

A sobremoldagem de TPE é um método essencial para solucionar problemas funcionais e de toque em componentes complexos. A adesão química desempenha um papel fundamental na sobremoldagem de TPE, visto que a resistência da ligação interfacial necessária deve ser superior a 5 N/mm.
A compensação para moldes deve considerar uma contração dupla de 1,5% a 3%. Formulações personalizadas são capazes de lidar com condições de trabalho severas, e a combinação de processos pode reduzir os custos totais de montagem em 20% a 40%.
Falhas na vedação, textura áspera e custos elevados de montagem são problemas típicos na fabricação de peças complexas. A sobremoldagem de TPE pode ser uma solução, combinando TPE flexível e substratos rígidos em uma única etapa para atender às necessidades de proteção e absorção de impacto em diversos setores.
A JS Precision oferece soluções confiáveis de sobremoldagem para clientes em todo o mundo, auxiliando na melhoria da competitividade dos produtos.
Visão geral da resposta principal
Dimensões principais | Padrões/Soluções Técnicas Essenciais |
Mecanismo de Conexão | A ligação química (compatibilidade polar) é preferencial, e a força de ligação na interface deve ser superior a 5 N/mm. |
Seleção de Materiais | Personalize o índice reológico do TPE (MFI 10-25) de acordo com o substrato (PP/ABS/PC/PA). |
Precisão do molde | Adotar molde de injeção dupla com tolerância da superfície de separação controlada em 0,01 mm. |
Avaliação de Qualidade | Implemente o teste de descascamento ASTM D6862 para garantir que não haja descolamento após 100 ciclos térmicos. |
Principais conclusões
- A forte ligação química é um fator crucial. Tanto o substrato quanto o TPE devem apresentar parâmetros de solubilidade muito semelhantes (valores delta próximos). Em outras palavras, esses materiais devem ser capazes de formar ligações moleculares fortes e não se desprender facilmente.
- Um projeto de molde preciso deve levar em consideração as duas taxas de contração diferentes do substrato e do TPE (geralmente diferindo entre 1,5% e 3%), para que não haja alterações nas dimensões após a moldagem.
- Preparações especiais podem ajudar os produtos a manterem suas qualidades mesmo em condições muito adversas, como resistência a óleo e raios UV.
- A JS Precision oferece uma linha de produção completa que pode reduzir o custo total de montagem em 20% a 40%, o que é uma grande ajuda para os clientes manterem os custos de produção sob controle.
Como a sobremoldagem de TPE da JS Precision fabrica suas peças complexas?
Habilidades técnicas, histórico e competência na resolução de problemas complexos são fatores a serem considerados na seleção de um parceiro para sobremoldagem de TPE. A JS Precision é a empresa que atende exatamente às suas principais necessidades e merece sua confiança.
A JS Precision atua no ramo de sobremoldagem há muito tempo e atende às necessidades de mais de 500 clientes em todo o mundo. Esses clientes pertencem a diversos setores, como o médico, o automotivo e o de eletrônicos de consumo.
Trabalhar conosco é uma escolha fácil e segura, graças à nossa tecnologia avançada e à qualidade superior que nos permite garantir serviços de sobremoldagem estáveis e de alta qualidade.
A JS Precision trabalha rigorosamente dentro dos limites estabelecidos pelas normas da indústria. Garantimos que todos os nossos produtos sejam submetidos ao teste de adesão ASTM D6862 , não deixando dúvidas quanto à confiabilidade da colagem dos produtos necessários e evitando problemas como a delaminação que podem surgir posteriormente.
Considere, por exemplo, um cenário em que você tenha requisitos relacionados a peças automotivas que necessitem de uma forte adesão entre o substrato de PP e o TPE, além de atender às condições de uso dos materiais em ambientes de alta e baixa temperatura, de 40 °C a 80 °C, e, apesar de diversas tentativas de diferentes fabricantes, os problemas de delaminação ainda persistam, a JS Precision tem a solução para esse problema.
Primeiramente, compreendendo a polaridade do substrato, eles podem formular um TPE polar modificado especial sob medida para você; em seguida, regulando o MFI para 18 g/10min, aprimorando o design do molde bicolor e mantendo a tolerância da linha de partição em 0,01 mm.
Os resultados, sem dúvida, mostram uma resistência ao descascamento de 7,2 N/mm (superando em muito o objetivo de 5 N/mm), ao mesmo tempo que permitem reduzir o ciclo de produção em 30% e o custo por peça em US$ 25, o que demonstra, na prática, como controlar custos e aumentar a eficiência.
Na JS Precision, podemos controlar cada etapa e alteração, desde a formulação do material, o projeto e a fabricação do molde até a produção por injeção e a inspeção de qualidade.
Contamos com engenheiros qualificados que supervisionam cada etapa para garantir que os produtos finais entregues atendam plenamente às suas expectativas. Dessa forma, você não precisará se preocupar com nenhuma coordenação.
Independentemente de você estar lidando com peças complexas de paredes finas ou acreditar que a exigência de desempenho é bastante alta e as condições são extremas, a JS Precision, com sua vasta experiência e conhecimento tecnológico, pode fornecer a melhor solução.
Como resultado, você consegue reduzir os riscos de produção, melhorar a qualidade do produto e garantir que seu projeto seja executado sem problemas.
Se você está enfrentando dificuldades com os desafios de sobremoldagem de peças complexas e gostaria de obter uma solução personalizada e um orçamento gratuito, entre em contato com nossa equipe técnica para iniciar sua jornada rumo à produção em massa eficiente.
Por que a principal consideração técnica na escolha da sobremoldagem de TPE é a pedra angular do sucesso?
Este capítulo aborda os principais aspectos tecnológicos para alcançar o sucesso na sobremoldagem de TPE .
O segredo está em obter uma fixação permanente entre o substrato e o adesivo flexível. Ajustando com precisão a correspondência de polaridade e os parâmetros de processamento, é possível substituir os métodos convencionais , melhorar o desempenho das peças e reduzir os custos gerais de montagem.
Mecanismo sinérgico de adesão química e travamento físico
O principal fator que contribui para a resistência da sobremoldagem de TPE é o efeito sinérgico entre a adesão química e as propriedades de travamento físico. Uma camada interpenetrante com espessura de 0,01 a 0,1 micrômetro se forma na interface.
Na prática, é como duas porções de massa úmida que grudam uma na outra; não apenas as superfícies são coladas, mas as moléculas de farinha internas também se combinam, tornando essas ligações ainda mais fortes do que antes, permitindo que resistam a forças externas que tentam separar as duas partes, evitando assim que se desprendam posteriormente.
Lógica de otimização da moldagem por injeção multicomponente para custos totais de montagem
Produzir produtos a custos mais baixos é, na verdade, um dos principais requisitos dos clientes ao optarem pela sobremoldagem de TPE. Isso não só reduz a necessidade de fixadores e intervenção humana , como também o design integrado pode levar a um ciclo de produção até 30% mais curto.
Além disso, os custos de mão de obra e materiais por peça são cerca de US$ 5 a US$ 15 menores. Os benefícios mencionados acima são ainda maiores quando se trata de produção em massa.
Para entender as diferenças de custo entre os vários métodos de processamento, adquira nosso white paper sobre contabilidade de custos de sobremoldagem de TPE para obter uma compreensão clara dos principais pontos de otimização de custos.
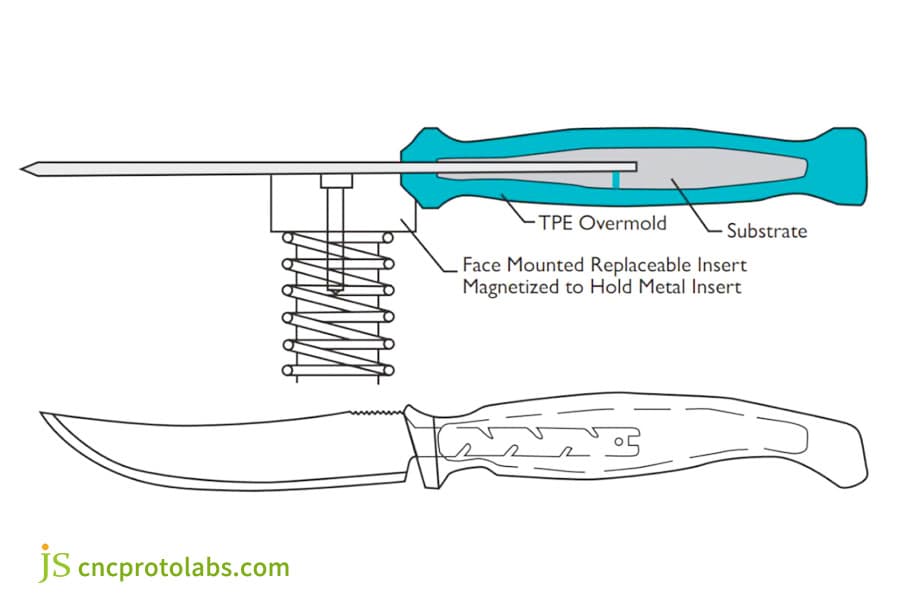
Figura 1: Desenho técnico de uma chave de fenda, mostrando uma vista explodida e em corte transversal de seu cabo, detalhando o revestimento de TPE, o substrato e um inserto metálico magnetizado e substituível.
Como os fabricantes de TPE personalizado podem melhorar o desempenho das peças por meio da otimização da fórmula?
Uma das maneiras pelas quais um fabricante de TPE personalizado competente pode aprimorar o desempenho de uma peça é otimizando a formulação. Alterações em propriedades como dureza e reologia podem ser feitas em TPEs personalizados.
O intervalo para o MFI pode ser definido entre 15 e 25 g/10min, o que não só resolverá o problema do enchimento insuficiente em sobremoldagens de paredes finas, como também melhorará a sensação tátil e luxuosa do produto.
Seleção de faixas de dureza e parâmetros de taxa de recuperação elástica
A dureza é muito importante para a sensação e o desempenho do TPE. Diferentes aplicações exigem diferentes níveis de dureza que devem ser compatíveis. Os dados específicos são apresentados na tabela abaixo:
Campo de aplicação | Faixa de dureza recomendada | Requisito de taxa de recuperação elástica | Requisito de conjunto de compressão | Cenários aplicáveis |
Alças médicas | 40A-60A | ≥90% | 70℃/22h ≤25% | Instrumentos cirúrgicos, equipamentos de diagnóstico. |
Botões automotivos | 50A-70A | ≥85% | 80℃/24h ≤30% | Painéis de controle no carro, botões no volante. |
Carcaças para eletrônicos de consumo | 70A-85A | ≥80% | 60℃/24h ≤28% | Capas para celular, estojos para fones de ouvido. |
Focas | 30A-50A | ≥92% | 70℃/48h ≤20% | Juntas de tubos de água, peças de vedação de equipamentos. |
A deformação permanente por compressão é crucial para as vedações, determinando diretamente se elas se deformam ou perdem sua capacidade de vedação após uso prolongado.
Reologia e ajuste MFI para projetos de dutos longos
Um dos problemas mais frequentes em peças complexas de paredes finas é o preenchimento incompleto. Os fabricantes de TPE sob medida têm maneiras de lidar com isso , alterando a reologia e o índice de fluidez (MFI) do TPE.
Para peças com espessura de parede inferior a 1 mm, o MFI (Índice de Fluidez Máxima) deve ser elevado para pelo menos 30 g/10 min, e os parâmetros de injeção devem ser otimizados simultaneamente para evitar o deslocamento do substrato.

Figura 2: Uma instalação de fabricação em sala limpa com técnicos em trajes de proteção trabalhando em estações equipadas com máquinas automatizadas para montar e inspecionar componentes de dispositivos médicos sobremoldados.
Como selecionar o modelo mais adequado dentre uma ampla gama de materiais de sobremoldagem?
Como a resistência ambiental e o desempenho da peça são determinados pelos materiais de sobremoldagem, a escolha de um material inadequado pode causar problemas de desempenho e delaminação posteriormente.
Para produtos de consumo em geral, pode-se utilizar o TPE-S. Já o TPV é o único que resiste a altas temperaturas de até 135 °C, enquanto o TPU possui excelente resistência à abrasão, o que o torna adequado para outras aplicações.
Comparação dos parâmetros de desempenho de TPS, TPV e TPU
Para facilitar a seleção rápida, compilamos parâmetros de desempenho detalhados para três materiais de sobremoldagem comumente usados, conforme mostrado na tabela abaixo.
Tipo de material | Faixa de resistência à temperatura (℃) | Resistência às intempéries | Transparência | Resistência à abrasão | Dificuldade de processamento | Campos aplicáveis |
TPS | -40~80 | Em geral | Alto | Médio | Baixo | Bens de consumo em geral, brinquedos. |
TPV | -40~135 | Excelente | Médio | Excelente | Médio | Peças automotivas, vedações resistentes a altas temperaturas. |
TPU | -30~120 | Bom | Médio | Fora do comum | Médio a Alto | Peças mecânicas, equipamentos esportivos. |
TPEE | -50~150 | Excelente | Médio | Excelente | Alto | Peças automotivas de alta qualidade, componentes aeroespaciais. |
TPR | -30~70 | Em geral | Alto | Médio | Baixo | Artigos de uso diário, com alças macias. |
O TPV pode suportar aquecimento até 135°C, enquanto o TPS normal amolece quando aquecido acima de 80°C.
Portanto, o TPV deve ser sua primeira opção ao operar em condições de temperatura muito elevadas. Realizamos testes de biocompatibilidade de materiais com base nas normas ISO 10993 para atender aos requisitos do setor médico.
Testes de resistência às intempéries e possibilidade de utilização de materiais ecológicos.
As peças moldadas por injeção para uso externo precisam ser muito resistentes às intempéries. A escolha dos materiais de moldagem é um fator determinante dessa resistência.
Se forem adicionados 2% de aditivos resistentes aos raios UV, eles impedirão quase completamente o desbotamento da cor após 1000 horas de exposição à radiação ultravioleta extrema (o valor de Delta E permanecerá abaixo de 3). Além disso, nosso trabalho está direcionado para a fabricação de materiais TPE de base biológica e ecologicamente corretos.
Como os principais fabricantes de TPE para sobremoldagem podem solucionar os desafios de compatibilidade com o substrato?
A compatibilidade do substrato com o TPE é a principal condição sem a qual a sobremoldagem de TPE falhará. Os principais fabricantes de TPE para sobremoldagem conseguem solucionar o problema das diferenças de energia superficial existentes entre os substratos e os TPEs utilizando tecnologia especializada, o que também garante uma boa adesão.
Tecnologia de Matriz de Correspondência de Substrato e Modificação Polar
Cada tipo de substrato requer uma tecnologia de modificação polar projetada especificamente para ele: para substratos de PP, o TPE enxertado com anidrido maleico é uma boa opção, enquanto para substratos de PA é necessária a adição de 0,5% a 1,2% de agente de enxertia e o pré-tratamento.
Para verificar se a compatibilidade atende aos padrões, a adesão é testada de acordo com os métodos da norma ASTM D3359 .
Influência do pré-aquecimento da interface e da temperatura do molde na resistência de adesão
O calor é o principal fator que causa a mistura em nível molecular do substrato e do TPE; um substrato muito frio pode fazer com que a adesão falhe.
Idealmente, a temperatura da superfície do substrato antes da moldagem por injeção não deve ser inferior a 80°C, e a temperatura do molde, mantida entre 60°C e 90°C, entre outros fatores, melhorará a difusão na interface, bem como a confiabilidade da adesão.
Caso tenha dúvidas sobre a compatibilidade entre o seu substrato e o TPE, informe o tipo de substrato e nossa equipe técnica fornecerá uma solução adequada e testes de compatibilidade gratuitos.
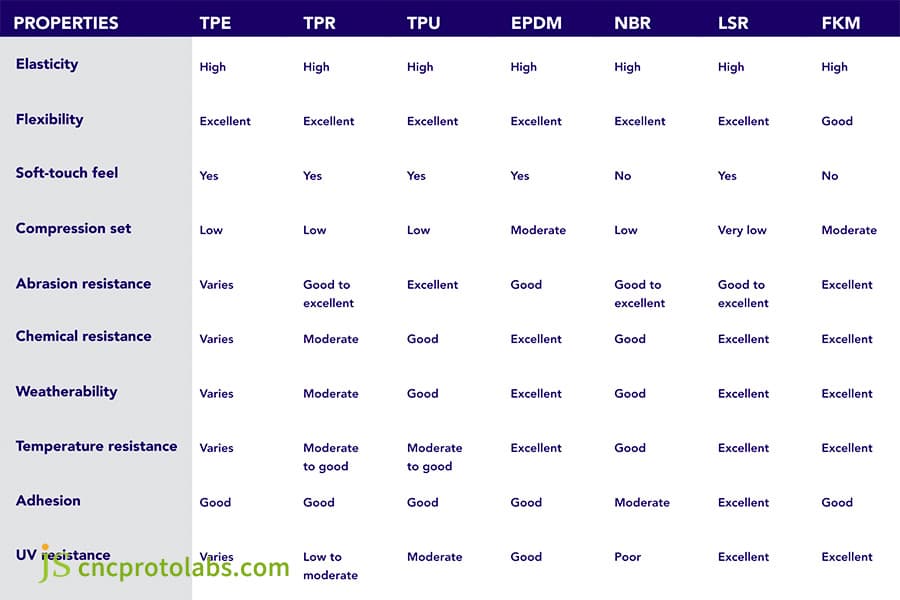
Figura 3: Tabela comparativa detalhada listando as propriedades de vários elastômeros termoplásticos (TPE, TPU, LSR, etc.) usados em sobremoldagem, abrangendo atributos como elasticidade, resistência química e tolerância à temperatura.
Por que o projeto do molde de sobremoldagem por injeção determina o sucesso ou o fracasso de um projeto?
Ignorar o projeto do molde pode levar a transbordamento do produto, bolhas e desvios dimensionais. Os moldes de sobremoldagem por injeção devem suportar a pressão da injeção secundária.
O posicionamento preciso do ponto de injeção pode evitar jatos, tolerâncias de 0,01 mm na linha de partição podem controlar o transbordamento, e cálculos precisos de compensação de contração também são necessários.
Posicionamento do portão para supressão de bolhas e jatos
O posicionamento incorreto do ponto de injeção pode facilmente levar ao deslocamento do produto e à formação de bolhas. Implementamos um sistema de canais balanceados e sugerimos que a profundidade do ponto de injeção seja de 50% a 80% da espessura da parede da sobremoldagem de TPE. Isso não só controla eficazmente a injeção, como também garante um preenchimento uniforme com TPE e reduz a formação de bolhas.
Estratégia de cálculo de dupla contração e controle preciso de tolerâncias
A contração de dois materiais, o substrato e o TPE, pode causar discrepâncias dimensionais no produto. Portanto, é necessária uma compensação muito precisa no projeto do molde. A taxa de contração do TPE é de 1,5% a 2,5%, e o molde deve ser projetado com uma margem de ajuste de precisão de 0,02 mm.
Em termos simples, o processo é semelhante à confecção de roupas com margem de encolhimento: planejar previamente o encolhimento do tecido após a lavagem resultará em uma peça final com caimento perfeito, evitando que fique muito larga ou muito apertada.
Que guia de projeto de sobremoldagem pode reduzir as taxas de refugo?
Após a seleção dos moldes e materiais, seguir o guia científico de projeto de sobremoldagem pode evitar 90% dos defeitos de produção, reduzir as taxas de refugo, controlar custos e otimizar a sensação e o desempenho do produto.
Critérios para a relação entre o equilíbrio da espessura da parede e a força de adesão.
O equilíbrio na espessura da camada de TPE afeta diretamente a qualidade da moldagem e a resistência da adesão. Espessuras de parede irregulares são propensas a marcas de retração e delaminação.
A proporção de variação da espessura das paredes adjacentes deve ser controlada dentro de 1:1,5. Recomenda-se que a espessura da parede de TPE esteja entre 1,5 mm e 3,0 mm para garantir uma moldagem estável.
Estrutura da cadeia mecânica e otimização geométrica da aresta
Quando a compatibilidade química entre o substrato e o TPE for fraca, devem ser utilizadas estruturas de travamento mecânico para auxiliar na fixação.
É possível projetar embalagens do tipo sanduíche, chanfros nas bordas e furos de penetração, com uma profundidade de parada na borda de no mínimo 0,5 mm para evitar o descolamento da borda e melhorar a sensação ao toque.
Para dominar rapidamente o guia completo de projeto de sobremoldagem, você pode baixar nosso manual de projeto para evitar facilmente defeitos de produção e reduzir as taxas de refugo.
Quais são os principais indicadores técnicos para avaliar a qualidade de peças sobremoldadas?
A qualidade das peças sobremoldadas deve ser avaliada por critérios mensuráveis. As exigências de aplicações de alta tecnologia são ainda mais rigorosas. Através de um programa de testes bem estruturado, garantimos que todos os nossos produtos atendam às especificações do cliente e evitamos o envio de itens defeituosos.
Teste quantitativo de resistência ao descascamento e padrões de materiais
Um aspecto muito importante da força adesiva é a resistência ao descascamento. Utilizamos exclusivamente o teste de descascamento a 90 graus, conforme a norma ASTM D6862.
Para que a força de descascamento seja extremamente confiável em nível industrial, ela deve estar na faixa de 5 a 10 N/mm, e o resultado do teste deve mostrar ruptura do material em vez de separação da interface.
Teste de envelhecimento por ciclagem térmica em laboratório e inspeção de defeitos superficiais
Realizamos testes de envelhecimento por ciclos térmicos em laboratório em peças sobremoldadas , expondo-as a temperaturas que variam de -40 °C a 120 °C. Após 120 horas de ciclos contínuos, a interface deve estar completamente intacta, sem qualquer sinal de bolhas ou delaminação.
Além disso, utilizamos um dispositivo óptico de alta ampliação para examinar a superfície e garantir que não haja rebarbas ou marcas de contração.
Estudo de Caso da JS Precision: Solução de Moldagem por Encapsulamento de Precisão para Cabo de Dispositivo Médico
Apresentamos aqui um estudo de caso com uma alça real de um dispositivo médico. Ele explica as técnicas que a JS Precision utilizou para superar o complexo desafio da sobremoldagem de TPE. Através deste exemplo, você terá uma visão clara das nossas habilidades.
Contexto do projeto
Fabricamos cabos para instrumentos cirúrgicos de acordo com as especificações exatas de uma empresa global de dispositivos médicos.
O requisito fundamental era criar uma ligação muito forte entre o material PA66+30%GF e o TPE antibacteriano , capaz de suportar um teste de esterilização a vapor sob alta pressão a 134 °C, a fim de garantir a segurança de grau médico. A taxa de refugo deveria ser mantida abaixo de 1%.
Desafios Encontrados
No início do projeto, dois problemas principais foram revelados: descamação muito severa nas bordas, força de descamação de apenas 2 N/mm (muito abaixo do padrão de grau médico de 5 N/mm) e poros no final dos longos canais de fluxo.
Esses poros formaram bolhas durante a esterilização, resultando em uma taxa de refugo de 12%. O cliente tentou diversas alterações, mas sem sucesso.
Solução
Primeiramente, para solucionar os problemas do cliente, a equipe técnica da JS Precision realizou uma análise minuciosa e desenvolveu um método eficaz em três etapas:
1. Otimização de Materiais:
A delaminação foi combatida eficazmente por meio de ação química, através de uma ligação mais forte entre o material TPE e o substrato PA66+30%GF, obtida com o TPE polar enxertado, desenvolvido exclusivamente pela JS Precision, utilizando um agente de enxertia especial e uma taxa de enxertia mantida em 0,8%.
2. Melhoria do Mofo:
Alteramos o tipo de molde para moldagem por injeção dupla , melhoramos o layout dos canais de alimentação e também aumentamos a temperatura do molde para 95 graus Celsius. Isso não só facilita a difusão molecular entre o substrato e o TPE, como também resulta na redução da geração de bolhas.
3. Ajuste de Processo:
Para liberar os gases expelidos durante a moldagem por injeção, tomamos a medida de abrir um sulco de ventilação de precisão com 0,02 mm de profundidade na extremidade do cabo.
Além disso, o substrato de PA66 foi submetido ao processo de secagem correto, no qual seu nível de umidade foi reduzido para menos de 0,02%, evitando assim a formação da camada de umidade na interface.
Lições aprendidas e experiências
A principal lição que aprendemos foi o desrespeito ao fato de o substrato PA66 ser bastante higroscópico. A pré-secagem inadequada do substrato produziu uma camada de umidade na interface, o que deu origem ao problema de delaminação.
Já sabíamos, anteriormente, que o teor de umidade do substrato de PA66 deveria ser reduzido para menos de 0,02% antes da sobremoldagem por injeção.
Resultados finais
A implementação da solução trouxe efeitos substanciais:
- A resistência ao descascamento atingiu 8,5 N/mm, um nível muito acima do esperado para padrões de grau médico.
- O produto foi submetido com sucesso a 100 ciclos de esterilização a vapor de alta pressão a 134°C, sem apresentar qualquer sinal de formação de bolhas ou delaminação.
- A taxa de refugo foi reduzida de 12% para menos de 0,5%, diminuindo consideravelmente os custos para o cliente.
Feedback do cliente:
A JS Precision resolveu o problema de delaminação, e a sensação tátil da alça, bem como a confiabilidade da vedação, ficaram muito acima dos padrões de grau médico.
A parceria não só resultou em produtos excelentes, como também disponibilizou nosso suporte técnico de forma muito profissional, o que, por sua vez, levou à implementação bem-sucedida do projeto.
Se você também precisa de sobremoldagem por injeção de TPE para dispositivos médicos ou outras áreas, entre em contato com nossa equipe técnica para uma avaliação gratuita da solução e serviços de teste de amostras.

Figura 4: Três componentes idênticos de um pulverizador médico de plástico azul, com uma seção superior metálica e uma base moldada em azul, apresentados sobre um fundo branco.
Perguntas frequentes
P1: Qual é a espessura de parede ideal para sobremoldagem de TPE?
A espessura ideal varia de 1,5 mm a 3,0 mm. Uma camada muito fina pode não ser preenchida adequadamente e apresentar marcas de retração, enquanto uma camada muito grossa pode encolher e desenvolver bolhas de ar, afetando assim a aparência e o desempenho do produto.
Q2: Como garantir a adesão entre TPE e nylon?
Você precisará usar um tipo especial de TPE que inclua modificadores polares. O substrato de nylon deve estar completamente seco e pré-aquecido até uma taxa de redução de umidade de 0,02%, e a temperatura do molde deve ser aumentada para 60-90°C para promover a difusão de moléculas na interface dos dois materiais.
P3: Como escolher entre moldes de duas etapas e moldes de duas cores?
Se o seu volume de produção for baixo, você pode optar pelo método de duas etapas para economizar nos custos de molde. Para produção em alto volume e requisitos de alta precisão (0,05 mm), os moldes de duas cores são uma opção melhor, pois aumentam a eficiência e a uniformidade do produto.
Q4: Quais são as principais causas de delaminação na camada de sobremoldagem?
Geralmente, esses problemas são resultado da contaminação do substrato, de uma temperatura de moldagem inferior a 60°C , da incompatibilidade de polaridade ou da secagem insuficiente do substrato, o que causa a presença de uma camada de umidade na interface e, consequentemente, leva à delaminação.
Q5: É possível sobremoldar TPE em metal?
Naturalmente, o metal deve ser pré-aquecido e um primer especial deve ser aplicado antes da sobremoldagem para melhorar a adesão. Além disso, a presença de furos penetrantes no metal pode proporcionar vantagens de travamento físico, aumentando ainda mais a resistência da ligação entre os dois materiais.
Q6: Que medidas podem ser tomadas para eliminar marcas de queimadura na superfície?
É necessário considerar a otimização da ventilação do molde, a implementação de canais de ventilação e a redução da velocidade e pressão de injeção, pois as altas temperaturas geradas pelo ar comprimido na extremidade do canal de injeção podem causar queimaduras na superfície do TPE.
Q7: Se eu fizer sobremoldagem de TPE, as dimensões do substrato mudarão?
Altas pressões de injeção podem causar distorções em substratos finos. Um projeto de molde bem elaborado é necessário para incorporar estruturas de suporte, e os parâmetros de injeção devem ser modificados para minimizar o efeito da pressão nas dimensões do substrato.
Q8: Qual é o ciclo de entrega da JS Precision?
A fabricação do molde levará de 3 a 5 semanas. Após a confirmação da amostra, a produção em massa será concluída em 1 a 2 semanas. O cronograma pode ser alterado de acordo com as necessidades do cliente para garantir a entrega no prazo.
Resumo
Existem fatores cruciais que determinam a eficácia e a relação custo-benefício do seu produto final se você optar pelo processo de sobremoldagem de TPE.
Como fabricante de TPE personalizado de confiança, a JS Precision é capaz de fornecer todo o suporte necessário, desde a seleção dos materiais adequados até a produção de suas peças em grande volume, resolvendo rapidamente diversos problemas de sobremoldagem.
Independentemente da fase em que seu projeto se encontre, nossa equipe técnica está sempre pronta para oferecer suporte profissional. Entre em contato conosco agora mesmo e aproveite um orçamento personalizado, além de uma avaliação de projeto DFM gratuita, para dar o primeiro passo rumo à alta eficiência na produção em larga escala.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

