

Das TPE-Umspritzen ist ein wichtiges Verfahren zur Lösung funktionaler und haptischer Probleme komplexer Bauteile. Die chemische Bindung spielt dabei eine entscheidende Rolle, da die erforderliche Grenzflächenhaftfestigkeit über 5 N/mm liegen muss.
Für die Formen sollte eine Kompensation für eine doppelte Schrumpfung von 1,5–3 % berücksichtigt werden. Maßgeschneiderte Rezepturen sind für anspruchsvolle Arbeitsbedingungen geeignet, und die Kombination verschiedener Verarbeitungsschritte kann die gesamten Montagekosten um 20–40 % senken.
Dichtigkeitsprobleme, raue Haptik und hohe Montagekosten sind typische Schwierigkeiten bei der Herstellung komplexer Bauteile. TPE-Umspritzen kann hier Abhilfe schaffen, indem flexibles TPE und harte Substrate in einem Arbeitsgang kombiniert werden, um den Anforderungen an Schutz und Stoßdämpfung in verschiedenen Branchen gerecht zu werden.
JS Precision bietet seinen Kunden weltweit zuverlässige Umspritzungslösungen und trägt so zur Steigerung der Wettbewerbsfähigkeit ihrer Produkte bei.
Kernantwortübersicht
Wichtigste Abmessungen | Technische Kernstandards/Lösungen |
Verbindungsmechanismus | Chemische Bindung (Polaritätsanpassung) ist vorzuziehen, und die Grenzflächenbindungskraft muss größer als 5 N/mm sein. |
Materialauswahl | Anpassung des rheologischen Index von TPE (MFI 10-25) an das Substrat (PP/ABS/PC/PA). |
Formpräzision | Verwendung eines Zweikomponenten-Werkzeugs mit einer Trennflächentoleranz innerhalb von 0,01 mm. |
Qualitätsbewertung | Um sicherzustellen, dass es nach 100 Temperaturzyklen zu keiner Ablösung kommt, sollte der Schältest nach ASTM D6862 durchgeführt werden. |
Wichtigste Erkenntnisse
- Eine starke chemische Bindung ist entscheidend. Sowohl das Substrat als auch das TPE sollten sehr ähnliche Löslichkeitsparameter (nahe beieinander liegende Delta-Werte) aufweisen. Anders ausgedrückt: Diese Materialien bilden starke molekulare Bindungen und lassen sich nicht leicht ablösen.
- Bei der Konstruktion der Form muss unbedingt auf die zwei unterschiedlichen Schrumpfungsraten des Substrats und des TPE (die sich üblicherweise um 1,5 % bis 3 % unterscheiden) geachtet werden, damit es nach dem Formen zu keinen Dimensionsänderungen kommt.
- Spezielle Präparate können dazu beitragen, dass die Produkte ihre Eigenschaften auch unter sehr harten Bedingungen beibehalten, wie z. B. Beständigkeit gegen Öl und UV-Strahlung.
- JS Precision bietet eine durchgängige Produktionslinie, die die gesamten Montagekosten um 20 bis 40 % senken kann, was den Kunden eine große Hilfe ist, die Produktionskosten im Griff zu behalten.
Wie fertigt JS Precision Ihre komplexen Teile mittels TPE-Umspritzung?
Fachliche Kompetenz, bisherige Erfolge und die Fähigkeit, komplexe Probleme zu lösen, sind entscheidende Faktoren bei der Auswahl eines Partners für TPE-Umspritzung. JS Precision erfüllt Ihre wichtigsten Anforderungen und verdient Ihr Vertrauen.
JS Precision ist seit Langem im Bereich des Umspritzens tätig und hat bereits über 500 Kunden weltweit betreut. Zu diesen Kunden zählen Unternehmen aus verschiedenen Branchen wie der Medizintechnik, der Automobilindustrie und der Unterhaltungselektronik.
Dank unserer fortschrittlichen Technologie und unserer hohen Qualität können wir Ihnen stabile und qualitativ hochwertige Umspritzungsdienstleistungen garantieren. Die Zusammenarbeit mit uns ist daher eine einfache und sichere Entscheidung.
JS Precision arbeitet technisch strikt innerhalb der von der Industrie vorgegebenen Grenzen. Sie stellen sicher, dass alle Produkte den ASTM D6862-Schältest durchlaufen, wodurch die Zuverlässigkeit der Verklebung Ihrer Produkte zweifelsfrei gewährleistet und spätere Probleme wie Delamination vermieden werden.
Nehmen wir beispielsweise ein Szenario, in dem Sie Anforderungen an Automobilteile haben , die eine starke Verbindung zwischen dem PP-Substrat und TPE erfordern und gleichzeitig die Bedingungen für den Einsatz der Materialien in Umgebungen mit hohen und niedrigen Temperaturen von 40℃ bis 80℃ erfüllen müssen, und trotz mehrerer Versuche verschiedener Hersteller immer noch Delaminierungsprobleme auftreten – dann hat JS Precision die Lösung für dieses Problem.
Zunächst können sie durch das Verständnis der Substratpolarität ein speziell für Sie modifiziertes polares TPE formulieren, dann durch die Regulierung des MFI auf 18 g/10 min, die Optimierung des Zweifarben-Formdesigns und die Einhaltung der Trennlinientoleranz innerhalb von 0,01 mm.
Die Ergebnisse sprechen für sich: Sie erreichen eine Schälfestigkeit von 7,2 N/mm (und übertreffen damit Ihr Ziel von 5 N/mm um Längen), gleichzeitig verkürzen sie den Produktionszyklus um 30 % und senken die Kosten pro Teil um 25 US-Dollar. Das zeigt Ihnen ganz praktisch, wie Sie Kosten kontrollieren und die Effizienz steigern können.
Bei JS Precision können wir jeden Schritt und jede Änderung kontrollieren – von der Materialrezeptur über die Konstruktion und Fertigung der Form bis hin zur Spritzgussproduktion und Qualitätskontrolle.
Unsere erfahrenen Ingenieure überwachen jede Phase, um sicherzustellen, dass die Endprodukte Ihren Erwartungen voll und ganz entsprechen. Sie müssen sich daher um keinerlei Koordination kümmern.
Ganz gleich, ob Sie vor der Herausforderung komplexer dünnwandiger Teile stehen oder der Meinung sind, dass die Leistungsanforderungen sehr hoch und die Bedingungen extrem sind, JS Precision kann Ihnen mit seiner reichen Erfahrung und seinem technologischen Know-how die beste Lösung bieten.
Dadurch können Sie Produktionsrisiken verringern, die Produktqualität verbessern und einen reibungslosen Projektablauf gewährleisten.
Wenn Sie mit den Herausforderungen des Umspritzens komplexer Teile zu kämpfen haben und eine maßgeschneiderte Lösung sowie eine kostenlose Kostenberechnung erhalten möchten, wenden Sie sich bitte an unser technisches Team, um den Weg zu einer effizienten Massenproduktion einzuschlagen.
Warum ist die wichtigste technische Überlegung bei der Wahl des TPE-Umspritzverfahrens der Grundstein für den Erfolg?
In diesem Kapitel werden die wichtigsten technologischen Aspekte für ein erfolgreiches TPE-Umspritzen erörtert.
Das Geheimnis liegt in der dauerhaften Verbindung zwischen Substrat und flexiblem Klebstoff. Durch präzise Abstimmung der Polaritätsanpassung und der Verarbeitungsparameter besteht das Potenzial, herkömmliche Verfahren zu ersetzen , die Bauteilleistung zu verbessern und die Gesamtmontagekosten zu senken.
Synergistischer Mechanismus der chemischen Adhäsion und physikalischen Verriegelung
Die Festigkeit der TPE-Umspritzung beruht nachweislich primär auf dem Synergieeffekt zwischen chemischer Haftung und physikalischer Verankerungswirkung. An der Grenzfläche bildet sich eine 0,01–0,1 Mikrometer dicke, ineinandergreifende Schicht.
Praktisch gesehen ist es wie bei zwei Stücken feuchtem Teig, die aneinander kleben. Nicht nur die Oberflächen verkleben, sondern auch die inneren Mehlmoleküle verbinden sich, sodass diese Bindungen noch stärker werden als zuvor. Dadurch können sie äußeren Kräften widerstehen, die versuchen, die beiden Teile zu trennen, und so ein späteres Ablösen wirksam verhindern.
Optimierungslogik des Mehrkomponenten-Spritzgießens zur Ermittlung der Gesamtmontagekosten
Die kostengünstigere Herstellung von Produkten ist eine der wichtigsten Kundenanforderungen bei der Entscheidung für das TPE-Umspritzen. Dadurch werden nicht nur der Bedarf an Befestigungselementen und manuellen Eingriffen reduziert , sondern durch die integrierte Konstruktion kann auch der Produktionszyklus um 30 % verkürzt werden.
Außerdem sind die Arbeits- und Materialkosten pro Teil um etwa 5 bis 15 Dollar geringer. Die Vorteile der oben genannten Punkte verstärken sich bei der Massenproduktion noch.
Um die Kostenunterschiede zwischen verschiedenen Verarbeitungsmethoden zu verstehen, laden Sie sich unser Whitepaper zur Kostenrechnung beim TPE-Umspritzen herunter, um ein unkompliziertes Verständnis der wichtigsten Punkte zur Kostenoptimierung zu erhalten.
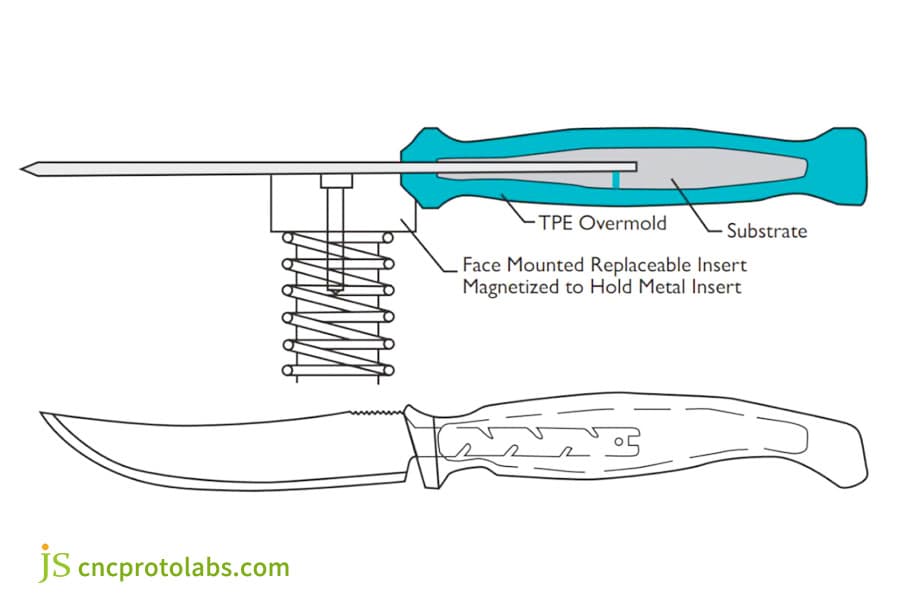
Abbildung 1: Eine technische Zeichnung eines Schraubendrehers, die eine Explosions- und Querschnittsansicht des Griffs zeigt, welche die TPE-Umspritzung, das Substrat und einen magnetisierten, austauschbaren Metalleinsatz detailliert darstellt.
Wie können Hersteller von kundenspezifischen TPE-Produkten die Bauteilleistung durch Rezepturoptimierung verbessern?
Eine Möglichkeit für einen qualifizierten Hersteller von kundenspezifischen TPE-Materialien , die Bauteilleistung zu verbessern, besteht in der Optimierung der Rezeptur. Bei kundenspezifischen TPE-Materialien lassen sich Eigenschaften wie Härte und Rheologie gezielt verändern.
Der MFI-Bereich kann auf 15-25 g/10 min eingestellt werden, wodurch nicht nur das Problem der unzureichenden Füllung dünnwandiger Umspritzungen gelöst, sondern auch die haptische Wertigkeit des Produkts verbessert wird.
Auswahl von Härtebereichen und Parametern für die elastische Rückstellrate
Die Härte ist für die Haptik und die Leistungsfähigkeit von TPE von großer Bedeutung. Unterschiedliche Anwendungen erfordern unterschiedliche Härtegrade, die aufeinander abgestimmt sein müssen. Spezifische Daten sind in der folgenden Tabelle aufgeführt:
Anwendungsgebiet | Empfohlener Härtebereich | Anforderung an die elastische Erholungsrate | Anforderungen an den Kompressionsrest | Anwendbare Szenarien |
Medizinische Griffe | 40 A–60 A | ≥90% | 70℃/22h ≤25% | Chirurgische Instrumente, Diagnosegeräte. |
Autoknöpfe | 50 A–70 A | ≥85% | 80℃/24h ≤30% | Bedienfelder im Fahrzeug, Lenkradtasten. |
Gehäuse für Unterhaltungselektronik | 70A-85A | ≥80% | 60℃/24h ≤28% | Handyhüllen, Kopfhörerhüllen. |
Siegel | 30 A–50 A | ≥92% | 70℃/48h ≤20% | Wasserrohrverbindungen, Dichtungsteile für Ausrüstung. |
Der Druckverformungsrest ist für Dichtungen von entscheidender Bedeutung, da er direkt darüber entscheidet, ob sie sich nach längerem Gebrauch verformen oder ihre Dichtungswirkung verlieren.
Rheologie- und MFI-Optimierung für Langläufer-Designs
Eines der häufigsten Probleme bei komplexen, dünnwandigen Bauteilen ist die unvollständige Füllung. Hersteller von kundenspezifischen TPE-Folien haben Möglichkeiten, dem durch Anpassung der Rheologie und des Schmelzflussindexes (MFI) des TPE entgegenzuwirken.
Bei Bauteilen mit einer Wandstärke von weniger als 1 mm sollte der Schmelzflussindex (MFI) auf mindestens 30 g/10 min erhöht und die Injektionsparameter gleichzeitig optimiert werden, um eine Substratverschiebung zu vermeiden.

Abbildung 2: Eine Reinraum-Fertigungsanlage mit Technikern in Schutzkleidung, die an mit automatisierten Maschinen ausgestatteten Stationen arbeiten, um umspritzte Komponenten für medizinische Geräte zu montieren und zu prüfen.
Wie wählt man das am besten geeignete Modell aus einer Vielzahl von Umspritzmaterialien aus?
Da die Beständigkeit gegenüber Umwelteinflüssen und die Leistungsfähigkeit des Bauteils von den Umspritzmaterialien abhängen, kann die Wahl des falschen Materials später zu Leistungsproblemen und Delamination führen.
Für allgemeine Konsumgüter kann TPE-S verwendet werden. TPV ist das einzige Material, das Temperaturen bis zu 135 °C standhält, und TPU zeichnet sich durch eine hervorragende Abriebfestigkeit aus, wodurch es sich für weitere Anwendungen eignet.
Vergleich der Leistungsparameter von TPS, TPV und TPU
Um eine schnelle Auswahl zu erleichtern, haben wir detaillierte Leistungsparameter für drei häufig verwendete Umspritzmaterialien zusammengestellt, wie in der folgenden Tabelle dargestellt.
Materialart | Temperaturbeständigkeitsbereich (℃) | Witterungsbeständigkeit | Transparenz | Abriebfestigkeit | Verarbeitungsschwierigkeiten | Anwendbare Bereiche |
TPS | -40 bis 80 | Allgemein | Hoch | Medium | Niedrig | Allgemeine Konsumgüter, Spielzeug. |
TPV | -40 bis 135 | Exzellent | Medium | Exzellent | Medium | Automobilteile, hochtemperaturbeständige Dichtungen. |
TPU | -30 bis 120 | Gut | Medium | Hervorragend | Mittel bis Hoch | Mechanische Teile, Sportgeräte. |
TPEE | -50 bis 150 | Exzellent | Medium | Exzellent | Hoch | Hochwertige Automobilteile, Luft- und Raumfahrtkomponenten. |
TPR | -30 bis 70 | Allgemein | Hoch | Medium | Niedrig | Alltagsgegenstände, weiche Griffe. |
TPV ist bis zu einer Temperatur von 135℃ hitzebeständig, während normales TPS bei Temperaturen über 80℃ weich wird.
Daher ist TPV die erste Wahl, wenn unter sehr hohen Temperaturen gearbeitet wird. Wir führen Biokompatibilitätstests der Materialien gemäß ISO 10993 durch, um den Anforderungen des medizinischen Sektors zu entsprechen.
Prüfung der Witterungsbeständigkeit und Möglichkeit der Verwendung umweltfreundlicher Materialien
Außenliegende, umspritzte Bauteile müssen sehr witterungsbeständig sein. Die Wahl des Umspritzmaterials hat direkten Einfluss auf deren Witterungsbeständigkeit.
Bei Zugabe von 2 % UV-beständigen Additiven wird das Ausbleichen der Farbe nach 1000 Stunden QUV-Bestrahlung nahezu vollständig verhindert (Delta E bleibt unter 3). Darüber hinaus streben wir die Herstellung umweltfreundlicher, biobasierter TPE-Materialien an.
Wie können führende TPE-Hersteller für das Umspritzen Probleme mit der Substratkompatibilität lösen?
Die Kompatibilität des Substrats mit TPE ist die wichtigste Voraussetzung für ein erfolgreiches TPE-Umspritzen. Führende TPE-Hersteller können mithilfe professioneller Technologien die Unterschiede in der Oberflächenenergie zwischen Substrat und TPE ausgleichen und so eine gute Haftung gewährleisten.
Substratanpassungsmatrix und Polarmodifikationstechnologie
Für jeden Substrattyp ist eine speziell dafür entwickelte Technologie zur polaren Modifizierung erforderlich: Für PP-Substrate ist Maleinsäureanhydrid-gepfropftes TPE eine gute Wahl, während für PA-Substrate die Zugabe von 0,5%-1,2% Pfropfmittel und eine Vorbehandlung notwendig sind.
Um sicherzustellen, dass die Kompatibilität den Standards entspricht, wird die Haftung gemäß den ASTM D3359 -Methoden geprüft.
Der Einfluss der Vorwärmung der Grenzfläche und der Formtemperatur auf die Haftfestigkeit
Wärme ist der Hauptfaktor, der eine Vermischung auf molekularer Ebene zwischen Substrat und TPE verursacht; ein sehr kaltes Substrat kann zum Versagen der Haftung führen.
Die Oberflächentemperatur des Substrats vor dem Spritzgießen sollte idealerweise nicht unter 80℃ liegen, und die Temperatur der Form, die zwischen 60 und 90℃ gehalten wird, verbessert unter anderem die Diffusion an der Grenzfläche sowie die Haftungszuverlässigkeit.
Wenn Sie sich bezüglich der Kompatibilität zwischen Ihrem Substrat und TPE unsicher sind, teilen Sie uns bitte Ihren Substrattyp mit. Unser technisches Team wird Ihnen dann kostenlos eine passende Lösung und einen Kompatibilitätstest anbieten.
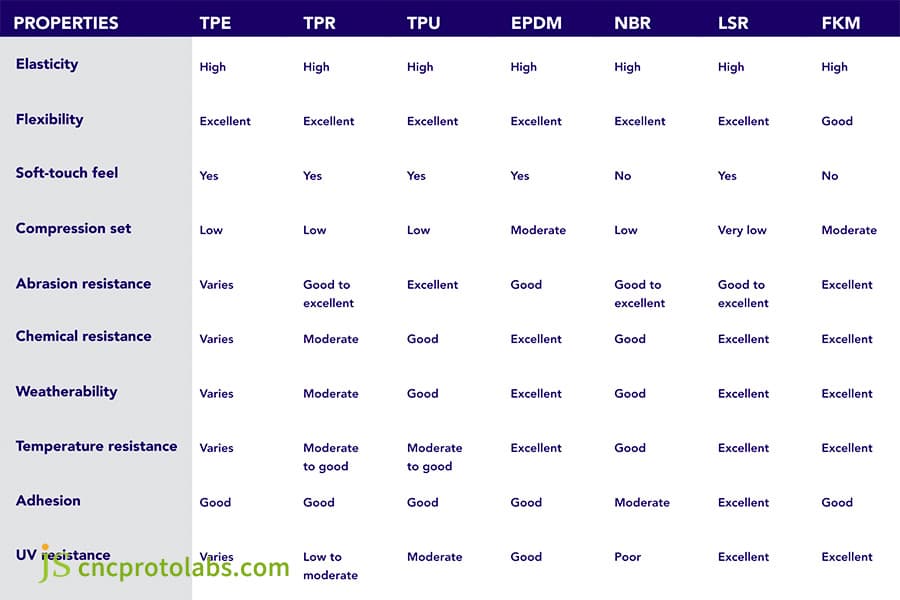
Abbildung 3: Eine detaillierte Vergleichstabelle, die die Eigenschaften verschiedener thermoplastischer Elastomere (TPE, TPU, LSR usw.) auflistet, die beim Umspritzen verwendet werden, und dabei Eigenschaften wie Elastizität, chemische Beständigkeit und Temperaturtoleranz umfasst.
Warum entscheidet die Konstruktion der Spritzgussform über Erfolg oder Misserfolg eines Projekts?
Wird die Werkzeugkonstruktion vernachlässigt, kann dies zu Produktüberlauf, Blasenbildung und Maßabweichungen führen. Spritzgießwerkzeuge müssen dem sekundären Einspritzdruck standhalten.
Eine präzise Positionierung des Angusses kann Strahlbildung verhindern, Toleranzen von 0,01 mm an der Trennlinie können Überlauf kontrollieren, und genaue Berechnungen zur Kompensation der Schrumpfung sind ebenfalls notwendig.
Torpositionierung zur Unterdrückung von Blasen und Strahlen
Eine falsche Positionierung des Angusskanals kann leicht zu Produktverschiebungen und Blasenbildung führen. Wir verwenden ein ausbalanciertes Angusskanalsystem und empfehlen eine Angusstiefe von 50–80 % der Wandstärke des TPE-Umspritzmaterials. Dies verhindert nicht nur effektiv das Auslaufen von Material, sondern gewährleistet auch eine gleichmäßige TPE-Füllung und reduziert die Blasenbildung.
Doppelte Schwindberechnung und präzise Toleranzkontrollstrategie
Die Materialschrumpfung von Substrat und TPE kann zu Maßabweichungen am Produkt führen. Daher ist eine sehr präzise Kompensation bei der Werkzeugkonstruktion erforderlich. Die Schrumpfungsrate von TPE liegt zwischen 1,5 % und 2,5 %, und das Werkzeug sollte mit einer Toleranz von 0,02 mm ausgelegt sein.
Vereinfacht ausgedrückt ist das Verfahren vergleichbar mit der Herstellung von Kleidungsstücken mit Einlaufzugabe. Durch die Vorplanung des Einlaufens des Stoffes nach dem Waschen erhält man ein gut sitzendes Endprodukt, wodurch vermieden wird, dass es zu locker oder zu eng ist.
Welche Designrichtlinien für Umspritzverfahren können die Ausschussquoten reduzieren?
Nach der Auswahl der Formen und Materialien können durch die Befolgung des wissenschaftlichen Leitfadens für das Umspritzen 90 % der Produktionsfehler vermieden, die Ausschussquoten gesenkt, die Kosten kontrolliert und die Haptik und Leistung des Produkts optimiert werden.
Kriterien für den Zusammenhang zwischen Wanddickenbalance und Haftkraft
Die gleichmäßige Wandstärke der TPE-Beschichtung beeinflusst direkt die Formqualität und die Haftfestigkeit. Ungleichmäßige Wandstärken begünstigen Schrumpfungsspuren und Delaminationen.
Das Verhältnis der Wanddickenänderungen benachbarter Bereiche sollte innerhalb von 1:1,5 liegen. Es wird empfohlen, die TPE-Wanddicke zwischen 1,5 mm und 3,0 mm zu halten, um eine stabile Formgebung zu gewährleisten.
Mechanische Kettenstruktur und geometrische Kantenoptimierung
Bei geringer chemischer Kompatibilität zwischen Substrat und TPE sollten mechanische Verriegelungsstrukturen zur Fixierung eingesetzt werden.
Es können Sandwich-Wicklungen, Kantenabschrägungen und Durchdringungslöcher gestaltet werden, wobei die Kantenstopptiefe nicht weniger als 0,5 mm beträgt, um ein Abblättern der Kanten zu verhindern und die Haptik zu verbessern.
Um sich schnell mit dem kompletten Designleitfaden für das Umspritzen vertraut zu machen, können Sie unser Designhandbuch herunterladen, um Produktionsfehler einfach zu vermeiden und die Ausschussquote zu senken.
Was sind die wichtigsten technischen Indikatoren zur Bewertung der Qualität von umspritzten Teilen?
Die Qualität umspritzter Teile muss anhand messbarer Kriterien bewertet werden. Die Anforderungen bei High-End-Anwendungen sind noch strenger. Durch ein durchdachtes Testprogramm stellen wir nicht nur sicher, dass alle unsere Produkte den Kundenspezifikationen entsprechen, sondern verhindern auch die Auslieferung fehlerhafter Artikel.
Quantitative Prüfung der Schälfestigkeit und Materialnormen
Ein sehr wichtiger Aspekt der Klebefestigkeit ist die Schälfestigkeit. Wir verwenden ausschließlich den 90-Grad-Schältest gemäß der Norm ASTM D6862.
Wenn die Schälkraft auf industrieller Ebene äußerst zuverlässig sein soll, sollte sie im Bereich von 5-10 N/mm liegen, und das Testergebnis sollte einen Materialbruch und nicht eine Grenzflächentrennung anzeigen.
Alterungsprüfung mittels thermischer Zyklen im Labor und Inspektion von Oberflächenfehlern
Wir führen im Labor einen thermischen Alterungstest an umspritzten Teilen durch, indem wir sie Temperaturen von -40 °C bis 120 °C aussetzen. Nach 120 Stunden kontinuierlicher Belastung sollte die Grenzfläche vollständig intakt sein und keine Anzeichen von Blasenbildung oder Delamination aufweisen.
Zusätzlich verwenden wir ein optisches Gerät mit hoher Vergrößerung, um die Oberfläche zu untersuchen und sicherzustellen, dass keine Grate oder Schrumpfungsspuren vorhanden sind.
JS Precision Fallstudie: Präzisions-Verkapselungslösung für Griffe medizinischer Geräte
Hier finden Sie eine Fallstudie anhand eines realen Griffs eines medizinischen Geräts. Sie erläutert die Techniken, mit denen JS Precision die komplexe Herausforderung des TPE-Umspritzens gemeistert hat. Anhand dieses Beispiels erhalten Sie einen klaren Eindruck von unseren Kompetenzen.
Projekthintergrund
Wir fertigten Griffe für chirurgische Instrumente nach den genauen Vorgaben eines weltweit tätigen Medizintechnikunternehmens.
Die wichtigste Anforderung war die Herstellung einer sehr starken Verbindung zwischen dem Material PA66+30%GF und dem antibakteriellen TPE , die einer Dampfsterilisation bei 134 °C standhält, um die Sicherheit für medizinische Zwecke zu gewährleisten. Die Ausschussrate sollte unter 1 % liegen.
Aufgetretene Herausforderungen
Zu Beginn des Projekts wurden zwei große Probleme deutlich: sehr starkes Ablösen der Ränder, die Schälkraft betrug nur 2 N/mm (was weit unter dem medizinischen Standard von 5 N/mm liegt), und Poren am Ende langer Strömungskanäle.
Diese Poren bildeten während der Sterilisation Blasen, was zu einer Ausschussquote von 12 % führte. Der Kunde hatte bereits mehrere Änderungen versucht, jedoch ohne Erfolg.
Lösung
Zunächst analysierte das technische Team von JS Precision die Probleme des Kunden gründlich und entwickelte eine effektive dreistufige Methode:
1. Materialoptimierung:
Die Delamination wurde chemisch wirksam durch eine stärkere Bindung zwischen dem TPE-Material und dem PA66+30%GF-Substrat bekämpft. Dies wurde durch das von JS Precision entwickelte, einzigartig polar gepfropfte TPE mit einem speziellen Pfropfmittel und einer Pfropfrate von 0,8 % erreicht.
2. Schimmelverbesserung:
Wir haben den Werkzeugtyp auf Zweikomponenten-Spritzgießen umgestellt, die Angusskanalanordnung optimiert und die Werkzeugtemperatur auf 95 Grad Celsius erhöht. Dies erleichtert nicht nur die molekulare Diffusion zwischen Substrat und TPE, sondern reduziert auch die Blasenbildung.
3. Prozessanpassung:
Um die beim Spritzgießen entstehenden Gase abzuführen, haben wir eine 0,02 mm tiefe Präzisionsentlüftungsnut am Ende des Griffs angebracht.
Darüber hinaus wurde das PA66-Substrat dem korrekten Trocknungsprozess unterzogen, bei dem sein Feuchtigkeitsgehalt auf weniger als 0,02 % gesenkt wurde, wodurch die Bildung einer Feuchtigkeitsschicht an der Grenzfläche verhindert wurde.
Erkenntnisse und Erfahrungen
Die wichtigste Erkenntnis war, dass die Tatsache, dass das PA66-Substrat stark hygroskopisch ist, nicht berücksichtigt wurde. Die unzureichende Vortrocknung des Substrats führte zu einer Feuchtigkeitsschicht an der Grenzfläche, die das Delaminierungsproblem verursachte.
Aus der Vergangenheit wussten wir, dass der Feuchtigkeitsgehalt des PA66-Substrats vor dem Spritzgießen auf weniger als 0,02 % reduziert werden muss .
Endergebnisse
Die Umsetzung der Lösung hatte erhebliche Auswirkungen:
- Die Schälfestigkeit erreichte 8,5 N/mm, ein Wert, der weit über den Anforderungen medizinischer Standards liegt.
- Das Produkt hat 100 Zyklen einer Hochdruckdampfsterilisation bei 134 °C erfolgreich durchlaufen, ohne dass Anzeichen von Blasenbildung oder Delamination auftraten.
- Die Ausschussquote wurde von 12 % auf unter 0,5 % gesenkt, wodurch die Kosten für den Kunden erheblich reduziert wurden.
Kundenfeedback:
JS Precision hat das Problem der Delamination behoben, und sowohl die Haptik des Griffs als auch die Dichtigkeit waren deutlich besser als die Standards für medizinische Anwendungen.
Die Partnerschaft führte nicht nur zu hervorragenden Produkten, sondern ermöglichte uns auch einen sehr professionellen technischen Support, was wiederum zur erfolgreichen Umsetzung des Projekts beitrug.
Sollten Sie auch Bedarf an TPE -Spritzgießverfahren für Medizinprodukte oder andere Anwendungsgebiete haben, kontaktieren Sie bitte unser technisches Team für eine kostenlose Lösungsbewertung und Musterprüfung.

Abbildung 4: Drei identische blaue Kunststoffkomponenten für medizinische Sprühgeräte, bestehend aus einem metallischen Oberteil und einem blauen, umspritzten Sockel, dargestellt auf weißem Hintergrund.
Häufig gestellte Fragen
Frage 1: Was ist die ideale Wandstärke für das TPE-Umspritzen?
Die ideale Schichtdicke liegt zwischen 1,5 mm und 3,0 mm. Eine zu dünne Schicht füllt das Material möglicherweise nicht richtig aus und kann Schrumpfungsspuren aufweisen, während eine zu dicke Schicht schrumpfen und Luftblasen bilden kann, was das Aussehen und die Leistung des Produkts beeinträchtigt.
Frage 2: Wie kann die Haftung zwischen TPE und Nylon sichergestellt werden?
Sie benötigen ein spezielles TPE mit polaren Modifikatoren. Das Nylonsubstrat muss vollständig getrocknet und auf eine Restfeuchte von 0,02 % vorgewärmt sein. Die Formtemperatur sollte auf 60–90 °C erhöht werden, um die Diffusion der Moleküle an der Grenzfläche der beiden Materialien zu fördern.
Frage 3: Wie wählt man zwischen zweistufigen und zweifarbigen Formen?
Bei geringen Produktionsmengen können Sie zur Kostenersparnis bei den Formen das Zweistufenverfahren wählen. Für die Produktion großer Stückzahlen und hohe Präzisionsanforderungen (0,05 mm) sind Zweifarbenformen die bessere Wahl, da sie die Effizienz und die Produktgleichmäßigkeit erhöhen.
Frage 4: Was sind die Hauptursachen für Delaminationen in der Umspritzschicht?
Im Allgemeinen sind diese auf Verunreinigungen des Substrats, eine Formtemperatur unter 60℃ , eine falsche Polarität oder ein nicht ausreichend vorgetrocknetes Substrat zurückzuführen, wodurch sich eine Feuchtigkeitsschicht an der Grenzfläche bildet und es somit zu einer Delamination kommt.
Frage 5: Ist es möglich, TPE auf Metall umzuspritzen?
Selbstverständlich sollte das Metall vor dem Umspritzen vorgewärmt und mit einem speziellen Primer versehen werden, um die Haftung zu verbessern. Darüber hinaus kann die Verwendung von Durchdringungslöchern im Metall eine physikalische Verzahnung bewirken und so die Verbundfestigkeit der beiden Materialien weiter erhöhen.
Frage 6: Welche Maßnahmen können ergriffen werden, um Oberflächenbrandspuren zu beseitigen?
Sie sollten die Formentlüftung optimieren, Entlüftungskanäle implementieren und die Einspritzgeschwindigkeit und den Einspritzdruck senken, da die durch die Druckluft am Ende des Angusskanals erzeugten hohen Temperaturen zu einem Versengen der TPE-Oberfläche führen könnten.
Frage 7: Ändern sich die Abmessungen des Substrats, wenn ich TPE-Umspritzung verwende?
Hoher Einspritzdruck kann zu Verformungen dünner Substrate führen. Eine durchdachte Werkzeugkonstruktion mit integrierten Stützstrukturen ist erforderlich, und die Einspritzparameter sollten angepasst werden, um den Einfluss des Drucks auf die Substratabmessungen zu minimieren.
Frage 8: Wie sieht der Lieferzyklus von JS Precision aus?
Die Werkzeugherstellung dauert 3–5 Wochen. Nach Freigabe des Musters erfolgt die Serienproduktion innerhalb von 1–2 Wochen. Der Plan kann an die Kundenwünsche angepasst werden, um eine termingerechte Lieferung zu gewährleisten.
Zusammenfassung
Es gibt entscheidende Faktoren, die darüber entscheiden, wie effektiv und kosteneffizient Ihr Produkt am Ende sein wird, wenn Sie das TPE-Umspritzverfahren durchlaufen.
Als vertrauenswürdiger Hersteller von kundenspezifischen TPE-Teilen ist JS Precision in der Lage, Ihnen die gesamte Bandbreite an Unterstützung zu bieten – von der Auswahl geeigneter Materialien bis hin zur Serienproduktion Ihrer Teile – und so viele verschiedene Probleme beim Umspritzen schnell zu lösen.
Ganz gleich, in welcher Phase sich Ihr Projekt befindet, unser technisches Team steht Ihnen jederzeit mit professioneller Unterstützung zur Seite. Kontaktieren Sie uns jetzt und profitieren Sie von einem maßgeschneiderten Angebot sowie einer kostenlosen DFM-Designbewertung, um Ihre Effizienz in der Serienfertigung zu steigern.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

