

자동차 사출 성형은 자동차 부품 부품 대량 생산에 있어 매우 중요한 공정입니다. 이 프로세스의 성공을 보장하기 위해 기업은 지속적인 생산을 달성하기 위해 배치 간 안정성 문제를 해결해야 합니다.
섀시 브래킷 및 배터리 프레임과 같은 구조적 구성요소에는 매우 정확한 치수 공차가 필요할 뿐만 아니라 일관된 기계적 성능도 필요합니다.
게다가 일반 사출 성형 공장에서는 수축률 변동으로 인해 조립 실패 및 심지어 안전 위험에 직면할 수도 있습니다.
또한 IATF 16949 인증을 받지 않은 공급업체는 Tier 1 공급업체나 OEM에 직접 공급할 수 없습니다. 게다가 이러한 프로젝트는 2차 감사를 받게 되며 반드시 수정되어야 합니다.
이 기사에서는 공급업체가 실제로 대량 생산을 통해 사출 성형 자동차 구조 부품을 생산할 능력이 있는지 확인하는 방법을 살펴보겠습니다. 토론은 공급업체를 선택할 때 흔히 발생하는 함정을 방지할 수 있도록 사출 성형의 핵심 기술에만 기반을 둘 것입니다.
핵심 답변 개요
|
주요 치수
|
핵심 요구사항/표준
|
기술 지표
|
고객 혜택
|
일반적인 문제점
|
|---|---|---|---|---|
|
품질 시스템
|
인증 - IATF 16949
|
Cpk 1.33
|
1차 공급업체 및 OEM은 2차 감사를 피하고 직접 연결할 수 있습니다.
|
인증이 적거나 없으면 프로젝트가 지연되고 수정 비용이 증가합니다.
|
|
수축 제어
|
3단계 압력 유지 + 금형 캐비티 압력 센서
|
수축률 < 0.3%
|
구조적 구성요소는 피로를 더 잘 견디므로 실패 위험이 줄어듭니다.
|
수축으로 인해 균열이 발생하여 구조적 안전성이 저하됩니다.
|
|
긴 유리 섬유 유지력
|
낮은 압축비 나사(< 2.0:1) + 낮은 배압
|
섬유 유지 길이 > 6mm(70% 비율)
|
재료 강화 효과를 유지하고 구조적 강도를 높입니다.
|
섬유 파손은 인장 및 충격 인성에 부정적인 영향을 미칩니다.
|
|
내부 결함 감지
|
초음파 공명법 / X선 CT
|
0.2mm 이상의 다공성 감지
|
결함이 있는 제품이 시장에 출시되는 것을 방지하고 리콜 가능성을 낮춥니다.
|
미세 균열은 육안으로 보이지 않으며 동적 하중 하에서 파손되기 쉽습니다.
|
|
금형 냉각
|
3D 프린팅된 형상 적응형 냉각 채널
|
사이클 시간 25% 단축, 변형율 < 0.5%
|
단가 절감, 생산 안정성 향상.
|
불균일한 냉각은 휘어짐과 높은 불량률 로 이어집니다.
|
주요 사항:
- 구조 부품 공급업체는 IATF 16949 인증을 받기 위한 최소 요구 사항을 충족해야 합니다. 이 인증이 없으면 공급업체는 Tier 1 공급업체나 OEM에 직접 제품을 제공할 수 없습니다.
- 구조적 부품 결함을 수정하려면 공정 매개변수(3단계 보압, 가변 성형 온도, 저전단 스크류)의 폐쇄 루프 모니터링과 온라인 비파괴 검사(초음파/CT)가 수반되는 포괄적인 솔루션이 필요합니다.
- 형응형 냉각 금형의 초기 비용은 15%-20% 더 높지만전체 수명주기를 고려하면 총 지출은 더 낮습니다. 다르게 말하면, 현재 지출을 조금 더 늘리면 미래에 더 큰 비용 절감이 가능합니다.
자동차 사출 성형에 JS Precision을 선택하는 이유는 무엇입니까? 구조 부품 제조에 대한 전문성
자동차 사출 성형 공급업체를 선택할 때 가장 중요한 점은 기술 우위를 어떻게 대량 생산 보장 및 비용 절감으로 전환할 수 있는지 살펴보는 것입니다. 이는 20년의 업계 경험을 보유한 JS Precision이 지속적으로 귀하를 위해 수행하고 있는 일입니다.
ISO 9001:2015 및 IATF 16949 표준을 준수하는 공장 인증을 받은 JS Precision은 전 세계적으로 300,000개 이상의 정밀 부품을 제조하여 1,000개 이상의 고객(자동차 Tier 1 공급업체 및 잘 알려진 OEM 포함) 고객에게 직접 배송했습니다.
우리의 지식과 실제 경험은 매우 포괄적이어서 귀하의 모든 자동차 사출 성형 요구 사항을 정확하게 충족할 수 있습니다.
JS Precision과의 파트너십을 통해 IATF 16949:2016 국제 자동차 산업 핵심 품질 표준을 준수하는 당사의 윤리를 활용할 수 있습니다.
이를 통해 금형 설계부터 대량 생산 납품까지 완전한 추적이 가능해 품질 관리 허점이 완전히 근절됩니다.
JS Precision은 자동차 구조 부품 생산에 정말 능숙합니다. DFM 분석부터 대량 생산까지 완벽한 솔루션을 제공할 수 있습니다.
예를 들어 신에너지 자동차 회사와 같이 배터리 케이스용 대들보의 수축률을 줄이려는 경우 JS Precision은 수축 문제를 완전히 해결하여 PPAP 감사 성공 가능성을 크게 높이고 프로젝트 지연을 방지하여 5.2%에서 0.27%로 도움을 드릴 수 있습니다.
JS Precision을 사용하면 직접적으로 비용을 절감할 수 있습니다.
JS Precision 공장과 600개 이상의 인증 공급업체 자원을 활용하여 즉시 30%의 가격 할인을 받으실 수 있습니다. 할인에는 99.2%의 정시 배송률이 보장되어 공급 지연으로 인한 생산 일정 차질을 방지합니다.
또한 당사 엔지니어들은 귀하가 직면할 수 있는 사출 성형 문제에 대해 즉시 도움을 드릴 준비가 되어 있습니다.
복잡한 구조 부품의 프로세스 최적화 또는 비용 관리를 원하는 경우 생산 효율성을 높이는 동시에 시행착오 비용을 크게 줄일 수 있는 솔루션을 제공할 수 있습니다.
<인용문>자동차 사출 성형의 배치 안정성과 비용 관리가 우려되는 경우 JS Precision 엔지니어에게 문의하여 유사한 구조 부품에 대한 무료 대량 생산 사례 연구 및 Cpk 데이터를 얻고 공급업체 적합성을 신속하게 평가하는 데 도움을 받으세요.
IATF 16949를 준수하는 자동차 사출 성형 공급업체가 구조 부품의 배치 안정성 문제를 근본적으로 해결할 수 있는 이유는 무엇입니까?
사출 성형 배치 안정성은 자동차 구조 부품의 안전성과 조립 합격률을 결정하는 데 큰 역할을 하며, IATF 16949 인증은 이를 보장하는 주요 요소입니다.
이 외에도 자동차 사출 성형 공정에는 일반 사출 성형 공장이 OEM 표준을 충족하는 것이 거의 불가능할 정도로 훨씬 높은 제어 표준이 필요합니다. 그러나 규정을 준수하는 공급업체는 시스템 수준에서 품질 변동이 발생하는 것을 방지할 수 있습니다.
Cpk 1.33의 필수 프로세스 기능 요구 사항
IATF 16949에 따르면 Cpk 1.33의 임계 치수가 필요합니다(수율 99.99% 이상).
자동차 구조 부품의 임계 치수 공차는 대부분 0.05mm입니다. 일반 사출 성형 공장에는 SPC 시스템이 없기 때문에 조립 실패를 쉽게 일으킬 수 있는 0.15mm의 수축 변동이 발생합니다.
간단히 말하면, 만드는 모든 부품이 자동차 조립 장소에 완벽하게 맞아야 하는 것과 같습니다.
따라서 SPC 시스템은 초정밀 '차원 관리자'와 매우 유사하지만 일반 사출 성형 공장에는 이 관리자가 없으므로 부품의 크기가 다르기 때문에 조립이나 사용에 적합하지 않을 가능성이 높습니다.
PFMEA 구동 매개변수 폐쇄 루프 제어
IATF 16949는 PFMEA의 사용과 실시간 SPC 모니터링에 모든 사출 성형 공정 매개변수의 통합을 강력히 요구합니다. 위험 평가는 2025년 개정 감사의 주요 초점입니다. 인증이 없고 금형 유지 관리 기록이 불완전한 공급업체는 OEM 감사에서 탈락하게 됩니다.
1차 공급업체 및 OEM에 직접 공급하기 위한 자격 기준
OAEM PPAP 감사에는 전체 FMEA, 제어 계획 및 MSA 보고서와 함께 중요한 차원 Cpk 1.33이 필요합니다. IATF 16949 인증이 부족한 공급업체는 Tier 1 감사를 통과할 수 없으며 이는 2차 감사를 받게 되어 고객의 지연을 초래할 위험이 있습니다.
<인용문>자동차 사출 성형 회사의 IATF 16949 규정 준수 여부를 신속하게 확인하려면 JS Precision에 문의하여 무료 "IATF 16949 공급업체 감사 체크리스트"를 요청하여 자격 위험을 효율적으로 식별하고 프로젝트 위험을 완화하세요.

그림 1: 도어 패널 및 대시보드 구성 요소를 포함한 자동차 사출 성형 부품 모음. 구조적 응용 분야의 생산 정밀도와 규모를 나타내는 다양한 수치 치수로 주석이 달렸습니다.
사출 성형 자동차 부품 생산 시 다단계 압력 유지를 사용하여 벽이 두꺼운 구조 부품의 수축 구멍을 제거하는 방법
벽이 두꺼운 사출 성형 자동차 부품(벽 두께 > 6mm)의 수축 공동은 업계 전반의 과제입니다. 이는 부품의 품질을 저하시킬 뿐만 아니라 경우에 따라안전 고려 사항이 포함될 수 있습니다.
그러나 잘 이해되고 있는 과학적인 3단계 압력 유지 프로세스를 사용하면 이 문제를 완전히 극복할 수 있습니다.
두꺼운 벽 구조 구성요소의 수축 공동의 원인과 결과
두꺼운 벽으로 둘러싸인 구조 구성 요소를 냉각하는 동안 외부의 응고된 껍질이 먼저 형성되고 내부는 용융 상태로 유지됩니다.
코어 수축에 대한 보상 메커니즘이 없으면 수축 공동이 나타납니다. 수축률을 제어하지 않으면 최대 3%~5%에 도달할 수 있으며 이는 결국 구조 부품의 피로 수명 감소로 이어집니다.
3단계 압력 유지 곡선 매개변수 설계(감소 증가 안정화)
- 압력 감소: 제품을 충전한 후 플래시를 방지하기 위해 압력을 충전 압력의 40%~50%로 낮추세요.
- 압력 증가: 게이트가 얼기 전에 압력을 80%~90%로 높이고 이 수준을 35초 동안 유지하여 수축을 보충합니다.
- 압력 안정화: 게이트가 얼 때까지 압력을 50%~60%로 유지합니다.
캐비티 압력 센서의 트리거 및 전환 메커니즘
캐비티 압력 센서(범위 0~2000bar, 중간 온도 0~400)는 금형의 중요한 위치에 배치됩니다. 압력이 재료 PVT 곡선의 변곡점에 도달하면 자동으로 전환되므로 인적 오류가 발생하지 않습니다.
Sinking Cavity 0.3% 이하 감소 검증
3단계 압력 유지와 금형 캐비티 압력 센서를 결합하면 성형 사이클을 연장하지 않고도 싱킹 캐비티 발생을 0.3% 미만으로 줄일 수 있습니다. 프로세스 개발이 가능한 유일한 공급업체는 특정 매개변수를 제공할 수 있는 공급업체입니다.
기본적으로 이것이 바로 벽이 두꺼운 사출 성형 자동차 부품의 '내부 공동'을 '패치 작업'하는 방법입니다. 넘침을 방지하기 위해 압력을 줄이고, 수축을 보충하기 위해 압력을 높이며, 성형을 위해 압력을 안정화합니다.
이 세 단계는 제품의 정확한 "내부 수리"와 마찬가지로 조화롭고 결함 없는 내부 구조로 이어지며 생산 일정과 품질이 모두 보장됩니다.

그림 2: 자동차 부품 제조 공정 제어에 중요한 호퍼, 스크류, 재료 흐름 방향을 보여주는 사출 성형기 내의 사출 압력 메커니즘을 보여주는 기술 다이어그램입니다.
구조 부품용 자동차 사출 성형 회사의 대량 생산 능력을 신속하게 판단하는 방법은 무엇입니까?
자동차 사출 성형 회사의 품질은 매우 다양합니다. 세 가지 주요 지표를 기반으로 공급업체를 신속하게 심사하려면 다음 지표의 우선순위를 지정해야 합니다.
지표 1: 금형 흐름 분석의 섬유 배향 예측 및 수축 보상
30% 이상의 유리 섬유 강화 폴리머로 제작된 품목은 이방성 수축이 나타나는 경향이 있습니다. 성형 흐름 분석 보고서에만X/Y/Z 방향의 수축 보상 값이 표시되면 공급업체가 치수 제어 능력을 갖고 있음이 분명합니다.
지표 2: 순차 밸브 핫 러너(SVG) 경험
강한 부품의 용접선은 응력을 받는 영역에 있는 경우가 많으며 용접선의 강도는 모재 강도의 60~80%에 불과합니다. 순차 밸브 핫 러너를 사용하면 이러한 웰드 라인을 응력이 없는 영역으로 재배치할 수 있습니다. SVG 경험이 없는 공급업체는 강도 요구 사항을 충족할 수 없습니다.
지표 3: 온라인 X-ray 또는 CT 검사 기능
산업용 CT는 1μm의 정확도를 제공하며 온라인 X-Ray는 >0.2mm의 다공성을 감지합니다. 둘 다 안전 구조 부품에 있어서 가장 중요합니다. 공급업체는 직접 검증을 위해 결함 통계와 함께 CPK 보고서를 제공해야 합니다.
|
공급업체 유형
|
광섬유 방향 보상
|
SVG 경험
|
온라인 검사 기능
|
CPK 보고서
|
대량 생산 호환성
|
|---|---|---|---|---|---|
|
고품질 공급업체(예: JS Precision)
|
X/Y/Z 3축 보정 값을 제공합니다.
|
10개 이상의 자동차 구조 부품 SVG 사례 연구
|
온라인 CT/X-Ray 장착, 감지 정확도 0.2mm.
|
지난 6개월에 대한 전체 보고서를 제공합니다.
|
OEM과 직접 연결, 안정적인 양산.
|
|
일반 공급업체
|
기본 채우기 분석만 제공합니다.
|
간단한 SVG 애플리케이션만 있고 자동차 사례 연구는 없습니다.
|
오프라인 검사, 감지 정확도 0.5mm.
|
단일 배치 보고서만 제공합니다.
|
소규모 시험 생산에 적합하며 대량 배치 시 문제가 발생하기 쉽습니다.
|
|
자격을 갖추지 못한 공급업체
|
섬유 배향 분석이 없습니다.
|
SVG 경험이 없습니다.
|
육안 검사만 가능하며 비파괴 검사 장비는 없습니다.
|
CPK 보고서를 제공할 수 없습니다.
|
구조 부품 대량 생산 능력이 부족합니다.
|
자동차 사출 성형 회사의 대량 생산 능력을 신속하게 평가하려면 JS Precision에 문의하세요. 우리는 엔지니어가 일대일 공급업체 자격 검토를 수행하고 무료 평가 보고서를 제공하도록 주선할 것입니다.
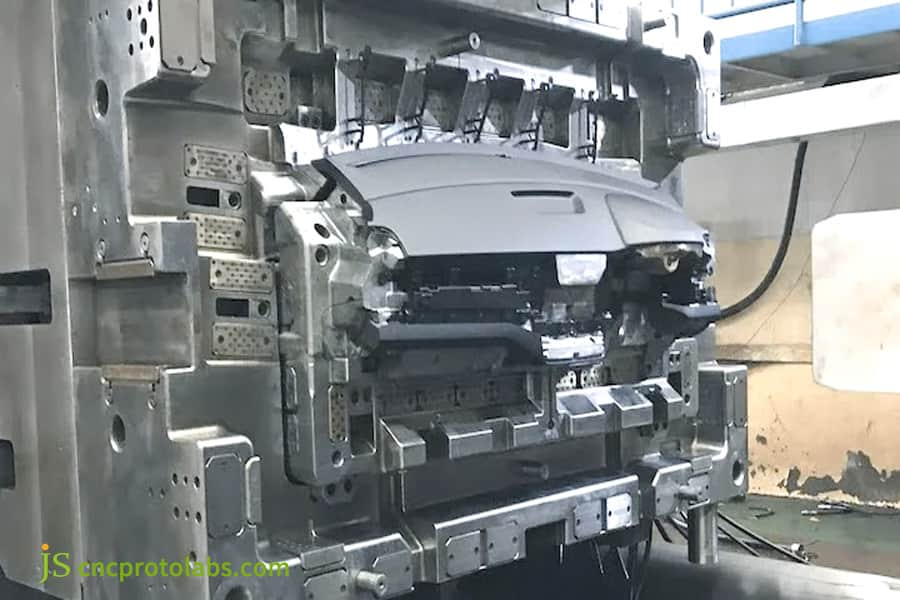
그림 3: 부분적으로 형성된 대형 검은색 자동차 부품이 금형에서 배출되거나 분리되는 모습을 보여주는 산업용 사출 성형 기계 내부의 클로즈업 보기
자동차 사출 시 긴 유리 섬유 구조 부품 생산 시 섬유 파손을 방지하는 방법
긴 유리섬유 강화 플라스틱(LFT) 구조 부품은 자동차 섀시 및 기타 부품의 주요 특징입니다. 섬유 파손은 강도 감소로 이어집니다. 그러나 자동 주입 프로세스를 올바르게 실행하면 이 문제를 쉽게 피할 수 있습니다.
LFT 사출 성형 시 섬유 파손 메커니즘과 결과
LFT 과립의 유리 섬유 시작 길이는 10-12mm입니다. 기존 나사(압축비 2.5:1-3.5:1)를 사용하면 나사가 0.5~1.0mm로 부서지고 1mm 미만이 되면 강화 특성이 손실됩니다.
저압축비 스크류 및 분산형 믹싱 헤드 설계
섬유 파손을 없애고 싶다면 낮은 압축비의 스크류(<2.0:1)와 낮은 배압, 빠른 속도, 그리고 분산 믹싱 헤드를 사용하면 전단을 줄이고 유리 섬유를 균일하게 분산시키는 것만으로도 충분합니다.
낮은 배압 및 배럴 온도 변화 설정
배압 5bar 및 후면 섹션의 배럴 온도가 전면 섹션보다 5~10℃ 더 높은 것은 유리섬유 파손을 줄이는 데 도움이 될 수 있는 조치입니다.
회연소법에 따른 섬유유지길이 검증
아래 표에서 볼 수 있듯이, 유리섬유 함량이 서로 다른 LFT 구조 구성요소의 공정 매개변수와 섬유 유지 효과가 다양하며, 이는 대량 생산 시 참고가 될 수 있습니다.
|
유리섬유 함량(%)
|
나사 압축률
|
배압(bar)
|
배럴 테일 섹션 온도(°C)
|
길이 ≥6mm를 유지하는 섬유의 비율(%)
|
완제품 인장강도(MPa)
|
|---|---|---|---|---|---|
|
30
|
1.8:1
|
3.5
|
235
|
78
|
128
|
|
35
|
1.7:1
|
4.0
|
240
|
75
|
136
|
|
40
|
1.6:1
|
4.5
|
245
|
72
|
143
|
|
45
|
1.5:1
|
5.0
|
250
|
70
|
151
|
|
50
|
1.4:1
|
5.0
|
255
|
68
|
158
|
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
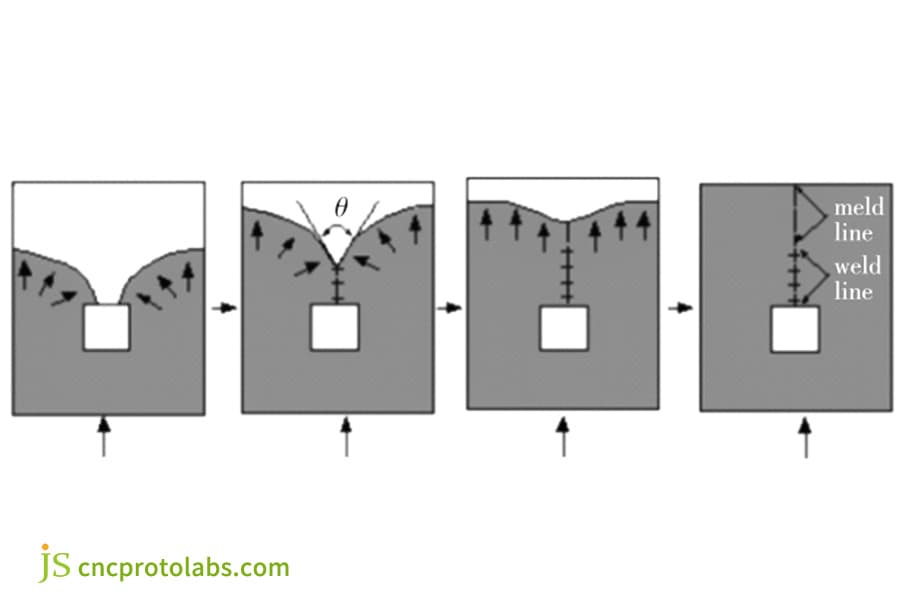
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
|
Mold Type
|
Initial Cost (USD)
|
Injection Cycle (seconds)
|
Annual Capacity (10,000 pieces)
|
Scrap Rate (%)
|
Total Cost Over 3 Years (USD)
|
|---|---|---|---|---|---|
|
Traditional Drilling Cooling Mold
|
50,000
|
70
|
40
|
5
|
120,000 (2 sets of molds + scrap cost)
|
|
3D Printed Conformal Cooling Mold
|
60,000 (20% higher)
|
52
|
55
|
1.5
|
78,000 (1 set of mold + low scrap cost)
|
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
- The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
- The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
- The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
<인용문>If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
FAQ
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
요약
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.

면책조항
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS 정밀팀
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. 우리는 전 세계 150여 개국의 고객에게 빠르고 효율적인 고품질 제조 솔루션을 제공합니다. 소량 생산이든 대규모 맞춤 제작이든 24시간 이내에 가장 빠른 배송으로 고객의 요구를 충족시켜 드립니다. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
리소스

