

Lo stampaggio a iniezione di TPE è un metodo essenziale per risolvere i problemi funzionali e tattili di componenti complessi. Il legame chimico gioca un ruolo fondamentale nello stampaggio a iniezione di TPE, poiché la resistenza del legame interfacciale richiesta deve essere superiore a 5 N/mm.
Per gli stampi è necessario prevedere una doppia contrazione dell'1,5%-3%. Le formulazioni personalizzate sono in grado di gestire condizioni di lavoro severe e la combinazione dei processi può ridurre i costi totali di assemblaggio del 20%-40%.
La scarsa tenuta, la ruvidità al tatto e i costi di assemblaggio elevati sono problemi tipici nella produzione di componenti complessi. Lo stampaggio a iniezione di TPE può rappresentare una soluzione, combinando TPE flessibile e substrati rigidi in un unico passaggio per soddisfare le esigenze di protezione e assorbimento degli urti in diversi settori.
JS Precision offre soluzioni di sovrastampaggio affidabili a clienti in tutto il mondo, contribuendo a migliorare la competitività dei prodotti.
Panoramica della risposta principale
Dimensioni chiave | Standard/Soluzioni tecniche fondamentali |
Meccanismo di connessione | Si predilige il legame chimico (corrispondenza polare) e la forza di adesione all'interfaccia deve essere superiore a 5 N/mm. |
Selezione dei materiali | Personalizzare l'indice reologico del TPE (MFI 10-25) in base al substrato (PP/ABS/PC/PA). |
Precisione dello stampo | Adottare uno stampo a due componenti con tolleranza della superficie di separazione controllata entro 0,01 mm. |
Valutazione della qualità | Eseguire il test di pelatura ASTM D6862 per garantire l'assenza di scollamento dopo 100 cicli termici. |
Punti chiave
- Un forte legame chimico è un fattore chiave. Sia il substrato che il TPE devono avere parametri di solubilità molto simili (valori delta vicini). In altre parole, questi materiali devono essere in grado di creare forti legami molecolari e non staccarsi facilmente.
- Una progettazione accurata dello stampo deve tenere rigorosamente conto dei due diversi tassi di ritiro del substrato e del TPE (che di solito differiscono dall'1,5% al 3%) in modo che non vi siano variazioni dimensionali dopo lo stampaggio.
- Preparazioni appositamente realizzate possono aiutare i prodotti a mantenere le proprie qualità anche in condizioni molto difficili, come la resistenza all'olio e ai raggi UV.
- JS Precision offre una linea di produzione completa che può ridurre il costo totale di assemblaggio dal 20% al 40%, un grande aiuto per i clienti che desiderano tenere sotto controllo i costi di produzione.
Come avviene la produzione di componenti complessi tramite sovrastampaggio in TPE con JS Precision?
Competenze tecniche, esperienza pregressa e capacità di risolvere problemi complessi sono fattori da considerare nella scelta di un partner per lo stampaggio a iniezione di TPE. JS Precision è l'azienda che soddisfa appieno le vostre esigenze principali e merita la vostra fiducia.
JS Precision opera nel settore dello stampaggio a iniezione da molto tempo e ha soddisfatto le esigenze di oltre 500 clienti in tutto il mondo. I clienti appartengono a diversi settori, come quello medicale, automobilistico e dell'elettronica di consumo.
Lavorare con noi è una scelta facile e sicura grazie alla nostra tecnologia avanzata e all'alta qualità che ci consentono di garantirvi servizi di sovrastampaggio stabili e di elevata qualità.
JS Precision opera tecnicamente nel rigoroso rispetto dei limiti imposti dagli standard di settore. Garantisce che tutti i prodotti siano sottoposti al test di pelatura ASTM D6862 , eliminando ogni dubbio sull'affidabilità dell'incollaggio dei prodotti richiesti ed evitando situazioni come la delaminazione che potrebbero verificarsi in seguito.
Prendiamo ad esempio uno scenario in cui si hanno requisiti relativi a componenti automobilistici che richiedono un forte legame tra il substrato in PP e il TPE, che soddisfino anche le condizioni per l'utilizzo dei materiali in ambienti ad alta e bassa temperatura, da 40℃ a 80℃, e in cui, nonostante i numerosi tentativi da parte di diversi produttori, i problemi di delaminazione persistono, JS Precision ha la soluzione al problema.
Innanzitutto, comprendendo la polarità del substrato, possono formulare uno speciale TPE modificato polare appositamente per te, quindi regolando l'MFI a 18 g/10min, migliorando il design dello stampo bicolore e mantenendo la tolleranza della linea di separazione entro 0,01 mm.
I risultati, senza dubbio, mostrano una resistenza alla pelatura di 7,2 N/mm (superando di gran lunga l'obiettivo di 5 N/mm), e allo stesso tempo riescono ad accorciare il ciclo di produzione del 30% e a ridurre il costo per pezzo di 25 dollari, dimostrando concretamente come controllare i costi e aumentare l'efficienza.
Noi di JS Precision siamo in grado di controllare ogni fase e ogni cambiamento, dalla formulazione del materiale, alla progettazione e produzione dello stampo, fino alla produzione tramite stampaggio a iniezione e al controllo qualità.
Disponiamo di ingegneri esperti che supervisionano ogni fase per garantire che i prodotti finali consegnati soddisfino appieno le vostre aspettative. Pertanto, non dovrete occuparvi di alcun coordinamento.
Sia che dobbiate affrontare la sfida di realizzare componenti complessi a parete sottile, sia che riteniate che i requisiti prestazionali siano elevati e le condizioni estreme, JS Precision, grazie alla sua vasta esperienza e competenza tecnologica, è in grado di offrirvi la soluzione migliore.
Di conseguenza, è possibile ridurre i rischi di produzione, migliorare la qualità del prodotto e garantire che il progetto proceda senza intoppi.
Se avete difficoltà con lo stampaggio a iniezione di componenti complessi e desiderate ottenere una soluzione personalizzata e un preventivo gratuito, contattate il nostro team tecnico per intraprendere il percorso verso una produzione di massa efficiente.
Perché la considerazione tecnica chiave nella scelta del sovrastampaggio in TPE è la pietra angolare del successo?
Questo capitolo tratta i principali aspetti tecnologici per ottenere una sovrastampatura TPE di successo.
Il segreto sta nell'ottenere un'adesione permanente tra il substrato e l'adesivo flessibile. Ottimizzando la corrispondenza di polarità e i parametri di processo, si ha il potenziale per sostituire i metodi convenzionali , migliorare le prestazioni dei componenti e ridurre i costi complessivi di assemblaggio.
Meccanismo sinergico di adesione chimica e bloccaggio fisico
È stato dimostrato che il fattore principale che determina la resistenza dello stampaggio a iniezione di TPE è l'effetto sinergico tra adesione chimica e caratteristiche di bloccaggio fisico. All'interfaccia si forma uno strato interpenetrante con uno spessore di 0,01-0,1 micrometri.
In pratica, è come se due pezzi di pasta umida si attaccassero l'uno all'altro: non solo le superfici si incollano, ma anche le molecole di farina interne si uniscono, rendendo questi legami ancora più forti di prima, permettendo loro di resistere alle forze esterne che cercano di separare le due parti, impedendo così efficacemente qualsiasi distacco successivo.
Logica di ottimizzazione dello stampaggio a iniezione multicomponente per i costi totali di assemblaggio
La riduzione dei costi di produzione è uno dei principali requisiti dei clienti nella scelta dello stampaggio a iniezione di TPE. Questo non solo riduce la necessità di elementi di fissaggio e l'intervento umano , ma la progettazione integrata può anche portare a un ciclo di produzione più breve del 30%.
Inoltre, i costi di manodopera e materiali per pezzo sono inferiori di circa 5-15 dollari. I vantaggi di quanto sopra sono ulteriormente amplificati nella produzione di massa.
Per comprendere le differenze di costo tra i vari metodi di lavorazione, scaricate il nostro white paper sulla contabilità dei costi di sovrastampaggio TPE, che vi fornirà una panoramica chiara dei principali punti di ottimizzazione dei costi.
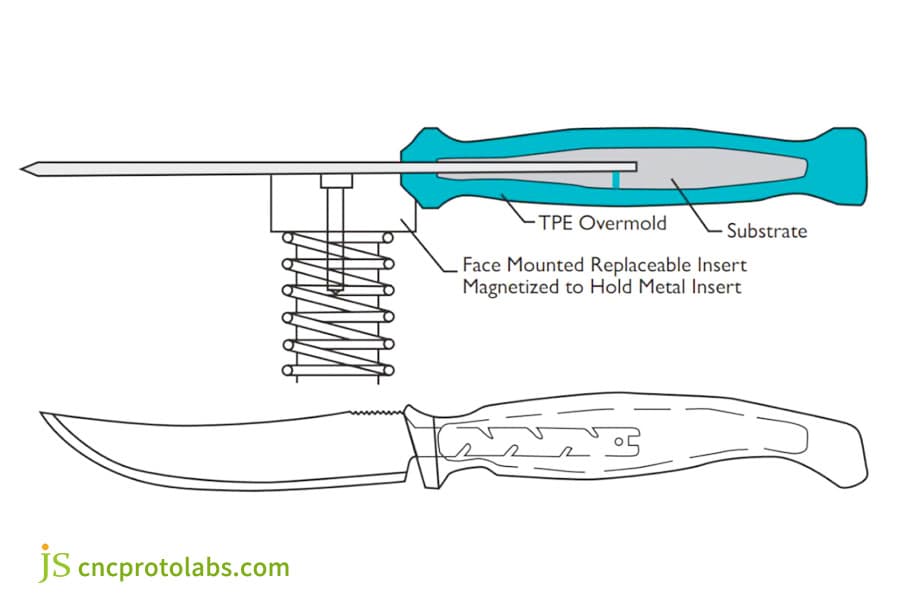
Figura 1: Disegno tecnico di un cacciavite, che mostra una vista esplosa e in sezione del manico, con dettagli sullo stampaggio a iniezione di TPE, sul substrato e su un inserto metallico magnetizzato e sostituibile.
Come possono i produttori di TPE personalizzati migliorare le prestazioni dei componenti attraverso l'ottimizzazione della formula?
Uno dei modi in cui un produttore di TPE personalizzati qualificato può migliorare le prestazioni dei componenti è ottimizzando la formulazione. È possibile apportare modifiche a proprietà come la durezza e la reologia nei TPE personalizzati.
L'intervallo per l'MFI può essere impostato tra 15 e 25 g/10 min, il che non solo risolverà il problema del riempimento insufficiente dello stampaggio a parete sottile, ma migliorerà anche la lussuosità tattile del prodotto.
Selezione degli intervalli di durezza e dei parametri del tasso di recupero elastico
La durezza è molto importante per la sensazione al tatto e le prestazioni del TPE. Diverse applicazioni richiedono diversi livelli di durezza che devono essere abbinati. I dati specifici sono riportati nella tabella seguente:
Campo di applicazione | Intervallo di durezza consigliato | Requisito del tasso di recupero elastico | Requisiti del set di compressione | Scenari applicabili |
Manipoli medici | 40A-60A | ≥90% | 70℃/22h ≤25% | Strumenti chirurgici, apparecchiature diagnostiche. |
Pulsanti per auto | 50A-70A | ≥85% | 80℃/24h ≤30% | Pannelli di controllo interni all'abitacolo, pulsanti sul volante. |
Involucri per dispositivi elettronici di consumo | 70A-85A | ≥80% | 60℃/24h ≤28% | Custodie per cellulari, custodie per cuffie. |
Foche | 30A-50A | ≥92% | 70℃/48h ≤20% | Giunti per tubi dell'acqua, componenti di tenuta per apparecchiature. |
La deformazione permanente da compressione è fondamentale per le guarnizioni, in quanto determina direttamente se si deformano o perdono la loro capacità di tenuta dopo un utilizzo prolungato.
Reologia e ottimizzazione dell'indice di fluidità (MFI) per sistemi a canale lungo.
Uno dei problemi più frequenti nella realizzazione di componenti complessi a parete sottile è il riempimento incompleto. I produttori di TPE personalizzati hanno trovato soluzioni a questo problema modificando la reologia e l'indice di fluidità (MFI) del TPE.
Per i pezzi con uno spessore di parete inferiore a 1 mm, l'MFI deve essere aumentato ad almeno 30 g/10 min e i parametri di iniezione devono essere ottimizzati simultaneamente per evitare lo spostamento del substrato.

Figura 2: Un impianto di produzione in camera bianca con tecnici in tute protettive che lavorano in postazioni dotate di macchinari automatizzati per assemblare e ispezionare componenti di dispositivi medici sovrastampati.
Come scegliere il modello più adatto tra una vasta gamma di materiali per sovrastampaggio?
Poiché la resistenza ambientale e le prestazioni del componente sono determinate dai materiali di sovrastampaggio, se si sceglie quello sbagliato, si potrebbero riscontrare in seguito problemi di prestazioni e delaminazione.
Per i prodotti di consumo generici, si può utilizzare il TPE-S. Il TPV è l'unico in grado di resistere ad alte temperature fino a 135℃, mentre il TPU possiede un'eccellente resistenza all'abrasione che lo rende adatto ad altre applicazioni.
Confronto dei parametri prestazionali di TPS, TPV e TPU
Per facilitare una rapida selezione, abbiamo compilato parametri prestazionali dettagliati per tre materiali di sovrastampaggio comunemente utilizzati, come mostrato nella tabella sottostante.
Tipo di materiale | Intervallo di resistenza alla temperatura (℃) | Resistenza agli agenti atmosferici | Trasparenza | Resistenza all'abrasione | Difficoltà di elaborazione | Campi applicabili |
TPS | -40~80 | Generale | Alto | Mezzo | Basso | Beni di consumo generici, giocattoli. |
TPV | -40~135 | Eccellente | Mezzo | Eccellente | Mezzo | Componenti per autoveicoli, guarnizioni resistenti alle alte temperature. |
TPU | -30~120 | Bene | Mezzo | Eccezionale | Da medio ad alto | Componenti meccanici, attrezzature sportive. |
TPEE | -50~150 | Eccellente | Mezzo | Eccellente | Alto | Componenti automobilistici di alta gamma, componenti aerospaziali. |
TPR | -30~70 | Generale | Alto | Mezzo | Basso | Articoli di uso quotidiano, con manici morbidi. |
Il TPV può resistere a temperature fino a 135℃, mentre il normale TPS si ammorbidisce se riscaldato oltre gli 80℃.
Pertanto, il TPV dovrebbe essere la vostra prima scelta quando operate in condizioni di temperatura molto elevate. Eseguiamo test di biocompatibilità dei materiali secondo gli standard ISO 10993 per soddisfare i requisiti del settore medicale.
Test di resistenza agli agenti atmosferici e possibilità di utilizzo di materiali ecocompatibili.
I pezzi sovrastampati per esterni devono essere molto resistenti agli agenti atmosferici. La scelta dei materiali di sovrastampaggio è un fattore determinante per la loro resistenza alle intemperie.
Se si aggiunge il 2% di additivi resistenti ai raggi UV, si eviterà quasi completamente lo sbiadimento del colore dopo 1000 ore di esposizione a QUV (il Delta E rimarrà inferiore a 3). Inoltre, il nostro lavoro è orientato alla produzione di materiali TPE ecocompatibili a base biologica.
In che modo i principali TPE per sovrastampaggio possono risolvere i problemi di compatibilità con i substrati?
La compatibilità del substrato con il TPE è la condizione fondamentale , senza la quale il processo di sovrastampaggio con TPE risulterà fallimentare. I principali produttori di TPE per sovrastampaggio sono in grado di affrontare il problema delle differenze di energia superficiale esistenti tra substrati e TPE utilizzando tecnologie professionali, garantendo al contempo una buona adesione.
Tecnologia di matrice di adattamento del substrato e di modificazione polare
Ogni tipo di substrato richiede una tecnologia di modificazione polare progettata specificamente per esso: per i substrati in PP, il TPE innestato con anidride maleica è una buona scelta, mentre per i substrati in PA sono necessari l'aggiunta di un agente innestante allo 0,5%-1,2% e un pretrattamento.
Per verificare che la compatibilità sia conforme agli standard, l'adesione viene testata secondo i metodi ASTM D3359 .
L'influenza del preriscaldamento dell'interfaccia e della temperatura dello stampo sulla forza di adesione
Il calore è il fattore principale che provoca la miscelazione a livello molecolare del substrato e del TPE; un substrato molto freddo può causare il fallimento dell'adesione.
La temperatura superficiale del substrato prima dello stampaggio a iniezione non dovrebbe idealmente essere inferiore a 80℃, e il mantenimento della temperatura dello stampo tra 60 e 90℃, tra le altre cose, migliorerà la diffusione all'interfaccia e l'affidabilità dell'adesione.
Se hai dubbi sulla compatibilità tra il tuo substrato e il TPE, ti preghiamo di comunicarci il tipo di substrato e il nostro team tecnico ti fornirà gratuitamente una soluzione adatta ed effettuerà dei test di compatibilità.
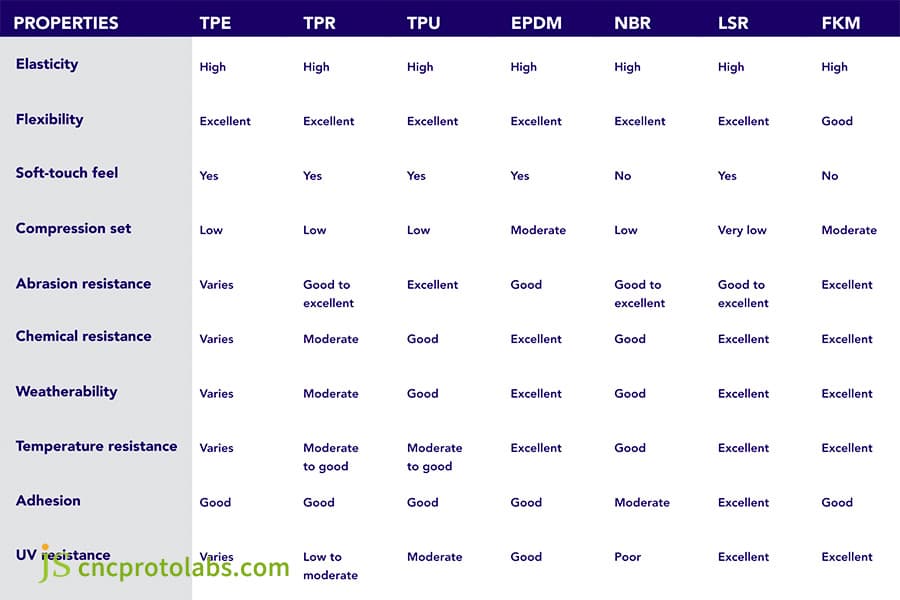
Figura 3: Tabella comparativa dettagliata che elenca le proprietà di vari elastomeri termoplastici (TPE, TPU, LSR, ecc.) utilizzati nello stampaggio a iniezione, comprendente attributi quali elasticità, resistenza chimica e tolleranza alla temperatura.
Perché la progettazione dello stampo per sovrastampaggio a iniezione determina il successo o il fallimento di un progetto?
Ignorare la progettazione dello stampo può portare a fuoriuscite di prodotto, bolle e deviazioni dimensionali. Gli stampi per sovrastampaggio a iniezione devono essere in grado di sopportare la pressione dell'iniezione secondaria.
Il posizionamento preciso del punto di iniezione può prevenire la formazione di getti, le tolleranze di 0,01 mm sulla linea di separazione possono controllare il trabocco e sono necessari anche calcoli accurati per la compensazione del ritiro.
Posizionamento della valvola per la soppressione di bolle e getti
Un posizionamento errato del punto di iniezione può facilmente causare lo spostamento del prodotto e la formazione di bolle. Utilizziamo un sistema di canali bilanciati e suggeriamo una profondità del punto di iniezione pari al 50%-80% dello spessore della parete di sovrastampaggio in TPE. Questo non solo controlla efficacemente il getto, ma garantisce anche un riempimento uniforme del TPE e riduce al minimo la formazione di bolle.
Strategia di calcolo del ritiro duale e di controllo preciso della tolleranza
Il ritiro di due materiali, il substrato e il TPE, può causare discrepanze dimensionali nel prodotto. Pertanto, è necessaria una compensazione molto precisa nella progettazione dello stampo. Il tasso di ritiro del TPE è compreso tra l'1,5% e il 2,5%, e lo stampo deve essere progettato con un margine di regolazione di precisione di 0,02 mm.
In parole semplici, il processo è simile alla realizzazione di capi d'abbigliamento con un margine di restringimento: pianificare in anticipo il restringimento del tessuto dopo il lavaggio permetterà di ottenere un capo finale dalla vestibilità perfetta, evitando che risulti troppo largo o troppo stretto.
Quale guida alla progettazione per lo stampaggio a iniezione può ridurre gli scarti?
Una volta selezionati gli stampi e i materiali, seguire la guida scientifica alla progettazione dello stampaggio a iniezione può evitare il 90% dei difetti di produzione, ridurre gli scarti, controllare i costi e ottimizzare la sensazione al tatto e le prestazioni del prodotto.
Criteri per la relazione tra l'equilibrio dello spessore della parete e la forza adesiva
L'equilibrio dello spessore delle pareti del rivestimento in TPE influisce direttamente sulla qualità dello stampaggio e sulla forza adesiva. Uno spessore non uniforme delle pareti è soggetto a segni di ritiro e delaminazione.
Il rapporto tra le variazioni di spessore delle pareti adiacenti deve essere controllato entro 1:1,5. Si raccomanda che lo spessore della parete in TPE sia compreso tra 1,5 mm e 3,0 mm per garantire uno stampaggio stabile.
Ottimizzazione della struttura meccanica della catena e dei bordi geometrici
Quando la compatibilità chimica tra il substrato e il TPE è scarsa, è necessario utilizzare strutture di bloccaggio meccaniche per facilitare il fissaggio.
È possibile progettare un avvolgimento a sandwich, una smussatura dei bordi e fori di penetrazione, con una profondità di arresto del bordo non inferiore a 0,5 mm per evitare il distacco del bordo e migliorare la sensazione al tatto.
Per padroneggiare rapidamente la guida completa alla progettazione dello stampaggio a iniezione, è possibile scaricare il nostro manuale di progettazione per evitare facilmente difetti di produzione e ridurre gli scarti.
Quali sono gli indicatori tecnici fondamentali per valutare la qualità dei pezzi sovrastampati?
La qualità dei componenti sovrastampati deve essere valutata in base a criteri misurabili. Le esigenze delle applicazioni di fascia altissima sono ancora più stringenti. Grazie a un programma di test ben strutturato, non solo garantiamo che tutti i nostri prodotti soddisfino le specifiche del cliente, ma evitiamo anche la spedizione di articoli difettosi.
Test quantitativo della resistenza alla pelatura e standard dei materiali
Un aspetto molto importante della forza adesiva è la resistenza alla pelatura. Utilizziamo esclusivamente il test di pelatura a 90 gradi, come previsto dallo standard ASTM D6862.
Affinché la forza di distacco sia estremamente affidabile a livello industriale, dovrebbe essere compresa tra 5 e 10 N/mm e il risultato del test dovrebbe mostrare la rottura del materiale piuttosto che la separazione dell'interfaccia.
Test di invecchiamento mediante cicli termici in laboratorio e ispezione dei difetti superficiali
Eseguiamo test di invecchiamento mediante cicli termici in laboratorio su componenti sovrastampati , esponendoli a temperature comprese tra -40℃ e 120℃. Dopo aver eseguito il ciclo ininterrottamente per 120 ore, l'interfaccia dovrebbe risultare completamente integra, senza segni di bolle o delaminazione.
Parallelamente a ciò, utilizziamo anche un dispositivo ottico ad alto ingrandimento per esaminare la superficie e assicurarci che non vi siano sbavature o segni di ritiro.
Caso di studio JS Precision: soluzione di stampaggio a incapsulamento di precisione per l'impugnatura di un dispositivo medico
Ecco un caso di studio che illustra la maniglia di un dispositivo medico reale. Spiega le tecniche utilizzate da JS Precision per superare la complessa sfida dello stampaggio a iniezione di TPE. Attraverso questo esempio, potrete farvi un'idea chiara delle nostre competenze.
Contesto del progetto
Abbiamo prodotto manici per strumenti chirurgici seguendo scrupolosamente le specifiche di un'azienda leader mondiale nel settore dei dispositivi medici.
Il requisito fondamentale era quello di creare un legame molto forte tra il materiale PA66+30%GF e il TPE antibatterico , in grado di resistere a un test di sterilizzazione a vapore ad alta pressione a 134℃ per garantire la sicurezza di grado medicale. Il tasso di scarto doveva essere mantenuto al di sotto dell'1%.
Sfide incontrate
All'inizio del progetto, sono emersi due problemi principali: un distacco molto grave dei bordi, una forza di distacco di soli 2 N/mm (ben al di sotto dello standard di grado medicale di 5 N/mm) e la presenza di pori all'estremità dei lunghi canali di flusso.
Questi pori si sono aperti durante la sterilizzazione, causando un tasso di scarto del 12%. Il cliente aveva provato diverse soluzioni, ma senza successo.
Soluzione
Innanzitutto, per affrontare i problemi del cliente, il team tecnico di JS Precision ha analizzato a fondo la situazione e ha ideato un metodo efficace in tre fasi:
1. Ottimizzazione dei materiali:
La delaminazione è stata efficacemente contrastata chimicamente attraverso un legame più forte tra il materiale TPE e il substrato PA66+30%GF, ottenuto grazie all'esclusivo TPE innestato polare sviluppato da JS Precision con uno speciale agente di innesto e un tasso di innesto mantenuto allo 0,8%.
2. Miglioramento della muffa:
Abbiamo modificato il tipo di stampo passando allo stampaggio a iniezione a due componenti , migliorato la disposizione dei canali di alimentazione e innalzato la temperatura dello stampo a 95 gradi Celsius. Questo non solo facilita la diffusione molecolare tra il substrato e il TPE, ma riduce anche la formazione di bolle.
3. Aggiustamento del processo:
Per consentire lo scarico dei gas rilasciati durante lo stampaggio a iniezione, abbiamo predisposto una scanalatura di sfiato di precisione profonda 0,02 mm all'estremità del manico.
Inoltre, il substrato PA66 è stato sottoposto a un corretto processo di essiccazione, durante il quale il suo livello di umidità è stato ridotto a meno dello 0,02%, impedendo così la formazione di uno strato di umidità all'interfaccia.
Lezioni apprese ed esperienze
La lezione principale che abbiamo imparato è stata quella di non tenere in considerazione il fatto che il substrato in PA66 è piuttosto igroscopico. L'essiccazione preliminare inadeguata del substrato ha prodotto uno strato di umidità all'interfaccia, che ha dato origine al problema della delaminazione.
In passato sapevamo che il contenuto di umidità del substrato in PA66 doveva essere ridotto a meno dello 0,02% prima dello stampaggio a iniezione.
Risultati finali
L'implementazione della soluzione ha prodotto effetti sostanziali:
- La forza di pelatura ha raggiunto 8,5 N/mm, un livello ben superiore a quello previsto dagli standard di grado medicale.
- Ha superato con successo 100 cicli di test di sterilizzazione a vapore ad alta pressione a 134℃ senza mostrare alcun segno di bolle o delaminazione.
- Il tasso di scarto è stato ridotto dal 12% a meno dello 0,5%, con una conseguente drastica riduzione dei costi per i clienti.
Feedback dei clienti:
JS Precision ha risolto il problema della delaminazione e la sensazione tattile dell'impugnatura, così come l'affidabilità della tenuta, sono risultate di gran lunga superiori agli standard di grado medicale.
La collaborazione non solo ha portato alla creazione di prodotti eccellenti, ma ha anche reso disponibile il nostro supporto tecnico in modo estremamente professionale, il che a sua volta ha contribuito al successo dell'implementazione del progetto.
Se anche voi avete bisogno di sovrastampaggio a iniezione di TPE per dispositivi medici o altri settori, contattate il nostro team tecnico per una valutazione gratuita della soluzione e per un servizio di test su campioni.

Figura 4: Tre componenti identici di uno spruzzatore medicale in plastica blu, caratterizzati da una sezione superiore metallica e una base sovrastampata blu, presentati su sfondo bianco.
FAQ
D1: Qual è lo spessore ideale della parete per lo stampaggio a iniezione di TPE?
Lo spessore ideale varia da 1,5 mm a 3,0 mm. Uno strato troppo sottile potrebbe non riempire correttamente il materiale e presentare segni di ritiro, mentre uno strato troppo spesso potrebbe restringersi e formare bolle d'aria, compromettendo così l'aspetto e le prestazioni del prodotto.
D2: Come garantire l'adesione tra TPE e nylon?
Sarà necessario utilizzare un tipo speciale di TPE che includa modificatori polari. Il substrato di nylon deve essere completamente asciutto e preriscaldato fino a raggiungere un tasso di riduzione dell'umidità dello 0,02%, e la temperatura dello stampo deve essere aumentata a 60-90 °C per favorire la diffusione delle molecole all'interfaccia tra i due materiali.
D3: Come scegliere tra stampi a due fasi e stampi bicolore?
Se il volume di produzione è basso, è possibile optare per il metodo a due fasi per ridurre i costi degli stampi; per produzioni ad alto volume e requisiti di alta precisione (0,05 mm), gli stampi bicolore rappresentano un'opzione migliore in quanto aumentano l'efficienza e l'uniformità del prodotto.
D4: Quali sono le principali cause di delaminazione nello strato di sovrastampaggio?
Generalmente questi problemi sono causati dalla contaminazione del substrato, da una temperatura di stampaggio inferiore a 60℃ , da un'incompatibilità di polarità o da un substrato non sufficientemente pre-essiccato, che provoca la formazione di uno strato di umidità all'interfaccia e quindi la delaminazione.
D5: È possibile sovrastampare il TPE sul metallo?
Naturalmente, il metallo deve essere prima preriscaldato e, prima dello stampaggio a iniezione, va applicato un primer speciale per migliorare l'adesione. Inoltre, la progettazione del metallo con fori passanti può fornire vantaggi di bloccaggio fisico per migliorare ulteriormente la forza di adesione tra i due materiali.
D6: Quali misure si possono adottare per eliminare i segni di bruciatura superficiale?
È necessario valutare l'ottimizzazione dello sfiato dello stampo, implementando canali di ventilazione e riducendo la velocità e la pressione di iniezione, poiché le alte temperature generate dall'aria compressa alla fine del canale di alimentazione potrebbero causare bruciature sulla superficie del TPE.
D7: Se eseguo uno stampaggio a iniezione di TPE, le dimensioni del substrato cambieranno?
Un'elevata pressione di iniezione può causare la deformazione di substrati sottili. È necessaria una progettazione accurata dello stampo, che includa strutture di supporto, e i parametri di iniezione devono essere modificati per ridurre l'effetto della pressione sulle dimensioni del substrato.
D8: Qual è il ciclo di consegna di JS Precision?
La realizzazione dello stampo richiederà dalle 3 alle 5 settimane. Dopo la conferma del campione, la produzione in serie verrà completata entro 1-2 settimane. Il piano può essere modificato in base alle esigenze del cliente al fine di garantire la consegna nei tempi previsti.
Riepilogo
Esistono fattori cruciali che determinano l'efficacia e la convenienza economica del prodotto finale se si ricorre al processo di sovrastampaggio in TPE.
In qualità di produttore affidabile di TPE personalizzato, JS Precision è in grado di fornirvi un supporto completo, dalla selezione dei materiali più adatti alla produzione in serie dei vostri componenti, risolvendo così rapidamente diverse problematiche di sovrastampaggio.
Qualunque sia la fase in cui si trova il tuo progetto, il nostro team tecnico è sempre pronto a offrirti supporto professionale. Contattaci ora e approfitta di un preventivo personalizzato e di una valutazione DFM gratuita per iniziare il tuo percorso verso l'efficienza nella produzione di grandi volumi.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

