

Präzisions-CNC-Drehservice ist ein entscheidender Prozess für die Herstellung von Roboter-Gelenkgehäusen, Motorwellen und Lagersitzen. Die von so vielen Lieferanten angepriesene Präzision wird bei der Massenproduktion auf 0,05 mm oder schlechter herabgestuft, was zu mehr Gelenklockerheit und einer verkürzten Lebensdauer der Lager führt.
Der Leitfaden nimmt das CNC-Drehen von Robotergelenkteilen als Beispiel und bewertet zehn Maschinenwerkstattdienstleister anhand eines Systems, das vier Kategorien umfasst: Toleranzniveau, Materialkenntnisse, Inspektionstechniken, Durchlaufzeit und Preis. Scrollen Sie nach unten, um sich die Lieferantenmatrix und die Vergleichsergebnisse realer Tests anzusehen.
Die 10 weltweit führenden CNC-Drehdienstleister im Jahr 2026 – ein kurzer Überblick über die Anwendbarkeit von Robotergelenkkomponenten
|
Anbieter |
Stabile Toleranz (Volumen) |
Materialien in Roboterqualität |
Proto-Vorlaufzeit |
Bester Lautstärkebereich |
|---|---|---|---|---|
|
JS-Präzision |
±0,005 mm |
7075-T6, Ti-6Al-4V, 17-4PH |
5–7 Tage |
1–2.000 Stück |
|
Xometrie |
±0,025 mm (Standard) |
Vollmetall-Sortiment |
3–10 Tage |
1–10.000 Stück |
|
Protolabs |
±0,13 mm (Standard) |
Al / SS / Ti |
1-3 Tage |
1-100 Stück |
|
Fiktiv |
±0,0025 mm (speziell) |
Große Auswahl |
5–12 Tage |
1–1.000 Stück |
|
RapidDirect |
±0,008 mm |
7075, Ti, SS |
3-5 Tage |
10–5.000 Stück |
|
WayKen |
±0,005 mm |
7075, Ti, SS, PEEK |
3-5 Tage |
1–10.000 Stück |
|
Jabil |
±0,013 mm |
Vollständiges Sortiment |
10–20 Tage |
Über 10.000 Stück |
|
3ERP |
±0,01 mm |
Al / SS / Ti |
3–7 Tage |
1-500 Stück |
|
KANOU Präzision |
±0,001 mm |
7075, Ti, SS, medizinische Qualität |
5–10 Tage |
1–1.000 Stück |
|
Owens Industries |
±0,0025 mm |
Al / SS / Ti / medizinische Qualität |
7–14 Tage |
1-500 Stück |
Hinweis: Toleranzwerte sind gemessene Chargenstabilitätswerte, keine optimalen theoretischen Werte. Die Daten werden aus Unternehmenswebsites und Auswertungen Dritter zusammengestellt.
Wichtige Erkenntnisse:
- Toleranzniveau: Die Massenproduktion von Robotergelenklagergehäusen ist hinsichtlich des Toleranzniveaus sehr streng und erfordert nur +/- 0,005 mm. Unternehmen wie JS Precision, WayKen KANOU Precision und Owens Industries erfüllen diese Anforderung nicht nur, sondern gehen sogar noch einen Schritt weiter und übertreffen sie.
- Preisvariation: Chinesische Anbieter wie Xometry Protocolabs Fictiv und Owens Industries verkaufen Produkte zu US-Preisen, die zwei- bis viermal höher sind die Stückkosten.
- Bestellgröße auswählen:Wenn Ihre Bestellung 1–100 beträgt: Protocolabs oder Fictiv. Für 100–2.000 Teile: JS Precision, WayKen RapidDirect. Bei Großbestellungen über 10.000: Jabil.
- Testfähigkeit:JS Precision, KANOU Precision und Owens Industries bieten alle Standard-CMM-, FAI- und CPK-Berichte. Im Gegensatz dazu verfügen Plattformanbieter nur über begrenzte Testmöglichkeiten und stellen lediglich grundlegende COCs zur Verfügung.
Welche Toleranzen kann der Präzisions-CNC-Drehservice tatsächlich für Robotergelenkgehäuse einhalten?
Der Präzisions-CNC-Drehservice wird genutzt, um den Produktionstoleranzbereich (Massenproduktion) des Lagersitzes bei Robotergelenkgehäuse zu bestimmen. Die volle Wiederholgenauigkeit einer Maschine wird in erster Linie durch den Fertigungstoleranzbereich bestimmt. Basierend auf den Messungen aus zehn Quellen liegen die Toleranzbereiche der Massenproduktion zwischen 0,001 mm und 0,13 mm.
Vergleich der Massenproduktionstoleranzen von 10 Lieferanten (φ35 mm 7075-T6 Lagergehäuse)
|
Anbieter |
Stabile Toleranz |
Inspektionsausrüstung |
Typischer CPK |
|---|---|---|---|
|
KANOU Präzision |
±0,001 mm |
Zeiss KMG + Rundheit |
≥1,67 |
|
Owens Industries |
±0,0025 mm |
KMG + Rundheit + medizinische Qualität |
≥1,67 |
|
Fiktiv (speziell) |
±0,0025 mm |
CMM |
≥1,50 |
|
JS-Präzision |
±0,005 mm |
Mitutoyo CMM + Rundheit |
≥1,33 |
|
WayKen |
±0,005 mm |
CMM |
≥1,33 |
|
RapidDirect |
±0,008 mm |
CMM |
≥1,33 |
|
3ERP |
±0,01 mm |
CMM |
≥1,20 |
|
Jabil |
±0,013 mm |
CMM (nur Batch) |
≥1,10 |
|
Xometrie (Standard) |
±0,025 mm |
Grundlegendes CMM |
N/A |
|
Protolabs (Standard) |
±0,13 mm |
Grundmaß |
N/A |
Tatsächliche Auswirkung von Toleranzen auf die gemeinsame Leistung
- 0,005 mm: Es wird erwartet, dass der Wellengenerator des Oberwellenreduzierers perfekt ohne zusätzliches Spiel passt. Es ist der Einstiegsstandard für 95 % der Industrie- und kollaborativen Roboter. Nur die besten hochpräzisen CNC-Drehteile können die Gesamtspielanforderung bei so engen Toleranzen erfüllen.
- 0,0025 mm und darunter: Wird in Operations- und Luft- und Raumfahrtrobotern verwendet. Diese Sorte wird von KANOU Precision und Owens Industries dominiert, obwohl sie den höchsten Stückpreis verlangen und die längste Lieferzeit bieten.
- 0,025–0,13 mm: Die Standardtoleranzen von Xometry und Protolabs können die Anforderungen der gemeinsamen Kernlagerposition nicht erfüllen und es müssen zusätzliche Upgrade-Gebühren gezahlt werden. Der endgültige Gesamtpreis kann über dem der professionellen Anbieter liegen.
Die ISO-Norm 9283:1998 definiert die Leistung von Industrierobotern ganz klar: Das Spiel eines Gelenks sollte 20 % der Wiederholgenauigkeit bei Nennlast nicht überschreiten.
Um dieser Norm zu entsprechen, erzwingen wir bei unseren gemeinsamen Roboterprojekten eine Massenproduktionstoleranz von 0,005 mm und bieten alle 5 Teile eine automatische Online-Messtasterkompensation von Renishaw. Aus diesem Grund können JS Precision, KANOU und Owens aus der obigen Tabelle einen CPK von 1,33 erreichen.
Eine Toleranz von 0,005 mm mag geringfügig erscheinen, wenn es sich jedoch um ein Gelenkspiel handelt, würde dies als Präzisionsverlust angesehen werden, der dem Händeschütteln gleichkäme. Bevor Sie sich an einen Lieferanten wenden, fragen Sie sich: Wie viel Spiel verträgt Ihr Gelenk?
Laden Sie die Lieferanten-Screening-Matrix für Robot Joint CNC Turning herunter, die Vergleiche von 10 Lieferanten, Empfehlungen zur Materialauswahl und eine Logik zur Toleranz-Spiel-Konvertierung enthält.
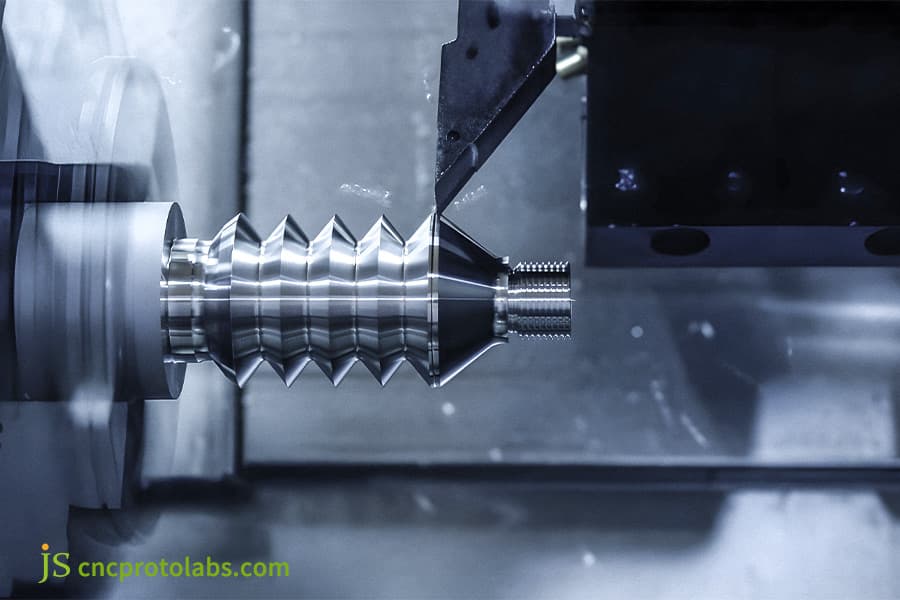
Abbildung 1: Präzises CNC-Drehen einer Robotergelenkkomponente mit engen Toleranzen.
Welche Materialien eignen sich am besten für Robotergelenkkomponenten – und welche CNC-Drehanbieter handhaben sie am besten?
Das gewählte Material der Komponenten an den Verbindungsstellen bestimmt hauptsächlich deren Gewicht, Festigkeit und Haltbarkeit. Unter diesen bietet 7075-T6 die beste Kombination aus Stärke und Leichtigkeit. Ti-6Al-4V wird bei der Herstellung von Hochleistungswellen verwendet, während 17-4PH für die Herstellung starker Befestigungselemente reserviert ist. Die Möglichkeiten zur Materialbearbeitung zwischenCNC-Drehdienstleistern können sehr unterschiedlich sein.
Häufig verwendete Materialien für Robotergelenke werden mit Lieferanten abgestimmt
|
Material |
Typische Anwendung |
Schnittgeschwindigkeit |
Bearbeitungsschwierigkeiten |
Am besten passende Anbieter |
|---|---|---|---|---|
|
7075-T6 |
Gelenkgehäuse, Lagersitz |
200-300 m/min |
Mittel (Restspannungsverzug) |
JS Precision, WayKen, RapidDirect |
|
Ti-6Al-4V |
Tragende Welle, Gelenk des chirurgischen Roboters |
40-60 m/min |
Hoch (20 % der Al-Geschwindigkeit) |
JS Precision, KANOU, Owens |
|
17-4PH H900 |
Hochfester Schaft, Befestigungselement |
60-100 m/min |
Hoch (HRC 44 nach HT) |
Jabil, Xometry (Volumen), JS Precision |
|
6061-T6 |
Nicht ladende Shell |
300-400 m/min |
Niedrig |
Alle Anbieter |
|
PEEK |
Leichte Isolierung |
150-200 m/min |
Mittel-Hoch |
WayKen, medizinische Fachgeschäfte |
Verarbeitungsdetails und Lieferantenunterschiede
- Ti-6Al-4V:
Die Schnittgeschwindigkeit beträgt bei diesem Material nur zwanzig Prozent der von Aluminium, daher ist eine Kühlung bei Drücken von mehr als 70 bar erforderlich. KANOU Precision und Owens Industries sind wichtige Lieferanten von medizinischen Teilen aus Titanlegierung und neigen dazu, pro Stück höhere Preise zu erzielen.
Bei automatisierten CNC-Drehroboter-Gelenkgehäusen ist das Prozessparameterpaket für Titanlegierungen von JS Precision ein Fall, bei dem die Werkzeugstandzeit in Titanlegierungssituationen um bis zu 30 % erhöht werden kann (dies basiert auf den Messdaten).
- 7075-T6:
Bearbeitungsbedingte Eigenspannungen führen zu Verformungen in dünnwandigen Schalen. Durch getrennte Schrupp- und Schlichtbearbeitung konnte JS Precision diese Verformung von 0,02 mm auf unter 0,005 mm reduzieren.
- 17-4PH:
Nach der Wärmebehandlung wird eine Härte von HRC 44 erreicht, daher ist der Einsatz von CBN-Werkzeugen und Werkzeugmaschinen mit höherer Steifigkeit erforderlich. Sowohl Jabil als auch Xometry haben erhebliche Vorteile gegenüber der Konkurrenz, wenn es darum geht, große Mengen an 17-4PH-Teilen herzustellen.
Insgesamt können Sie den Schluss ziehen, dass Sie einen Materiallieferanten sorgfältig auswählen müssen und dass ein Versäumnis leicht zu einem Werkzeugausfall oder einer Lieferverzögerung führen kann, die auf unbestimmte Zeit andauert.
Wie unterscheidet sich der kundenspezifische CNC-Drehservice für Harmonic-Drive-Gehäuse vom Standardwellendrehen?
Harmonische Antriebsgehäuse müssen gleichzeitig die Rundheit der Innenbohrung, die Koaxialität und den Rundlauf der Stirnfläche gewährleisten, wobei die Abmessungen größer sind als bei Standardprüfungen von Wellenteilen. Eine Standard-Werkzeugmaschine und Standard-Inspektionstechniken reichen für diese Aufgabe nicht aus. Ein dedizierter kundenspezifischer CNC-Drehservice benötigt einen höheren Maschinenpark, um mit der Gehäusesituation bei harmonischen Antrieben fertig zu werden.
Vergleich der Inspektionsanforderungen für Standardwellen- und Harmonic-Drive-Gehäuse
|
Inspektionsdimension |
Standardschaft |
Harmonic Drive-Gehäuse |
|---|---|---|
|
Toleranz des Außendurchmessers |
±0,01-0,05 mm |
±0,005 mm |
|
Länge / Planlauf |
±0,02 mm |
±0,008 mm (Planschlag) |
|
Rundheit des inneren Lochs |
Nicht erforderlich |
≤0,003 mm |
|
Koaxialität (ID-zu-OD) |
Nicht erforderlich |
≤0,005 mm |
|
Oberflächenrauheit |
Ra ≤ 1,6 μm |
Ra ≤ 0,8 μm |
Die Präzisionsanforderungen für harmonische Gehäuse sind sechs- bis zehnmal höher als bei Standardwellen. Daher ist es für den Wellenhersteller nicht möglich, direkt der Hersteller von Harmonic-Gehäusen zu sein.
Drei große technische Probleme harmonischer Gehäuse
- Sekundärer Positionierungsfehler (Nachspannen): JS Precision dreht Innen- und Außendurchmesser durch ein Bearbeitungszentrum mit der Y-Achse in einem Arbeitsgang, wodurch sekundäre Positionierungsfehler eliminiert werden. Die Empfehlung von Fictiv war dieselbe, die Kosten für das Vorrichtungsdesign waren separat.
- Dünnwandige Verformung (Wandstärke beträgt 2–3 mm): Durch die Verwendung eines Spreizfutters, das eine gleichmäßige Verteilung der Spannkraft gewährleistet, ist JS Precision in der Lage, eine Rundheit des Werkstücks innerhalb von +/- 0,003 mm aufrechtzuerhalten.
- Messen der Rundheit und Koaxialität des Innenlochs: Hierfür ist ein spezieller Rundheitstester erforderlich. Das Testverfahren von Xometry und Protocolabs liefert keine Standardinformationen zu Rundheit und Koaxialität, der Rundheitsbericht wird jedoch von JS Precision, KANOU Precision und Owens Industries bereitgestellt.
In der ASME Y14.5-2018 Dimensionierungs- und Toleranznorm ist es sehr gut erklärt und angegeben: Rundheitstoleranzen, die auch als Zirkularität bezeichnet werden, müssen auf einem orthogonalen Abschnitt dargestellt werden, und die Messreferenz muss dies tun deutlich gekennzeichnet sein.
Wir haben eine kleine Änderung vorgenommen und dieser Anforderung der geometrischen Toleranzmessreferenz eine weitere Ebene der Konformität hinzugefügt, indem wir die innere Lochrundheit an zwei Punkten 5 mm und 20 mm von der Stirnseite des Teils entfernt gemessen haben. Danach haben wir den höchsten Wert ausgewählt, da das Akzeptanzproblem auftreten könnte, wenn der Messort nicht explizit markiert ist. Aus diesem Grund können nur JS Precision, KANOU Precision und Owens Industries Rundheitsberichte erstellen Spezifikation.
Einige führende CNC-Drehunternehmen sind nicht in der Lage, harmonische Gehäuse herzustellen – Stellen Sie ihnen einfach diese drei Fragen:
- Sind sie mit einer Fräs-Drehmaschine ausgestattet?
- Gibt es einen Rundheitstester?
- Werden sie auch einen Rundheitsbericht bereitstellen?
Nur wenn alle Fragen mit JA beantwortet werden, wird empfohlen, fortzufahren.

Abbildung 2: CNC-Drehmaschine zur Bearbeitung einer kundenspezifischen Harmonic-Drive-Gehäusekomponente.
Was sind die versteckten Kosten in Angeboten für CNC-Drehservices für Roboterkomponenten?
Die hier aufgeführten Einheitspreise weichen von der zu leistenden Gesamtzahlung ab. Zusätzliche Gebühren wie Materialzertifizierungen, komplette Berichtspakete, nicht standardmäßige Gewindestärken und Gebühren für Eilbestellungen können die Gesamtkosten um mehr als 30 % erhöhen! Insgesamt müssen sechs Gebühren vor der Bestätigung im Drehservice für Roboterkomponenten Anfragephase.
Liste der 6 versteckten Kosten
|
Versteckter Kostenposten |
Typischer Betrag |
Üblicherweise abgerechnet von |
|---|---|---|
|
Materialzertifikat eines Drittanbieters (AMS/ASME) |
150–250 $/Charge |
Alle (außer Premium-Stufe inklusive) |
|
FAI-Vollbildbericht |
200–500 $/Bericht |
Xometry, Protolabs, Fictiv berechnen einen Aufpreis |
|
Nicht standardmäßige Gewindelehre nach Maß |
100–300 $/Messgerät |
Alle (projektspezifisch) |
|
Eilgebühr (innerhalb der Standardvorlaufzeit 50 %) |
+30 % bis +50 % |
Alle |
|
Kleinmengenzuschlag (<50 Stück) |
+20 % bis +100 %/Stk |
Plattformtypanbieter |
|
Spezielle Verpackung (Schock/konstante Temperatur) |
50–200 $/Karton |
Alle (Projekte exportieren) |
Welche dieser Anbieter bieten Routinetests als Teil ihrer Grunddienstleistungen an?
- JS Precision: FAI-Bericht, Materialzertifizierungen und Maßbericht sind alle in den Grundleistungen enthalten, für die spezielle Erkennung von Mängeln wird ein Aufpreis erhoben (z. B. Röntgen, fluoreszierendes Eindringmittel).
- WayKen: Ein regulärer Satz Dimensionsberichte ist kostenlos. FAI-Berichte erfordern einen Aufpreis.
- KANOU Precision / Owens Industries: FAI-Berichte und zertifizierte Materialien gehören zur Standardausstattung.
- Xometry / Protolabs / Fictiv: FAI-Berichte kosten normalerweise 200–500 US-Dollar. Wenn nicht standardmäßige Gewindelehren verwendet werden, werden diese separat zur Rechnung hinzugefügt.
- Jabil: Gibt Ihnen nur ein Angebot für Großbestellungen, bei wenigen Mengen ist es teuer.
Die Einbeziehung des FAI-Berichts in das Angebot durch CNC-Drehdienstleister kann als der Hauptunterschied zwischen professionellen Lieferanten und Lieferanten, die über eine Plattform agieren angesehen werden. Gehen Sie im Zweifelsfall auf Nummer sicher und verlangen Sie den vollen Preis einschließlich aller Artikel (Materialverarbeitung, Prüfberichte, Verpackung und Versand), damit Ihnen später keine zusätzlichen Kosten auffallen.
Laden Sie die Checkliste für versteckte Kosten beim CNC-Drehen von Robotergelenken herunter und überprüfen Sie jeden Artikel, wenn Sie eine Anfrage stellen, um ein Szenario mit einem niedrigen Anfangspreis und einem anschließenden hohen Endpreis zu vermeiden.
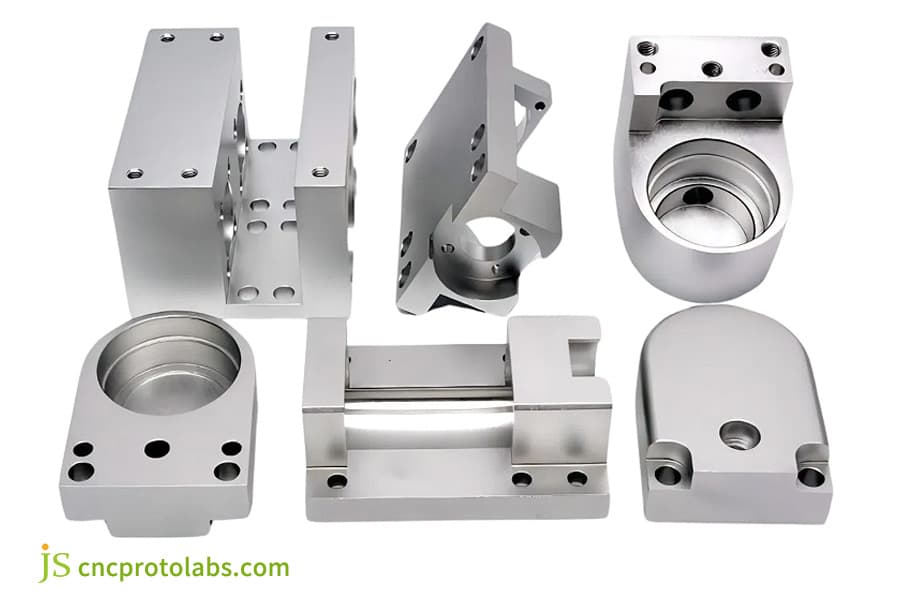
Abbildung 3: CNC-gedrehte Robotergelenkkomponenten aus Aluminium mit verschiedenen Löchern.
Wie überprüft man die Leistungsfähigkeit eines CNC-Drehlieferanten, bevor man eine Bestellung aufgibt?
Sie können die tatsächlichen Fähigkeiten eines Lieferanten nicht einfach dadurch bestätigen, dass Sie seine Behauptungen auf der offiziellen Website lesen. Insgesamt sind vier Kontrollen erforderlich: Ausrüstungsliste, Testgerät, Probeschnitt und ein Video von der Baustelle. Konzentrieren Sie sich besonders auf das Online-Messsystem und die Temperaturregelungsfunktionen.
Vier-Schritte-Verifizierungsmethode
- Überprüfung der Ausrüstungsliste:
Sie müssen den Typ und die Anzahl der Maschinen kennen, einschließlich CNC-Drehmaschinen, deren Mindestauflösung, die Marke und sogar die Anzahl. Die Online-Messung und das automatische Werkzeugkompensationssystem von Renishaw sind eine Funktion, die man unbedingt überprüfen muss. JS Precision verfügt über mehrere Citizen- und Tsugami-Schweizer Drehmaschinen und Y-Achsen-Fräs-/Drehzentren, die mit diesen Funktionen ausgestattet sind.
- Verifizierung der Inspektionsausrüstung:
Es ist erforderlich, eine Liste der KMG-Marken (Zeiss/Constitutoyo), Rundheitsmessgeräte, Rauheitsmessgeräte, Projektoren und aktuelle Kalibrierungszertifikate vorzulegen. Der entscheidende Punkt ist, ob der Prüfraum temperaturgeregelt ist (20 ± 1 °C). KANOU Precision verfügt über ein Zeiss-KMG und einen Testraum mit konstanter Temperatur. Owens Industries ist ein Teststandard für medizinische Zwecke.
- Probenschnitt:
Zeichnungen mit der Angabe von 3-5 entscheidenden Maßen sind dem Lieferanten zuzusenden und er hat Prüfdaten ohne Änderungen zur Verfügung zu stellen. Eine Abweichung in einer oder mehreren entscheidenden Dimensionen der Probe vom Standard ist ein inakzeptables Kriterium. Sowohl JS Precision als auch WayKen ermöglichen einen kostenlosen Probeschnitt. Nur Xometry, Protocolabs und Fictiv berechnen den Service des Probenschneidens.
- Verifizierung durch Video vor Ort:
Das gesamte Werkstück des Werkzeugmaschinenbedieners während der Bearbeitung sowie Messungen müssen in einem Video ohne Bearbeitung angezeigt werden.
Bei der Lieferantenüberprüfung für hochpräzise CNC-Drehteile müssen die vier oben genannten Schritte durchgeführt werden, um Vertrauen zu haben. Top-CNC-Drehunternehmen stimmen im Allgemeinen zu, die ersten drei Schritte durchzuführen. Seien Sie wachsam gegenüber den Lieferanten, die sich weigern, eine Videoüberprüfung bereitzustellen.
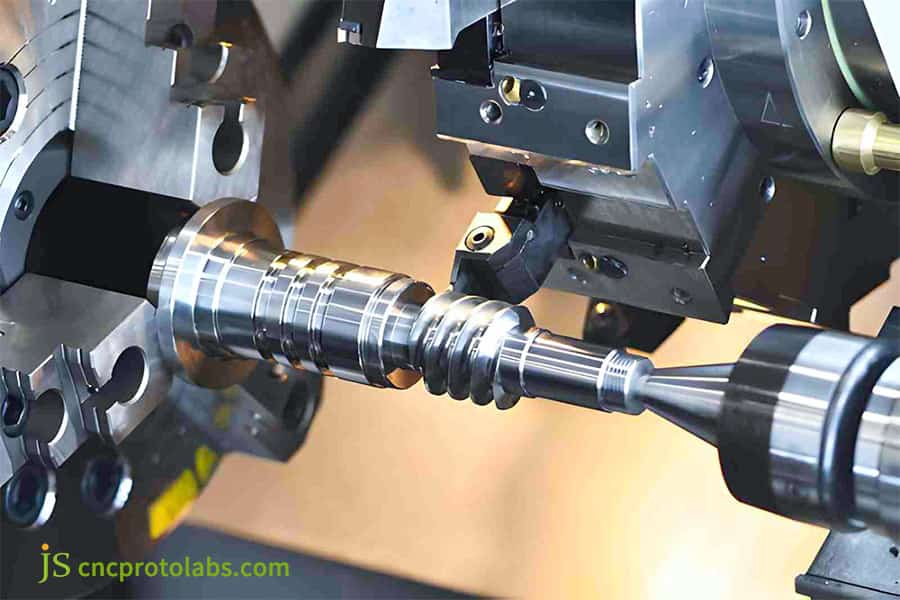
Abbildung 4: CNC-Drehmaschine mit fertiger Schraubenkomponente und Schneidwerkzeug.
Welcher CNC-Drehdienstleister bietet das beste Preis-Leistungs-Verhältnis für 100–2.000 Stück Robotergelenkgehäuse?
Wenn Ihre Robotergelenkgehäuseanwendung ein mittleres Volumen hat, sagen wir 100 bis 2.000 Teile, muss wirklich ein Kompromiss zwischen Kosten, Genauigkeit und Lieferzeit gefunden werden. Nachfolgend finden Sie einen vollständig ausgearbeiteten Kostenvergleich von 500 Stück 7075-Gelenkgehäuse (Außendurchmesser 80 mm × 50 mm, Wandstärke 3 mm, Innenlochtoleranz ± 0,005 mm, einschließlich FAI-Bericht).
Kostenvergleich von 500 7075 Gelenkschalen (USD)
|
Anbieter |
Stückpreis |
Vorlaufzeit |
Versand |
Erkennungsgebühr |
Gesamt (500 Stück) |
Wertbewertung |
|---|---|---|---|---|---|---|
|
JS-Präzision |
45 $ |
5–7 Tage |
Luft inkl. Steuer |
Inklusive |
22.900 $ |
9.2 |
|
WayKen |
48 $ |
3-5 Tage |
Flug + 150 $ |
FAI +300 $ |
24.750 $ |
8,8 |
|
RapidDirect |
43 $ |
15 Tage Meer |
Meer +80 $ |
Inklusive |
24.350 $ |
8,5 |
|
3ERP |
52 $ |
3–7 Tage |
Flug + 200 $ |
FAI +400 $ |
28.200 $ |
7,6 |
|
KANOU Präzision |
68 $ |
5–10 Tage |
Flug + 250 $ |
Inklusive |
35.400 $ |
6,8 |
|
Xometrie |
82 $ |
3–10 Tage |
Intl. +300 $ |
FAI +400 $ |
42.850 $ |
5.4 |
|
Protolabs |
92 $ |
1-3 Tage |
Intl. +300 $ |
FAI +500 $ |
47.900 $ |
4,8 |
|
Fiktiv |
76 $ |
5–12 Tage |
Intl. +250 $ |
FAI +400 $ |
39.500 $ |
5,9 |
|
Owens Industries |
115 $ |
7–14 Tage |
Intl. +400 $ |
Inklusive |
60.000 $ |
4.2 |
Entscheidungsmatrix
- Priorität beim Budget: RapidDirect oder JS Precision.
- Lieferpriorität: Protolabs (1–3 Werktage) oder JS Precision Air Cargo (7 Tage Tür-zu-Tür).
- Priorität auf Präzision: KANOU Precision oder Owens Industries.
- Gesamtbalance: JS Precision.
JS Precision hat die höchste umfassende Kosteneffizienzbewertung für mittelgroße Serienprojekte mit CNC-Drehen von Robotergelenkkomponenten. Die Leistungsdifferenzierung von CNC-Drehdienstleistern im mittleren Losgrößenbereich ist offensichtlich, und JS Precision legt den größten Druck auf Genauigkeit, Lieferzeit und Kosten. Kurz gesagt: Ihre JS Precision-Fertigungsanlage mit einer Kapazität von 100–2.000 Stück wird Ihnen den besten Gesamtwert bieten.
Fallstudie: Wie JS Precision einen Drehfehler im Kniegelenk eines humanoiden Roboters löste – mit Daten und gewonnenen Erkenntnissen
Ein europäischer Kunde eines humanoiden Roboters stieß auf ein Problem: Ein Verklemmen des Kniegelenklagergehäuses aus Titanlegierung nach der Verarbeitung durch den ersten Lieferanten führte zu einer Ausschussrate von 12 %. Bei der Inspektion wurde eine Innenbohrungskonizität von 0,015 mm aufgrund von nicht kompensiertem Werkzeugverschleiß festgestellt. Wir glauben, dass unsere Erfahrung im Fall des Kniegelenklagergehäuses eines europäischen humanoiden Roboters beweist, dass das Problem keineswegs auf den Fehler der Werkzeugmaschine zurückzuführen ist, sondern mit dem Herstellungsprozess zusammenhängt.
Hintergrund des Falles:
Bei dem herzustellenden Teil handelte es sich um ein Kniegelenk-Hauptlagergehäuse aus Ti-6Al-4V. Die Hauptanforderungen waren eine Innenbohrung von 35 mit einer Toleranz von 0,005 mm, einer Tiefe von 40 mm und einer Oberflächenrauheit Ra≤0,8 μm. Der erste Lieferant war eine lokale europäische CNC-Dreherei. Von der Charge der ersten 100 Teile kam es bei 12 zu einem Zusammenbau. Wir haben die Konizität der Innenbohrung gemessen: Am Einlass betrug sie 0,008 mm, am Boden 0,023 mm und die Toleranz wurde um 0,015 mm überschritten.
Ursachenanalyse
- Der Lieferant verwendete ursprünglich Standard-Hartmetallwerkzeuge anstelle von PKD/CBN-Werkzeugen.
- Es gab kein online funktionierendes Werkzeugverschleißkompensationssystem, nachdem die Maschine 30 Teile bearbeitet hatte, begann ihre Genauigkeit zu schwanken.
- Ein schlechter Schneidflüssigkeitsdruck (nur 20 bar) führte dazu, dass sich Titanlegierungsspäne an der Schnittstelle zwischen Werkstück und Werkzeug ansammelten und der Werkzeugverschleiß beschleunigt wurde.
JS Precision hat 5 Lösungsstufen vorgeschlagen
- Werkzeugaustausch: PKD-Werkzeuge (diamantpolykristallin) wurden von JS Precision anstelle der normalen Hartmetallwerkzeuge des Lieferanten verwendet, was die Werkzeugstandzeit von 30 auf 200 Stück verlängerte.
- Hochdruckkühlmittel: Der Schneidflüssigkeitsdruck wurde von 20 auf 70 bar erhöht, wobei das Kühlmittel kontinuierlich auf die Werkzeugspitze aufgetragen wird, wodurch die Spanentfernung erleichtert und die thermische Verformung um bis zu 50 % reduziert wird.
- Werkzeugverschleißkompensation auf der Maschine: Renishaw-Messtaster messen automatisch den Werkzeugverschleiß und kompensieren alle 5 Teile, wodurch die Maßabweichung von 0,015 mm auf 0,003 mm reduziert wird.
- Prozess zum Spannungsabbau: Nach dem Schruppen mit einem Aufmaß von 0,3 mm warteten wir zwei Stunden auf natürliches Altern, bevor wir das Teildrehen als zusätzlichen Schritt zum Spannungsabbau und zur Beseitigung der Konizität abschlossen.
- Vollständige Inspektion: Mitutoyo CMM-Vollinspektion + Rundheitsmessgerät-Stichprobeninspektion, begleitet von tatsächlichen Messdaten pro Teil.
Fehler und gewonnene Erkenntnisse (drei Iterationen einer Maschinenkomponente)
- Erster Versuch: Immer noch eine Verjüngung von 0,006 mm aufgrund der übermäßigen anfänglichen Schruppzugabe (0,5 mm), die zu einer thermischen Spannungskonzentration geführt hat.
- 2. Durchgang: Die Schruppzugabe wurde auf 0,3 mm reduziert, die natürliche Alterungszeit wurde um 2 Stunden verlängert und die Konizität wurde auf 0,003 mm verbessert.
- 3. Lauf: Die Schnittparameter wurden angepasst (Geschwindigkeit 800→1200 U/min, Vorschub 0,08→0,05 mm/U). Oberflächenrauheit bei Ra 0,6 μm.
Endergebnisse:
- Konizität: 0,003 mm (Ziel 0,005 mm)
- Oberflächenrauheit: Ra 0,6 μm (Ziel 0,8 μm)
- Cpk: 1,52 (Ziel ≥1,33)
- Keine fehlerhaften Einheiten unter den ersten 200 produzierten Teilen, der Kunde geht ohne weitere Änderungen zur Massenproduktion über.
- Lieferzeit: 12 Arbeitstage (einschließlich Rohstoffeinkauf, Qualitätskontrolle des Herstellungsprodukts und Expressfracht).
- Meinung des Kunden: Sie stellten fest, dass die Baugruppe das Drehmoment um 20 % reduzierte.
Die Stärke eines kundenspezifischen CNC-Drehservices liegt nicht nur in der Fähigkeit, es auszuführen, sondern auch in der Fähigkeit, es auszuführen und zu verstehen, warum es fehlgeschlagen ist. Die Produktion der hochpräzisen CNC-Drehteile erfordert eine durchgängige Kontrolle von der Werkzeugauswahl über die Kühlmittelkompensation bis hin zur Prozesskontrolle.
Sind Sie auch auf Probleme mit der Verjüngung oder Verformung dünner Wände bei Titanlegierungen bei Ihren Robotergelenken gestoßen? Laden Sie Ihre Zeichnungen auf JS Precision hoch und erhalten Sie innerhalb von 24 Stunden eine kostenlose DFM-Analyse und Problemdiagnose, einschließlich Werkzeuglösungen und Toleranzempfehlungen.
Welche Inspektion und Qualitätsdokumentation sollten Sie von einem zuverlässigen Drehservice für Roboterkomponenten erwarten?
Jede qualifizierte Schlussfolgerung ohne die Bereitstellung von Daten ist wertlos. Die Sicherheit der Maschine in Bezug auf Robotergelenke hängt von der Vollständigkeit der Materialzertifikate und physikalischen Dimensionsberichte ab. Der Roboterteile-Drehservice erfordert die Übergabe von sechs Arten von Qualitätszertifikaten.
Sechs Liefergegenstände in Standardqualität:
- Materialzertifikat (MTC): Chemische Elemente (Prozentangaben) und mechanische Eigenschaften (Zugfestigkeit, Streckgrenze, Dehnung) werden aufgeführt.
- Vollständiger Dimensionsinspektionsbericht (FAI): Tatsächliche Messungen der in der Zeichnung gezeigten Abmessungen und die Zuordnung von Dimensionsklassen.
- CPK/PPK-Wertbericht: CPK/PPK-Werte, Kontrolldiagramme für Dimensionen unter strenger Kontrolle (ISO 22514-Serie).
- Wärmebehandlungskurve: Falls zutreffend, Temperaturzeit aufzeichnen (17-4PH usw.).
- Bericht zur Oberflächenrauheit: Ra/Rz-Werte mit Angabe der Messpunkte.
- Rundheits-/Zylindrizitätsbericht: Diagramm der Polarkoordinaten durch einen Rundheitstester. Eine Anforderung für harmonische Gehäuse.
Vergleich der Testfähigkeiten von Lieferanten
- JS Precision, KANOU Precision, Owens Industries nur Lieferanten, die standardmäßig eine vollständige Qualitätsdokumentation einschließlich eines Rundheitsberichts liefern.
- Im Gegensatz dazu können Xometry Protocollabs und Fictiv nur grundlegende COCs (Konformitätszertifikate) bereitstellen. Detaillierte Berichte sind gesondert zu verrechnen. Rundheitstests sind nicht enthalten.
- Wichtige Erkenntnis: Wenn es keinen Rundheitsbericht für Gelenkgehäuse von CNC-Drehrobotern gibt, hat jede qualifizierte Schlussfolgerung keinen Referenzwert – eine Rundheitsabweichung von 0,003 mm ist im KMG-Außenbereich nicht erkennbar Durchmesserprüfung, aber die Installation klemmt.
Warum sollten Sie JS Precision als Ihren maßgeschneiderten CNC-Drehservice-Partner für Robotergelenke wählen?
JS Precision zeichnet sich im Vergleich zu plattformbasierten oder ultrapräzisen Anbietern aus, wenn Projekte kollaborative technische Arbeit, flexible Fristen und transparente Kosten erfordern. Die folgenden Gründe sind die entscheidenden Faktoren, warum sich Einkaufsleiter für JS Precision entscheiden.
JS-Präzision im Vergleich zum Vergleich von vier Kategorien von Wettbewerbern
|
Abmessung |
JS-Präzision |
Xometry/Protolabs/Fictiv |
Jabil |
Owens/KANOU |
|---|---|---|---|---|
|
Servicemodell |
Engineering-geleitet, direkt |
Plattform-Algorithmus-Übereinstimmung |
Großserien-OEM |
Ultrapräzisions-Boutique |
|
Roboterexp. |
5 Jahre, über 300 gemeinsame SKUs |
Allgemein |
Automotive im Großformat |
Schwerpunkt Medizin/Luftfahrt |
|
Toleranz |
±0,005 mm (stabil) |
±0,025–0,13 mm (Standard) |
±0,013 mm |
±0,001-0,0025 mm |
|
FAI-Bericht |
Inklusive |
Zusätzliche 200–500 $ |
Nur Batch |
Inklusive |
|
Eng. Unterstützung |
Prozessingenieur 1-zu-1 |
Nur automatisiertes DFM |
Eigene PM |
Ingenieur (Gebühr variiert) |
|
MOQ |
1 Stück |
1 Stück |
Über 10.000 Stück |
1 Stück |
|
Chargenflexibilität |
Prototyp → Masse glatt |
Prototyp gut, Masse über 3. |
Nur Masse |
Prototyp/Mittenfokus |
5 Gründe, sich für JS Precision zu entscheiden
- Branchenfokus: Erfahrung in der Arbeit mit der gesamten Branche und der Datenbank zu Prozessparametern und Fehlerarten an mehr als 300 Verbindungsteilen über 5 Jahre.
- Engineering-Zusammenarbeit: Prozessingenieure (keine Algorithmeningenieure) sind an Projektüberprüfungen beteiligt und alle komplexen Fragen werden in Telefonkonferenzen behandelt. Das DFM-Feedback erfolgt per E-Mail innerhalb von 24 Stunden.
- Transparente Preise: Der Basisservice umfasst FAI-Berichte, Materialzertifikate und Dimensionsberichte ohne Aufpreis. In den Angeboten sind alle damit verbundenen Kosten aufgeführt, einschließlich der Kosten für Materialverarbeitung, Prüfung, Verpackung und Versand.
- Chargenkonsistenz: Im Prototypenstadium kommen Massenproduktionsprozesse zum Einsatz (gleiche Werkzeuge, Vorrichtungen und Schnittparameter), die direkt im Batchstadium mit CPK≥1,33 verwendet werden.
- Kontrollierbare Lieferzeit: Standardmäßig 5–7 Tage, beschleunigt 3 Tage (30 % Aufpreis), Luftfracht inklusive Zölle bis zur Haustür. Nicht betroffen von Plattformplanung oder Kapazitätsschwankungen von Fabriken Dritter.
Entscheidungsempfehlungen:
- JS Precision ist eine kostengünstige Option für nicht standardmäßige komplexe Schalen, Titanlegierungen und dünnwandige Strukturkomponenten.
- Ultrapräzisionsbedarf (± 0,001 mm-Niveau), gleichzeitig von KANOU Precision und Owens Industries bewertet, mit einem erwarteten Preis, der zwei- bis dreimal so hoch ist wie der von JS Precision.
- Die jährliche Nachfrage übersteigt 10.000 Stück. Bewerten Sie den Skalierbarkeitsplan von Jabil.
Laden Sie Ihre Gelenkkomponentenzeichnungen (2D-PDF- oder 3D-STEP-Format) auf JS Precision hoch und erhalten Sie innerhalb von 24 Stunden: eine kostenlose Herstellbarkeitsbewertung (einschließlich Toleranzvorschläge und Optimierungspunkte), ein transparentes und detailliertes Angebot (aufgeschlüsselte Kostenaufschlüsselung) und ähnliche Fallstudien zu Gelenkkomponenten. Lassen Sie Prozessingenieure direkt mit Ihnen zusammenarbeiten, nicht mithilfe von Algorithmen.
FAQs
F1: Wie hoch ist die Mindestbestellmenge (MOQ) für das kundenspezifische CNC-Drehen von Robotergelenken?
JS Precision hat keine MOQ-Beschränkung, es kann ein Stück als Muster oder eine kleine Charge und sogar eine sehr große Charge herstellen. Ab einer Anzahl von 50 werden die Programmier- und Vorrichtungskosten geteilt, sodass der Stückpreis sinkt. Mainstream-Plattformanbieter haben keine Mindestbestellmenge, aber die Preise für kleine Mengen sind hoch. Jabil nimmt nur Bestellungen großer Mengen (10.000 Stück oder mehr) entgegen.
F2: Wie lange dauert es normalerweise, ein CNC-Drehangebot für ein Roboterteil zu erhalten?
Wenn die Zeichnungen dem Standard entsprechen und die Toleranzen vollständig sind, kann innerhalb von 24 Stunden ein genaues Angebot eingeholt werden. Wir können Angebote auch innerhalb von 4 Stunden liefern. Die KI-Plattform ist in der Lage, ziemlich schnell eine Entwurfsversion des Angebots zu erstellen, aber wenn es sich um ein Roboterteil mit hoher Genauigkeit handelt, benötigt die manuelle Überprüfung zusätzliche 1 bis 2 Tage, um das endgültige gültige Angebot ohne Vorbehalte zu erstellen.
F3: Können Sie Titanlegierungen (Ti-6Al-4V) für chirurgische Roboterkomponenten drehen?
Wir sind in der Lage, Teile aus medizinischer Titanlegierung Ti-6Al-4V zu bearbeiten, die für Präzisionskomponenten von Operationsrobotern geeignet sind. Aufgrund der viel höheren Materialhärte werden Titanlegierungen generell nicht für die Bearbeitung und das Schneiden empfohlen. Es erfordert ein Hochleistungskühlsystem mit 70 bar und fortschrittliche Schneidinstrumente, sodass die Bearbeitungszeiten länger sind als bei Aluminium. Daher wird die Bearbeitung von Titan nur für Teile mit höchster Präzision empfohlen.
F4: Was ist die typische Lieferzeit für 100 Stück Gelenkgehäuse aus 7075-Aluminium?
100 Stück 7075-Aluminium-Gelenkgehäuse beträgt die Standardproduktionszeit 5–7 Werktage, einschließlich Rohstoffbeschaffung, Bearbeitung und Vollabmessungsprüfung. Wir können die Lieferung innerhalb von 3 Tagen beschleunigen, wobei nur eine Eilgebühr von 30 % erhoben wird. Lieferzeit und Präzisionsbearbeitungsqualität sind in einem angemessenen Verhältnis zueinander.
F5: Bieten Sie Feedback zum Design for Manufacturability (DFM) an?
Wir bieten allen Kunden einen absolut kostenlosen, professionellen DFM-Herstellungsprüfungsservice und empfehlen Lösungen für Toleranzen, Fasenstrukturen, Gewinde und andere Aspekte. Obwohl dies nur oberflächlich ist und für die Optimierung des Designs nicht hilfreich ist, unser Weg ist die manuelle Überprüfung durch erfahrene Ingenieure, die es uns ermöglicht, detaillierte, maßgeschneiderte Optimierungsvorschläge zu machen.
F6: Wie stellt JS Precision die Konsistenz vom Prototyp bis zur Massenproduktion sicher?
Unser Arbeitsprozess ist mit einer Massenproduktion auf einem höheren Niveau standardisiert. Die Werkzeuge, Vorrichtungen und Schnittparameter, die in der Modellphase des Probeschneidens verwendet wurden, sind genau die gleichen wie in der Massenproduktion. Alle Prozessdaten werden zur Wiederverwendung archiviert und für jede Charge wird ein CPK-Bericht erstellt, um eine hohe Maßgenauigkeit von der ersten Einheit bis zur Massenproduktion sicherzustellen.
F7: Wie viel kostet das Präzisions-CNC-Drehen eines Robotergelenkgehäuses normalerweise?
Der Stückpreis von Präzisionsgelenkschalen aus Aluminiumlegierung sinkt mit zunehmender Losgröße und die Wirtschaftlichkeit kleiner und mittlerer Losgrößen ist hervorragend. Der Preis für Teile aus Titanlegierung verdoppelt sich. Lokale europäische und amerikanische Lieferanten legen die Preise in der Regel zwei- bis dreimal höher fest. Unsere Preise sind transparent und es gibt keine versteckten Kosten. Durch Hochladen von Zeichnungen erhalten Sie schnell genaue Angebote.
F8: Was unterscheidet JS Precision von anderen CNC-Drehunternehmen für Robotik?
Wir engagieren uns seit vielen Jahren intensiv im Bereich der Präzisionsbearbeitung von Robotern und haben eine umfangreiche Datenbank über Gelenkteileprozesse aufgebaut. Durch den Einsatz individueller manueller Docking-Services mit Ingenieuren wird der Prototyp mit dem Massenproduktionsprozess synchronisiert, wodurch eine stabile Chargengenauigkeit gewährleistet und verschiedene Nachteile vermieden werden, wie z. B. die Anpassung des Plattformalgorithmus und hohe Mindestbestellmengen bei großen Fabriken.
Zusammenfassung
Die Lieferantenauswahl für CNC-Drehroboter-Gelenkgehäuse umfasst die Bewertung der Lieferanten anhand von vier Dimensionen: Fähigkeit zu Toleranzen, Materialkenntnisse, Testmethoden und Chargenkonsistenz. Für die meisten Roboter-Verbindungsprojekte (mittlerer Schwierigkeitsgrad, Produktionslauf zwischen 100 und 2.000 Stück) ist JS Precision in der Lage, eine gute Kompromisslösung zwischen technischem Fachwissen, Grad der Individualisierung und Kostenkontrolle bereitzustellen.
Senden Sie Ihre Gelenkkomponentenzeichnungen als 2D-PDF- oder 3D-STEP-Datei an unser Team und wir liefern Ihnen innerhalb eines Tages eine kostenlose Herstellbarkeitsbewertung, ein detailliertes und transparentes Angebot und zugehörige Fallreferenzen. Anstatt sich bei der Zuordnung auf einen Algorithmus zu verlassen, nimmt der Verarbeitungsingenieur direkt Kontakt zu Ihrem Projekt auf.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. Für JS Precision Services gibt es keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es liegt in der Verantwortung des Käufers, spezifische technische Anforderungen zu ermitteln und ein formelles Teileangebot anzufordern. Bitte kontaktieren Sie uns für weitere Informationen.
JS Precision Team
Maßgeschneiderte Fertigungslösungen. Mit über 15 Jahren Erfahrung in der Betreuung von mehr als 1.000 Kunden sind wir auf hochpräzise CNC-Bearbeitung, Blechbearbeitung, 3D-Druck, Spritzguss und Metallstanzen. Nachdem wir über 300.000 Präzisionsteile erfolgreich geliefert haben, können wir bei allen kundenspezifischen Projekten eine Pünktlichkeitsquote von 99,2 % gewährleisten.
Unsere Anlage ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir liefern schnelle, effiziente und qualitativ hochwertige Fertigungslösungen für B2B-Kunden in 150 Ländern. Ganz gleich, ob Sie Kleinserien-Prototyping oder groß angelegte Individualisierungen benötigen, wir unterstützen Ihr Projekt mit Vorlaufzeiten von nur 24 Stunden. Wählen Sie JS Precision für beispiellose Effizienz, Qualität und Professionalität.
Um mehr zu erfahren oder Ihre Angebotsanfrage einzureichen, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

