

يُعدّ التشكيل بالحقن باستخدام مادة TPE طريقة أساسية لمعالجة المشكلات الوظيفية والمتعلقة باللمس في المكونات المعقدة. ويلعب الترابط الكيميائي دورًا حيويًا في هذه العملية، إذ يجب أن تكون قوة الترابط بين الأسطح أعلى من 5 نيوتن/مم.
ينبغي تعويض انكماش القوالب بنسبة تتراوح بين 1.5% و3%. تتميز التركيبات المصممة خصيصًا بقدرتها على التعامل مع ظروف التشغيل القاسية، ويمكن أن يؤدي دمج عمليات التصنيع إلى خفض تكاليف التجميع الإجمالية بنسبة تتراوح بين 20% و40%.
يُعدّ فشل منع التسرب، والملمس الخشن، وتكاليف التجميع الباهظة من المشاكل الشائعة عند تصنيع الأجزاء المعقدة. ويمكن أن يُشكّل التشكيل بالحقن فوق مادة TPE حلاً لهذه المشكلة، وذلك من خلال الجمع بين مادة TPE المرنة والركائز الصلبة في خطوة واحدة لتلبية احتياجات الحماية وامتصاص الصدمات في مختلف القطاعات.
تقدم شركة JS Precision حلولاً موثوقة للقولبة بالحقن لعملاء في جميع أنحاء العالم، مما يساعد في تحسين القدرة التنافسية للمنتجات.
نظرة عامة على الإجابة الأساسية
الأبعاد الرئيسية | المعايير/الحلول التقنية الأساسية |
آلية الاتصال | يفضل الترابط الكيميائي (التوافق القطبي)، ويجب أن تكون قوة الترابط بين الأسطح أكبر من 5 نيوتن/مم. |
اختيار المواد | قم بتخصيص مؤشر الانسياب TPE (MFI 10-25) وفقًا للركيزة (PP/ABS/PC/PA). |
دقة القوالب | تم اعتماد قالب حقن مزدوج مع التحكم في تفاوت سطح الفصل في حدود 0.01 مم. |
تقييم الجودة | قم بتطبيق اختبار التقشير ASTM D6862 لضمان عدم حدوث انفصال للصمغ بعد 100 دورة حرارية. |
أهم النقاط
- يُعدّ الترابط الكيميائي القوي عاملاً أساسياً. يجب أن يتمتع كل من الركيزة ومادة TPE بمعاملات ذوبان متقاربة جداً (قيم دلتا متقاربة). بعبارة أخرى، يمكن لهذه المواد تكوين روابط جزيئية قوية ولن تنفصل بسهولة.
- يجب أن يسمح تصميم القالب الدقيق بدقة بمعدلي الانكماش المختلفين للركيزة و TPE (عادة ما يختلفان بنسبة 1.5٪ إلى 3٪) بحيث لا تحدث تغييرات في الأبعاد بعد التشكيل.
- يمكن أن تساعد المستحضرات المصممة خصيصاً المنتجات على الحفاظ على خصائصها حتى في الظروف القاسية للغاية، مثل مقاومتها للزيوت والأشعة فوق البنفسجية.
- تقدم شركة JS Precision خط إنتاج متكامل يمكنه خفض التكلفة الإجمالية للتجميع بنسبة تتراوح بين 20% و 40%، وهو ما يمثل مساعدة كبيرة للعملاء في التحكم في تكاليف الإنتاج.
كيف تقوم شركة JS Precision بتصنيع أجزائك المعقدة باستخدام تقنية التشكيل بالحقن المباشر لمادة TPE؟
تُعدّ المهارات التقنية والسجلات السابقة والكفاءة في حلّ المشكلات المعقدة من العوامل التي يجب مراعاتها عند اختيار شريك في مجال التشكيل بالحقن الحراري للمطاط اللدائن الحرارية. شركة JS Precision هي الشركة التي تُلبي متطلباتكم الرئيسية تمامًا وتستحق ثقتكم.
تتمتع شركة JS Precision بخبرة طويلة في مجال التشكيل بالحقن، وقد لبّت احتياجات أكثر من 500 عميل حول العالم. ينتمي هؤلاء العملاء إلى قطاعات مختلفة، مثل القطاع الطبي، وقطاع السيارات، وقطاع الإلكترونيات الاستهلاكية.
إن العمل معنا خيار سهل ومضمون بفضل تقنياتنا المتقدمة وجودتنا العالية التي نضمن بها لكم خدمات التشكيل بالحقن المستقرة وعالية الجودة.
تلتزم شركة JS Precision التزامًا تامًا بالمعايير الصناعية المعتمدة. وتضمن خضوع جميع منتجاتها لاختبار التقشير وفقًا لمعيار ASTM D6862 ، مما يضمن موثوقية ربط المنتجات المطلوبة وتجنب أي مشاكل قد تحدث لاحقًا، مثل انفصال الطبقات.
لنأخذ على سبيل المثال سيناريو حيث لديك متطلبات متعلقة بقطع غيار السيارات تتطلب ربطًا قويًا بين ركيزة PP و TPE، مع تلبية شروط استخدام المواد في بيئات درجات الحرارة العالية والمنخفضة التي تتراوح من 40 درجة مئوية إلى 80 درجة مئوية، وعلى الرغم من المحاولات العديدة من قبل مختلف الشركات المصنعة، لا تزال مشاكل الانفصال قائمة، فإن JS Precision لديها الحل لهذه المشكلة.
أولاً، من خلال فهم قطبية الركيزة، يمكنهم صياغة مادة TPE معدلة قطبية خاصة لك، ثم من خلال تنظيم MFI إلى 18 جم / 10 دقائق، وتحسين تصميم القالب ثنائي اللون، والحفاظ على تفاوت خط الفصل في حدود 0.01 مم.
النتائج، بلا شك، تحقق قوة تقشير تبلغ 7.2 نيوتن/مم (متجاوزة هدفك البالغ 5 نيوتن/مم بمراحل)، وفي الوقت نفسه يتمكنون من تقصير دورة الإنتاج بنسبة 30% وخفض تكلفة الجزء الواحد بمقدار 25 دولارًا، مما يوضح لك عمليًا كيفية التحكم في التكاليف وزيادة الكفاءة.
في شركة JS Precision، يمكننا التحكم في كل خطوة وتغيير بدءًا من تركيب المواد وتصميم القوالب وتصنيعها وصولاً إلى إنتاج قولبة الحقن وفحص الجودة.
لدينا مهندسون أكفاء يشرفون على كل مرحلة لضمان أن المنتجات النهائية تلبي توقعاتكم تماماً. لذا، لن تحتاجوا إلى القيام بأي تنسيق على الإطلاق.
بغض النظر عما إذا كنت تواجه تحديات تتعلق بالأجزاء ذات الجدران الرقيقة المعقدة أو تعتقد أن متطلبات الأداء عالية للغاية وأن الظروف قاسية، فإن شركة JS Precision بخبرتها الغنية وخبرتها التكنولوجية يمكنها أن تزودك بأفضل الحلول.
ونتيجة لذلك، ستتمكن من تقليل مخاطر الإنتاج، وتحسين جودة المنتج، والتأكد من أن مشروعك سيسير بسلاسة.
إذا كنت تواجه صعوبات في عملية التشكيل بالحقن للأجزاء المعقدة وترغب في الحصول على حل مخصص وحساب تكلفة مجاني، فيرجى الاتصال بفريقنا الفني للشروع في طريق الإنتاج الضخم الفعال.
لماذا يُعد الاعتبار التقني الرئيسي لاختيار عملية التشكيل بالحقن باستخدام مادة TPE حجر الزاوية للنجاح؟
يتناول هذا الفصل الجوانب التكنولوجية الرئيسية لتحقيق عملية التشكيل بالحقن المباشر الناجحة لمادة TPE .
يكمن السر في تحقيق التصاق دائم بين الركيزة والمادة اللاصقة المرنة. ومن خلال ضبط دقيق لمطابقة القطبية ومعايير المعالجة، يُمكن لهذه التقنية أن تحل محل الطرق التقليدية ، وتعزز أداء الأجزاء، وتخفض تكاليف التجميع الإجمالية.
آلية تآزرية للالتصاق الكيميائي والتثبيت الفيزيائي
ثبت أن العامل الأساسي لقوة التشكيل بالحقن لمادة TPE هو التأثير التآزري بين الالتصاق الكيميائي وخصائص التثبيت الفيزيائي. تتشكل طبقة متداخلة بسمك يتراوح بين 0.01 و0.1 ميكرومتر عند السطح البيني.
عملياً، يشبه الأمر قطعتين من العجين الرطب تلتصقان ببعضهما البعض، فلا تقتصر المشكلة على لصق الأسطح فحسب، بل تتحد جزيئات الدقيق الداخلية أيضاً، مما يجعل هذه الروابط أقوى من ذي قبل، مما يسمح لها بمقاومة القوى الخارجية التي تحاول فصل الجزأين، وبالتالي منع أي تقشير لاحقاً بشكل فعال.
منطق تحسين عملية قولبة الحقن متعددة المكونات لتكاليف التجميع الإجمالية
يُعدّ خفض تكاليف الإنتاج أحد أهم متطلبات العملاء عند اختيار تقنية التشكيل بالحقن المباشر للمطاط الحراري المرن (TPE). فهي لا تقلل الحاجة إلى أدوات التثبيت والتدخل البشري فحسب ، بل إن التصميم المتكامل يُسهم في تقصير دورة الإنتاج بنسبة تصل إلى 30%.
إضافةً إلى ذلك، تنخفض تكاليف العمالة والمواد لكل قطعة بنحو 5 إلى 15 دولارًا. وتتضاعف فوائد ذلك عند الإنتاج بكميات كبيرة.
لفهم اختلافات التكلفة بين طرق المعالجة المختلفة، احصل على ورقتنا البيضاء حول محاسبة تكلفة التشكيل بالحقن الحراري المرن (TPE) للحصول على فهم مباشر لنقاط تحسين التكلفة الرئيسية.
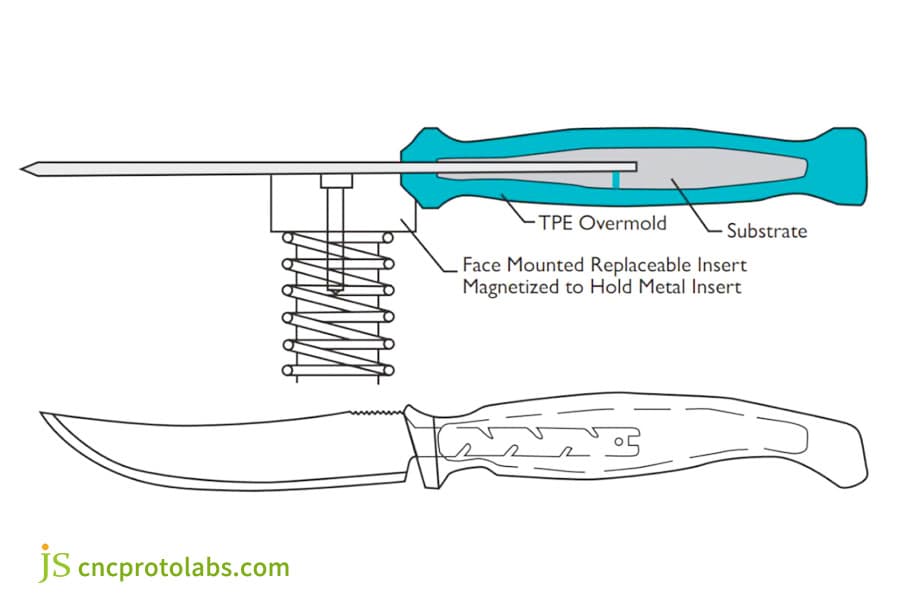
الشكل 1: رسم فني لمفك براغي، يوضح عرضًا تفصيليًا ومقطعًا عرضيًا لمقبضه يوضح بالتفصيل غلاف TPE، والركيزة، وإدخال معدني مغناطيسي قابل للاستبدال.
كيف يمكن لمصنعي المواد البلاستيكية الحرارية المخصصة تحسين أداء الأجزاء من خلال تحسين التركيبة؟
إحدى الطرق التي يمكن من خلالها لمصنّع متخصص في تصنيع المطاط الحراري اللدن (TPE) حسب الطلب تحسين أداء المنتج هي تحسين التركيبة. إذ يمكن إجراء تغييرات في خصائص مثل الصلابة والانسيابية في أنواع المطاط الحراري اللدن (TPE) المصممة حسب الطلب.
يمكن ضبط نطاق MFI على 15-25 جم/10 دقائق، الأمر الذي لن يحل مشكلة عدم كفاية ملء القوالب الرقيقة فحسب، بل سيحسن أيضًا من فخامة الملمس للمنتج.
اختيار نطاقات الصلابة ومعاملات معدل الاستعادة المرنة
تُعدّ الصلابة عاملاً بالغ الأهمية في تحديد ملمس وأداء مادة TPE. تتطلب التطبيقات المختلفة مستويات صلابة متباينة يجب مراعاتها. البيانات التفصيلية موضحة في الجدول أدناه:
مجال التطبيق | نطاق الصلابة الموصى به | متطلبات معدل الاسترداد المرن | متطلبات مجموعة الضغط | السيناريوهات القابلة للتطبيق |
مقابض طبية | 40 أمبير - 60 أمبير | ≥90% | 70 درجة مئوية / 22 ساعة ≤ 25% | أدوات جراحية، معدات تشخيصية. |
أزرار السيارات | 50 أمبير - 70 أمبير | ≥85% | 80 درجة مئوية / 24 ساعة ≤30% | لوحات التحكم داخل السيارة، أزرار عجلة القيادة. |
أغلفة الأجهزة الإلكترونية الاستهلاكية | 70A-85A | ≥80% | 60 درجة مئوية / 24 ساعة ≤ 28% | أغطية الهواتف المحمولة، وأغطية سماعات الرأس. |
الفقمات | 30 أمبير - 50 أمبير | ≥92% | 70 درجة مئوية / 48 ساعة ≤20% | وصلات أنابيب المياه، وأجزاء منع التسرب في المعدات. |
يُعدّ التشوه الدائم للضغط أمرًا بالغ الأهمية بالنسبة للأختام، فهو يحدد بشكل مباشر ما إذا كانت ستتشوه أو تفقد تأثيرها المانع للتسرب بعد الاستخدام طويل الأمد.
ضبط خصائص التدفق ومؤشر تدفق المغناطيس لتصميمات القنوات الطويلة
من أكثر المشاكل شيوعاً في الأجزاء المعقدة ذات الجدران الرقيقة عدم اكتمال التعبئة. ولدى مصنعي المطاط الحراري المرن (TPE) حلول لهذه المشكلة عن طريق تغيير خصائص انسياب المطاط الحراري المرن ومؤشر سيولة الذوبان.
بالنسبة للأجزاء ذات سمك الجدار أقل من 1 مم، يجب رفع معدل تدفق الذوبان إلى 30 جم/10 دقائق على الأقل، ويجب تحسين معلمات الحقن في نفس الوقت لتجنب إزاحة الركيزة.

الشكل 2: منشأة تصنيع غرف نظيفة مع فنيين يرتدون معدات واقية يعملون في محطات مجهزة بآلات آلية لتجميع وفحص مكونات الأجهزة الطبية المصبوبة.
كيفية اختيار النموذج الأنسب من بين مجموعة متنوعة من مواد التشكيل بالحقن؟
بما أن مقاومة البيئة وأداء الجزء يتم تحديدهما بواسطة مواد التشكيل بالحقن، فإذا اخترت المادة الخاطئة، فقد تواجه لاحقًا مشاكل في الأداء وانفصال الطبقات.
يمكن استخدام مادة TPE-S في المنتجات الاستهلاكية العامة. بينما تُعدّ مادة TPV الوحيدة القادرة على تحمّل درجات حرارة عالية تصل إلى 135 درجة مئوية، وتتميز مادة TPU بمقاومة ممتازة للتآكل مما يجعلها مناسبة لتطبيقات أخرى.
مقارنة معايير الأداء لـ TPS و TPV و TPU
لتسهيل عملية الاختيار السريع، قمنا بتجميع معايير الأداء التفصيلية لثلاث مواد شائعة الاستخدام في التشكيل بالحقن ، كما هو موضح في الجدول أدناه.
نوع المادة | نطاق مقاومة درجة الحرارة (درجة مئوية) | مقاومة للعوامل الجوية | الشفافية | مقاومة التآكل | صعوبة المعالجة | الحقول القابلة للتطبيق |
نظام تحديد المواقع | -40~80 | عام | عالي | واسطة | قليل | السلع الاستهلاكية العامة، والألعاب. |
TPV | -40~135 | ممتاز | واسطة | ممتاز | واسطة | قطع غيار السيارات، موانع تسرب مقاومة لدرجات الحرارة العالية. |
مادة TPU | -30~120 | جيد | واسطة | متميز | متوسط إلى مرتفع | قطع غيار ميكانيكية، معدات رياضية. |
TPEE | -50~150 | ممتاز | واسطة | ممتاز | عالي | قطع غيار السيارات عالية الجودة، ومكونات صناعة الطيران. |
TPR | -30~70 | عام | عالي | واسطة | قليل | مستلزمات يومية، بمقابض ناعمة. |
يمكن أن يتحمل TPV درجات حرارة تصل إلى 135 درجة مئوية، بينما يصبح TPS العادي ليناً عند تسخينه إلى ما يزيد عن 80 درجة مئوية.
لذا، يُعدّ البولي فينيل TPV خيارك الأمثل عند العمل في ظروف درجات حرارة عالية جدًا. نجري اختبارات التوافق الحيوي للمواد وفقًا لمعايير ISO 10993 لتلبية متطلبات القطاع الطبي.
اختبار مقاومة الظروف الجوية البيئية وإمكانية استخدام مواد صديقة للبيئة
يجب أن تتمتع القطع الخارجية المغلفة بالقولبة بمقاومة عالية للظروف الجوية. ويُعد اختيار مواد التغليف عاملاً مباشراً في تحديد مدى مقاومتها للعوامل الجوية.
بإضافة 2% من المواد المقاومة للأشعة فوق البنفسجية، فإنها ستمنع بهتان اللون بشكل شبه كامل بعد 1000 ساعة من التعرض للأشعة فوق البنفسجية (سيظل فرق الطاقة أقل من 3). إضافةً إلى ذلك، يهدف عملنا إلى تصنيع مواد TPE صديقة للبيئة ومصنوعة من مواد حيوية.
كيف يمكن لمنتجات TPE الرائدة لمصنعي التشكيل بالحقن أن تحل تحديات توافق الركائز؟
يُعدّ توافق الركيزة مع مادة TPE شرطًا أساسيًا لنجاح عملية التشكيل بالحقن باستخدام TPE. ويمكن لمصنّعي TPE الرئيسيين في هذا المجال معالجة مشكلة اختلافات طاقة السطح بين الركائز وTPE باستخدام تقنيات متخصصة، مما يضمن التصاقًا جيدًا.
تقنية مصفوفة مطابقة الركيزة وتقنية التعديل القطبي
يحتاج كل نوع من أنواع الركائز إلى تقنية تعديل قطبية مصممة خصيصًا له: بالنسبة لركائز PP، يعتبر TPE المطعم بماليك أنهيدريد خيارًا جيدًا، بينما بالنسبة لركائز PA، فإن إضافة عامل التطعيم بنسبة 0.5٪ - 1.2٪ والمعالجة المسبقة أمر ضروري.
وللتحقق من أن التوافق يرقى إلى المستوى المطلوب، يتم اختبار الالتصاق وفقًا لطرق ASTM D3359 .
تأثير التسخين المسبق للسطح البيني ودرجة حرارة القالب على قوة الالتصاق
الحرارة هي العامل الرئيسي الذي يسبب الخلط على المستوى الجزيئي للركيزة ومادة TPE، وقد تتسبب الركيزة الباردة جدًا في فشل الالتصاق.
من الناحية المثالية، يجب ألا تقل درجة حرارة سطح الركيزة قبل قولبة الحقن عن 80 درجة مئوية، كما أن الحفاظ على درجة حرارة القالب عند 60-90 درجة مئوية، من بين أمور أخرى، سيحسن الانتشار عند الواجهة بالإضافة إلى موثوقية الالتصاق.
إذا كنت غير متأكد من التوافق بين الركيزة الخاصة بك ومادة TPE، فيرجى تقديم نوع الركيزة الخاصة بك، وسيقوم فريقنا الفني بتزويدك بحل مطابق واختبار التوافق مجانًا.
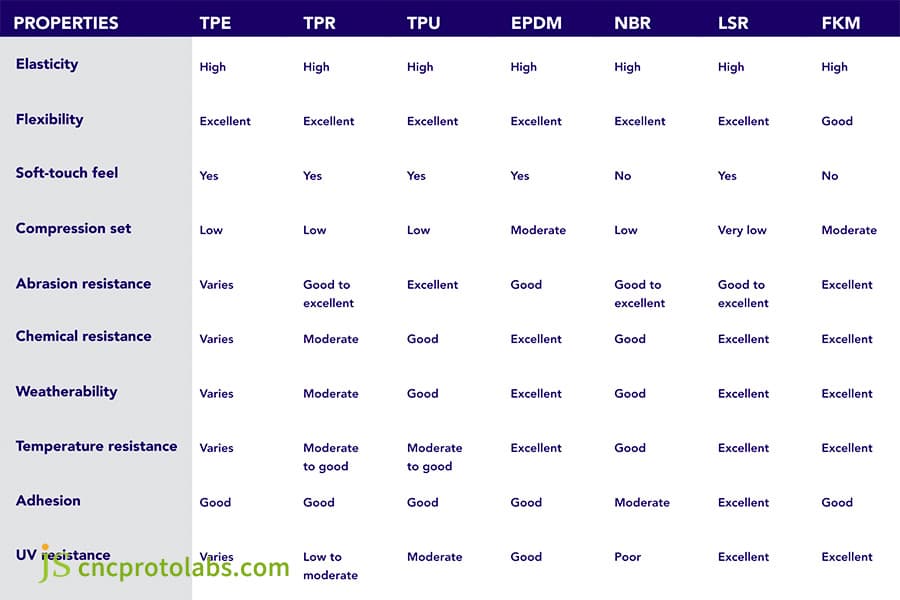
الشكل 3: مخطط مقارنة مفصل يسرد خصائص مختلف أنواع اللدائن الحرارية المرنة (TPE، TPU، LSR، إلخ) المستخدمة في التشكيل بالحقن، ويغطي سمات مثل المرونة، والمقاومة الكيميائية، وتحمل درجة الحرارة.
لماذا يُعد تصميم قالب الحقن بالحقن عاملاً حاسماً في نجاح أو فشل المشروع؟
قد يؤدي تجاهل تصميم القالب إلى فيضان المنتج، وظهور الفقاعات، وانحرافات في الأبعاد. يجب أن تتحمل قوالب الحقن المزدوج ضغط الحقن الثانوي.
يمكن أن يمنع تحديد موضع البوابة بدقة حدوث التدفق النفاث، ويمكن أن تتحكم التفاوتات في خط الفصل بمقدار 0.01 مم في التدفق الزائد، كما أن حسابات تعويض الانكماش الدقيقة ضرورية أيضًا.
تحديد موضع البوابة لكبح الفقاعات والنفثات
قد يؤدي وضع البوابة بشكل غير صحيح إلى انزياح المنتج وتكوّن الفقاعات. لذا، نستخدم نظام قنوات متوازن، ونقترح أن يكون عمق البوابة بين 50% و80% من سُمك جدار طبقة TPE المُشكّلة. هذا لا يتحكم بفعالية في تدفق المادة فحسب، بل يضمن أيضًا تعبئة متجانسة لطبقة TPE، ويقلل من الفقاعات.
حساب الانكماش المزدوج واستراتيجية التحكم الدقيق في التفاوتات
قد يتسبب انكماش مادتي الركيزة والمطاط الحراري المرن (TPE) في اختلافات في أبعاد المنتج. لذا، يلزم تعويض دقيق للغاية في تصميم القالب. تتراوح نسبة انكماش المطاط الحراري المرن بين 1.5% و2.5%، ويجب تصميم القالب بهامش ضبط دقيق يصل إلى 0.02 مم.
ببساطة، تشبه هذه العملية صناعة الملابس مع مراعاة انكماش القماش، حيث أن التخطيط المسبق لانكماش القماش بعد الغسيل سيؤدي إلى الحصول على قطعة ملابس نهائية مناسبة تمامًا، وبالتالي تجنب أن تكون فضفاضة جدًا أو ضيقة جدًا.
ما هو دليل تصميم التشكيل بالحقن الذي يمكن أن يقلل من معدلات الهدر؟
بعد اختيار القوالب والمواد، يمكن لاتباع دليل التصميم العلمي للقولبة بالحقن أن يتجنب 90% من عيوب الإنتاج، ويقلل من معدلات الخردة، ويتحكم في التكاليف، ويحسن ملمس المنتج وأدائه.
معايير العلاقة بين توازن سمك الجدار وقوة الالتصاق
يؤثر توازن سُمك جدار طبقة الطلاء الحراري المرن (TPE) بشكل مباشر على جودة التشكيل وقوة الالتصاق. فعدم انتظام سُمك الجدار يزيد من احتمالية ظهور علامات الانكماش والتقشر.
يجب ضبط نسبة تغيرات سمك الجدار المتجاور ضمن نطاق 1:1.5. ويوصى بأن يتراوح سمك جدار مادة TPE بين 1.5 مم و3.0 مم لضمان عملية تشكيل مستقرة.
بنية السلسلة الميكانيكية وتحسين الحافة الهندسية
عندما يكون التوافق الكيميائي بين الركيزة ومادة TPE ضعيفًا، يجب استخدام هياكل التثبيت الميكانيكية للمساعدة في التثبيت.
يمكن تصميم التغليف على شكل شطيرة، وشطف الحواف، وفتحات الاختراق، مع عمق توقف الحافة لا يقل عن 0.5 مم لمنع تقشر الحافة وتحسين ملمس اليد.
لإتقان دليل تصميم التشكيل بالحقن بالكامل بسرعة، يمكنك تنزيل دليل التصميم الخاص بنا لتجنب عيوب الإنتاج بسهولة وتقليل معدلات الهدر.
ما هي المؤشرات الفنية الأساسية لتقييم جودة الأجزاء المصبوبة بالحقن؟
يجب تقييم جودة الأجزاء المصبوبة بالحقن وفقًا لمعايير قابلة للقياس. وتكون متطلبات التطبيقات المتطورة للغاية أكثر صرامة. من خلال برنامج اختبار مُصمم بعناية، لا نضمن فقط أن جميع منتجاتنا تلبي مواصفات العميل، بل نمنع أيضًا شحن المنتجات المعيبة.
اختبار كمي لقوة التقشير ومعايير المواد
يُعدّ اختبار قوة التقشير أحد أهم جوانب قوة المادة اللاصقة. نستخدم اختبار التقشير بزاوية 90 درجة وفقًا لمعيار ASTM D6862 فقط.
إذا كان من المفترض أن تكون قوة التقشير موثوقة للغاية على المستوى الصناعي، فيجب أن تكون في نطاق 5-10 نيوتن/مم، ويجب أن تظهر نتيجة الاختبار كسر المادة بدلاً من انفصال الواجهة.
اختبار التقادم الحراري والتقادم السطحي في المختبر
نجري اختبارات تقادم حراري دوري على الأجزاء المصبوبة بالحقن، وذلك بتعريضها لدرجات حرارة تتراوح بين -40 درجة مئوية و120 درجة مئوية. بعد إجراء الدورة بشكل متواصل لمدة 120 ساعة، يجب أن تبقى الطبقة البينية سليمة تمامًا، دون أي علامات على وجود فقاعات أو انفصال.
إلى جانب ذلك، نستخدم أيضًا جهازًا بصريًا عالي التكبير لفحص السطح والتأكد من عدم وجود نتوءات أو علامات انكماش.
دراسة حالة شركة JS Precision: حلول قولبة التغليف الدقيقة لمقابض الأجهزة الطبية
إليكم دراسة حالة تتضمن مقبض جهاز طبي حقيقي. تشرح هذه الدراسة التقنيات التي استخدمتها شركة JS Precision للتغلب على التحدي المعقد المتمثل في عملية التشكيل بالقولبة باستخدام مادة TPE. ستتضح لكم مهاراتنا من خلال هذا المثال.
خلفية المشروع
قمنا بتصنيع مقابض الأدوات الجراحية وفقًا للمواصفات الدقيقة لشركة عالمية للأجهزة الطبية.
كان الشرط الأساسي هو إنشاء رابطة قوية للغاية بين مادة PA66+30%GF ومادة TPE المضادة للبكتيريا ، بحيث تتحمل هذه الرابطة اختبار التعقيم بالبخار عالي الضغط عند درجة حرارة 134 درجة مئوية لضمان سلامة المنتج وفقًا للمعايير الطبية. وكان من المقرر الحفاظ على نسبة الهدر أقل من 1%.
التحديات التي تمت مواجهتها
في بداية المشروع، تم الكشف عن مشكلتين رئيسيتين: تقشير شديد للغاية للحواف، وقوة التقشير كانت 2 نيوتن/مم فقط (وهذا أقل بكثير من معيار الدرجة الطبية البالغ 5 نيوتن/مم)، ومسام في نهاية قنوات التدفق الطويلة.
تسببت هذه المسامات في ظهور فقاعات أثناء عملية التعقيم، مما أدى إلى نسبة هدر بلغت 12%. وقد حاول العميل إجراء عدة تغييرات، ولكن دون جدوى.
حل
أولاً وقبل كل شيء، قام الفريق التقني لشركة JS Precision بمعالجة مشاكل العميل، وقام بتحليلها بدقة وتوصل إلى طريقة فعالة من ثلاث خطوات:
1. تحسين المواد:
تمت معالجة التفكك بشكل فعال كيميائيا من خلال رابطة أقوى بين مادة TPE وركيزة PA66+30%GF، والتي تم تحقيقها بواسطة مادة TPE المطعّمة القطبية المطورة بشكل فريد من قبل JS Precision مع عامل تطعيم خاص ومعدل تطعيم تم الحفاظ عليه عند 0.8٪.
2. تحسين العفن:
قمنا بتغيير نوع القالب إلى قالب حقن ثنائي المراحل ، وحسّنا تصميم قنوات التوزيع، ورفعنا درجة حرارة القالب إلى 95 درجة مئوية. هذا لا يُسهّل فقط انتشار الجزيئات بين الركيزة ومادة TPE، بل يُقلّل أيضاً من تكوّن الفقاعات.
3. تعديل العملية:
ولتفريغ الغازات المنبعثة أثناء عملية التشكيل بالحقن، اتخذنا إجراء فتح أخدود تهوية دقيق بعمق 0.02 مم في نهاية المقبض.
إلى جانب ذلك، تم وضع الركيزة PA66 في عملية التجفيف الصحيحة، حيث تم خفض مستوى الرطوبة فيها إلى أقل من 0.02٪، مما يمنع تكوين طبقة الرطوبة عند السطح البيني.
الدروس المستفادة والخبرات
كان الدرس الرئيسي الذي تعلمناه هو تجاهل حقيقة أن ركيزة PA66 شديدة الامتصاص للرطوبة. وقد أدى عدم تجفيف الركيزة مسبقًا بشكل كافٍ إلى تكوين طبقة رطوبة عند السطح البيني، مما تسبب في مشكلة انفصال الطبقات.
من الماضي، كنا نعلم أنه يجب تصريف محتوى الرطوبة في ركيزة PA66 إلى أقل من 0.02٪ قبل عملية التشكيل بالحقن والتشكيل بالحقن.
النتائج النهائية
أدى تطبيق الحل إلى آثار جوهرية:
- ارتفعت قوة التقشير إلى 8.5 نيوتن/مم، وهو مستوى أعلى بكثير مما هو متوقع من المعايير الطبية.
- خضع بنجاح لـ 100 دورة من اختبار التعقيم بالبخار عالي الضغط عند درجة حرارة 134 درجة مئوية دون أي علامات على الفقاعات أو الانفصال.
- تم تخفيض معدل الخردة من 12% إلى أقل من 0.5%، مما أدى إلى خفض تكاليف العملاء بشكل كبير.
ملاحظات العملاء:
لقد عالجت شركة JS Precision مشكلة انفصال الطبقات، وكان الإحساس اللمسي للمقبض بالإضافة إلى موثوقية الإغلاق أفضل بكثير من المعايير الطبية.
لم تسفر الشراكة عن منتجات ممتازة فحسب، بل أتاحت لنا أيضًا تقديم الدعم الفني بطريقة احترافية للغاية، مما أدى بدوره إلى التنفيذ الناجح للمشروع.
إذا كانت لديكم أيضًا احتياجات لحقن مادة TPE في الأجهزة الطبية أو غيرها من المجالات، فيرجى الاتصال بفريقنا الفني للحصول على تقييم مجاني للحلول وخدمات اختبار العينات.

الشكل 4: ثلاثة مكونات متطابقة من بخاخ طبي بلاستيكي أزرق، تتميز بجزء علوي معدني وقاعدة زرقاء مصبوبة، معروضة على خلفية بيضاء.
الأسئلة الشائعة
س1: ما هو سمك الجدار المثالي لعملية التشكيل بالحقن باستخدام مادة TPE؟
يتراوح السُمك المثالي بين 1.5 مم و 3.0 مم. قد لا تُملأ الطبقة الرقيقة جدًا بشكل صحيح وقد تظهر عليها علامات انكماش، بينما قد تنكمش الطبقة السميكة جدًا وتتكون فيها فقاعات هوائية، مما يؤثر على مظهر المنتج وأدائه.
س2: كيف نضمن الالتصاق بين مادة TPE والنايلون؟
ستحتاج إلى استخدام نوع خاص من مادة TPE يحتوي على مُعدِّلات قطبية. يجب تجفيف ركيزة النايلون تمامًا وتسخينها مسبقًا حتى تصل نسبة انخفاض الرطوبة إلى 0.02%، كما يجب رفع درجة حرارة القالب إلى 60-90 درجة مئوية لتعزيز انتشار الجزيئات عند سطح التماس بين المادتين.
س3: كيف أختار بين القوالب ذات الخطوتين والقوالب ذات اللونين؟
إذا كان حجم إنتاجك منخفضًا، يمكنك اللجوء إلى طريقة الخطوتين لتوفير تكاليف القوالب، أما بالنسبة للإنتاج بكميات كبيرة ومتطلبات الدقة العالية (0.05 مم)، فإن القوالب ثنائية اللون هي خيار أفضل لأنها تزيد من الكفاءة وتوحيد المنتج.
س4: ما هي الأسباب الرئيسية لانفصال الطبقات في طبقة التشكيل بالحقن؟
بشكل عام، تكون هذه نتيجة لتلوث الركيزة، أو درجة حرارة التشكيل التي تقل عن 60 درجة مئوية ، أو عدم تطابق القطبية، أو عدم تجفيف الركيزة مسبقًا بشكل كافٍ، مما يتسبب في وجود طبقة رطوبة عند السطح البيني وبالتالي يؤدي إلى الانفصال.
س5: هل من الممكن تشكيل مادة TPE على المعدن؟
بالطبع، يجب تسخين المعدن مسبقًا، وتطبيق طبقة أساسية خاصة قبل عملية التشكيل بالحقن لتحسين خاصية الالتصاق. علاوة على ذلك، فإن تصميم المعدن بفتحات نافذة يوفر مزايا تثبيت فيزيائية لتعزيز قوة الترابط بين المادتين.
س6: ما هي الإجراءات التي يمكن اتخاذها للتخلص من علامات الحرق السطحي؟
يجب عليك مراعاة تحسين تهوية القالب، وتنفيذ قنوات التهوية، وخفض سرعة الحقن والضغط لأن درجات الحرارة العالية الناتجة عن الهواء المضغوط في نهاية قناة الصب يمكن أن تتسبب في احتراق سطح مادة TPE.
س7: إذا قمت بعملية التشكيل بالحقن باستخدام مادة TPE، فهل ستتغير أبعاد الركيزة؟
قد يؤدي ضغط الحقن العالي إلى تشوه الركائز الرقيقة. لذا، يلزم تصميم قالب مدروس جيدًا يتضمن هياكل داعمة، كما يجب تعديل معايير الحقن لتقليل تأثير الضغط على أبعاد الركيزة.
س8: ما هي دورة تسليم JS Precision؟
يستغرق تصنيع القالب من 3 إلى 5 أسابيع. بعد تأكيد العينة، يكتمل الإنتاج بكميات كبيرة خلال أسبوع إلى أسبوعين. يمكن تعديل الخطة وفقًا لمتطلبات العميل لضمان التسليم في الموعد المحدد.
ملخص
هناك عوامل حاسمة تحدد مدى فعالية منتجك وكفاءته من حيث التكلفة إذا قمت بعملية التشكيل بالقولبة باستخدام مادة TPE.
بصفتها شركة تصنيع TPE مخصصة موثوقة، فإن JS Precision قادرة على تزويدك بمجموعة كاملة من الدعم بدءًا من اختيار المواد المناسبة وحتى إنتاج أجزائك بكميات كبيرة، وبالتالي حل العديد من مشكلات التشكيل بالحقن بسرعة.
مهما كانت مرحلة مشروعك، فإن فريقنا التقني على أتم الاستعداد لتقديم الدعم الفني الاحترافي. تواصل معنا الآن واستفد من عرض أسعار مُصمم خصيصًا لك، بالإضافة إلى تقييم مجاني لتصميم DFM، لتنطلق نحو تحقيق كفاءة إنتاجية عالية.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

