

Le surmoulage TPE est une méthode essentielle pour résoudre les problèmes fonctionnels et tactiles des composants complexes. La liaison chimique joue un rôle primordial dans ce procédé, car la résistance de liaison interfaciale requise doit être supérieure à 5 N/mm.
Il convient de prévoir une compensation pour le retrait double de 1,5 % à 3 % lors du moulage. Les formulations sur mesure permettent de résister à des conditions de travail difficiles, et la combinaison des procédés peut réduire les coûts d'assemblage totaux de 20 % à 40 %.
Les problèmes d'étanchéité, la rugosité au toucher et le coût d'assemblage élevé sont fréquents lors de la fabrication de pièces complexes. Le surmoulage en TPE peut constituer une solution : il combine en une seule étape la flexibilité du TPE et la rigidité des substrats, répondant ainsi aux besoins de protection et d'absorption des chocs dans divers secteurs.
JS Precision fournit des solutions de surmoulage fiables à ses clients du monde entier, contribuant ainsi à améliorer la compétitivité de leurs produits.
Aperçu de la réponse principale
Dimensions clés | Normes/solutions techniques fondamentales |
Mécanisme de connexion | La liaison chimique (correspondance polaire) est préférable, et la force de liaison à l'interface doit être supérieure à 5 N/mm. |
Sélection des matériaux | Personnaliser l'indice rhéologique du TPE (MFI 10-25) en fonction du substrat (PP/ABS/PC/PA). |
Précision du moule | Adopter un moule à deux injections avec une tolérance de surface de séparation contrôlée à 0,01 mm près. |
Évaluation de la qualité | Mettre en œuvre le test de pelage ASTM D6862 pour s'assurer de l'absence de dégommage après 100 cycles thermiques. |
Points clés à retenir
- La présence de liaisons chimiques fortes est essentielle. Le substrat et l'élastomère thermoplastique (TPE) doivent présenter des paramètres de solubilité très similaires (valeurs delta proches). Autrement dit, ces matériaux doivent pouvoir former des liaisons moléculaires fortes et ne pas se détacher facilement.
- La conception précise du moule doit impérativement tenir compte des deux taux de retrait différents du substrat et du TPE (généralement de 1,5 % à 3 %) afin qu'il n'y ait aucun changement de dimensions après le moulage.
- Des préparations spécialement conçues permettent aux produits de conserver leurs qualités même dans des conditions très difficiles, comme la résistance à l'huile et aux UV.
- JS Precision propose une ligne de production complète qui permet de réduire le coût total d'assemblage de 20 % à 40 %, ce qui est d'une grande aide pour les clients souhaitant maîtriser leurs coûts de production.
Comment le surmoulage TPE de JS Precision permet-il de fabriquer vos pièces complexes ?
Les compétences techniques, l'expérience et la capacité à résoudre des problèmes complexes sont des facteurs essentiels dans le choix d'un partenaire pour le surmoulage TPE. JS Precision répond parfaitement à vos exigences et mérite votre confiance.
JS Precision est spécialisée dans le surmoulage depuis longtemps et a répondu aux besoins de plus de 500 clients à travers le monde. Ces clients appartiennent à différents secteurs d'activité, tels que le médical, l'automobile et l'électronique grand public.
Travailler avec nous est un choix facile et sûr grâce à notre technologie de pointe et à la qualité supérieure de nos produits, qui nous permettent de vous garantir des services de surmoulage stables et de haute qualité.
JS Precision travaille dans le strict respect des normes industrielles. L'entreprise garantit que tous ses produits sont soumis au test de pelage ASTM D6862 , assurant ainsi la fiabilité de l'assemblage et évitant tout risque de délamination.
Prenons l'exemple de pièces automobiles nécessitant une liaison solide entre le substrat PP et le TPE, tout en respectant les conditions d'utilisation des matériaux dans des environnements à haute et basse température allant de 40 °C à 80 °C. Si, malgré plusieurs tentatives de différents fabricants, des problèmes de délamination persistent, JS Precision a la solution.
En comprenant d'abord la polarité du substrat, ils peuvent formuler un TPE modifié polaire spécial spécialement pour vous, puis en régulant le MFI à 18 g/10 min, en améliorant la conception du moule bicolore et en maintenant la tolérance de la ligne de séparation à moins de 0,01 mm.
Les résultats sont sans équivoque : ils obtiennent une résistance au pelage de 7,2 N/mm (dépassant largement votre objectif de 5 N/mm), tout en raccourcissant le cycle de production de 30 % et en réduisant le coût par pièce de 25 $, ce qui vous montre concrètement comment maîtriser les coûts et accroître l'efficacité.
Chez JS Precision, nous maîtrisons chaque étape et chaque modification, depuis la formulation des matériaux, la conception et la fabrication des moules jusqu'à la production par moulage par injection et le contrôle qualité.
Nos ingénieurs qualifiés supervisent chaque étape du processus afin de garantir que les produits finaux livrés correspondent parfaitement à vos attentes. Vous n'aurez donc aucune coordination à effectuer.
Que vous soyez confronté à des pièces complexes à parois minces ou que vous ayez des exigences de performance très élevées et des conditions extrêmes, JS Precision, forte de sa riche expérience et de son expertise technologique, peut vous fournir la meilleure solution.
Par conséquent, vous êtes en mesure de réduire les risques liés à la production, d'améliorer la qualité du produit et de garantir le bon déroulement de votre projet.
Si vous rencontrez des difficultés avec le surmoulage de pièces complexes et souhaitez obtenir une solution personnalisée et un calcul de coût gratuit, veuillez contacter notre équipe technique pour vous engager sur la voie d'une production de masse efficace.
Pourquoi le surmoulage TPE, critère technique clé, est-il la pierre angulaire du succès ?
Ce chapitre aborde les principaux aspects technologiques permettant de réussir le surmoulage TPE .
Le secret réside dans l'obtention d'une adhésion permanente entre le substrat et l'adhésif flexible. En ajustant avec précision la polarité et les paramètres de traitement, cette technique peut potentiellement remplacer les méthodes conventionnelles , améliorer les performances des pièces et réduire les coûts d'assemblage globaux.
Mécanisme synergique d'adhésion chimique et de verrouillage physique
Il a été démontré que la résistance du surmoulage TPE est principalement due à un effet synergique entre l'adhérence chimique et les propriétés de verrouillage physique. Une couche interpénétrante d'une épaisseur de 0,01 à 0,1 micromètre se forme à l'interface.
Concrètement, c'est comme deux morceaux de pâte humide qui collent l'un à l'autre : non seulement les surfaces sont collées, mais les molécules de farine internes sont également combinées, de sorte que ces liaisons deviennent encore plus fortes qu'auparavant, leur permettant de résister aux forces extérieures qui tentent de séparer les deux parties, empêchant ainsi efficacement tout décollement ultérieur.
Logique d'optimisation du moulage par injection multicomposant pour les coûts totaux d'assemblage
La réduction des coûts de production est un critère essentiel pour les clients qui optent pour le surmoulage TPE. Ce procédé permet non seulement de diminuer le besoin de fixations et d'intervention humaine, mais aussi, grâce à une conception intégrée, de raccourcir le cycle de production de 30 %.
De plus, les coûts de main-d'œuvre et de matériaux par pièce sont inférieurs d'environ 5 à 15 dollars. Ces avantages sont encore plus marqués dans le cadre d'une production de masse.
Pour comprendre les différences de coûts entre les diverses méthodes de traitement, consultez notre livre blanc sur la comptabilité des coûts du surmoulage TPE pour une compréhension claire des principaux points d'optimisation des coûts.
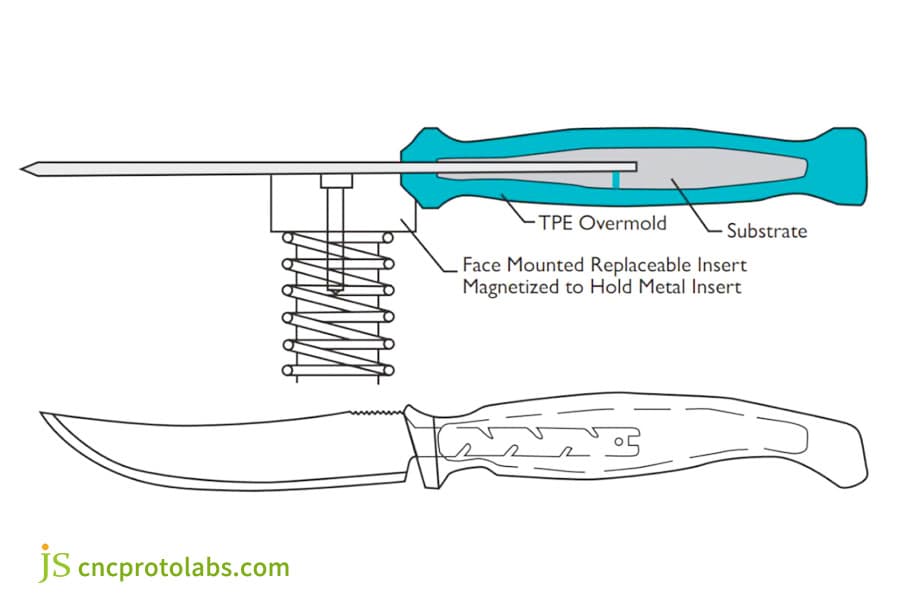
Figure 1 : Un dessin technique d'un tournevis, montrant une vue éclatée et en coupe de sa poignée détaillant le surmoulage en TPE, le substrat et un insert métallique magnétisé et remplaçable.
Comment les fabricants de TPE sur mesure peuvent-ils améliorer les performances de leurs pièces grâce à l'optimisation de leur formule ?
L'un des moyens pour un fabricant de TPE sur mesure compétent d'améliorer les performances d'une pièce consiste à optimiser sa formulation. Il est possible de modifier des propriétés telles que la dureté et la rhéologie dans les TPE sur mesure.
La plage de MFI peut être réglée à 15-25 g/10 min, ce qui permettra non seulement de résoudre le problème du remplissage insuffisant du surmoulage à parois minces, mais aussi d'améliorer le toucher luxueux du produit.
Sélection des plages de dureté et des paramètres de taux de récupération élastique
La dureté est un facteur essentiel pour le toucher et les performances du TPE. Différentes applications requièrent différents niveaux de dureté qui doivent être adaptés. Les données spécifiques sont présentées dans le tableau ci-dessous :
Domaine d'application | Plage de dureté recommandée | Exigence de taux de récupération élastique | Exigence de compression | Scénarios applicables |
Poignées médicales | 40A-60A | ≥90% | 70 °C/22 h ≤ 25 % | Instruments chirurgicaux, matériel de diagnostic. |
Boutons automobiles | 50A-70A | ≥85% | 80 °C/24 h ≤ 30 % | Panneaux de commande embarqués, boutons du volant. |
Boîtiers pour appareils électroniques grand public | 70A-85A | ≥80% | 60 °C/24 h ≤ 28 % | Étuis pour téléphones portables, étuis pour écouteurs. |
Scellés | 30A-50A | ≥92% | 70 °C/48 h ≤ 20 % | Raccords de canalisations d'eau, pièces d'étanchéité d'équipements. |
La déformation rémanente est un facteur critique pour les joints, car elle détermine directement s'ils se déforment ou perdent leur étanchéité après une utilisation prolongée.
Réglage de la rhéologie et de l'indice de fluidité à haute vitesse pour les conceptions de canaux longs
L'un des problèmes les plus fréquents rencontrés avec les pièces complexes à parois fines est le remplissage incomplet. Les fabricants de TPE sur mesure proposent des solutions à ce problème en modifiant la rhéologie et l'indice de fluidité (MFI) du TPE.
Pour les pièces dont l'épaisseur de paroi est inférieure à 1 mm, l'indice MFI doit être augmenté à au moins 30 g/10 min, et les paramètres d'injection doivent être optimisés simultanément pour éviter le déplacement du substrat.

Figure 2 : Une salle blanche de fabrication avec des techniciens en tenue de protection travaillant à des postes équipés de machines automatisées pour assembler et inspecter des composants de dispositifs médicaux surmoulés.
Comment choisir le modèle le plus adapté parmi une large gamme de matériaux de surmoulage ?
Étant donné que la résistance à l'environnement et les performances de la pièce sont déterminées par les matériaux de surmoulage, un mauvais choix peut entraîner ultérieurement des problèmes de performance et de délamination.
Pour les produits de consommation courante, le TPE-S convient. Seul le TPV résiste à des températures élevées, jusqu'à 135 °C, tandis que le TPU offre une excellente résistance à l'abrasion, ce qui le rend adapté à d'autres applications.
Comparaison des paramètres de performance des TPS, TPV et TPU
Pour faciliter une sélection rapide, nous avons compilé des paramètres de performance détaillés pour trois matériaux de surmoulage couramment utilisés, comme indiqué dans le tableau ci-dessous.
Type de matériau | Plage de résistance à la température (℃) | Résistance aux intempéries | Transparence | Résistance à l'abrasion | Difficulté de traitement | Domaines applicables |
TPS | -40~80 | Général | Haut | Moyen | Faible | Biens de consommation courante, jouets. |
TPV | -40~135 | Excellent | Moyen | Excellent | Moyen | Pièces automobiles, joints résistants aux hautes températures. |
TPU | -30~120 | Bien | Moyen | Remarquable | Moyen à élevé | Pièces mécaniques, équipements sportifs. |
TPEE | -50~150 | Excellent | Moyen | Excellent | Haut | Pièces automobiles haut de gamme, composants aérospatiaux. |
TPR | -30~70 | Général | Haut | Moyen | Faible | Articles du quotidien, poignées souples. |
Le TPV peut résister à une chaleur allant jusqu'à 135 °C, tandis que le TPS normal devient mou lorsqu'il est chauffé au-delà de 80 °C.
Par conséquent, le TPV est le matériau à privilégier pour les applications à très haute température. Nous réalisons des tests de biocompatibilité des matériaux selon la norme ISO 10993 afin de répondre aux exigences du secteur médical.
Tests de résistance aux intempéries et possibilité d'utilisation de matériaux écologiques
Les éléments surmoulés d'extérieur doivent être très résistants aux intempéries. Le choix des matériaux de surmoulage est un facteur déterminant de leur résistance aux intempéries.
L'ajout de 2 % d'additifs résistants aux UV permet de prévenir quasiment toute décoloration après 1 000 heures d'exposition aux UV continus (ΔE restera inférieur à 3). Par ailleurs, nos travaux portent sur la fabrication de matériaux TPE biosourcés et écologiques.
Comment les principaux fabricants de TPE pour surmoulage peuvent-ils résoudre les problèmes de compatibilité des substrats ?
La compatibilité du substrat avec l'élastomère thermoplastique (TPE) est une condition essentielle à la réussite du surmoulage. Les principaux fabricants de TPE pour le surmoulage maîtrisent les différences d'énergie de surface entre les substrats et les TPE grâce à des technologies spécialisées, garantissant ainsi une bonne adhérence.
Technologie de matrice d'adaptation de substrat et de modification polaire
Chaque type de substrat nécessite une technologie de modification polaire conçue spécifiquement pour lui : pour les substrats PP, le TPE greffé à l'anhydride maléique est un bon choix, tandis que pour les substrats PA, l'ajout de 0,5 % à 1,2 % d'agent de greffage et un prétraitement sont nécessaires.
Pour vérifier que la compatibilité est conforme à la norme, l'adhérence est testée selon les méthodes ASTM D3359 .
Influence du préchauffage de l'interface et de la température du moule sur la force d'adhérence
La chaleur est le principal facteur à l'origine du mélange au niveau moléculaire du substrat et du TPE ; un substrat très froid peut entraîner un défaut d'adhérence.
La température de surface du substrat avant le moulage par injection ne devrait idéalement pas être inférieure à 80℃, et la température du moule maintenue entre 60 et 90℃, entre autres, améliorera la diffusion à l'interface ainsi que la fiabilité de l'adhérence.
Si vous avez des doutes quant à la compatibilité entre votre substrat et le TPE, veuillez nous indiquer le type de substrat, et notre équipe technique vous fournira une solution adaptée et effectuera gratuitement des tests de compatibilité.
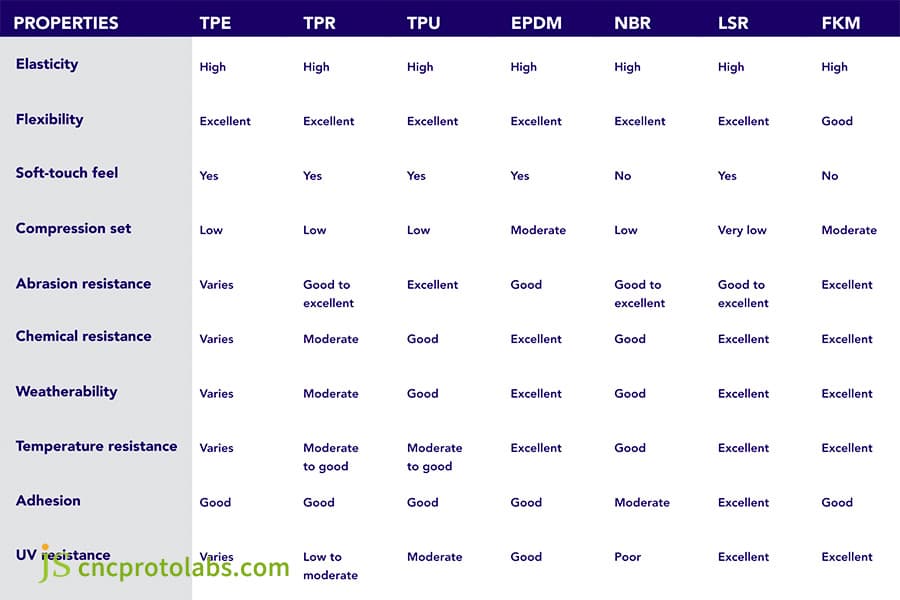
Figure 3 : Un tableau comparatif détaillé répertoriant les propriétés de divers élastomères thermoplastiques (TPE, TPU, LSR, etc.) utilisés dans le surmoulage, couvrant des attributs tels que l'élasticité, la résistance chimique et la tolérance à la température.
Pourquoi la conception du moule de surmoulage par injection détermine-t-elle le succès ou l'échec d'un projet ?
Négliger la conception du moule peut entraîner des débordements de produit, des bulles et des écarts dimensionnels. Les moules de surmoulage par injection doivent résister à la pression d'injection secondaire.
Un positionnement précis de la buse permet d'éviter les projections, des tolérances de 0,01 mm sur la ligne de séparation permettent de contrôler les débordements, et des calculs précis de compensation du retrait sont également nécessaires.
Positionnement de la porte pour la suppression des bulles et des jets
Un positionnement incorrect de la buse d'injection peut facilement entraîner un déplacement du produit et la formation de bulles. Nous utilisons un système de canaux d'alimentation équilibrés et recommandons une profondeur de buse comprise entre 50 % et 80 % de l'épaisseur de la paroi de surmoulage en TPE. Ceci permet non seulement de contrôler efficacement les projections, mais aussi de garantir un remplissage uniforme en TPE et de réduire la formation de bulles.
Stratégie de calcul du double retrait et de contrôle précis des tolérances
Le retrait du substrat et du TPE peut entraîner des écarts dimensionnels sur le produit. Il est donc nécessaire d'effectuer une compensation très précise lors de la conception du moule. Le taux de retrait du TPE étant de 1,5 % à 2,5 %, le moule doit être conçu avec une marge d'ajustement de 0,02 mm.
En termes simples, le procédé s'apparente à la confection de vêtements avec une marge de rétrécissement : prévoir le rétrécissement du tissu après lavage permet d'obtenir un vêtement final bien ajusté, évitant ainsi qu'il ne soit ni trop ample ni trop serré.
Quel guide de conception de surmoulage peut réduire les taux de rebut ?
Une fois les moules et les matériaux sélectionnés, le respect du guide de conception scientifique du surmoulage permet d'éviter 90 % des défauts de production, de réduire les taux de rebut, de contrôler les coûts et d'optimiser le toucher et les performances du produit.
Critères de la relation entre l'équilibre de l'épaisseur de paroi et la force d'adhérence
L'épaisseur uniforme du revêtement TPE influe directement sur la qualité du moulage et la résistance de l'adhérence. Une épaisseur irrégulière est sujette aux marques de retrait et au délaminage.
Le rapport des variations d'épaisseur des parois adjacentes doit être maintenu entre 1 et 1,5. Il est recommandé que l'épaisseur de la paroi en TPE soit comprise entre 1,5 mm et 3,0 mm pour garantir un moulage stable.
Structure de la chaîne mécanique et optimisation géométrique des bords
Lorsque la compatibilité chimique entre le substrat et le TPE est faible, des structures de verrouillage mécanique doivent être utilisées pour faciliter la fixation.
Il est possible de concevoir un emballage de type sandwich, un chanfreinage des bords et des trous de pénétration, avec une profondeur d'arrêt des bords d'au moins 0,5 mm afin d'éviter le décollement des bords et d'améliorer le toucher.
Pour maîtriser rapidement le guide complet de conception du surmoulage, vous pouvez télécharger notre manuel de conception afin d'éviter facilement les défauts de production et de réduire les taux de rebut.
Quels sont les principaux indicateurs techniques permettant d'évaluer la qualité des pièces surmoulées ?
La qualité des pièces surmoulées doit être évaluée selon des critères mesurables. Les exigences des applications haut de gamme sont encore plus strictes. Grâce à un programme de contrôle rigoureux, nous garantissons non seulement la conformité de tous nos produits aux spécifications du client, mais nous évitons également l'expédition de produits défectueux.
Test quantitatif de résistance au pelage et normes des matériaux
Un aspect très important de la résistance de l'adhésif est sa résistance au pelage. Nous utilisons exclusivement le test de pelage à 90 degrés, conformément à la norme ASTM D6862.
Pour que la force de pelage soit extrêmement fiable au niveau industriel, elle doit se situer entre 5 et 10 N/mm, et le résultat du test doit montrer une rupture du matériau plutôt qu'une séparation de l'interface.
Tests de vieillissement par cyclage thermique en laboratoire et inspection des défauts de surface
Nous effectuons des tests de vieillissement en laboratoire par cyclage thermique sur des pièces surmoulées en les exposant à des températures allant de -40 °C à 120 °C. Après 120 heures de cycle continu, l’interface doit être parfaitement intacte, sans aucun signe de cloquage ou de délamination.
En parallèle, nous utilisons également un dispositif optique à fort grossissement pour examiner la surface et nous assurer qu'il n'y a pas de bavures ou de marques de retrait.
Étude de cas JS Precision : Solution de moulage par encapsulation de précision pour poignée de dispositif médical
Voici une étude de cas présentant une poignée de dispositif médical réelle. Elle explique les techniques utilisées par JS Precision pour relever le défi complexe du surmoulage en TPE. Cet exemple vous permettra de mieux comprendre notre savoir-faire.
Contexte du projet
Nous avons fabriqué des manches d'instruments chirurgicaux selon les spécifications exactes d'une entreprise mondiale de dispositifs médicaux.
L'exigence principale était de créer une liaison très forte entre le matériau PA66+30%GF et le TPE antibactérien, capable de résister à un test de stérilisation à la vapeur haute pression à 134 °C, afin de garantir une sécurité de qualité médicale. Le taux de rebut devait être maintenu en dessous de 1 %.
Défis rencontrés
Au début du projet, deux problèmes majeurs ont été révélés : un décollement très important des bords, la force de décollement n’étant que de 2 N/mm (ce qui est bien en dessous de la norme médicale de 5 N/mm), et des pores à l’extrémité des longs canaux d’écoulement.
Ces pores ont formé des bulles lors de la stérilisation, entraînant un taux de rebut de 12 %. Le client avait essayé plusieurs solutions, mais sans succès.
Solution
Tout d'abord, pour répondre aux problèmes du client, l'équipe technique de JS Precision a procédé à une analyse approfondie et a mis au point une méthode efficace en trois étapes :
1. Optimisation des matériaux :
La délamination a été efficacement traitée chimiquement grâce à une liaison plus forte entre le matériau TPE et le substrat PA66+30%GF, obtenue grâce au TPE greffé polaire développé de manière unique par JS Precision avec un agent de greffage spécial et un taux de greffage maintenu à 0,8%.
2. Amélioration des moisissures :
Nous avons opté pour un moule à injection bi-matière , optimisé la configuration des canaux d'alimentation et porté la température du moule à 95 °C. Ceci facilite la diffusion moléculaire entre le substrat et le TPE et réduit la formation de bulles.
3. Ajustement du processus :
Afin d'évacuer les gaz libérés lors du moulage par injection, nous avons pris la mesure d'ouvrir une rainure d'aération de précision de 0,02 mm de profondeur à l'extrémité de la poignée.
En outre, le substrat PA66 a été soumis au processus de séchage approprié, dans lequel son taux d'humidité a été abaissé à moins de 0,02 %, empêchant ainsi la formation de la couche d'humidité à l'interface.
Leçons apprises et expériences
La principale leçon que nous avons tirée concerne la négligence du caractère hygroscopique du substrat PA66. Un pré-séchage insuffisant de ce dernier a engendré une couche d'humidité à l'interface, à l'origine du problème de délamination.
Par le passé, nous savions que la teneur en humidité du substrat PA66 devait être réduite à moins de 0,02 % avant le surmoulage par injection.
Résultats finaux
La mise en œuvre de la solution a eu des effets considérables :
- La résistance au pelage a atteint 8,5 N/mm, un niveau bien supérieur aux normes médicales attendues.
- A subi avec succès 100 cycles de tests de stérilisation à la vapeur haute pression à 134 °C sans aucun signe de bulles ou de délamination.
- Le taux de rebut a été abaissé de 12 % à moins de 0,5 %, ce qui a permis de réduire considérablement les coûts pour les clients.
Commentaires des clients :
JS Precision a résolu le problème de délamination, et la sensation tactile de la poignée ainsi que la fiabilité de l'étanchéité étaient bien meilleures que les normes médicales.
Ce partenariat a non seulement permis de créer d'excellents produits, mais il a également rendu notre assistance technique disponible de manière très professionnelle, ce qui a contribué à la réussite du projet.
Si vous avez également des besoins en surmoulage par injection de TPE dans le domaine des dispositifs médicaux ou dans d'autres secteurs, veuillez contacter notre équipe technique pour une évaluation gratuite des solutions et des services de test d'échantillons.

Figure 4 : Trois composants identiques de pulvérisateur médical en plastique bleu, comportant une partie supérieure métallique et une base surmoulée bleue, présentés sur un fond blanc.
FAQ
Q1 : Quelle est l'épaisseur de paroi idéale pour le surmoulage TPE ?
L'épaisseur idéale se situe entre 1,5 mm et 3,0 mm. Une couche trop mince risque de ne pas être correctement remplie et de présenter des marques de retrait, tandis qu'une couche trop épaisse risque de se rétracter et de former des bulles d'air, affectant ainsi l'aspect et les performances du produit.
Q2 : Comment assurer l'adhérence entre le TPE et le nylon ?
Il vous faudra utiliser un TPE spécial contenant des modificateurs polaires. Le substrat en nylon devra être parfaitement sec et préchauffé jusqu'à un taux de réduction d'humidité de 0,02 %. La température du moule devra être portée à 60-90 °C afin de favoriser la diffusion des molécules à l'interface des deux matériaux.
Q3 : Comment choisir entre les moules en deux étapes et les moules bicolores ?
Si votre volume de production est faible, vous pouvez opter pour la méthode en deux étapes afin de réduire les coûts des moules. Pour une production en volume élevé et des exigences de haute précision (0,05 mm), les moules bicolores sont une meilleure option car ils augmentent l'efficacité et l'uniformité du produit.
Q4 : Quelles sont les principales causes de délamination dans la couche de surmoulage ?
Ces problèmes sont généralement dus à une contamination du substrat, à une température de moulage inférieure à 60 °C , à une inadéquation de polarité ou à un substrat insuffisamment pré-séché, ce qui provoque la présence d'une couche d'humidité à l'interface et conduit ainsi à un délaminage.
Q5 : Est-il possible de surmouler du TPE sur du métal ?
Bien entendu, le métal doit d'abord être préchauffé et un apprêt spécial appliqué avant le surmoulage afin d'améliorer l'adhérence. De plus, la conception du métal avec des trous traversants peut offrir des avantages de verrouillage physique, renforçant ainsi la liaison entre les deux matériaux.
Q6 : Quelles mesures peuvent être prises pour éliminer les marques de brûlure en surface ?
Il convient d'envisager d'optimiser la ventilation du moule, de mettre en place des canaux de ventilation et de réduire la vitesse et la pression d'injection, car les températures élevées générées par l'air comprimé à l'extrémité du canal d'alimentation pourraient provoquer des brûlures à la surface du TPE.
Q7 : Si je réalise un surmoulage TPE, les dimensions du substrat vont-elles changer ?
Une pression d'injection élevée peut entraîner une déformation des substrats minces. Une conception de moule bien pensée est nécessaire pour intégrer des structures de support, et les paramètres d'injection doivent être modifiés afin de réduire l'influence de la pression sur les dimensions du substrat.
Q8 : Quel est le cycle de livraison de JS Precision ?
La fabrication du moule prendra 3 à 5 semaines. Après validation de l'échantillon, la production en série sera achevée sous 1 à 2 semaines. Ce planning peut être adapté aux exigences du client afin de garantir le respect des délais de livraison.
Résumé
Plusieurs facteurs cruciaux déterminent l'efficacité et la rentabilité de votre produit si vous optez pour le surmoulage TPE.
En tant que fabricant de TPE sur mesure de confiance, JS Precision est en mesure de vous fournir une gamme complète de services, allant de la sélection des matériaux appropriés à la production de vos pièces en série, résolvant ainsi rapidement de nombreux problèmes de surmoulage.
Quel que soit l'avancement de votre projet, notre équipe technique est toujours prête à vous apporter son soutien professionnel. Contactez-nous dès maintenant et bénéficiez d'un devis personnalisé et d'une évaluation DFM gratuite pour optimiser votre production en grande série.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

