

El sobremoldeo de TPE es un método esencial para abordar los problemas funcionales y táctiles de componentes complejos. La unión química desempeña un papel fundamental en el sobremoldeo de TPE, ya que la resistencia de la unión interfacial requerida debe ser superior a 5 N/mm.
Se debe compensar el costo de los moldes con una contracción doble del 1,5 % al 3 %. Las formulaciones a medida permiten trabajar en condiciones exigentes, y la combinación de procesos puede reducir los costos totales de ensamblaje entre un 20 % y un 40 %.
Los fallos en el sellado, la aspereza al tacto y el costoso montaje son problemas típicos en la fabricación de piezas complejas. El sobremoldeo de TPE puede ser una solución al combinar TPE flexible con sustratos rígidos en un solo paso para satisfacer las necesidades de protección y absorción de impactos en diversos sectores.
JS Precision ofrece soluciones de sobremoldeo fiables a clientes de todo el mundo, contribuyendo a mejorar la competitividad de sus productos.
Descripción general de la respuesta principal
Dimensiones clave | Estándares/Soluciones Técnicas Fundamentales |
Mecanismo de conexión | Se prefiere la unión química (compatibilidad polar) y la fuerza de unión en la interfaz debe ser superior a 5 N/mm. |
Selección de materiales | Personalice el índice reológico del TPE (MFI 10-25) según el sustrato (PP/ABS/PC/PA). |
Precisión del molde | Se utiliza un molde de dos componentes con una tolerancia en la superficie de separación controlada dentro de 0,01 mm. |
Evaluación de la calidad | Implementar la prueba de desprendimiento ASTM D6862 para garantizar que no haya desgomado después de 100 ciclos térmicos. |
Conclusiones clave
- La fuerte unión química es un factor clave. Tanto el sustrato como el TPE deben tener parámetros de solubilidad muy similares (valores delta cercanos). En otras palabras, estos materiales pueden crear fuertes enlaces moleculares y no se desprenderán fácilmente.
- El diseño preciso del molde debe tener en cuenta estrictamente las dos tasas de contracción diferentes del sustrato y del TPE (que suelen diferir entre un 1,5 % y un 3 %) para que no haya cambios en las dimensiones después del moldeo.
- Los preparados especialmente diseñados pueden ayudar a que los productos mantengan sus cualidades incluso en condiciones muy adversas, como la resistencia al aceite y a los rayos UV.
- JS Precision ofrece una línea de producción integral que puede reducir el coste total del ensamblaje entre un 20 % y un 40 %, lo que supone una gran ayuda para que los clientes controlen los costes de producción.
¿Cómo fabrica JS Precision sus piezas complejas mediante el proceso de sobremoldeo de TPE?
Las habilidades técnicas, la experiencia previa y la capacidad para resolver problemas complejos son factores clave a considerar al seleccionar un socio para el sobremoldeo de TPE. JS Precision es la empresa que se ajusta perfectamente a sus necesidades y merece su confianza.
JS Precision lleva mucho tiempo en el sector del sobremoldeo y ha atendido las necesidades de más de 500 clientes en todo el mundo. Estos clientes pertenecen a diversos sectores, como el médico, el automotriz y el de la electrónica de consumo.
Trabajar con nosotros es una decisión fácil y segura gracias a nuestra tecnología avanzada y a la alta calidad que nos permite garantizarle servicios de sobremoldeo estables y de primera categoría.
JS Precision trabaja técnicamente cumpliendo estrictamente con los límites establecidos por los estándares de la industria. Garantizan que todos sus productos superen la prueba de pelado ASTM D6862 , lo que elimina cualquier duda sobre la fiabilidad de la unión de sus productos y evita situaciones como la deslaminación que podrían surgir posteriormente.
Por ejemplo, imaginemos un escenario en el que se requieren piezas de automoción que exijan una unión resistente entre el sustrato de PP y el TPE, y que además cumplan las condiciones para el uso de materiales en entornos de alta y baja temperatura, desde 40 ℃ hasta 80 ℃. Si, a pesar de los numerosos intentos de diferentes fabricantes, persisten los problemas de deslaminación, JS Precision tiene la solución.
En primer lugar, al comprender la polaridad del sustrato, pueden formular un TPE modificado polar especial solo para usted; luego, regulando el MFI a 18 g/10 min, mejorando el diseño del molde de dos colores y manteniendo la tolerancia de la línea de separación dentro de 0,01 mm.
Los resultados, sin duda, demuestran que alcanzan una resistencia al despegue de 7,2 N/mm (superando con creces el objetivo de 5 N/mm), al mismo tiempo que logran acortar el ciclo de producción en un 30 % y reducir el coste por pieza en 25 dólares, lo que demuestra de forma práctica cómo controlar los costes y aumentar la eficiencia.
En JS Precision, podemos controlar cada paso y cambio, desde la formulación del material, el diseño y la fabricación del molde hasta la producción por moldeo por inyección y la inspección de calidad.
Contamos con ingenieros altamente capacitados que supervisan cada etapa para garantizar que los productos finales cumplan con sus expectativas. De esta manera, no tendrá que preocuparse por la coordinación.
No importa si se enfrenta al reto de fabricar piezas complejas de paredes delgadas o si cree que los requisitos de rendimiento son muy altos y las condiciones son extremas, JS Precision, con su amplia experiencia y conocimientos tecnológicos, puede proporcionarle la mejor solución.
Como resultado, podrá reducir los riesgos de producción, mejorar la calidad del producto y asegurarse de que su proyecto se desarrollará sin problemas.
Si tiene dificultades con los retos del sobremoldeo de piezas complejas y desea obtener una solución personalizada y un cálculo de costes gratuito, póngase en contacto con nuestro equipo técnico para emprender el camino hacia una producción en masa eficiente.
¿Por qué la consideración técnica clave para elegir el sobremoldeo de TPE es la piedra angular del éxito?
Este capítulo analiza los principales aspectos tecnológicos para lograr un sobremoldeo de TPE exitoso.
El secreto reside en lograr una adhesión permanente entre el sustrato y el adhesivo flexible. Mediante un ajuste preciso de la polaridad y los parámetros de procesamiento, se puede sustituir por métodos convencionales , mejorar el rendimiento de las piezas y reducir los costes totales de ensamblaje.
Mecanismo sinérgico de adhesión química y bloqueo físico
Se ha demostrado que el factor principal que determina la resistencia del sobremoldeo de TPE es el efecto sinérgico entre la adhesión química y las características de bloqueo físico. En la interfaz se forma una capa interpenetrante con un espesor de 0,01 a 0,1 micrómetros.
En la práctica, es como si dos trozos de masa húmeda se pegaran entre sí: no solo se adhieren las superficies, sino que también se combinan las moléculas de harina del interior, de modo que estos enlaces se vuelven aún más fuertes que antes, lo que les permite resistir las fuerzas externas que intentan separar las dos partes, evitando así que se despeguen posteriormente.
Lógica de optimización del moldeo por inyección de múltiples componentes para los costes totales de ensamblaje.
Fabricar productos a menor coste es, de hecho, uno de los principales requisitos del cliente a la hora de decidirse por el sobremoldeo de TPE. No solo reduce la necesidad de fijaciones e intervención humana , sino que, además, el diseño integrado puede acortar el ciclo de producción en un 30 %.
Además, los costos de mano de obra y materiales por pieza son entre 5 y 15 dólares menores. Las ventajas de lo anterior se magnifican aún más en la producción en masa.
Para comprender las diferencias de costes entre los distintos métodos de procesamiento, obtenga nuestro informe técnico sobre la contabilidad de costes del sobremoldeo de TPE y comprenda fácilmente los principales puntos de optimización de costes.
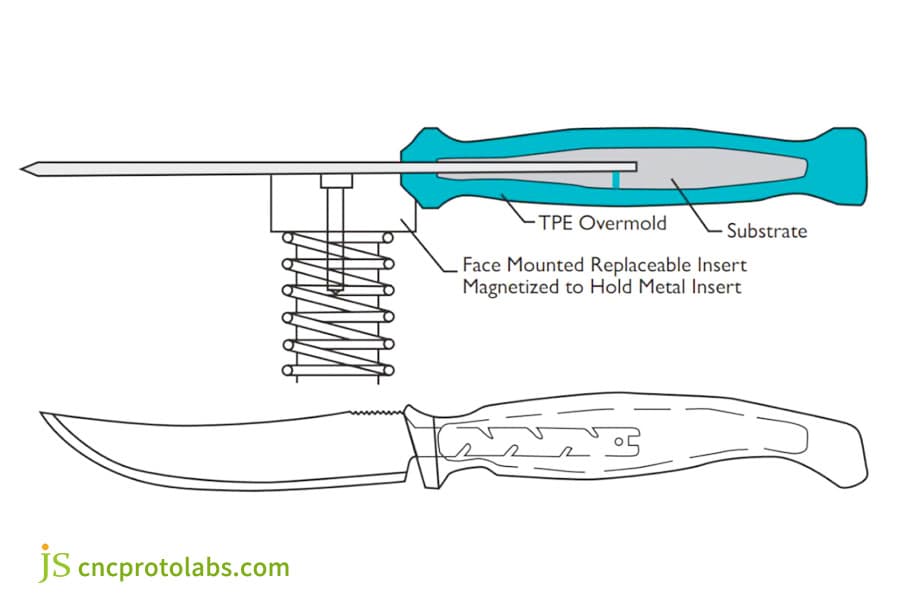
Figura 1: Dibujo técnico de un destornillador, que muestra una vista explosionada y en sección transversal de su mango, donde se detallan el sobremoldeado de TPE, el sustrato y un inserto metálico magnetizado y reemplazable.
¿Cómo pueden los fabricantes de TPE personalizados mejorar el rendimiento de las piezas mediante la optimización de la fórmula?
Una de las maneras en que un fabricante de TPE personalizado adecuado puede mejorar el rendimiento de una pieza es optimizando la formulación. Se pueden realizar cambios en propiedades como la dureza y la reología en los TPE personalizados.
El rango de MFI se puede ajustar entre 15 y 25 g/10 min, lo que no solo solucionará el problema del llenado insuficiente del sobremoldeo de paredes delgadas, sino que también mejorará la sensación de lujo al tacto del producto.
Selección de rangos de dureza y parámetros de tasa de recuperación elástica
La dureza es muy importante para la sensación al tacto y el rendimiento del TPE. Las distintas aplicaciones requieren diferentes niveles de dureza que deben coincidir. En la tabla siguiente se muestran datos específicos:
Campo de aplicación | Rango de dureza recomendado | Requisito de tasa de recuperación elástica | Requisito del conjunto de compresión | Escenarios aplicables |
Mangos médicos | 40A-60A | ≥90% | 70℃/22h ≤25% | Instrumentos quirúrgicos, equipos de diagnóstico. |
Botones para automóviles | 50A-70A | ≥85% | 80℃/24h ≤30% | Paneles de control en el interior del vehículo, botones en el volante. |
Carcasas para aparatos electrónicos de consumo | 70A-85A | ≥80% | 60℃/24h ≤28% | Fundas para teléfonos móviles, carcasas para auriculares. |
Focas | 30A-50A | ≥92% | 70℃/48h ≤20% | Juntas de tuberías de agua, piezas de sellado de equipos. |
La deformación permanente por compresión es fundamental para las juntas, ya que determina directamente si se deforman o pierden su efecto de sellado tras un uso prolongado.
Reología y ajuste del índice MFI para diseños de conductos largos
Uno de los problemas más frecuentes en piezas complejas de paredes delgadas es el llenado incompleto. Los fabricantes de TPE a medida tienen maneras de solucionar esto modificando la reología y el índice de fluidez (MFI) del TPE.
Para piezas con un espesor de pared inferior a 1 mm, el MFI debe aumentarse a al menos 30 g/10 min, y los parámetros de inyección deben optimizarse simultáneamente para evitar el desplazamiento del sustrato.

Figura 2: Instalación de fabricación en sala limpia con técnicos con equipo de protección trabajando en estaciones equipadas con maquinaria automatizada para ensamblar e inspeccionar componentes de dispositivos médicos sobremoldeados.
¿Cómo seleccionar el modelo más adecuado entre una amplia gama de materiales de sobremoldeo?
Dado que la resistencia ambiental y el rendimiento de la pieza dependen de los materiales de sobremoldeo, si se elige el incorrecto, posteriormente pueden surgir problemas de rendimiento y deslaminación.
Para productos de consumo general, se puede utilizar TPE-S. Si bien el TPV es el único que puede resistir altas temperaturas de hasta 135 ℃, el TPU tiene una excelente resistencia a la abrasión, lo que lo hace adecuado para otras aplicaciones.
Comparación de parámetros de rendimiento de TPS, TPV y TPU
Para facilitar una selección rápida, hemos recopilado parámetros de rendimiento detallados para tres materiales de sobremoldeo de uso común, como se muestra en la tabla a continuación.
Tipo de material | Rango de resistencia a la temperatura (℃) | Resistencia a la intemperie | Transparencia | Resistencia a la abrasión | Dificultad de procesamiento | Campos aplicables |
TPS | -40~80 | General | Alto | Medio | Bajo | Bienes de consumo general, juguetes. |
TPV | -40~135 | Excelente | Medio | Excelente | Medio | Piezas de automoción, juntas resistentes a altas temperaturas. |
TPU | -30~120 | Bien | Medio | Pendiente | De medio a alto | Piezas mecánicas, equipamiento deportivo. |
TPEE | -50~150 | Excelente | Medio | Excelente | Alto | Piezas de alta gama para automóviles y componentes aeroespaciales. |
TPR | -30~70 | General | Alto | Medio | Bajo | Artículos de uso diario, asas suaves. |
El TPV puede soportar temperaturas de hasta 135 ℃, mientras que el TPS normal se ablanda cuando se calienta por encima de los 80 ℃.
Por lo tanto, el TPV debería ser su primera opción al operar en condiciones de muy alta temperatura. Realizamos pruebas de biocompatibilidad de materiales según las normas ISO 10993 para cumplir con los requisitos del sector médico.
Pruebas de resistencia ambiental a la intemperie y posibilidad de utilizar materiales ecológicos.
Las piezas moldeadas para exteriores deben ser muy resistentes a las inclemencias del tiempo. La selección de los materiales de moldeo es un factor determinante en su resistencia a la intemperie.
Si se incluye un 2 % de aditivos resistentes a los rayos UV, se evitará casi por completo la decoloración tras 1000 horas de exposición a la radiación ultravioleta cuantitativa (Delta E se mantendrá por debajo de 3). Además, nuestro trabajo se centra en la fabricación de materiales TPE de base biológica respetuosos con el medio ambiente.
¿Cómo pueden los principales fabricantes de TPE para sobremoldeo resolver los problemas de compatibilidad con el sustrato?
La compatibilidad del sustrato con el TPE es fundamental para el éxito del sobremoldeo. Los principales fabricantes de TPE para sobremoldeo pueden solucionar las diferencias de energía superficial entre los sustratos y los TPE mediante tecnología especializada, lo que garantiza una buena adhesión.
Matriz de adaptación de sustrato y tecnología de modificación polar
Cada tipo de sustrato requiere una tecnología de modificación polar diseñada específicamente para él: para los sustratos de PP, el TPE injertado con anhídrido maleico es una buena opción, mientras que para los sustratos de PA es necesaria la adición de un agente de injerto del 0,5 % al 1,2 % y un pretratamiento.
Para verificar que la compatibilidad cumple con la norma, la adhesión se prueba según los métodos ASTM D3359 .
Influencia del precalentamiento de la interfaz y la temperatura del molde en la fuerza de adhesión
El calor es el factor principal que provoca la mezcla a nivel molecular del sustrato y del TPE; un sustrato muy frío puede provocar que falle la adhesión.
Idealmente, la temperatura superficial del sustrato antes del moldeo por inyección no debería ser inferior a 80 ℃, y la temperatura del molde, mantenida entre 60 y 90 ℃, entre otras cosas, mejorará la difusión en la interfaz, así como la fiabilidad de la adhesión.
Si no está seguro de la compatibilidad entre su sustrato y el TPE, envíenos el tipo de sustrato y nuestro equipo técnico le proporcionará una solución adecuada y pruebas de compatibilidad gratuitas.
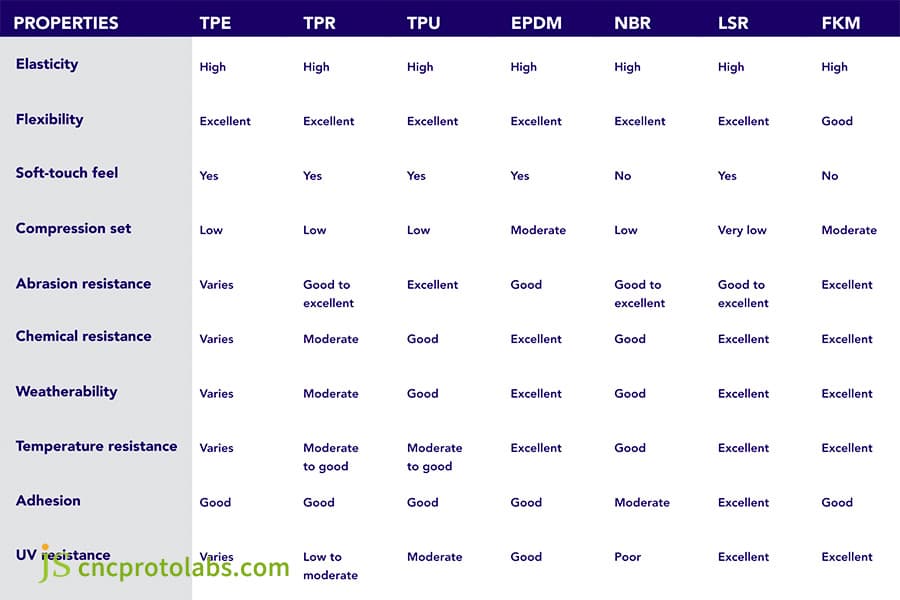
Figura 3: Tabla comparativa detallada que enumera las propiedades de varios elastómeros termoplásticos (TPE, TPU, LSR, etc.) utilizados en el sobremoldeo, incluyendo atributos como elasticidad, resistencia química y tolerancia a la temperatura.
¿Por qué el diseño del molde de sobremoldeo por inyección determina el éxito o el fracaso de un proyecto?
Ignorar un diseño inadecuado del molde puede provocar desbordamientos del producto, burbujas y desviaciones dimensionales. Los moldes de sobremoldeo por inyección deben soportar la presión de inyección secundaria.
El posicionamiento preciso de la compuerta puede evitar la formación de chorros, las tolerancias de la línea de separación de 0,01 mm pueden controlar el desbordamiento y también son necesarios cálculos precisos de compensación de la contracción.
Posicionamiento de la compuerta para la supresión de burbujas y chorros
Un posicionamiento incorrecto de la compuerta puede provocar fácilmente el desplazamiento del producto y la formación de burbujas. Implementamos un sistema de canal equilibrado y sugerimos que la profundidad de la compuerta sea del 50 % al 80 % del espesor de la pared del sobremoldeo de TPE. Esto no solo controla eficazmente la inyección, sino que también garantiza un llenado uniforme de TPE y reduce la formación de burbujas.
Estrategia de cálculo de doble contracción y control preciso de tolerancias
La contracción de dos materiales, el sustrato y el TPE, puede provocar discrepancias dimensionales en el producto. Por lo tanto, es necesario un ajuste preciso en el diseño del molde. La tasa de contracción del TPE es del 1,5 % al 2,5 %, y el molde debe diseñarse con un margen de ajuste de precisión de 0,02 mm.
En términos sencillos, el proceso es similar a la confección de prendas con margen de encogimiento: planificar de antemano el encogimiento de la tela después del lavado dará como resultado una prenda final que se ajuste bien, evitando así que quede demasiado suelta o demasiado ajustada.
¿Qué guía de diseño de sobremoldeo puede reducir los índices de desperdicio?
Una vez seleccionados los moldes y los materiales, seguir la guía científica de diseño para el sobremoldeo puede evitar el 90 % de los defectos de producción, reducir los índices de desperdicio, controlar los costos y optimizar la sensación y el rendimiento del producto.
Criterios para la relación entre el equilibrio del espesor de la pared y la fuerza adhesiva
El equilibrio del espesor de la pared del recubrimiento de TPE afecta directamente la calidad del moldeo y la fuerza de adhesión. Un espesor de pared irregular es propenso a marcas de contracción y deslaminación.
La relación entre los cambios de espesor de pared adyacentes debe controlarse dentro de 1:1,5. Se recomienda que el espesor de pared de TPE esté entre 1,5 mm y 3,0 mm para garantizar un moldeo estable.
Estructura de cadena mecánica y optimización geométrica de los bordes
Cuando la compatibilidad química entre el sustrato y el TPE es débil, se deben utilizar estructuras de bloqueo mecánico para facilitar la fijación.
Se puede diseñar un revestimiento tipo sándwich, biselado de bordes y orificios de penetración, con una profundidad de tope de borde no inferior a 0,5 mm para evitar que el borde se despegue y mejorar el tacto.
Para dominar rápidamente la guía completa de diseño de sobremoldeo, puede descargar nuestro manual de diseño para evitar fácilmente defectos de producción y reducir los índices de desperdicio.
¿Cuáles son los indicadores técnicos clave para evaluar la calidad de las piezas sobremoldeadas?
La calidad de las piezas sobremoldeadas debe evaluarse mediante criterios medibles. Las exigencias de las aplicaciones de alta gama son aún más estrictas. Gracias a un programa de pruebas bien diseñado, no solo garantizamos que todos nuestros productos cumplan con las especificaciones del cliente, sino que también evitamos el envío de artículos defectuosos.
Ensayo cuantitativo de resistencia al despegue y estándares de materiales
Un aspecto muy importante de la resistencia adhesiva es la resistencia al despegue. Utilizamos únicamente la prueba de despegue a 90 grados, según la norma ASTM D6862.
Para que la fuerza de despegue sea extremadamente fiable a nivel industrial, debe estar en el rango de 5 a 10 N/mm, y el resultado de la prueba debe mostrar rotura del material en lugar de separación de la interfaz.
Ensayo de envejecimiento por ciclos térmicos en laboratorio e inspección de defectos superficiales
Realizamos pruebas de envejecimiento por ciclos térmicos en laboratorio sobre piezas sobremoldeadas , exponiéndolas a temperaturas que oscilan entre -40 ℃ y 120 ℃. Tras un ciclo continuo de 120 horas, la interfaz debe permanecer completamente intacta, sin signos de ampollas ni delaminación.
Además, utilizamos un dispositivo óptico de alta magnificación para examinar la superficie y asegurarnos de que no haya rebabas ni marcas de contracción.
Caso práctico de JS Precision: Solución de moldeo por encapsulado de precisión para el mango de dispositivos médicos.
Aquí presentamos un caso práctico con el mango de un dispositivo médico real. Explica las técnicas que JS Precision utilizó para superar el complejo desafío del sobremoldeo de TPE. Este ejemplo le permitirá apreciar claramente nuestra capacidad.
Antecedentes del proyecto
Fabricamos mangos para instrumental quirúrgico siguiendo las especificaciones exactas de una empresa mundial de dispositivos médicos.
El requisito fundamental era crear una unión muy fuerte entre el material PA66+30%GF y el TPE antibacteriano, capaz de soportar una prueba de esterilización con vapor a alta presión de 134 °C para garantizar la seguridad de grado médico. La tasa de desperdicio debía mantenerse por debajo del 1 %.
Desafíos encontrados
Al inicio del proyecto, se detectaron dos problemas importantes: un desprendimiento muy severo de los bordes, una fuerza de desprendimiento de tan solo 2 N/mm (muy por debajo del estándar de grado médico de 5 N/mm) y poros en el extremo de los canales de flujo largos.
Estos poros presentaban burbujas durante la esterilización, lo que provocó una tasa de desperdicio del 12%. El cliente había intentado varios cambios, pero sin éxito.
Solución
En primer lugar, para abordar los problemas del cliente, el equipo técnico de JS Precision realizó un análisis exhaustivo y elaboró un método eficaz de tres pasos:
1. Optimización de materiales:
La deslaminación se abordó eficazmente mediante un método químico, a través de una unión más fuerte entre el material TPE y el sustrato PA66+30%GF, lograda gracias al TPE injertado polar desarrollado exclusivamente por JS Precision, con un agente de injerto especial y una tasa de injerto mantenida en el 0,8%.
2. Mejora del moho:
Cambiamos el tipo de molde a moldeo por inyección de dos componentes , mejoramos la disposición de los canales de alimentación y también aumentamos la temperatura del molde a 95 grados Celsius. Esto no solo facilita la difusión molecular entre el sustrato y el TPE, sino que también reduce la formación de burbujas.
3. Ajuste del proceso:
Para evacuar los gases liberados durante el moldeo por inyección, optamos por abrir una ranura de ventilación de precisión de 0,02 mm de profundidad en el extremo del mango.
Además, el sustrato de PA66 fue sometido al proceso de secado adecuado, en el que su nivel de humedad se redujo a menos del 0,02%, evitando así la formación de una capa de humedad en la interfaz.
Lecciones aprendidas y experiencias
La principal lección aprendida fue el descuido de tener en cuenta que el sustrato PA66 es bastante higroscópico. El secado previo inadecuado del sustrato produjo una capa de humedad en la interfaz, lo que dio lugar al problema de deslaminación.
Desde hace tiempo, sabemos que el contenido de humedad del sustrato de PA66 debe drenarse hasta ser inferior al 0,02 % antes del sobremoldeo por inyección.
Resultados finales
La implementación de la solución produjo efectos sustanciales:
- La resistencia al desprendimiento alcanzó los 8,5 N/mm, un nivel muy superior al que se espera de los estándares de grado médico.
- Superó con éxito 100 ciclos de pruebas de esterilización con vapor a alta presión de 134 ℃ sin presentar signos de burbujeo ni deslaminación.
- El índice de desperdicio se redujo del 12% a menos del 0,5%, lo que disminuyó considerablemente los costos para los clientes.
Comentarios de los clientes:
JS Precision solucionó el problema de la deslaminación, y la sensación táctil del mango, así como la fiabilidad del sellado, fueron mucho mejores que los estándares de grado médico.
La colaboración no solo dio como resultado productos excelentes, sino que también puso a nuestra disposición un soporte técnico muy profesional, lo que a su vez condujo a la implementación exitosa del proyecto.
Si también necesita soluciones de sobremoldeo por inyección de TPE para dispositivos médicos u otros campos, póngase en contacto con nuestro equipo técnico para obtener una evaluación gratuita de la solución y servicios de prueba de muestras.

Figura 4: Tres componentes idénticos de un pulverizador médico de plástico azul, con una sección superior metálica y una base sobremoldeada de color azul, presentados sobre un fondo blanco.
Preguntas frecuentes
P1: ¿Cuál es el espesor de pared ideal para el sobremoldeo de TPE?
El grosor ideal oscila entre 1,5 mm y 3,0 mm. Una capa demasiado fina podría no rellenarse correctamente y presentar marcas de contracción, mientras que una capa demasiado gruesa podría encogerse y desarrollar burbujas de aire, afectando así al aspecto y al rendimiento del producto.
P2: ¿Cómo asegurar la adhesión entre el TPE y el nailon?
Deberá utilizar un tipo especial de TPE que incluya modificadores polares. El sustrato de nailon debe estar completamente seco y precalentado hasta alcanzar una tasa de reducción de humedad del 0,02 %, y la temperatura del molde debe aumentarse a 60-90 °C para favorecer la difusión de las moléculas en la interfaz de ambos materiales.
P3: ¿Cómo elegir entre moldes de dos pasos y de dos colores?
Si su volumen de producción es bajo, puede optar por el método de dos pasos para ahorrar en costes de moldes; para la producción de alto volumen y los requisitos de alta precisión (0,05 mm), los moldes de dos colores son una mejor opción, ya que aumentan la eficiencia y la uniformidad del producto.
P4: ¿Cuáles son las principales causas de deslaminación en la capa de sobremoldeo?
Generalmente, estos problemas son consecuencia de la contaminación del sustrato, una temperatura de moldeo inferior a 60 ℃ , una polaridad incorrecta o un secado insuficiente del sustrato, lo que provoca la presencia de una capa de humedad en la interfaz y, por lo tanto, la deslaminación.
P5: ¿Es posible sobremoldear TPE sobre metal?
Por supuesto, primero se debe precalentar el metal y aplicar una imprimación especial antes del sobremoldeo para mejorar la adherencia. Además, diseñar el metal con orificios pasantes proporciona ventajas de fijación física que refuerzan aún más la unión entre los dos materiales.
P6: ¿Qué medidas se pueden tomar para eliminar las marcas de quemaduras en la superficie?
Es necesario considerar la optimización de la ventilación del molde, la implementación de canales de ventilación y la reducción de la velocidad y la presión de inyección, ya que las altas temperaturas generadas por el aire comprimido al final del canal de alimentación podrían provocar quemaduras en la superficie del TPE.
P7: Si realizo un sobremoldeo de TPE, ¿cambiarán las dimensiones del sustrato?
La alta presión de inyección puede provocar la deformación de sustratos delgados. Es necesario un diseño de molde bien concebido que incorpore estructuras de soporte, y los parámetros de inyección deben modificarse para minimizar el efecto de la presión sobre las dimensiones del sustrato.
P8: ¿Cuál es el ciclo de entrega de JS Precision?
La fabricación del molde tardará entre 3 y 5 semanas. Tras la confirmación de la muestra, la producción en masa se completará en 1 o 2 semanas. El plan puede modificarse según las necesidades del cliente para garantizar la entrega a tiempo.
Resumen
Existen factores cruciales que determinan la eficacia y la rentabilidad de su producto si opta por el proceso de sobremoldeo de TPE.
Como fabricante de TPE personalizado de confianza, JS Precision puede brindarle una gama completa de asistencia, desde la selección de los materiales adecuados hasta la producción de sus piezas en grandes cantidades, resolviendo así rápidamente muchos problemas diferentes de sobremoldeo.
Sea cual sea la etapa en la que se encuentre su proyecto, nuestro equipo técnico siempre está dispuesto a brindarle asistencia profesional. Contáctenos hoy mismo y aproveche un presupuesto personalizado, además de una evaluación de diseño DFM gratuita, para impulsar su eficiencia en la fabricación a gran escala.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión de JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

