base | Force de liaison | Norme d'étanchéité à l'air | Cycles de tolérance de stérilisation | Matériaux applicables |
| Insérer le préchauffage | 100°C ± 5°C | >15MPa | IP65 | 50+ cycles | Acier inoxydable, plastiques médicaux |
| Traitement au plasma | Tension superficielle >48 dynes/cm | >20MPa | IP67 | 100+cycles | Alliage de titane, PEEK, PC/ABS |
| Non traité | Température ambiante | <5MPa | IP54 | Moins de 10 cycles | Métaux généraux, plastiques |
| Plasma + Préchauffage | 100°C ± 5°C, tension superficielle >48 dynes/cm | >25MPa | IP68 | 200+cycles | Divers métaux médicaux, plastiques haute performance |
Vous voulez savoir comment améliorer la force de liaison métal-plastique de votre produit grâce à un service de moulage d'inserts médicaux ? Contactez un ingénieur JS Precision pour une consultation professionnelle individuelle.
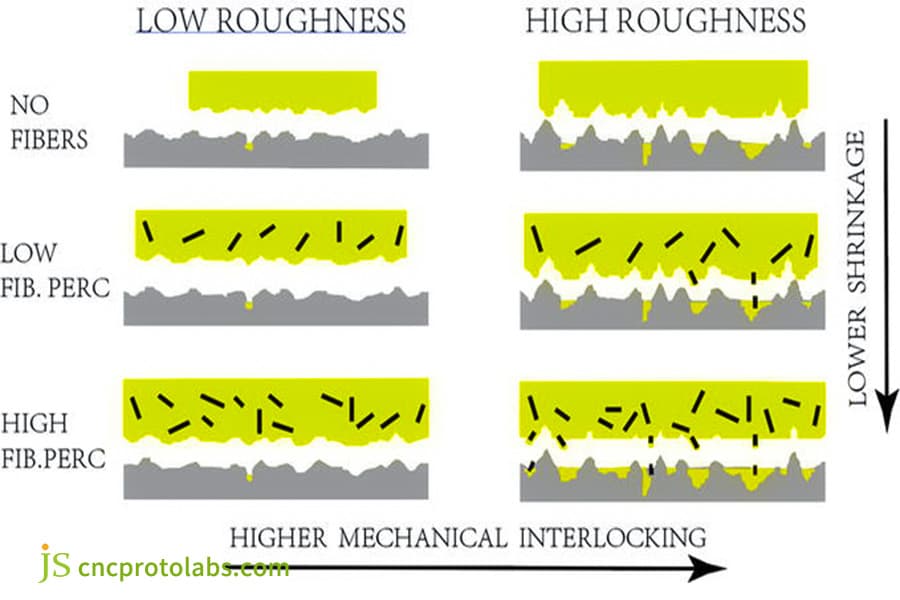
Figure 2 : Un schéma technique illustrant comment la teneur en fibres et la rugosité de la surface influencent le retrait et l'emboîtement mécanique (adhérence) des pièces moulées par injection.
Quelles technologies de moulage par insert peuvent relever les défis d’intégration de composants médicaux complexes ?
Les poignées d'instruments chirurgicaux, les boîtiers de capteurs et autres composants médicaux complexes impliquent souvent intégration multi-matériaux , exigeant une stabilité extrêmement élevée de la part des technologies de moulage par insert. JS Precision, l'un des principaux fabricants de composants pour dispositifs médicaux, propose une gamme de réponses à ces problèmes d'intégration via des solutions flexibles.
Comparaison des solutions de moulage par injection verticales et horizontales
Nous fournissons des équipements de moulage par injection verticaux et horizontaux, dotés de forces de serrage allant de 30T à 250T. Les machines verticales s'appuient sur la gravité pour l'auto-centrage des aiguilles longues et des inserts multiples, avec un décalage de gravité de l'insert de 0,001 mm. Les machines horizontales conviennent mieux à l’encapsulation de grands boîtiers, en équilibrant efficacité et précision.
Chargement automatisé robotisé à 6 axes et rendement amélioré
Nous présentons le chargement automatisé robotisé à 6 axes, qui conduit à une précision de répétabilité de 0,02 mm et à un cycle de prise et de placement 40 % plus rapide que le chargement manuel. De plus, le chargement sans contact entraîne moins de dommages aux surfaces médicales délicates et conduit ainsi à un rendement plus élevé de moulage par injection de dispositifs médicaux.
Stratégie d'emballage d'intégration multi-matériaux (métal/céramique/composants électroniques)
Nous modifions les paramètres du processus pour augmenter considérablement la résistance au cisaillement interfacial de 30 à 50 % , ajuster exactement la différence CTE de matériaux différents, éviter les fissures et réaliser la fusion en un cycle des métaux, des céramiques et des plastiques de qualité médicale, ce qui peut augmenter l'efficacité de la production.
Comment d’excellents fabricants de composants de dispositifs médicaux peuvent-ils optimiser le DFM pour réduire les coûts ?
L'optimisation de la conception pour la fabricabilité (DFM) est la base de la réduction des coûts et de l'amélioration de l'efficacité . JS Precision, en tant que fabricant professionnel de composants pour dispositifs médicaux, assiste ses clients dans le contrôle moulage par injection de dispositifs médicaux coûts grâce à des changements infimes qui ne compromettent toujours pas les performances du produit.
Recommandations de standardisation de l'insertion et réduction de la complexité des moules
Nous partageons avec nos clients des suggestions de conceptions de plaquettes, par exemple en gardant l'angle de chanfrein entre 0,5° et 1° et en maintenant le rapport profondeur d'insertion/diamètre proche de l'idéal 2:1 . Ces changements conduisent à un temps de traitement des moules plus court et à un traitement des inserts plus simple pour le moulage par injection.
La valeur de la technologie des canaux chauds dans les résines médicales
Les résines médicales comme le PEEK sont très coûteuses. En outre, les méthodes traditionnelles entraînent un gaspillage pouvant atteindre 30 %. Notre technologie de canaux chauds réduit le taux de déchets à moins de 3 % , ce qui signifie une récupération rapide de l'investissement initial dans le moule et une réduction des coûts unitaires pour une production de masse à long terme.
Solution d'optimisation du temps de cycle
En utilisant des matériaux de refroidissement conformes et à haute conductivité thermique, nous sommes en mesure d'obtenir un nombre de Reynolds (Re) supérieur à 4 000 pour les canaux d'eau de refroidissement, ce qui signifie que le temps de cycle de moulage par injection est réduit de 10 à 15 secondes. Cela permet plus de production par heure, ce qui permet de réduire les coûts et d'améliorer l'efficacité.
Comment évaluer la capacité de livraison à long terme des fournisseurs de moulage d’inserts médicaux ?
La production de masse de composants médicaux nécessite la capacité d’approvisionnement stable de l’usine. JS Precision suit strictement la norme ISO 13485:2016 et offre une merveilleuse évolutivité, même du prototype à la production de masse , satisfaisant ainsi les besoins de production des clients sur le long terme.
Évolutivité du prototype à cavité unique aux moules multi-empreintes à haute efficacité
Nous sommes équipés pour gérer le 1x4, le 1x8 et le 1x16 moule multi-cavités , avec des écarts dimensionnels entre cavités <±0,01 mm.
Une salle d'outillage interne extrêmement bien équipée facilite la maintenance et l'itération rapides des moules , répondant ainsi aux différentes exigences du prototype à la production en série.
Enregistrement numérique DHR et traçabilité complète du cycle de production
Nous réalisons l'enregistrement numérique DHR via un système MES, où la fréquence d'acquisition des paramètres est de 10 ms et les enregistrements de traçabilité sont archivés pendant plus d'une décennie . Chaque pièce est traçable jusqu'aux matières premières, aux opérateurs et aux paramètres de processus, étant ainsi conforme aux exigences réglementaires et d'audit de la FDA.
Vous souhaitez évaluer nos capacités de livraison à long terme ? Consultez les études de cas de production de masse de moules multi-empreintes de JS Precision et contactez-nous pour obtenir des spécifications et des certifications détaillées sur les capacités de livraison.

Figure 3 : Vue rapprochée des mains d'un opérateur travaillant sur une machine de moulage par injection qui produit des composants médicaux cylindriques.
Étude de cas JS Precision : Emballage de haute précision d'un insert de fil de guidage de 0,3 mm
Les emballages miniatures constituent un enjeu majeur pour les clients. Le moulage d'inserts médicaux conventionnels conduit souvent au délogement et à la déformation des inserts métalliques d' un diamètre inférieur à 0,5 mm. JS Precision est en mesure de résoudre complètement ce problème en utilisant les technologies de moulage par insert les plus avancées.
Défis rencontrés
Le client fabriquait un ensemble de fil guide chirurgical mini-invasif composé d'aiguilles métalliques d'un diamètre de seulement 0,3 mm. Le moulage par injection, de la manière habituelle, a provoqué un déplacement de 0,12 mm, ce qui dépassait la tolérance de 0,05 mm, ce qui a entraîné un taux de rebut de 7 %.
De plus, il était assez difficile d'obtenir le Certification ISO 13485 , ce qui est une condition pour accéder au marché en Europe et aux États-Unis, et qui entraîne également des gaspillages et des retards de livraison.
Solution
JS Precision a réuni un groupe d'ingénieurs professionnels après avoir compris les besoins du client afin de concevoir une solution de moulage d'inserts médicaux unique en son genre, parfaitement compatible avec les produits du client.
- Notre méthode de remplissage lent et à basse pression réduit la pression maximale de 40 % , éliminant complètement le problème de l'impact de la fonte et empêchant le déplacement fou des broches métalliques causé par une force excessive.
- Nous avons créé un insert coulissant de limitation de précision en conjonction avec une technologie de meulage au niveau du micron pour contrôler la tolérance de la goupille de positionnement à +0,002 mm/-0, garantissant ainsi aucun mouvement de la goupille métallique à l'intérieur de la cavité du moule.
- La technologie de contrôle séquentiel des vannes à canaux chauds nous permet d'ouvrir quatre broches de vanne après un certain délai (jusqu'à 0,01 s), ce qui permet aux matières fondues de converger en même temps des deux côtés de l'insert et de bien équilibrer les forces latérales.
- Nous veillons à ce que les exigences de sécurité sanitaire soient respectées en suivant très strictement le système de fabrication médicale ISO 13485 tout en mettant en œuvre la validation en trois étapes IQ/OQ/PQ. Grâce à l'AMDEC, la gestion des risques a identifié les humains, les machines, les matériaux, les méthodes et l'environnement comme les principaux risques de la production, et des mesures ont été prises pour garantir la continuité des lots.
- Dans le même temps, la technologie de chargement automatique robotique à 6 axes contribue à éliminer les risques de contamination et les écarts de position provoqués par une intervention manuelle, ainsi qu'à augmenter l'efficacité de la production.
Résultats finaux
Le déplacement a été réduit à 0,01 mm, une augmentation du rendement jusqu'à 99,2 %, des pertes mensuelles de rebuts qui ont diminué de 2 000 $, le produit a non seulement obtenu la certification ISO 13485 et 10 000 tests de fatigue, mais a également été commercialisé sur les marchés européen et américain, et le cycle de moulage par injection a été raccourci de 25 %.
Vos produits sont-ils également confrontés au défi de l’encapsulation par micro-inserts ? Soumettez vos besoins détaillés , et JS Precision personnalisera pour vous une solution de moulage d'inserts médicaux dédiée, fournissant une analyse DFM gratuite.
Figure 4 : Un tube transparent avec un connecteur bleu et un fil métallique fin, illustrant un composant de fil guide chirurgical mini-invasif de haute précision.
FAQ
Q1 : Qu'est-ce que la certification ISO 13485 dans le moulage d'inserts médicaux ?
ISO 13485 est une norme de gestion de la qualité conçue spécifiquement pour l'industrie des dispositifs médicaux . Il définit les exigences en matière de moulage d'inserts médicaux ainsi que d'autres processus de fabrication pour garantir que tout est conforme et sûr. Cette certification aide également les dispositifs médicaux à accéder aux marchés mondiaux.
Q2 : Comment le chargement automatisé contribue-t-il à la qualité ?
Le robot à 6 axes a une précision de positionnement de 0,02 mm , ce qui élimine les erreurs humaines et la contamination, améliorant ainsi l'uniformité des produits de moulage d'inserts médicaux ainsi que l'efficacité de la production.
Q3 : Comment assurer l'étanchéité à l'air de l'interface métal-plastique ?
Le traitement au plasma (énergie de surface 48 dynes) ainsi que le préchauffage des inserts sont utilisés pour activer la liaison chimique des surfaces. En conséquence, l’adhésion interfaciale aura la qualité d’étanchéité IP67 et pourra également supporter plusieurs cycles de stérilisation.
Q4 : Comment optimiser les coûts de moulage par injection médicale via DFM ?
Parmi toutes les manières de effectuer la conception pour la fabrication (DFM) , la sélection de l'épaisseur de paroi optimale, la minimisation du nombre de contre-dépouilles , la normalisation des spécifications des inserts de moulage par injection et l'utilisation de moules à canaux chauds peuvent contribuer à réduire les coûts de moulage par injection médicale de 15 à 25 % et à augmenter la capacité de production.
Q5 : Comment JS Precision assure-t-il la traçabilité des produits ?
À l'aide du système MES, un enregistrement numérique DHR est créé, grâce auquel tout lot de pièces peut être retracé jusqu'aux matières premières, aux opérateurs et aux paramètres de processus, respectant ainsi les normes ISO 13485.
Q6 : Comment pouvons-nous résoudre les difficultés liées au moulage de plastiques hautes performances comme le PEEK ?
Le maintien de la cristallinité du PEEK conformément à la norme est essentiel pour réduire les défauts de moulage . Ceci peut être réalisé en utilisant un contrôleur de température de moule à haute température de 200 °C et en affinant les paramètres de la technologie de moulage par insert.
Q7 : Êtes-vous capable de gérer des micro-boîtiers nécessitant une précision de 0,1 mm ?
En effet, notre emballage de capteur CGM est un exemple d'emballage au niveau du micron où, grâce à un positionnement de précision et à une technologie de remplissage à basse pression, nous parvenons à atteindre des précisions de niveau de 0,1 mm ainsi qu'à protéger les composants principaux.
Q8 : Combien de temps faut-il généralement pour passer du prototypage d'un nouveau projet à la production de masse ?
Généralement, la fabrication de prototypes de moules prend 15 à 20 jours. Après la vérification IQ/OQ/PQ, l'expansion de la production de masse prendra 45 à 60 jours. Le calendrier peut être modifié en fonction des exigences visant à garantir une livraison rapide.
Résumé
Le facteur le plus important dans l’emballage de composants médicaux par précision est le choix d’un service expert en moulage d’inserts médicaux avec lequel vous pouvez avoir un partenariat fiable.
JS Precision est toujours orienté client, utilisant des technologies de moulage d'inserts de pointe et un système de fabrication médicale 13485 strict pour cibler les points sensibles tels que les mouvements et la conformité des inserts, offrant ainsi des solutions économiques uniques.
Du prototypage à la production en série, nous savons nous adapter précisément pour vous accompagner dans la conquête du marché. Contactez l'ingénieur JS Precision pour obtenir un rapport d'analyse DFM gratuit.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

