

Литье под давлением с использованием термопластичных эластомеров (ТПЭ) является важным методом решения функциональных и тактильных проблем сложных компонентов. Химическая связь играет жизненно важную роль в литье под давлением с использованием ТПЭ, поскольку требуемая прочность межфазного соединения должна быть выше 5 Н/мм.
Компенсацию усадки при формовании следует производить с учетом усадки в два раза более (1,5–3%). Специально разработанные составы способны выдерживать жесткие условия эксплуатации, а комбинирование технологических процессов может снизить общие затраты на сборку на 20–40%.
Нарушение герметичности, шероховатость на ощупь и дорогостоящая сборка — типичные проблемы при изготовлении сложных деталей. Литье под давлением с использованием термоэластопласта (TPE) может стать решением, позволяющим объединить гибкий TPE и твердые подложки на одном этапе для удовлетворения потребностей в защите и амортизации в различных отраслях.
Компания JS Precision предоставляет надежные решения в области литья под давлением клиентам по всему миру, способствуя повышению конкурентоспособности продукции.
Обзор основных ответов
Ключевые параметры | Основные технические стандарты/решения |
Механизм соединения | Предпочтительно химическое соединение (полярное согласование), при этом сила сцепления на границе раздела должна превышать 5 Н/мм. |
Выбор материалов | Настройте реологический индекс термопластичного эластомера (MFI 10-25) в соответствии с типом подложки (PP/ABS/PC/PA). |
Точность пресс-формы | Используется двухкомпонентная пресс-форма с допуском на поверхность разъема в пределах 0,01 мм. |
Оценка качества | Для обеспечения отсутствия отслаивания после 100 термических циклов необходимо провести испытание на отслаивание по стандарту ASTM D6862. |
Основные выводы
- Ключевым фактором является прочная химическая связь. И подложка, и термоэластопласт должны иметь очень схожие параметры растворимости (близкие значения дельты). Другими словами, эти материалы способны образовывать прочные молекулярные связи и не будут легко отслаиваться.
- Точная конструкция пресс-формы должна строго учитывать два разных коэффициента усадки подложки и термоэластопласта (обычно отличающиеся на 1,5–3%), чтобы после формования не происходило изменений в размерах.
- Специально разработанные препараты помогают продуктам сохранять свои качества даже в очень суровых условиях, например, обеспечивая устойчивость к маслам и ультрафиолетовому излучению.
- Компания JS Precision предлагает комплексную производственную линию, которая позволяет снизить общую стоимость сборки на 20–40%, что значительно помогает клиентам контролировать производственные затраты.
Как компания JS Precision использует технологию литья под давлением из термопластичных эластомеров (TPE) для производства ваших сложных деталей?
Технические навыки, опыт работы и компетентность в решении сложных задач — факторы, которые следует учитывать при выборе партнера по литью под давлением из термопластичных эластомеров (TPE). Компания JS Precision точно соответствует вашим основным требованиям и заслуживает вашего доверия.
Компания JS Precision давно работает в сфере литья под давлением и обслуживает более 500 клиентов по всему миру. Среди клиентов – представители различных отраслей, таких как медицина, автомобилестроение и бытовая электроника.
Благодаря нашим передовым технологиям и высочайшему качеству , сотрудничество с нами – это простой и уверенный выбор, гарантирующий стабильные и высококачественные услуги по литью под давлением.
Компания JS Precision работает строго в рамках отраслевых стандартов. Они гарантируют, что вся продукция проходит испытание на отслаивание по стандарту ASTM D6862 , что исключает любые сомнения в надежности склеивания необходимых вам изделий и предотвращает такие ситуации, как расслоение, которые могут возникнуть в дальнейшем.
Рассмотрим, к примеру, ситуацию, когда для автомобильных деталей требуется прочное соединение между полипропиленовой подложкой и термоэластопластом, а также соблюдение условий эксплуатации материалов при высоких и низких температурах от 40℃ до 80℃. И несмотря на многочисленные попытки различных производителей, проблемы расслоения по-прежнему остаются актуальными. В этом случае компания JS Precision предлагает решение этой проблемы.
Сначала, понимая полярность подложки, они могут разработать специальный модифицированный полярным составом термоэластопласт (TPE) именно для вас, затем, регулируя показатель текучести расплава (MFI) до 18 г/10 мин, улучшая двухцветный дизайн пресс-формы и поддерживая допуск на линию разъема в пределах 0,01 мм.
Результаты, несомненно, показывают прочность на отслаивание 7,2 Н/мм (что значительно превосходит вашу цель в 5 Н/мм), при этом сокращая производственный цикл на 30% и снижая стоимость детали на 25 долларов, что наглядно демонстрирует, как контролировать затраты и повышать эффективность.
В компании JS Precision мы можем контролировать каждый этап и каждое изменение, начиная от рецептуры материала, проектирования и изготовления пресс-форм и заканчивая производством методом литья под давлением и контролем качества.
У нас работают опытные инженеры, которые контролируют каждый этап, чтобы гарантировать, что конечная продукция полностью соответствует вашим ожиданиям. Таким образом, вам не придётся заниматься координацией.
Независимо от того, сталкиваетесь ли вы со сложными тонкостенными деталями или считаете, что требования к производительности очень высоки, а условия эксплуатации экстремальны, компания JS Precision, обладая богатым опытом и технологической экспертизой, сможет предложить вам оптимальное решение.
В результате вы сможете снизить производственные риски, повысить качество продукции и обеспечить бесперебойную работу вашего проекта.
Если вы сталкиваетесь с трудностями, связанными с литьем под давлением сложных деталей, и хотели бы получить индивидуальное решение и бесплатный расчет стоимости, пожалуйста, свяжитесь с нашей технической командой, чтобы начать путь к эффективному массовому производству.
Почему ключевой технический аспект выбора технологии литья под давлением с использованием термопластичных эластомеров (TPE) является краеугольным камнем успеха?
В этой главе рассматриваются основные технологические аспекты, необходимые для успешного литья под давлением термопластичных эластомеров (ТПЭ) .
Секрет заключается в обеспечении прочного соединения между подложкой и гибким клеем. Благодаря точной настройке согласования полярности и параметров обработки, этот метод потенциально может заменить традиционные методы , повысить характеристики деталей и снизить общие затраты на сборку.
Синергетический механизм химической адгезии и физической фиксации
Доказано, что основным фактором, определяющим прочность термопластичного эластомера (ТПЭ) при литье под давлением, является синергетический эффект между химической адгезией и физическими фиксирующими свойствами. На границе раздела образуется взаимопроникающий слой толщиной 0,01–0,1 микрометра.
На практике это похоже на два куска влажного теста, которые слипаются друг с другом: склеиваются не только поверхности, но и внутренние молекулы муки, благодаря чему эти связи становятся еще прочнее, чем раньше, позволяя им противостоять внешним силам, пытающимся разделить две части, и тем самым эффективно предотвращая дальнейшее расслоение.
Логика оптимизации многокомпонентного литья под давлением для снижения общих затрат на сборку.
Снижение себестоимости продукции — это, пожалуй, одно из главных требований заказчиков при выборе технологии литья под давлением из термопластичных эластомеров (TPE). Это не только уменьшает потребность в крепежных элементах и ручном вмешательстве , но и позволяет сократить производственный цикл на 30%.
Кроме того, затраты на рабочую силу и материалы на одну деталь примерно на 5-15 долларов меньше. Преимущества вышеперечисленного еще больше возрастают при массовом производстве.
Чтобы понять разницу в стоимости различных методов обработки, ознакомьтесь с нашим аналитическим отчетом по учету затрат на литье под давлением термопластичных эластомеров (TPE), который позволит вам четко понять основные моменты оптимизации затрат.
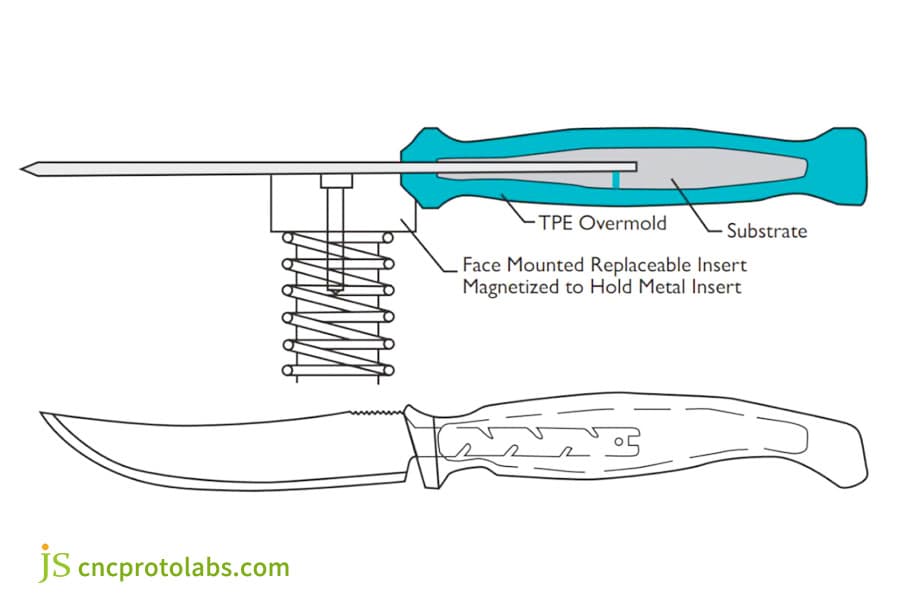
Рисунок 1: Технический чертеж отвертки, показывающий разнесенный и поперечный разрез ее рукоятки, на котором подробно изображены термоэластопластовая оболочка, подложка и намагниченная сменная металлическая вставка.
Как производители термоэластопластов могут улучшить характеристики деталей за счет оптимизации рецептуры?
Один из способов, с помощью которого грамотный производитель термоэластопластов может улучшить характеристики детали, — это оптимизация рецептуры. Изменения таких свойств, как твердость и реология, могут быть внесены в термоэластопласты, изготовленные по индивидуальному заказу.
Диапазон значений MFI можно установить в пределах 15-25 г/10 мин, что не только решит проблему недостаточного заполнения тонкостенных отливок, но и улучшит тактильные ощущения от изделия.
Выбор диапазонов твердости и параметров скорости упругого восстановления.
Твердость очень важна для тактильных ощущений и эксплуатационных характеристик термоэластопласта (ТЭФ). Для разных областей применения требуются разные уровни твердости, которые должны быть согласованы. Конкретные данные приведены в таблице ниже:
Область применения | Рекомендуемый диапазон твердости | Требование к эластичному коэффициенту восстановления | Требования к компрессионному комплекту | Применимые сценарии |
Медицинские ручки | 40А-60А | ≥90% | 70℃/22 ч ≤25% | Хирургические инструменты, диагностическое оборудование. |
Автомобильные кнопки | 50А-70А | ≥85% | 80℃/24ч ≤30% | Панель управления в салоне автомобиля, кнопки на рулевом колесе. |
Корпуса для бытовой электроники | 70А-85А | ≥80% | 60℃/24ч ≤28% | Чехлы для мобильных телефонов, чехлы для наушников. |
Тюлени | 30А-50А | ≥92% | 70℃/48 ч ≤20% | Соединения водопроводных труб, уплотнительные детали оборудования. |
Остаточная деформация имеет решающее значение для уплотнений, напрямую определяя, деформируются ли они или теряют свою герметизирующую способность после длительной эксплуатации.
Реологические характеристики и настройка MFI для конструкций с длинными полозьями
Одна из наиболее распространенных проблем в сложных тонкостенных деталях — неполное заполнение. Производители термоэластопластов на заказ находят способы решения этой проблемы , изменяя реологические свойства и показатель текучести расплава (MFI).
Для деталей с толщиной стенки менее 1 мм показатель текучести расплава (MFI) следует повысить как минимум до 30 г/10 мин, а параметры впрыска необходимо одновременно оптимизировать, чтобы избежать смещения подложки.

Рисунок 2: Производственное помещение с чистыми помещениями, где техники в защитной экипировке работают на станциях, оборудованных автоматизированным оборудованием для сборки и проверки компонентов медицинских изделий, изготовленных методом литья под давлением.
Как выбрать наиболее подходящую модель из разнообразного ассортимента материалов для литья под давлением?
Поскольку устойчивость к воздействию окружающей среды и эксплуатационные характеристики детали определяются материалами, используемыми при литье под давлением, неправильный выбор может впоследствии привести к проблемам с производительностью и расслоению.
Для обычных потребительских товаров можно использовать TPE-S. В то же время, TPV — единственный материал, способный выдерживать высокие температуры до 135℃, а TPU обладает превосходной износостойкостью, что делает его пригодным для других применений.
Сравнение параметров производительности TPS, TPV и TPU.
Для облегчения быстрого выбора мы составили подробные параметры характеристик трех распространенных материалов для литья под давлением , как показано в таблице ниже.
Тип материала | Диапазон температурной стойкости (°C) | Устойчивость к погодным условиям | Прозрачность | Износостойкость | Сложность обработки | Применимые поля |
ТПС | -40~80 | Общий | Высокий | Середина | Низкий | Товары повседневного спроса, игрушки. |
ТПВ | -40~135 | Отличный | Середина | Отличный | Середина | Автомобильные детали, высокотемпературные уплотнения. |
ТПУ | -30~120 | Хороший | Середина | Выдающийся | Средний до высокого | Механические детали, спортивное оборудование. |
TPEE | -50~150 | Отличный | Середина | Отличный | Высокий | Высококачественные автомобильные детали, компоненты для аэрокосмической отрасли. |
ТПР | -30~70 | Общий | Высокий | Середина | Низкий | Предметы первой необходимости, мягкие ручки. |
Термопластичный ПВХ (TPV) выдерживает нагрев до 135℃, тогда как обычный термопластичный ПВХ (TPS) размягчается при нагреве выше 80℃.
Поэтому термопластичные пароизоляционные материалы (ТПВ) должны быть вашим первым выбором при работе в условиях очень высоких температур. Мы проводим испытания материалов на биосовместимость в соответствии со стандартами ISO 10993, чтобы соответствовать требованиям медицинского сектора.
Испытания на устойчивость к воздействию окружающей среды и атмосферных условий, а также возможность использования экологически чистых материалов.
Изделия, изготовленные методом литья под давлением для наружного применения, должны обладать высокой устойчивостью к погодным условиям. Выбор материалов для литья под давлением напрямую влияет на их устойчивость к воздействию окружающей среды.
Если добавить 2% УФ-стойких добавок, они практически полностью предотвратят выцветание цвета после 1000 часов воздействия УФ-излучения (значение Delta E останется ниже 3). Кроме того, наша работа направлена на производство экологически чистых биоразлагаемых термопластичных эластомеров.
Как ведущие производители термоэластопластов для литья под давлением могут решить проблемы совместимости с подложками?
Совместимость подложки с термоэластопластом (ТЭФ) является важнейшим условием, без которого литье под давлением из ТЭФ будет неудачным. Основные производители ТЭФ для литья под давлением могут решить проблему различий в поверхностной энергии между подложками и ТЭФ, используя профессиональные технологии, что также обеспечит хорошую адгезию.
Матрица соответствия подложки и технология модификации полярности
Для каждого типа подложки необходима специально разработанная технология полярной модификации: для полипропиленовых подложек хорошим выбором является термоэластопласт, модифицированный малеиновым ангидридом, тогда как для полиамидных подложек необходимо добавление 0,5%-1,2% прививочного агента и предварительная обработка.
Для проверки соответствия совместимости стандарту, адгезия проверяется в соответствии с методами ASTM D3359 .
Влияние предварительного нагрева границы раздела фаз и температуры пресс-формы на прочность сцепления.
Нагрев является основным фактором, вызывающим смешивание на молекулярном уровне подложки и термопластичного эластомера; очень холодная подложка может привести к нарушению адгезии.
В идеале температура поверхности подложки перед литьем под давлением не должна быть ниже 80℃, а поддержание температуры пресс-формы на уровне 60-90℃, помимо прочего, улучшит диффузию на границе раздела фаз, а также надежность адгезии.
Если вы не уверены в совместимости вашего материала с термопластичным эластомером (TPE), пожалуйста, сообщите нам тип вашего материала, и наша техническая команда бесплатно подберет для вас подходящее решение и проведет тестирование на совместимость.
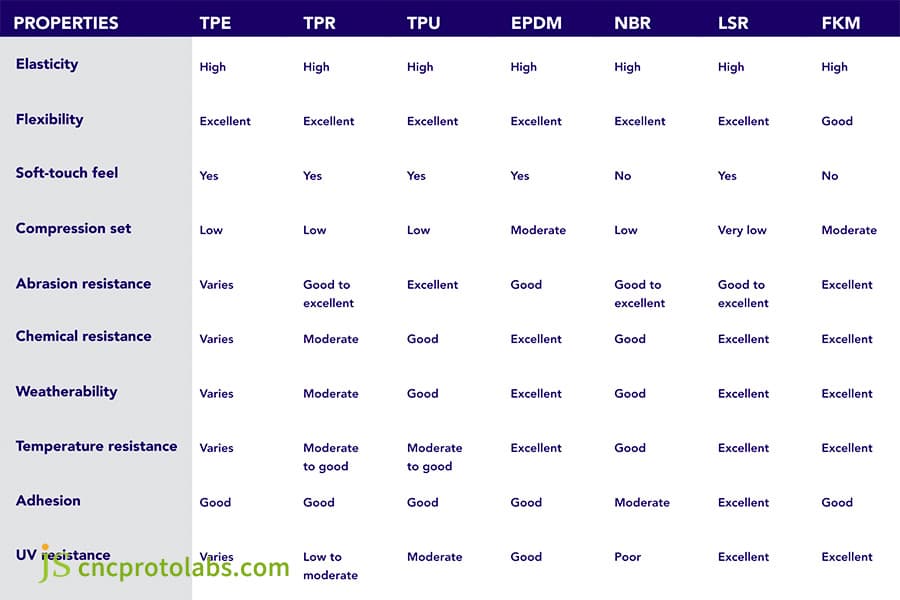
Рисунок 3: Подробная сравнительная таблица, в которой перечислены свойства различных термопластичных эластомеров (ТПЭ, ТПУ, ЛСР и др.), используемых в литье под давлением, включая такие характеристики, как эластичность, химическая стойкость и термостойкость.
Почему конструкция пресс-формы для литья под давлением определяет успех или неудачу проекта?
Игнорирование конструкции пресс-формы может привести к переливу изделия, образованию пузырьков и отклонениям в размерах. Пресс-формы для литья под давлением должны выдерживать давление вторичного впрыска.
Точное позиционирование литникового канала может предотвратить струйное распыление, допуски на линию разъема в 0,01 мм позволяют контролировать перелив, а также необходимы точные расчеты компенсации усадки.
Позиционирование затвора для подавления пузырьков и струй
Неправильное расположение литникового канала может легко привести к смещению изделия и образованию пузырьков. Мы используем сбалансированную систему литниковых каналов и рекомендуем глубину канала в 50–80% от толщины стенки термопластичной эмульсии. Это не только эффективно контролирует струйное распыление, но и гарантирует равномерное заполнение термопластичной эмульсией, а также уменьшает количество пузырьков.
Двойной расчет усадки и стратегия точного контроля допусков
Усадка двух материалов — подложки и термоэластопласта — может привести к несоответствию размеров изделия. Следовательно, необходима очень точная компенсация в конструкции пресс-формы. Коэффициент усадки термоэластопласта составляет 1,5–2,5%, и пресс-форма должна быть спроектирована с допуском на регулировку в 0,02 мм.
Проще говоря, этот процесс похож на изготовление одежды с учетом усадки: предварительное планирование усадки ткани после стирки позволит получить хорошо сидящее изделие, избегая слишком свободной или слишком тесной посадки.
Какое руководство по проектированию литьевых форм может снизить процент брака?
После выбора пресс-форм и материалов следование научно обоснованному руководству по проектированию литьевых форм позволяет избежать 90% производственных дефектов, снизить процент брака, контролировать затраты и оптимизировать тактильные ощущения и характеристики изделия.
Критерии для оценки взаимосвязи между балансом толщины стенки и силой сцепления.
Равномерное распределение толщины стенок покрытия из термоэластопласта напрямую влияет на качество формования и прочность сцепления. Неравномерная толщина стенок приводит к образованию усадочных полос и расслоению.
Соотношение изменений толщины смежных стенок должно контролироваться в пределах 1:1,5. Рекомендуется, чтобы толщина стенок из термоэластопласта составляла от 1,5 до 3,0 мм для обеспечения стабильного формования.
Структура механической цепи и геометрическая оптимизация ребер
При слабой химической совместимости между подложкой и термоэластопластом для обеспечения фиксации следует использовать механические фиксирующие конструкции.
Для предотвращения отслаивания кромки и улучшения тактильных ощущений можно использовать сэндвич-образную обмотку, снятие фаски и отверстия для проникновения, при этом глубина кромки должна быть не менее 0,5 мм .
Чтобы быстро освоить полное руководство по проектированию литьевых форм, вы можете скачать наше руководство по проектированию, которое поможет вам легко избежать производственных дефектов и снизить процент брака.
Какие основные технические показатели используются для оценки качества деталей, изготовленных методом литья под давлением?
Качество деталей, изготовленных методом литья под давлением, должно оцениваться по измеримым критериям. Требования к изделиям высокотехнологичного назначения еще более строгие. Благодаря хорошо разработанной программе тестирования мы не только гарантируем соответствие всей нашей продукции спецификациям заказчика, но и предотвращаем отгрузку дефектных изделий.
Количественный тест прочности на отрыв и стандарты материалов
Одним из очень важных аспектов прочности сцепления является прочность на отслаивание. Мы используем только тест на отслаивание под углом 90 градусов в соответствии со стандартом ASTM D6862.
Для обеспечения высокой надежности измерения силы отслаивания на промышленном уровне, она должна находиться в диапазоне 5-10 Н/мм, а результаты испытаний должны показывать разрушение материала, а не расслоение на границе раздела.
Лабораторные испытания на термоциклическое старение и контроль дефектов поверхности.
Мы проводим лабораторные испытания на термоциклическое старение деталей, полученных методом литья под давлением , подвергая их воздействию температур от -40℃ до 120℃. После непрерывного цикла в течение 120 часов межфазная граница должна оставаться полностью неповрежденной, без признаков образования пузырьков или расслоения.
Помимо этого, мы также используем оптический прибор с большим увеличением для осмотра поверхности и проверки отсутствия заусенцев или следов усадки.
Пример из практики JS Precision: решение для высокоточной инкапсуляции при формовании рукояток медицинских изделий.
Здесь представлен пример из практики, демонстрирующий реальную рукоятку медицинского изделия. В нем объясняются методы, которые компания JS Precision использовала для решения сложной задачи литья под давлением термопластичных эластомеров (TPE). На примере вы сможете наглядно оценить наши навыки.
Предыстория проекта
Мы изготовили рукоятки для хирургических инструментов в точном соответствии со спецификациями международной компании по производству медицинских изделий.
Ключевым требованием было создание очень прочного соединения между материалом PA66+30%GF и антибактериальным термоэластопластом (TPE) , способным выдерживать испытание на стерилизацию паром под высоким давлением при температуре 134℃, что обеспечивало безопасность медицинского класса. Процент брака должен был поддерживаться ниже 1%.
Возникшие трудности
На начальном этапе проекта были выявлены две основные проблемы: очень сильное отслаивание по краям, усилие отслаивания составляло всего 2 Н/мм (что значительно ниже медицинского стандарта в 5 Н/мм) и поры на концах длинных каналов для потока.
В процессе стерилизации в порах образовывались пузырьки, что приводило к проценту брака в 12%. Клиент перепробовал несколько вариантов, но безрезультатно.
Решение
Прежде всего, решив проблемы клиента, техническая команда JS Precision провела тщательный анализ и разработала эффективный трехэтапный метод:
1. Оптимизация материалов:
Расслоение было эффективно решено химическим путем за счет более прочной связи между материалом TPE и подложкой PA66+30%GF, достигнутой благодаря уникальной полярной привитой TPE от JS Precision со специальным прививочным агентом и степенью прививки 0,8%.
2. Улучшение качества плесени:
Мы изменили тип пресс-формы на двухкомпонентное литье под давлением , улучшили компоновку литниковых каналов, а также повысили температуру пресс-формы до 95 градусов Цельсия. Это не только облегчает молекулярную диффузию между подложкой и термоэластопластом, но и приводит к уменьшению образования пузырьков.
3. Корректировка процесса:
Для отвода газов, выделяющихся в процессе литья под давлением, мы сделали прецизионную вентиляционную канавку глубиной 0,02 мм на конце рукоятки.
Кроме того, подложка из PA66 была подвергнута правильной сушке, в результате которой уровень ее влажности был снижен до менее чем 0,02%, что предотвратило образование слоя влаги на границе раздела.
Уроки, извлеченные из опыта, и полученные знания
Главный урок, который мы усвоили, заключался в игнорировании того факта, что подложка из PA66 довольно гигроскопична. Недостаточная предварительная сушка подложки привела к образованию слоя влаги на границе раздела, что и вызвало проблему расслоения.
Ранее мы знали, что перед литьевым формованием содержание влаги в подложке из PA66 необходимо снизить до менее чем 0,02% .
Окончательные результаты
Внедрение решения привело к существенным результатам:
- Прочность на отслаивание достигла 8,5 Н/мм, что значительно превышает требования медицинских стандартов.
- Успешно выдержал 100 циклов стерилизации паром высокого давления при температуре 134℃ без каких-либо признаков образования пузырьков или расслоения.
- Процент брака был снижен с 12% до менее чем 0,5%, что значительно сократило затраты клиентов.
Отзывы клиентов:
Компания JS Precision решила проблему расслоения, и тактильные ощущения от рукоятки, а также надежность герметизации оказались намного лучше, чем в медицинских целях.
Результатом партнерства стали не только превосходные продукты, но и высокопрофессиональная техническая поддержка, что, в свою очередь, способствовало успешной реализации проекта.
Если вам также необходимы услуги по литью под давлением термопластичных эластомеров (TPE) для медицинских изделий или других областей, пожалуйста, свяжитесь с нашей технической командой для бесплатной оценки решения и тестирования образцов.

Рисунок 4: Три одинаковых компонента медицинского распылителя из синего пластика, имеющие металлическую верхнюю часть и синее основание с литым покрытием, представлены на белом фоне.
Часто задаваемые вопросы
В1: Какова идеальная толщина стенок для литья под давлением из термоэластопласта (TPE)?
Оптимальная толщина слоя составляет от 1,5 до 3,0 мм. Слишком тонкий слой может быть недостаточно заполнен и иметь следы усадки, тогда как слишком толстый слой может дать усадку и образовать пузырьки воздуха, что повлияет на внешний вид и эксплуатационные характеристики изделия.
В2: Как обеспечить адгезию между ТПЭ и нейлоном?
Вам потребуется использовать специальный термоэластопласт (ТПЭ), содержащий полярные модификаторы. Нейлоновую подложку следует полностью высушить и предварительно нагреть до степени снижения влажности 0,02%, а температуру формы следует повысить до 60-90℃ для улучшения диффузии молекул на границе раздела двух материалов.
В3: Как выбрать между двухступенчатыми и двухцветными формами?
Если объемы производства невелики, можно использовать двухэтапный метод для экономии на стоимости пресс-форм; для крупносерийного производства и высокой точности (0,05 мм) лучше подойдут двухцветные пресс-формы, поскольку они повышают эффективность и однородность продукции.
Вопрос 4: Каковы основные причины расслоения формованного защитного слоя?
Как правило, это результат загрязнения подложки, температуры формования ниже 60℃ , несоответствия полярности или недостаточной предварительной сушки подложки, что приводит к образованию слоя влаги на границе раздела и, следовательно, к расслоению.
В5: Возможно ли нанесение термоэластопласта методом литья под давлением на металл?
Разумеется, металл следует предварительно нагреть, а перед формованием нанести специальную грунтовку для улучшения адгезионных свойств. Кроме того, создание металлических отверстий может обеспечить физическое сцепление, что еще больше повысит прочность соединения двух материалов.
В6: Какие меры можно предпринять для удаления следов пригорания с поверхности?
Необходимо оптимизировать вентиляцию пресс-формы, внедрить вентиляционные каналы, а также снизить скорость и давление впрыска, поскольку высокие температуры, создаваемые сжатым воздухом в конце литникового канала, могут вызвать пригорание поверхности термоэластопласта.
В7: Если я буду использовать метод литья под давлением с применением термопластичного эластомера (TPE), изменятся ли размеры подложки?
Высокое давление впрыска может привести к деформации тонких подложек. Необходима тщательно продуманная конструкция пресс-формы, включающая опорные конструкции, а параметры впрыска следует скорректировать для уменьшения влияния давления на размеры подложки.
В8: Каков цикл разработки программного обеспечения в JS Precision?
Изготовление пресс-формы займет 3-5 недель. После подтверждения образца серийное производство будет завершено в течение 1-2 недель. План может быть изменен в соответствии с требованиями заказчика для обеспечения своевременной доставки.
Краткое содержание
Существуют решающие факторы, определяющие эффективность и экономичность вашего продукта при использовании метода литья под давлением с применением термопластичных эластомеров (TPE).
Компания JS Precision, являясь надежным производителем термопластичных эластомеров на заказ, способна оказать вам всестороннюю поддержку, от выбора подходящих материалов до серийного производства деталей, что позволяет быстро решать множество проблем, связанных с литьем под давлением.
На каком бы этапе ни находился ваш проект, наша техническая команда всегда готова оказать профессиональную поддержку. Свяжитесь с нами прямо сейчас и воспользуйтесь возможностью получить индивидуальное коммерческое предложение, а также бесплатную оценку DFM-проектирования, чтобы начать путь к повышению эффективности крупномасштабного производства.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

