

Preisfaktoren für Spritzguss bestimmen endgültige Angebote anhand von acht quantifizierbaren Faktoren: Kosten für Formstahl (ca. 30–50 %), Material (Materialkosten machen 15–25 % aus), Kosten des Herstellungszyklus (20–35 %), Volumenamortisation (10–20 %), zusätzliche Arbeitsgänge (5–15 %), Qualitätskontrolle (3–8 %), Liefer- und Vertriebskosten (Logistik) (3–10 %), technische Unterstützung (5–12 %).
Eine P20-Form mit einer Kavität zum Preis von 8.000 bis 15.000 US-Dollar im Vergleich zu einer H13-Form mit vier Kavitäten für 25.000 bis 45.000 US-Dollar kann zu einem Kostenunterschied pro Stück von über 300 % führen. Dieser Artikel analysiert einzeln die kostentreibenden Faktoren des Spritzgießens und bietet Daten aus über 300 Projekten bei JS Precision, um praktische Methoden zur Preissenkung vorzuschlagen.
Aufschlüsselung der Spritzgusskosten – 8 Haupttreiber
|
Kostentreiber |
Typischer Anteil |
Optimierungshebel |
|---|---|---|
|
Kosten für Formwerkzeuge |
30–50 % |
Auswahl der Stahlsorte, Optimierung der Hohlraumanzahl |
|
Materialkosten |
15–25 % |
Harzersatz, Mahlgradverhältnis |
|
Prozesskosten |
20–35 % |
Design des Kühlsystems, Reduzierung der Zykluszeit |
|
Volumenamortisation |
10–20 % |
Jährliche Mengenzusage, langfristige Vereinbarung |
|
Sekundäre Operationen |
5–15 % |
Integriertes Design zur Reduzierung der Nachbearbeitung |
|
Qualitätskontrolle |
3–8 % |
Prozesskontrolle ersetzt vollständige Inspektion |
|
Logistik & Aufgaben |
3–10 % |
Lokale Beschaffung, Tarifoptimierung |
|
Engineering & DFM |
5–12 % |
Frühes Eingreifen, um späte Änderungen zu reduzieren |
Wichtige Erkenntnisse
- Die Kosten für die Formwerkzeuge sind einer der größten Ausgaben, bis zu 50 % der Anfangsinvestition. Das Hinzufügen weiterer Formhohlräume zu einer Form reduziert die amortisierten Stückkosten um bis zu 80 %.
- 60–80 % der Kosten des Spritzgussprozesses entstehen durch die Abkühlzeit, und die Optimierung des Kühlwasserkanaldesigns kann den Zyklus direkt um 15–30 % verkürzen.
- Materialkosten sind nicht festgelegt und werden nicht immer durch den Stückpreis bestimmt. Auch wenn technische Kunststoffe pro Einheit teurer sein können, können die Gesamtkosten aufgrund kürzerer Zykluszeiten und längerer Formlebensdauer manchmal niedriger ausfallen.
- Um ein zuverlässiges Spritzgussangebot zu erhalten, muss ein vollständiger Satz von 3D-Zeichnungen, Jahresvolumen, Materialqualität und Toleranzanforderungen bereitgestellt werden.
Warum ist der kundenspezifische Spritzgussservice von JS Precision vertrauenswürdig?
Die 15-jährige praktische Erfahrung unseres Teams im Spritzguss zeigt, dass ein guter kundenspezifischer Spritzgussdienst in der Lage sein sollte, seine Kostensenkungsfähigkeiten anhand von Daten nachzuweisen.
Aufgrund unserer Erfahrung bei der Arbeit mit Halterungen für medizinische Beatmungsmasken haben wir herausgefunden, dass der ursprüngliche Kostenvoranschlag für die Form bei 47.000 lag und die Stückkosten bei 2,85 lagen. Nachdem wir eine DFM-Überprüfung durchgeführt und Änderungen am Prozess vorgenommen hatten, ist es uns gelungen, die Werkzeugkosten auf 32.000 und die Stückkosten auf 1,94 zu senken, was in beide Richtungen zu einer Reduzierung um 32 % führte.
Die ISO 9001:2015 (Qualitätsmanagementsystem) erwähnt ausdrücklich: Der Produktionsprozess von Spritzgussteilen sollte einen nachverfolgbaren Mechanismus zur Parameteraufzeichnung umfassen. Wichtige Prozessdaten und Verfahren sollten bis zum Ende des Produktlebenszyklus aufbewahrt werden.
Um die Anforderungen einzuhalten, führen wir in jedem Projekt eine dreistufige Überprüfung durch: Überprüfung der Designeingaben, Überprüfung der Formflussanalyse, Überprüfung der Probeformung, Überprüfung der Verifizierung, um sicherzustellen, dass die Kosten jeder Entscheidung nachvollzogen werden können.
Diese Technik ist mittlerweile Teil der Datenbank von über 300 Spritzgussprojekten von JS Precision, was dazu beiträgt, die Kosten um durchschnittlich 18–25 % zu senken.
Laden Sie das White Paper zur Kostenoptimierung beim Spritzgießen herunter, um sich mit der Auswahl des Formstahls, Techniken zur Zyklusverkürzung und Berechnungsmethoden für die Produktionsamortisation vertraut zu machen und proaktiv das Kostenoptimierungspotenzial für Ihren kundenspezifischen Spritzgussservice einzuschätzen.
Welche Kernkostenstrukturen beeinflussen die Preisfaktoren beim Spritzgießen?
Preisfaktoren für den Spritzguss lassen sich in vier Hauptkategorien einteilen: Anlageinvestitionen (Formdesign und Produktion), variable Kosten (Rohstoffe und Verarbeitung), halbvariable Kosten (Nachbearbeitung und Qualitätskontrolle) und versteckte Kosten (Technik und Logistik). Diese vier Kategorien machen zusammen mehr als 95 % des Gesamtangebots aus.
Fixkosten: Formenbau und Produktion
- Stahlauswahl: P20 mit (5-8/kg, Lebensdauer 500.000 Zyklen), H13 mit (12-18/kg, Lebensdauer 1.000.000 Zyklen), S136 (20 $, 30/kg, Lebensdauer 2.000.000 Zyklen). Die Art des verwendeten Stahls hat großen Einfluss auf die Lebensdauer der Form und die Amortisation jedes produzierten Artikels.
- Anzahl der Kavitäten: Die Formen mit einer Kavität werden als Referenz verwendet, Formen mit zwei Kavitäten benötigen 50–70 %. Im Vergleich dazu verlängern Formen mit vier Kavitäten die Zeit um 120–150 %. Eine Form mit 4 Kavitäten hat eine Verarbeitungseffizienz von 3,2–3,8 einer Form mit einer Kavität.
Variable Kosten: Materialien und Verarbeitung
- Materialkosten: Allzweckkunststoffe 1–5 $/kg, technische Kunststoffe 15–50 $/kg. Die Wahl der Materialien entscheidet unter anderem auch über die Verarbeitungszeiten und die Lebensdauer der Form.
- Bearbeitungskosten: Kosten pro Stunde für Maschinenabschreibung 50–150 $, Energieverbrauch 5–15 $/Stunde, Arbeitskosten 10–25 $. Das Spritzgussangebot muss Artikel für Artikel aufgelistet werden.
Versteckte Kosten: Technik und Logistik
- DFM-Engineering-Support: 100-200 USD/Stunde. Wenn Sie ihn jedoch schon früh in der Entwurfsphase einbeziehen, können Sie am Ende große Kosteneinsparungen bei der Umstellung erzielen.
- Probeformen und Korrekturen: 500–2.000 USD/Probe. Durch die Implementierung der DFM-Vorvisualisierung ermöglicht JS Precision ihnen, die Anzahl der Testformteile im Branchendurchschnitt von 5-7 auf nur 2-3 zu reduzieren.
Kontaktieren Sie einen Ingenieur für eine kostenlose Kostenaufschlüsselung Ihres Projekts und eine transparente Angebotsvorlage für Spritzguss.
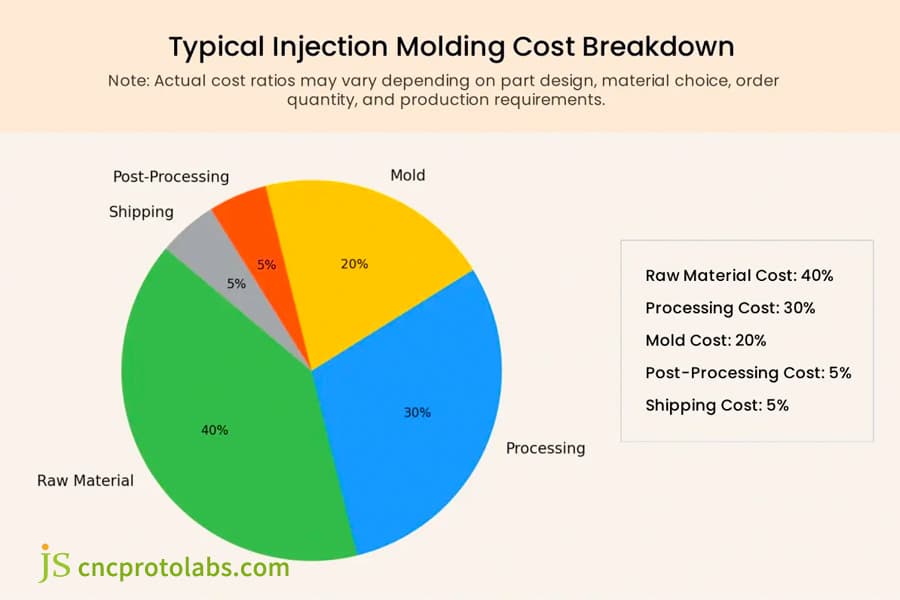
Abbildung 1: Kreisdiagramm, das die typische Aufschlüsselung der Spritzgusskosten zeigt.
Was sind die 8 bestimmenden Faktoren und quantitativen Bereiche der Werkzeugkosten?
Die Spanne für Formwerkzeugkosten liegt zwischen 1.000 (für einfache 3D-Druck-Prototypen) und über 100.000 (für komplexe Produktionsformen mit mehreren Kavitäten). Acht Faktoren bestimmen die spezifischen Kosten: Stahl, Anzahl der Kavitäten, Komplexität, Toleranzen, Oberflächenbehandlung, Hitze Anforderungen an Läufer, Abmessungen und Lebensdauer.
Formkostenaufschlüsselung
- Konstruktionstechnik: 10–15 %
- Materialbeschaffung: 25–35 %
- CNC/EDM-Bearbeitung: 35–45 %
- Wärmebehandlung: 3–8 %
- Montage und Probeformen: 5–10 %
Auswirkungen der Stahlauswahl auf die Kosten
|
Stahlsorte |
Preis ($/kg) |
Härte (HRC) |
Leben (Zyklen) |
Am besten für |
|---|---|---|---|---|
|
P20 |
5–8 |
28–32 |
500.000 |
Allgemeine ABS- und PP-Kunststoffe |
|
H13 |
12–18 |
46–52 |
1 Mio. |
Glasfaserverstärkte Materialien |
|
S136 |
20–30 |
48–52 |
2 Mio. |
Medizinische, optische Klarteile |
|
NAK80 |
18–25 |
37–43 |
800.000 |
Teile mit Hochglanzoptik |
Entscheidung über die Kavitätennummer
- Form mit einer Kavität: Die Herstellungskosten betragen nur Basis x 1, die Amortisationskosten pro Einheit sind höher.
- Werkzeug mit zwei Kavitäten: Die Kosten steigen um 50–70 Prozent, aber die Effizienz wird fast verdoppelt.
- Form mit vier Kavitäten: Die Kosten steigen um 120-150 %, und die Produktivität steigt um das 3,2- bis 3,8-fache. Wenn der Bedarf über 50.000 Einheiten pro Jahr liegt, werden Formen mit vier Kavitäten bald zu reduzierten Stückkosten führen.
Um es ganz einfach auszudrücken: Eine Form mit einer Kavität, die zunächst günstiger erscheint, wird am Ende teurer und hat einen höheren Preis pro Teil. Eine P20-Form mit einer Kavität, die 500.000 Teile produziert, kostete 0,016 pro Teil. Die Kosten einer H13-Form mit vier Kavitäten für die Produktion von 2.000.000 Teilen betrugen jedoch nur 0,0125 pro Teil.

Abbildung 2: Präzisionsspritzgussform aus Edelstahl auf dem Werkstatttisch.
Wie können die Zykluszeitelemente, die sich auf die Kosten des Spritzgießprozesses auswirken, quantifiziert werden?
Die Spritzgussprozesskosten werden von der Zykluszeit bestimmt, wobei die Abkühlphase 60–80 % der Zykluszeit ausmacht.In einem 30-Sekunden-Zyklus etwa 18–24 Sekunden werden zum Abkühlen benötigt, die Einspritzzeit beträgt nur 2-5 Sekunden, die Druckhaltezeit beträgt 3-5 Sekunden und die Entnahmezeit beträgt ca. 1-2 Sekunden.
Aufschlüsselung der Zykluszeit (50-Tonnen-Maschine, einzelne Kavität, 100-g-PP-Teil)
- Schließen und Einspritzen der Form: 2–5 Sekunden (6–17 % der Zykluszeit)
- Druckhaltung und Schrumpfungsausgleich: 3–8 Sekunden (10–27 % der Zykluszeit)
- Abkühlen und Aushärten: 15–25 Sekunden (50–83 % der Zykluszeit) – maximales Optimierungspotenzial
- Formöffnung und -auswurf: 1–3 Sekunden (3–10 % der Zykluszeit)
Quantitative Methoden und Vorteile der Kühloptimierung
- Konforme Kühlung ist eine Kühltechnologie, die Kühlkanäle erzeugt, die durch 3D-Druck oder Fünf-Achsen-Bearbeitung an ein Teil angepasst werden. Es verkürzt die Abkühlzeit (um 20–40 %), obwohl die Formwerkzeuge aufgrund der Technik teurer werden (um ca. 15–30 % mehr).
- Kanaloptimierung:Der Durchmesser sollte etwa das 2- bis 3-fache der Wandstärke betragen (d. h. 8-12 mm), der Abstand zwischen zwei Kanälen sollte etwa das 3- bis 5-fache des Durchmessers betragen (d. h. 30-50 mm) und der Abstand vom Teil der Hohlraumoberfläche zur Wand beträgt das 1,5- bis 2-fache des Durchmessers.
- Regulierung des Kühlmediums: Jede Reduzierung der Wassertemperatur um 10 Grad Celsius führt zu einer Verkürzung der für die Kühlung erforderlichen Zeit um 8–12 %. Der Wärmeübergangskoeffizient kann um etwa 40 % erhöht werden, wenn die Strömungsgeschwindigkeit von 1 m/s auf 3 m/s erhöht wird.
Berechnungsformel für die Einzelstückbearbeitungskosten: Einzelstückbearbeitungskosten = Gerätestundensatz × Zykluszeit (Sekunden) / 3600 × Anzahl der Formhohlräume.
Nehmen Sie zum Beispiel ein Projekt, das jährlich 1 Million Artikel produziert: Die Zeit, die für die Durchführung eines Arbeitszyklus benötigt wird, ist von 30 Sekunden auf 24 Sekunden gesunken (d. h. eine Reduzierung um 20 %), die Maschinenkosten pro Stunde betragen 80, und die Kosten für die Bearbeitung eines Artikels sinken von 0,667 auf 0,533, sodass dies tatsächlich zu einer Einsparung von 13.400 führt jährlich.
Wie kann die Materialauswahl die Gesamtkosten eines kostengünstigen Spritzgussservices optimieren?
Kostengünstiger Spritzgussservice zielt nicht nur darauf ab, das kostengünstigste Material zu wählen, sondern sich für das Material zu entscheiden, das insgesamt zu den niedrigsten Gesamtkosten führt. Obwohl die einzelnen Materialkosten nur 15–25 % der Gesamtkosten ausmachen, bestimmt die Wahl des Materials die Verarbeitungszeit eines Zyklus (die 30 % ausmacht), die Lebensdauer der Form (die etwa 40 % beträgt) und auch die Ausbeute des Produkts (die etwa 20 % beträgt).
Gemeinsame Materialpreise und Verarbeitungsparameter (Marktreferenz 2026)
|
Material |
Preis ($/kg) |
Verarbeitungstemperatur (°C) |
Schrumpfung (%) |
Trocknungsanforderungen |
|---|---|---|---|---|
|
PP/PE |
0,8–1,8 |
180–240 |
1,0–2,5 |
Niedrig |
|
ABS |
1,8–3,5 |
220–260 |
0,4–0,7 |
Mittel (80°C/2–4h) |
|
PA6/PA66 |
3,5–6,0 |
240–290 |
0,8–1,5 |
Hoch (80°C/4–6h, Feuchtigkeit<0,2%) |
|
PC |
4,0–7,0 |
280–320 |
0,5–0,7 |
Sehr hoch (120°C/4–6h, Feuchtigkeit<0,02%) |
|
POM |
3,0–5,5 |
190–230 |
1,5–2,5 |
Mittel |
|
PEEK |
80–120 |
360–400 |
0,3–0,5 |
Extrem hoch (150°C/3–5h) |
Materialauswahl-Gesamtkosten-Entscheidungsmodell (Basis-PP=1,0)
- PP: Stückpreis 1,2 $/kg, Zykluszeit 25 Sekunden, geringer Formverschleiß, Gesamtkostenindex 1,0
- ABS: Stückpreis 2,5 $/kg, Zykluszeit 30 Sekunden, Gesamtkostenindex 1,6
- PA6-GF30: Stückpreis 4,5 $/kg, Zykluszeit 35 Sekunden, mittlerer Formverschleiß, Gesamtkostenindex 2,8
- PC: Stückpreis 5,5 $/kg, Zykluszeit 40 Sekunden, Gesamtkostenindex 3,2
- PEEK: Stückpreis 100 $/kg, Zykluszeit 45 Sekunden, hoher Formverschleiß, Gesamtkostenindex 15,0+
Die versteckten Kosten der Materialtrocknung müssen berücksichtigt werden. Der Feuchtigkeitsgehalt von PA6 sank von 0,5 % auf unter 0,2 %, was zu einem Energieverbrauch von etwa 0,3–0,5 kWh pro Kilogramm Trocknung führte, eine Steigerung von 0,04–0,06 $. Bei PC muss die Trocknung bei 120 °C durchgeführt werden, bis der Feuchtigkeitsgehalt darin unter 0,02 % sinkt, andernfalls beträgt die Ausschussrate 5-15 %. Diese versteckten Kosten sollten berücksichtigt werden, wenn das Unternehmen ein individuelles Angebot für den Spritzgussservice unterbreitet.

Abbildung 3: Vielfältiges Sortiment an farbenfrohen, individuellen Kunststoffteilen.
Wie wird die Amortisation des Produktionsvolumens in der Aufschlüsselung der Spritzgusskosten berechnet?
Das Produktionsvolumen ist der Faktor, der den größten Einfluss auf die Stückkosten in der Aufschlüsselung der Spritzgusskosten hat. Eine Erhöhung der Produktion von 27 Einheiten auf 3.937 Einheiten würde zu einer Verringerung der Gesamteinheit führen Kosten von ca. 96-98 %. Die Fixkosten, die für Formen anfallen, werden mit steigenden Produktionsmengen abgeschrieben.
Formel für Gesamtkosten pro Einheit
Gesamtkosten pro Einheit = (Formkosten / Gesamtproduktion) + Materialkosten pro Einheit + Bearbeitungskosten pro Einheit + Nachbearbeitungskosten pro Einheit + Qualitätskontrollkosten pro Einheit
Am Beispiel eines Satzes von 15.000 Formen und Material- und Bearbeitungskosten von 1,50 pro Einheit:
|
Jahresvolumen |
Schimmelamortisation/Stk. |
Variable Kosten/Stk. |
Gesamtstückkosten |
Jährliche Gesamtkosten |
|---|---|---|---|---|
|
1.000 |
15,00 $ |
1,50 $ |
16,50 $ |
16.500 $ |
|
5.000 |
3,00 $ |
1,50 $ |
4,50 $ |
22.500 $ |
|
10.000 |
1,50 $ |
1,50 $ |
3,00 $ |
30.000 $ |
|
50.000 |
0,30 $ |
1,50 $ |
1,80 $ |
90.000 $ |
|
100.000 |
0,15 $ |
1,50 $ |
1,65 $ |
165.000 $ |
Wenn die Produktion von ursprünglich 1.000 auf 10.000 Einheiten um 9.000 Einheiten steigt, sinken die Grenzkosten einer Einheit um etwa 81,8 %. Eine weitere Erhöhung auf 100.000 Einheiten führt zu einer weiteren Reduzierung um 45 % pro Einheit. Der Punkt, an dem ein Unternehmen weniger Nutzen aus jeder zusätzlich produzierten Einheit zieht, liegt irgendwo zwischen einem Produktionsniveau von 5.000 und 10.000 Einheiten pro Jahr.
Auswirkung der Formhohlraumzahl auf die Amortisation (Jahresproduktion von 50.000 Einheiten, Gesamtkosten der Form von 30.000 $)
- Einzelne Kavität: Formkosten 18.000, Zykluszeit 30 Sekunden, Stückverarbeitungskosten 0,42, Gesamtstückkosten 0,78 $
- Zwei Hohlräume: Form kostet 27.000 (+500,22, Gesamtstückkosten 0,76 $)
- Vier Hohlräume: Form kostete 42.000 (+1330,13, Gesamtstückkosten 0,97 $)
Wenn die Jahresproduktion 50.000 Einheiten erreicht, wird ein Werkzeug mit zwei Kavitäten zur bevorzugten Lösung, wenn die Produktion 100.000 Einheiten pro Jahr übersteigt, beginnt ein Werkzeug mit vier Kavitäten deutlich im Vorteil zu sein. Das Spritzgussangebot sollte die optimale Anzahl an Kavitäten basierend auf der tatsächlichen Jahresproduktion empfehlen.
Kontaktieren Sie einen Ingenieur für eine kostenlose Berechnung Ihrer Produktionsamortisation und der optimalen Anzahl von Kavitäten und erhalten Sie einen Analysebericht zur Aufschlüsselung der Spritzgusskosten.

Abbildung 4: Nahaufnahme des Heißkanalsystems in der Formmaschine.
Wie senkt JS Precision die Gesamtkosten für kundenspezifische Spritzgussdienstleistungen durch DFM-Optimierung?
Der Großteil der Ausgaben für Spritzgussteile entsteht in der Designphase, nur etwa 70 % sind endgültig. Bei JS Precision erfolgt die Design for Manufacturing (DFM)-Überprüfung vor dem Öffnen der Form, was insgesamt zu niedrigeren Kundenkosten um durchschnittlich 15–25 % führt.
Fünf grundlegende numerische Prinzipien der DFM-Optimierung:
- Wanddickenhomogenitätsprinzip:
Es wird empfohlen, eine Wandstärke von 1,5–4,0 mm zu haben, während die angrenzenden Wandstärken nicht mehr als 25 % variieren sollten. Eine Erhöhung der Wandstärke von 3 mm auf 4 mm führt zu einer Verlängerung der Abkühlzeit um ca. 78 % (Abkühlzeit wird im Quadrat zur Wandstärke berechnet). Ungleichmäßige Wandstärken führen zu Schrumpfungsspuren und Verwerfungen, was wiederum die Ausschussrate um 5–10 % erhöht.
- Zeichenwinkelnormen:
1–2° pro Seite für Außenflächen, 0,5–1° pro Seite für Funktionsflächen und 2–3° pro Seite für tiefe Hohlräume (>50 mm). Mit jedem 1°, das sich vom Formschrägewinkel verringert, steigt die Auswurfkraft um etwa 20 %, was wiederum den Formverschleiß erhöht.
- Eckenradiusregulierung:
Der innere Eckenradius sollte mindestens die Hälfte der Wandstärke betragen (mindestens 0,5 mm). Durch scharfe Ecken verursachte Spannungskonzentrationen sind für eine Verkürzung der Lebensdauer der Form um 30-50 % verantwortlich und erschweren außerdem den Füllvorgang.
- Rippendesignparameter:
An der Rippenwurzel darf die Dicke nicht mehr als 60 % der Wandstärke betragen und die Höhe sollte maximal das Fünffache der Wandstärke betragen. Zu dicke Rippen führen zu Schrumpfspuren auf der Rückseite.
- Trennlinie und Kernziehoptimierung:
Jede zusätzliche Kernziehvorrichtung erhöht die Formkosten um bis zu 8.000. Eine Einsparung von Forminvestitionen durch Änderungen wie Änderung der Trennrichtung oder Neugestaltung des Produkts, um zu vermeiden, dass der Kern den Kern zieht, wird dringend empfohlen.
JS Precision DFM-Serviceprozess
- Der Kunde lädt 3D-Zeichnungen hoch (STEP/IGS-Format).
- Ein DFM-Bericht wird innerhalb von zwei Tagen erstellt (bestehend aus einer Wandstärkenanalyse, Vorschlägen für Schrägenschrägen, Warnungen zu möglichen Mängeln und Materialempfehlungen).
- Endgültige Genehmigung für das Design.
- Formherstellungsphase.
Diese Methode reduziert die Gesamtzahl der Probeformteile von 5 auf 7, was typisch für die Branche ist, auf nur 2–3 und pro Versuch werden 500–2.000 US-Dollar eingespart. Die Hauptidee hinter dem kostengünstigen Spritzgussservice besteht nicht darin, den Produktpreis zu senken, sondern darin, dass Verschwendung aus dem Designprozess entfernt wird.
Wie konnte JS Precision die Spritzgussquote für einen Medizingeräte-OEM in einem realen Fertigungsfall um 32 % reduzieren?
Für das Beatmungsmaskenhalterprojekt eines US-Herstellers medizinischer Geräte wurde zunächst ein Kostenvoranschlag für die Form in Höhe von 47.000 US-Dollar mit Stückkosten von 2,85 US-Dollar angegeben. JS Precision reduzierte die Kosten für Formwerkzeuge durch Optimierung und Anpassung von Prozessparametern. Die Kosten für die Form wurden auf 32.000 US-Dollar und die Stückkosten auf 1,94 US-Dollar gesenkt.
Kundenhintergrund und Herausforderungen:
Das Produkt des Kunden ist ein Beatmungsmaskenhalter aus Polycarbonat mit einer jährlichen Nachfrage von 80.000 Einheiten. Das ursprüngliche Design war kompliziert – die Wandstärke variierte zwischen 2 und 6 mm, drei Kernbewegungen, vier Modelle teilten sich nur die Form. Erster Kostenvoranschlag bei 47.000 $ (H13-Stahl, Heißkanal, vier Kavitäten) mit Stückkosten von 2,85 $. Der Kunde hatte eine Budgetobergrenze von 40.000 $ und ein Stückkostenziel von 2,20 $.
JS Precision Solutions
- DFM-Analyse:
Die Wandstärke wurde von 6 mm auf 3,5 mm reduziert (FEA bestätigt), die Abkühlzeit wurde von 32 Sekunden auf 22 Sekunden verkürzt. Die Trennrichtung wurde geändert und 3 Kernziehvorgänge wurden in einem zusammengefasst, wodurch weitere 8.000 US-Dollar eingespart werden konnten. Der Vorschlag bestand darin, vier Modelle in zwei Sätzen austauschbarer Formkerne in einer einzigen Formbasis zu kombinieren.
- Optimierung der Lösung im Formenbau:
Stahl von H13 zu P20 mit Oberflächennitrierung (8+500 Nitrierung), Härte HRC 38–42, Lebensdauer von 800.000 Teilen. Durch den Austausch des Kaltkanals durch den Heißkanal konnte der Kunde 6.000 US-Dollar an Stahlkosten von 3.200 US-Dollar einsparen und das Zwei-Kavitäten-Formdesign vereinfachte die Formkomplexität, da das Original über vier Kammern verfügte.
- Prozessparameteroptimierung:
Die Formfüllung im ersten Probeguss war unausgeglichen, 2,3 % Gewichtsunterschied zwischen den beiden Hohlräumen (Standard <0,5 %) Anschnittgröße (von 1,2 mm auf 1,5 mm) und Einspritzgeschwindigkeitskurve geändert, beim zweiten Probeguss reduzierte sich der Gewichtsunterschied auf 0,3 %, die dimensionale Erfolgsquote stieg von 82 % auf 97 %
Endgültiges Prozessfenster: Materialtemperatur 290–300 °C, Formtemperatur 80–90 °C, Einspritzdruck 80–100 MPa, Haltedruck 60–80 MPa, Haltezeit 6 Sekunden, Abkühlzeit 22 Sekunden.
Gelernte Erkenntnisse:
Das Problem der hohen Viskosität des PC-Materials wurde bei den Formgebungsversuchen T1 nicht ausreichend berücksichtigt. Infolgedessen verursachte der allererste Einspritzgeschwindigkeitswert von 120 mm/s eine übermäßige Schererwärmung (lokale Schmelzetemperatur über 340), was zu Fehlern wie Silberstreifen und Karbonisierungspunkten am fertigen Produkt führte.
Änderung implementiert: Die Geschwindigkeit wurde auf 65 mm/s reduziert, plus dreistufige Geschwindigkeitsregelung (schnell-mittel-langsam) und der Gegendruck wurde von 5 bar auf 10 bar erhöht. Die Zykluszeit erhöhte sich von 26 Sekunden auf 28 Sekunden (+2 Sekunden). Die Erfolgsquote wurde jedoch von 82 % auf 97 % erhöht und die Gesamtkosten pro Einheit wurden gesenkt.
ISO 10993-5:2009 „Biologische Bewertung von Medizinprodukten“ legt fest, dass bei Zytotoxizitätstests serumhaltiges Kulturmedium mit einer Expositionszeit von mindestens 24 Stunden verwendet werden sollte.
Um diesem Standard gerecht zu werden, verwenden wir im Projekt für medizinische Masken PC in medizinischer Qualität und kontrollieren streng die Rückverfolgbarkeit der Materialchargen, um die Einhaltung der Biokompatibilität sicherzustellen.
Endergebnisse
- Kosten für Formwerkzeuge: 32.000 $ (32 % niedriger als das ursprüngliche Angebot).
- Stückkosten: 1,94 $ (32 % niedriger als der ursprüngliche Plan, 12 % niedriger als das Ziel des Kunden).
- Gesamteinsparungen im ersten Jahr: 15.000 $ (Form) + 72.800 $ (Einheit) = 87.800 $.
- Lebensdauer der Form: Die P20-Nitrierbehandlung hält voraussichtlich 800.000 Zyklen und deckt damit den Produktionsbedarf von 8 Jahren.
- Lieferzeit: 10 Wochen vom Entwurf bis zur ersten Massenproduktion (Branchendurchschnitt 14–16 Wochen).
Erhalten Sie einen Vergleichsbericht zu DFM-Optimierungslösungen und Kosten für ähnliche medizinische Komponenten. Laden Sie Ihre Zeichnungen auf JS Precision hoch und erhalten Sie innerhalb von 24 Stunden eine kostenlose Bewertung und ein Angebot für den OEM-Spritzgussservice.
Warum sollten Sie JS Precision als Ihren OEM-Spritzguss-Servicepartner wählen?
Bei der Auswahl eines Spritzguss-Lieferanten müssen zwei Hauptfaktoren bewertet werden: niedrigste Gesamtkosten und geringstes Risiko. JS Precision hat durch seine transparente Preisgestaltung, DFM vor der Implementierung und das prozessübergreifende Qualitätskontrollsystem über 50 OEM-Kunden weltweit als langfristige Partner etabliert.
Die einzigartigen Verkaufsmerkmale von JS Precision
- Vollständig detaillierte Abrechnung: Jedes Spritzgussangebot wird in Formstahlkosten, Verarbeitungskosten, Wärmebehandlungskosten, Montagekosten, Probeformkosten, Materialkosten, Qualitätskontrollkosten, Verpackungskosten, Logistikkosten zerlegt und der Preis ist innerhalb der Gültigkeitsdauer des Angebots gesperrt.
- Design-to-Manufacture Review (vor DFM): Bevor mit dem Produktionsprozess für die Form begonnen wird, muss die Zeichnung in einer Herstellbarkeitsprüfung überprüft werden, die normalerweise etwa 8–15 Optimierungspunkte vorschlagen und dadurch die Gesamtkosten um etwa 15–25 % senken soll.
- Vollständige Prozessqualitätskontrolle: Zertifizierung nach ISO 9001:2015, Eingangsprüfung → Prozesskontrolle (SPC) → Erstmusterprüfung → vollständige Versandinspektion (CMM). Das kritische Maß CPk beträgt ≥1,33 (Industriestandard ≥1,0).
- Schnelle Lieferzeit: Standardformen 6–8 Wochen, viel schneller als branchenübliche 10–14 Wochen, Eilaufträge dauern nur 4–5 Wochen. DFM-Bericht innerhalb von 48 Stunden geliefert, Angebot innerhalb von 72 Stunden erstellt.
Der langfristige Wert des OEM-Spritzgussservice wird an einer Wiederholungsrate von 85 % und einer durchschnittlichen Kosteneinsparung von 14–20 % gemessen. Wenn Sie sich für JS Precision entscheiden, entscheiden Sie sich für einen Lieferanten, der eindeutig messbare Kostensenkungen und eine vertrauenswürdige Liefertermingarantie bietet.
FAQs
F1: Wie kann ich ein genaues Angebot für den Spritzguss erhalten und gleichzeitig die CAD-Dateien vertraulich behandeln?
JS Precision akzeptiert handskizzierte Zeichnungen, technische 2D-Zeichnungen oder Fotos vorhandener Artikel mit Maßen. JS Precision kann Ihnen einen ungefähren Kostenvoranschlag geben (Fehler ±30 %), für das endgültige Angebot sind jedoch 3D-CAD-Zeichnungen erforderlich.
F2: Wie hoch ist die Mindestbestellmenge (MOQ) für kundenspezifisches Spritzgießen?
JS Precision schreibt keine Mindestbestellmenge vor. Es ist möglich, 100 Stück zu bestellen, beispielsweise unter Verwendung von Aluminium- oder Weichstahlformen (3.000–8.000 Schuss). Bei großen Mengen werden Hartformen (P20/H13/S136) verwendet. Der entsprechende Formtyp wird als tatsächliche Produktionsseriengröße ausgewählt.
F3: Welche Langlebigkeit der Formwerkzeuge können wir erwarten?
Im Durchschnitt hält eine P20-Form etwa 500.000 Zyklen, die H13-Form hält 1 Million Zyklen stand und die S136 schafft bis zu 2 Millionen Zyklen. Wenn das Produkt jedoch Glasfasern enthält, zum Beispiel PA6-GF30, verkürzt sich die Lebensdauer der Form um 30–50 %.
F4: Ist es möglich, dass JS Precision beim Design zur Kosteneinsparung beitragen kann?
Dies ist eines der Dinge, bei denen JS Precision helfen kann. Wir bieten den Design for Manufacturability (DFM)-Service an, um das Teil vor der Formherstellung auf Wanddickenschrägen, Trennfugen und Kernziehstrukturen zu bewerten. Dies führt in der Regel zu 8–15 Kosteneinsparungsvorschlägen, die zusammen die Rechnung um 15–25 % senken. Tatsächlich ist diese Entwurfsüberprüfung und -optimierung vollständig in der Angebotsphase des Unternehmens enthalten, absolut zu einem nominalen Preis.
F5: Wie lange leiten Sie normalerweise die Spritzgussaufgabe?
Der typische Produktionszyklus für Formen beträgt 6–8 Wochen, während er bei Eilaufträgen 4–5 Wochen dauert. Die Übergabe der ersten Muster (T0-Probemuster) erfolgt 2 Wochen nach Fertigstellung der Formen. Die Produktion in voller Stückzahl beginnt in der Regel zwischen 1 und 3 Wochen nach der Freigabe eines Musters. Durch direktes Hochladen Ihrer Designentwürfe erhalten Sie ein Angebot und JS Precision wird sich sehr kurzfristig bei Ihnen melden.
F6: Wie gewährleistet JS Precision die gleichbleibende Teilequalität auch bei großen Stückzahlen?
Die Qualitätskontrolle erfolgt in allen Schritten: Materialprüfung beim Wareneingang → Erstmusterprüfung (FAI) → Prozesskontrolle (SPC-Echtzeitüberwachung der Hauptabmessungen) → Vollständige Prüfung der ausgehenden Produkte (CMM-Koordinatenmessgerät). Der minimale CPK-Wert für Schlüsseldimensionen beträgt 1,33.
F7: Was ist der finanzielle Unterschied zwischen einer Schnellform und einer echten für die Herstellung?
Eine Prototypform aus Aluminium oder Weichstahl kostet etwa 3.000–10.000 und kann Zyklen von etwa 5.000–20.000 überdauern. Eine Produktionsform aus einer Werkzeugstahlsorte kostet zwischen 10.000 und 80.000+ und ihre Lebensdauer liegt zwischen 500.000 und 2.000.000 Zyklen. JS Precision berät Kunden darüber, welche Form in den verschiedenen Phasen des Projekts am besten geeignet und wirtschaftlich zu verwenden ist.
F8: Führt JS Precision nach dem Formen sekundäre Operationen durch?
Wir bieten komplette Nachbearbeitungsdienste an: Entgraten, Heißschmelz-/Ultraschallschweißen, Siebdruck/Transferdruck, Sprühen/Galvanisieren, Montage, Verpackung und Versand. Wir können auch einen OEM-Spritzgussservice aus einer Hand anbieten, vom Formenentwurf bis zur Lieferung der fertigen Produkte.
Zusammenfassung
Zu den Faktoren, die die Spritzgusskosten beeinflussen, gehören die Art des verwendeten Formstahls, das Potenzial zur Verkürzung der Zykluszeit durch Optimierung der Kühlzeit (60–80 %) und der Punkt, an dem die Produktionsamortisation einen maximalen Grenznutzen erreicht (Produktion von 5.000–10.000 Stück/Jahr). Jeder Entscheidungspunkt hat eine mathematisch optimale Lösung. JS Precision unterstützt seine Kunden dabei, fundierte Entscheidungen zu treffen, die bei jeder möglichen Wahl auf Zahlen gestützt sind, indem es transparente Einzelpreise, Vor-DFM-Überprüfungen und eine durchgängige Qualitätskontrolle offenlegt.
Wie wäre es, wenn Sie jetzt ein passendes Angebot für den Spritzguss einholen? Senden Sie 3D-Zeichnungen (STEP/IGS)-Dateien und Anforderungen an JS Precision. Innerhalb von 48 Stunden liefern wir Ihnen kostenlos die DFM-Machbarkeitsanalyse unseres Ingenieurteams sowie ein detailliertes, detailliertes Angebot – inklusive aller Kosten, einschließlich Werkzeugkosten, Materialkosten, Bearbeitungskosten und Nachbearbeitungskosten. Es sind keine Vorabzusagen erforderlich. Nehmen Sie noch heute Kontakt mit uns auf.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. Für JS Precision Services gibt es keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es liegt in der Verantwortung des Käufers, spezifische technische Anforderungen zu ermitteln und ein formelles Teileangebot anzufordern. Bitte kontaktieren Sie uns für weitere Informationen.
JS Precision Team
Maßgeschneiderte Fertigungslösungen. Mit über 15 Jahren Erfahrung in der Betreuung von mehr als 1.000 Kunden sind wir auf hochpräzise CNC-Bearbeitung, Blechbearbeitung, 3D-Druck, Spritzguss und Metallstanzen. Nachdem wir über 300.000 Präzisionsteile erfolgreich geliefert haben, können wir bei allen kundenspezifischen Projekten eine Pünktlichkeitsquote von 99,2 % gewährleisten.
Unsere Anlage ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir liefern schnelle, effiziente und qualitativ hochwertige Fertigungslösungen für B2B-Kunden in 150 Ländern. Ganz gleich, ob Sie Kleinserien-Prototyping oder groß angelegte Individualisierungen benötigen, wir unterstützen Ihr Projekt mit Vorlaufzeiten von nur 24 Stunden. Wählen Sie JS Precision für beispiellose Effizienz, Qualität und Professionalität.
Um mehr zu erfahren oder Ihre Angebotsanfrage einzureichen, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

